
The elastoplastic analysis based on the unified strength theory was performed to evaluate the ultimate bearing capacity of double- and multilayered thick-walled cylinders. The theory provides a new concept and method for the analysis of thick-walled cylinders. The solutions derived herein are widely applicable and can quantitatively account for different tension-compression strength values and mean principal stress. The fundamental solutions for single radii, assemblage pressure, and shrink range are derived with the yield condition of the theory. The traditional existing elastoplastic results by the Tresca or von Mises yield criteria can be seen as a particular case of the new solutions that can overcome shortcomings. The strength parameter, tension-compression strength ratio, radii ratio, and combined cylinder layers were taken as major theory variables for the unified solutions. The new solutions are versatile and can be adapted to the existing formulas, to more accurately calculate the structural stress conditions. The strength theory effect due to adopting different yield criteria is quite significant, which cannot be underestimated.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction. Thick-walled cylinders are widely used in mechanical engineering, civil engineering, aerospace, chemical engineering, etc. [1,2,3,4,5,6,7,8]. In mechanical engineering, the shrink fit between a transmission shaft and sleeve, shaft and hub belong to a combined thick-walled cylinder [9,10,11,12,13,14]. To improve the ultimate bearing capacity, the method of increasing wall thickness is limited when the inner radius of a thick-walled cylinder is fixed. However, two or more thick-walled cylinders are used to form multilayered combined cylinders by means of interference fit, and the stress distribution is more reasonable than that of a single integral thick-walled cylinder [15]. Multilayered combined thick-walled cylinders are mostly designed with equal strength; that is, when the container fails, the inner and outer cylinders are simultaneously damaged [16,17,18]. Many researchers have studied the optimization design and stress intensity factor for combined thick-walled cylinders by the Tresca yield criterion, but it is not applicable to tensile-compressive anisotropic materials and does not consider the intermediate principal stress. Until now, the limit analysis of multiple thick-walled cylinders rarely reported in the literature. The elastoplastic bearing capacity solutions herein for double-layered and multilayered combined thick-walled cylinders are presented with unified strength theory (UST), which fully considers the influence of the intermediate principal stress and strength difference. In addition, the separate radius, assemblage pressure and shrink range fundamental solutions are derived from the UST.
1. Theoretical Method.
1.1. Unified Strength Theory. The UST was developed based on orthogonal octahedron of a twin shear element model, which mathematical expression was introduced in [19]
where α and b are defined as α = σt/σc and \( b=\frac{\left(1+\upalpha \right){\uptau}_s-{\sigma}_t}{\sigma_t-{\uptau}_s}, \) F and F′ are functions of principal stress strength theory, σ1, σ2 , and σ3 are the major, intermediate, and minor principal stresses, respectively, σt , σc , and τs are the tensile, compressive and shear yield strengths, respectively, α denotes the tension-compression strength ratio, and b is a preset parameter of different failure criteria, which range is 0 ≤ b ≤ 1.
1.2. Yield Condition. Under axisymmetric plane strain conditions, the tangential stress σθ and radial stress σr are the principal stresses σ1 and σ3 , respectively; the axial stress σz is the mean principal stress σ2. If σ1 ≥ σ2 ≥ σ3, the following expression is valid:
A simple empirical correlation was introduced by Yu et al. [20]: \( {\sigma}_z=\frac{m}{2}\left({\sigma}_r+{\sigma}_{\uptheta}\right), \) where m is an empirical constant with 0 ≤ m ≤ 1. It was assumed that, m = 2v (v is Poisson’s ratio) in the elastic zone and m → 1 in the plastic zone. Using Eq. (2), the intermediate principal stress σ2 can be given as \( {\sigma}_2=\frac{m}{2}\left({\sigma}_1+{\sigma}_3\right). \) Because α ≤1, the condition \( {\upsigma}_2\le \frac{\upsigma_1+{\upalpha \upsigma}_3}{1+\upalpha} \) should be adopted. Then, Eq. (1) can be reduced to
Equation (3) can be rewritten as follows:
where Eq. (4) is the yield condition of a thick-walled cylinder based on the UST.
2. Fundamental Solutions of Double-Layered Cylinder. A thick-walled cylinder with inner radius ri and outer radius ro bears inner pressure p1 and outer pressure p2 . The elastic stresses can be derived as in [19]:
where σr and σθ are radial and tangential stresses, respectively.
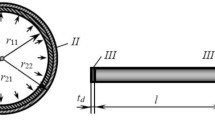
2.1. Assemblage Pressure. Figure 1a shows a double-layered cylinder made of the same material with an inner radius ri , outer radius ro , and separate radius rc . Figure 1b and 1c shows a combined cylinder composed of the inner cylinder (with inner radius ri and outer radius rc + δ1) and outer cylinder (with inner radius rc + δ2 and outer radius ro), respectively. It is assumed that the material of both cylinders is identical. When assembling, the outer cylinder needs to be heated to increase it inner radius and place it over the inner one. Upon cooling, a certain contact (assemblage) pressure between both cylinders is generated.

Double-layered thick-walled cylinder: (a) double-layered cylinder; (b) inner cylinder; (c) outer cylinder.
As shown in Fig. 1b and 1c, the shrink range δ in the assemblage zone is determined as
According to theory of elasticity, the assemblage pressure equation takes the following form [15]:
where E is the cylinder material’s elastic modulus under plane strain conditions.
Equation (7) implies that the assemblage pressure p can be determined if the shrink range δ and separate radius rc are given; thereby, the assemblage stress generated in the inner and outer cylinders can be obtained.
2.2. Separate Radius and Assemblage Shrink Range. The optimal solution of the separate radius rc and shrink range δ for assemblage containers made of the same material can be established by utilizing the inner wall of the inner cylinder and inner wall of the outer cylinder simultaneously to satisfy the yielding condition. It is assumed that the inner cylinder bears inner pressure p1 and assemblage pressure p at r=rc. To ensure that the inner and outer cylinders yield at the same time, the inner cylinder at r=ri should have the same pressure as that of the outer cylinder at r=rc, where the stress at the interface can be expressed from Eq. (4) as
(1) An inner cylinder comes under internal pressure p1 at the inner wall and external pressure q at the outer wall. Then, the external pressure q is defined as
where \( {\upsigma}_r\left|{}_{r={r}_c}\right. \) denotes the radial stress at r=rc under the internal pressure p1, which is formulated as follows:
(2) An outer cylinder bears inner pressure q at the inner wall and zero pressure at the outer wall, i.e., \( {\upsigma}_r\left|{}_{r={r}_o}\right.=0. \) For the inner cylinder, the following equation obtained from Eq. (5) at r=ri is given as
For the outer cylinder, the stress component is deduced by setting r=rc in Eq. (5) as
By integrating Eqs. (10) and (11), the following equation can be manipulated as
where k1, k2, and k3 are defined as k1 = 2 + 2b + 2α, k2 = 2 + 2b − 2αbm − 2α, and k3 = 6 + 6b − 2αbm + 2α, respectively. Then, Eq. (12) can be simplified as
By substituting Eq. (13) into \( \left(\frac{2+2b-\upalpha bm}{2+2b}{\upsigma}_{\uptheta}-\frac{\upalpha bm+2\upalpha}{2+2b}{\upsigma}_r\right), \) the function of rc is determined as
The function equation f has a minimum value, where the function must satisfy df/drc=0. Then, the separate radius is given as
By introducing Eq. (15) into Eq. (13), the following expression is obtained:
Then, the assemblage pressure p is generated as
If the combined cylinder yields, by integrating Eq. (16) and using the yield condition with Eq. (10), that is, \( \frac{2+2b-\upalpha bm}{2+2b}\frac{\left[\left({r}_i^2+{r}_c^2\right){p}_1-2{r}_c^2q\right]}{r_c^2-{r}_i^2}+\frac{\upalpha bm+2\upalpha}{2+2b}{p}_1={\upsigma}_s, \) the internal pressure p1 can be transmuted as
By integrating Eqs. (5), (15), and (17), the assemblage shrink range can be expressed as
3. Elastoplastic Analysis of the Double-Layered Cylinder. An infinitely long cylinder with yield strength σs1 of the inner cylinder and yield strength σs2 of the outer cylinder satisfies σs1>σs2. Figure 2 shows a double-layered cylinder with inner radius ra, outer radius rb, and separate radius rc which is subjected to uniform pressure p1. When both the inner and outer cylinders reach the plastic limit state, the plastic ultimate load of the combined cylinder can be determined.

Double-layered cylinder with different yield limits.
The stress equilibrium equation for a thick-walled cylinder can be obtained as [15]
By combining Eqs. (4) and (20), the following equation is obtained:
By integration, the radial stress σr is derived as
where C is an unascertained coefficient.
With the stress boundary situation, σr = -p1 and σs =σs1 at r=ri, the constant C can be expressed as
where pl is the plastic limit internal pressure. Then, Eq. (22) takes the following form:
With the outer boundary condition, σr = -q at r=rc, the following formula is given by
The plastic limit pressure q of the outer cylinder takes the following form [21]:
After substituting Eq. (26) into Eq. (25), pl is taken as
It can be seen from Eq. (27) that the plastic allowable pressure of a combined cylinder with different materials is not a simple superposition of the plastic ultimate bearing capacity of a two-layer cylinder. This result is different from the analysis result based on the Tresca yield. The plastic allowable bearing capacity of the combined cylinder with the same material can be obtained by setting σs1=σs2=σs in the above equation as follows:
where m is an empirical coefficient, which value is presented by theory and experiment [20]. For simplicity, the general approximation is m = 1, then Eq. (28) is reduce to:
It can be seen from the above equation that the structural plastic ultimate capacity with the same material is related to the radius ratio ri/ro, strength parameter b, and tension-compression ratio α and is independent of the separate radius rc and assemblage pressure p. That is, a composite cylinder of the same material can be considered a single-layered cylinder of the same thickness when solving for the plastic limit bearing capacity.
4. Elastic Analysis of the Multilayered Thick-Walled Cylinder. The stress distribution of multilayered cylinder related to n cylinders is more rational than that of single-layered cylinder. Figure 3 demonstrates a multilayered cylinder set with inner radii and outer radii (ri, r1), (r1, r2), (r2, r3), … (rn, ro) in sequence with the same material that bears an evenly supported pressure pi.

Multilayered thick-walled cylinder.
By assuming a multilayered thick-walled cylinder subjected to internal pressures q1, q2, ..., qn, between the layers, the following expression can be obtained when the inner surface of each layer yields:
By adding the above n equations, we can obtain
If the elastic ultimate pressure can have a maximum value, where the pressure must satisfy \( \frac{\partial {p}_e}{\partial {r}_1}=\frac{\partial {p}_e}{\partial {r}_2}=\dots =\frac{\partial {p}_e}{\partial {r}_n}=0. \) Then, the following equation is derived as
As shown in Eq. (32), when the radius of each layer satisfies \( {\left(\frac{r_o}{r_i}\right)}^{\frac{1}{n+1}}, \) the maximum value of pe can be established as
5. Results and Discussion.
5.1. Degradation Validation of Solutions. The parameter b exhibits the impact extent that the intermediate principal stress can induce the failure of multiple cylinder. With a specific value of b, the UST can come down to various existing failure criteria. For instance, the UST simplifies to the Tresca criterion with α = 1 and b = 0. The von Mises criterion can be estimated with α = 1 and b = 1/3. When the parameter α varies between 0 and 1, the Mohr–Coulomb failure criterion is established with b = 0.
5.2. Parametric Studies. Supposing that the multiple cylinder is constituted of the same material. The effects of the tension-compression ratio _ (the value is set to 0.2, 0.4, 0.6, 0.8, and 1.0) and the strength theory parameter b (the value is set to 0, 0.25, 0.5, 0.75, and 1.0) on the plastic limit pressure pl are investigated, as shown in Fig. 4. As shown in Fig. 4a, the ratio of pl/σs decreases with increasing α values. The tensile strength and compressive strength impact the failure of thick-walled cylinders. pl s _ has a minimum value where the coefficient satisfies α = 1. Figure 4 shows that the ratio of increases with parameter b. The pl/σs value is increased by 33.3% when b =1 compared with that of b = 0 for ro/ri = 4.0 and α = 1. The parameter b value represents different strength theories, which have a large impact on the limit solution of the combined cylinder. Figure 4b illuminates that the increasing rate of pl/𝜎s is relatively obvious for different ro/ri values.

pl/σs versus the coefficients α and b with different ro/ri.
Figure 5 shows the elastic limit pressure pe/σs versus the different parameters. As shown in Fig. 5a and b, the ratio of pe/σs improves with increasing b values. The significant differences in the results with various b values are a clear indication that the intermediate principal stress effect should be rationally considered. In observing Fig. 5c, the value of pe/σs increases with the increase in the number of cylinder layers n. From Fig. 5a–c, pe/σs is taken as the minimum value when α = 1. A significant difference with various α is a clear indication that the error might arise if tension-compression ratio is not properly considered. The influence of the tension-compression ratio α can be better applied to the ultimate load analysis of various materials. According to the solution in this paper, the effect of the tensile-compression ratio can be discussed, and test guidance can be given. Moreover, Fig. 5d illustrates that the influence of the radius ratio ro/ri on the pe/σs value is obvious with an increasing tension-compression strength ratio.

pe/σs versus the coefficient α, b, n, and ro/ri.
Conclusions. Considering intermediate principal stress and different tension-compression strengths, the elastoplastic unified solutions of double-layered and multilayered cylinders are derived on the basis of the UST. Moreover, the fundamental solutions of the separate radius, assemblage pressure and shrink range are derived for double-layered thick-walled cylinders. The effects of failure criteria parameter b, tensile-compressive strength ratio α, radius ratio ro/ri, and combined cylinder layers n on the ultimate results are significant. Furthermore, structural strength potentialities are fully achieved with the UST. The final solutions have general application and are universal for use. In conclusion, the proposed formulation of allowable limit pressure for multiple cylinder is more consistent with the true results by considering the intermediate principal stress and cylinder layers. According to the solutions in this paper, we can discuss the influence degree of the tension-compression ratio and different strength criteria and solve the related problems of thick-walled cylinder pressure vessels with different criteria.
References
H. R. Zare and H. Darijani, “Strengthening and design of the linear hardening thick-walled cylinders using the new method of rotational autofrettage,” Int. J. Mech. Sci., 124, 1–8 (2017).
L. Y. Qian, Q. K. Liu, C. Y. Wang, et al., “Optimization analysis of autofrettage pressure for thick walled cylinders,” China Mech. Eng., 23, No. 4, 474–479 (2012).
M. L. Li and M. F. Fu, “Limit analysis of viscoplastic thick-walled cylinder and spherical shell under internal pressure using a strain gradient plasticity theory,” Appl. Math. Mech., 29, No. 12, 1553–1559 (2008).
A. Kalnins and D. P. Updike, “Limit pressures of cylindrical and spherical shells,” J. Press. Vess.-T. ASME, 123, No. 3, 288–292 (2001).
R. L. Zhu and G. L. Zhu, “Study on autofrettaged thick-walled cylinders with thermal pre-stresses,” J. Mech. Eng., 52, No. 17, 168–175 (2016).
S. M. Kamal, U. S. Dixit, A. Roy, et al., “Comparison of plane-stress, generalized-plane-strain and 3D FEM elastic-plastic analyses of thick-walled cylinders subjected to radial thermal gradient,” Int. J. Mech. Sci., 131, 744–752 (2017).
K. Vijayalakshmi, R. Sundaravadivelu, K. Murali, and S. Neelamani, “Hydrodynamics of a concentric twin perforated circular cylinder system,” J. Waterw. Port Coast. Oc.-ASCE, 134, No. 3, 166–177 (2008).
Y. Z. Chen, “Transfer matrix method for solution of FGMs thick-walled cylinder with arbitrary inhomogeneous elastic response,” Smart Struct. Syst., 21, No. 4, 469–477 (2018).
H. Zhu, H. Q. Zhou, and Z. H. Wang, “Finite element analysis of interference fit for high speed rotating shaft based on CAE,” Precise Manuf. Autom., 41, No. 3, 41–43 (2010).
Q. L. Wu, A. Z. Lu, and Y. T. Gao, “Stress analytical solution for plane problem of a double-layered thick-walled cylinder subjected to a type of non-uniform distributed pressure,” J. Cent. South Univ., 21, No. 5, 2074–2082 (2014).
H. W. Lou and J. Z. Gao, “The optimum design of composed concave die by thick-walled cylinder theories,” Mach. Build. Autom., 31, No. 1, 16–19 (2003).
Q. Zhu, J. H. Zhao, C. G. Zhang, et al., “Elastic-brittle-plastic analysis of double-layered combined thick-walled cylinder under internal pressure,” J. Press. Vess.-T. ASME, 138, No. 1, 011201 (2016), https://doi.org/10.1115/1.4031078.
A. Loghman and H. Parsa, “Exact solution for magneto-thermo-elastic behaviour of double-walled cylinder made of an inner FGM and an outer homogeneous layer,” Int. J. Mech. Sci., 88, 93–99 (2014).
A. J. Chen, C. Xu, and Z. Q. Wang, “Weight function for stress intensity factors in the assemblage stress in combined thick wall cylinder,” J. Ship Mech., 7, No. 2, 89–95 (2003).
B. Y. Xu and X. S. Liu, Application of Elastoplastic Mechanics, Tsinghua University Press, Beijing (1995).
Y. C. Li, L. Sun, and B. Teng, “Wave action on double-cylinder structure with perforated outer wall,” Shipbuild. China, 43, No. 1, 322–329 (2002).
M. H. Fan, Y. S. Jiao, and Z. X. Cai, “An analytical solution for stress and displacement in casing-cement combined cylinder under non-uniform loading,” Adv. Mater. Res., 291–294, 2133–2138 (2011).
W. L. Ma, D. C. Liu, X. Shen, et al., “3-D nonlinear finite element analysis of combined thick cylinder,” Northwest Hydro Power, 25, No. 3, 20–23 (2006).
J. H. Zhao, Strength Theory and Its Engineering Application, Science Press, Beijing (2003).
M. H. Yu, S. Y. Yang, C. Y. Liu, et al., “Unified plane-strain slip line field theory system,” Chin. Civ. Eng. J., 30, No. 2, 14–26 (1997).
J. H. Zhao, Y. Q. Zhang, J. C. Li, et al., “Solutions of some plastic plain strain problems based on unified strength theory and unified slip line field theory,” Chin. J. Mech. Eng., 35, No. 6, 61–65 (1999).
Acknowledgments
This research was supported by the Shaanxi Provincial Natural Science Foundation (grant Nos. 2019SF-256, 2018JQ5023, and 2018JQ5119), the National Natural Science Foundation of China (grant No. 51878056), and the Special Fund for Basic Scientific Research of Central Colleges (grant No. 300102289105).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Problemy Prochnosti, No. 4, pp. 31 – 41, July – August, 2020.
Rights and permissions
About this article

Cite this article
Zhu, Q., Wang, S., Zhang, D.F. et al. Elastoplastic Analysis of Ultimate Bearing Capacity for Multilayered Thick-Walled Cylinders Under Internal Pressure. Strength Mater 52, 521–531 (2020). https://doi.org/10.1007/s11223-020-00203-9
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11223-020-00203-9