
The technological process of natural water treatment before being supplied to the water supply network is accompanied by the formation of water treatment sludge. The chemical composition of water treatment precipitation is characterized by the presence of aluminum and iron hydroxides, manganese oxide, and an undissolved residue of chemical reagents used in water treatment. The strategy of sustainable development presupposes proper management of man-made waste, capable of ensuring their reuse and reducing the associated environmental burden on the environment. There are known options for using water treatment sludge in the production of bricks, expanded clay, and cement. The use of water treatment sediments in the production of burnt ceramic materials is effective. A promising direction for the utilization of water treatment sludge is the possibility of its use in a mixture with peat as a potential raw material for the production of construction and ceramic materials. An installation is developed for the collection of milled peat, its mixing with water treatment sludge, and subsequent drying of the resultant mixture.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
The Russian Federation has started implementation of the project entitled ‘Clean Water’ in urban water management systems with the purpose of improving the quality of water supply [1]. During the preparation of drinking water, special substances are often used as coagulants [2]. The process of natural water treatment is accompanied with the formation of water treatment sludge. Issues related to the disposal of large amounts of such sediments are quite relevant. In this context, utilization of water treatment sludge as a potential feedstock for the production of construction and ceramic materials seems to be a promising recycling direction.
Specialists of the Siberian State University of Railway Engineering investigated the implementation of silt deposits formed during wastewater treatment to produce various materials [3]. To assess the potential of such sediments for the modification of ceramic materials, furnace mixtures given in Table 1 were used.
The values of molding moisture content, drying sensitivity, and complete air shrinkage of furnace mixture compositions are given in Table 2. An analysis of the obtained data showed that the introduction of water treatment sludge into the raw mixture improves the molding and drying properties of clay. In particular, composition No. 3 with a silt deposit content of 15% showed the highest performance (see Table 1).
The dependences of firing shrinkage and water absorption of ceramic mixtures on the temperature of sample firing performed in a laboratory muffle furnace are given in Table 3. It can be seen that the introduction of water treatment sediments in optimal amounts into the furnace mixture does not result in an increase in firing and, accordingly, complete shrinkage. The effect of precipitate addition to ceramic mixtures was also evaluated in laboratory conditions by studying the properties of the materials obtained by means of sample firing in an industrial furnace in accordance with production conditions.
Burnt samples were tested for compliance with the requirements of GOST 530–2012 [4]. The water absorption of the samples depended on the firing temperature, in all cases exceeding that of non-burnt clay samples. This indicates an increase in porosity and a decrease in the average density of the burnt material. An increase in the material strength was also observed, while the average density decreased by 20%. This confirms an improvement in the structural quality of the resultant ceramics. The study results are given in Table 4.
The water treatment sediments studied in this work harden upon drying and are difficult to grind. The elasticity modulus across a load range of 0.00 – 0.05 MPa varies as follows. For water treatment sludge after extrusion on a Winkel press, this parameter reaches from 0.038 to 0.065 MPa; for the sludge frozen in laboratory conditions, it reaches 0.186 MPa; for the sludge after natural freezing during winter season, it reaches 0.254 MPa.
According to plasticity and consistency indexes, water treatment sediments belong to clays of fluid and fluid-plastic consistency. In terms of granulometric composition, these sediments are represented by fine and silty sands. An example of utilizing water treatment sludge is the partial substitution of the original components in the production of construction materials. There are known options for the use of water treatment sludge in the production of bricks [5], expanded clay [6], cement [7], and ceramics [8, 9]. The possible amount of dehydrated water treatment sludge added for the production of bricks and tiles from clay without deterioration of their consumer properties is 20% [10]. For the production of cement, which is a far more technologically advanced building material, much less additive is introduced, ranging within 4 – 10%.
For ceramic bricks, hollowness plays an important role. Such products are divided into full-bodied and hollow (effective) types, having through (or blind) holes with a round or rectangular (slotted) shape. The more voids are contained in the brick (the number of which is not limited by the standard), the better it conserves heat. Peat and clay materials exhibit high dispersion, hydrophilicity, and capacity for sorption and ion exchange. The high dispersion of peat when mixed with clay raw materials ensures the structural homogeneity of composite mixtures, and the hydrophilicity of peat and clay provides strong contact between the components of the mixture and the required density of the molded materials. Combustible additives contribute to a more uniform drying throughout the product and, therefore, reduce the stresses arising during the drying process, which improves the quality of the finished product.
Experiments were performed using laboratory equipment and industrial units, such as molding machines, dryers, and kilns [11, 12]. Raw materials used in this research included two types of clay provided by the Revdinsky brick plant: (1) lean clay with a density of 1720 kg/m3 and (2) rich clay with a density of 1800 kg/m3 (Table 5). Milled peat was used as a combustible additive.
The analysis of the obtained results showed that the composition of sample 1 and samples 2 – 4 can be used to obtain porous bricks and ceramic porous bricks with improved operational thermophysical properties, respectively.
Mixing water treatment sludge with peat increases the volume of useful sludge recycling while maintaining the performance characteristics of the finished product. Peat is difficult to disperse. The mechanical grinding of wet peat allows the minimum particle size of about 100 μm to be achieved.
To mix with peat, undehydrated water treatment sludge from the Western Filtration Station of Yekaterinburg, collected during the summer period of water withdrawal, was used. The particle size distribution of the sediments was determined by a sieve method with water washing. The results are shown in Fig. 1. It can be seen that the predominant part of water treatment sediments is represented by particles smaller than 50 μm (53%) and larger than 100 μm (44%). Particles with a size of 71 – 100 μm account for 2% of their total number [13].

Granulometric composition of water treatment sludge.
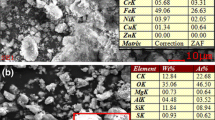
The chemical composition of the water treatment sludge under study determined by energy dispersive x-ray analysis (EDAX) is shown in Fig. 2. The x-ray diffraction pattern of water treatment sediments dehydrated by heating to 373 K exhibits the shape distinctive of an x-ray-amorphous substance. Only quartz and amorphous phase are identified. The x-ray diffraction pattern becomes more informative after firing the water treatment sediments at higher temperatures, which ensures the burnout of organic compounds and removal of volatiles. The x-ray diffraction pattern of water treatment sediments fired at 723 K for 20 minutes, in addition to quartz, shows the presence of aluminum compounds, such as alunogen (Al(H2O)6)2(SO4)3(H2O)5, albite NaAlSi3O8, gibbsite Al(OH)3, as well as iron in the form of graffonite Fe3(PO4)2 and amorphous phase.

EDAX results for water treatment sludge.
In order to use water treatment sludge as a raw material for the production of construction and ceramic materials, its mixing with milled peat is proposed. Here, the humidity of peat is not limited. At the same time, milled peat should first be collected, mixed with water treatment sediments, and dried. An installation was developed for collecting milled peat, its mixing with water treatment sediments, and subsequent drying of the resultant mixture (Fig. 3) [14, 15]. Using the compressed air of a pneumatic drive, the movable housing 1 of this installation moves along a leveled platform. The hollow shaft 2 looped around the housing 1, equipped with a nozzle 3 on its lower side, is designed to suck in and collect loose material as well as to direct the mixture of air with peat crumb toward the dryer 4.

Fig. 3.
An assembly 5 (see Fig. 3) of a peat (i.e., loose material) collector is suspended on the movable housing 1. The assembly 5 is equipped with a rotating hollow shaft 2, on which brushes 6 for the tedding of peat deposit are mounted, and the nozzle 3. An air duct 7 is connected to the nozzle 3 to direct the mixture of air with peat crumb toward the dryer 4. The dryer 4 includes a gas-distributing chamber 8; a chamber 9 designed for loading, bubble-mixing of peat crumb with water treatment precipitates, and drying the resultant mixture; and a chamber 10 for mixing with a specific fraction. The chamber 11 is designed to collect and discharge exhaust air. The chamber 9 includes a porous gas-distributing tumble-free grating 12 and a limiting grating 13 installed below the height H of the fluidized bed.
To pass the mixture particles of a certain fraction, a grid 14 is installed, and a filtering grid 15 is mounted on its top. The chamber 9 is also equipped with both a branch pipe 16 for supplying water treatment sludge and an air duct 7 for supplying air-peat crumb. A pipeline 17 is connected to the chamber 11 to discharge exhaust air, feeding it into the hollow shaft 2 of the assembly 5. The air duct 8 is designed to supply compressed air from a compressed air source 19 of the movable housing 1 and supply it to the gas distribution chamber 8. The nozzle 20 is built into a pipeline 19 to heat the air to the required temperature; here, 21 is the flow of peat particles and 22 is the flow of compressed air. The branch pipe 23 is designed to discharge off-gauge particles of the mixture from the loading chamber 9, bubble-mix peat crumb with the water treatment sediments from the filtering station, and dry the resultant mixture. The branch pipe 24 integrated into the chamber 10 is designed to discharge the resultant mixture of a certain fraction.
The operation of the water treatment sludge disposal plant is carried out as follows. The brushes 6 break the capillary connections with the deposit and provide the flow direction of the air-peat crumb mixture through the nozzle 3 to the pipeline 7 for supplying the flows of the mixture of air 22 and peat particles 21 to the loading chamber 9 for bubble mixing with water treatment sediments. The main task of tedding with brushes 6 and collecting milled peat is to intensify drying with the following technological requirements:
– creation of a loose layer of peat uniform in thickness;
– submilling of the peat deposit;
– sweeping of peat with a violation of capillary connections with the deposit.
In the extraction of milled peat for the subsequent mixing with water treatment sediments, the rotating elastic cylindrical brushes 6 fixed on the hollow shaft 2 (see Fig. 3) were used, which create a loose layer, uniform in thickness, due to submilling of the peat deposit. The process of active tedding of the peat deposit with brushes 6 (see Fig. 3) is accompanied by crushing of large peat particles and a decrease in their size by 10 – 15%. Through porous (loosened) spreading, favorable conditions are created for pneumatic peat harvesting at a pressure difference that affects particles with a certain lifting force.
According to GOST R 52067–2003 [16], milled peat is directed through the pipeline 7, and water treatment sediments are directed through the branch pipe 16 into the chamber 9 for bubble mixing of the resulting mixture. The mixture of sediments with peat is placed in a uniform layer on the porous gas-distributing tumble-free grating 12 (airbed). In accordance with GOST 3186–76, metal tumble-free mesh SD 200-08H18N10 is used as a porous gas-distributing tumble- free grating 12.
The compressed air is heated by the nozzle 20 built into the pipeline 18 to the required temperature and supplied under the porous tumble-free grating 12 through the gas distribution chamber 8. After passing through the grating 12, the upward flow of hot air exerts an aerodynamic force on the particles of the mixture of water treatment sediments and peat, which prevents them from falling down. At some distance from the grating 12, a layer of constantly circulating particles of the mixture (bubbling fluidized bed) is formed, in which the particles are mixed and crushed to evaporate the contained moisture. The compressed hot air passes over the tumble-free grating 12 under pressure at a velocity sufficient to create a fluidized bed. Above the grating 13, a boiling layer of dust-like particles of the mixture is again created, limited in height by the mesh 15 with holes for the passage of a certain fraction of the mixture. The resulting mixture of a certain fraction is discharged through a branch pipe 24 integrated into the chamber 10. The filter mesh 15 is mounted above the mesh 14 [17, 18].
The widespread use of fluidized bed technology in many industries is explained by its advantages, including the following:
– an extended contact surface area of the gas and solid phases, which significantly exceeds that of the filter layer;
– the possibility of organizing a continuous process that contributes to the automation and mechanization of equipment;
– the ability to adjust the average dwell time of the material in the layer by changing its height;
– a decrease (compared to the fixed bed) in the amount of unreacted material in the gas phase;
– high efficiency and productivity of the device, which is due to the high intensity of the process owning to the extended contact surface of the phases.
In fluidized bed technology, the temperatures of solid particles and drying gas are rapidly equalized by intensifying the heat and mass exchange between the solid and gas phases. As a result, drying is completed within a few minutes.
The proposed device is designed to collect loose material and create a crumble layer uniform in thickness. The process of drying a mixture of peat and water treatment sediments is based on the principle of moisture evaporation under the influence of aerodynamic forces of the ascending hot gas flow in a bubbling fluidized bed. The dust-like part of the dried mixture can be used as a material in the production of cement, brick, and monolithic blocks in the construction industry.
References
E. Petrov, “A glass of water gets closer,” Rossiyskaya Gazeta. National projects., No. 8960, 6 (25.01.2023).
“The acid will be converted into fertilizer,” Rossiyskaya Gazeta. The economy of the Ural District, No. 8968, 16 (02.02.2023).
I. U. Aubakirova, “Use of sludge from water treatment plants in the production of building materials,” Water and Ecology: Problems and Solutions, No. 4 (84) (2020). URL: https://cyberleninka.ru/article/n/ispolzovanie-osadka-vodoochistnyhsooruzheniypri-proizvodstve-stroitelnyh-materialov.
GOST 530–2012. Ceramic brick and stone. General Technical Specifications [In Russian], Standartinform, Moscow (2013).
K.-Y. Chiang, P.-H. Chou, C.-R. Hua, et al., “Light weight bricks manufactured from WTS and rice husks,” J. Hazard. Mater., 171, 76 – 82 (2009). https://doi.org/10.1016/j.jhazmat.2009.05.144.
C.-H. Huang and S.-Y. Wang, “Application of WTS in the manufacturing of light weight aggregate,” Constr. Build. Mater., 43, 174 – 183 (2013). https://doi.org/10.1016/j.conbuildmat.2013.02.016.
H. El-Didamony, K. A. Khalil, and M. Heikal, “Physicochemical and surface characteristics of some granulate slagfired drinking water sludge composite cement pastes,” HBRC J., No. 10, 73 – 81 (2014). https://doi.org/10.1016/j.hbrcj.2013.09.004.
A. Benlalla, M. Elmoussaouiti, M. Dahhou, and M. Assafi, “Utilization of water treatment plant sludge in structural ceramics bricks,” Appl. Clay Sci., 118, 171 – 177 (2015). https://doi.org/10.1016/j.clay.2015.09.012.
E. M. Silva, D. M. Morita, A. C. M. Lima, and L. G. Teixeira, “Manufacturing ceramic bricks with polyaluminum chloride (PAC) sludge from a water treatment plant,” Water Sci. Technol., 71 (11), 1638 – 1645 (2015). https://doi.org/10.2166/wst.2015.132.
R. A. Apakashev, O. M. Guman, and N. G. Valiev, “Results of spectral semi-quantitative analysis of water treatment sludge,” Sustainable Development of Mountain Territories. Vladikavkaz, 12, No. 2(44), 229 – 236 (2020).
N. V. Grevtsev, S. Ya. Davydov, I. A. Tyabotov, and L. N. Oleinikova, “Production of porousized ceramic materials with the use of depleted peat-based admixtures,” Refract. Ind. Ceram., 58(4), 364 – 367 (2017).
N. P. Kosarev, N. V. Grevtsev, I. A. Tyabotov, et al., “Method of production of porous building bricks,” [in Russian] patent No. 105094, Russian Federation, appl. No. 2010101916; appl. on 21/01/2010, publ. 04/27/2011, Bul. No. 18.
R. A. Apakashev, S. Ya. Davydov, A. M. Bakaleyshchik, M. S. Lebzin, and A. N. Malyshev, “Method of disposal of sludge of water treatment facilities,” [in Russian] Appl. No. 105094, Russian Federation, applicant Ural State Mining University, appl. on 24.01.2022.
S. Ya. Davydov and R. A. Apakashev, “Collection and preparation of raw materials for the refractory industry”, Novye Orgneupory, No. 1, 8 – 12 (2023).
S. Ya. Davydov, L. N. Oleynikova, A. V. Gorbunov, et al., “Vehicle for loose material collection”, [in Russian] patent 2772001, Russian Federation, appl. No. 2022101451, appl. on 24/01/2022, publ. 08/12/2022, Bul. No. 14.
GOST R52067–2003. Peat for the production of nutrient soils. [in Russian] Specifications. Moscow, State Standard of Russia., p. 7 (2003).
S. Ya. Davydov, Energy-Saving Equipment for the Transportation of Bulk Materials. Research, Development, Production, GOU VPO USTU-UPI, Yekaterinburg, Russia (2007).
S. Y. Davydov and A. N. Semin, Energy-Saving Equipment of Pneumatic Transport: Yesterday, Today, Tomorrow. Theory, Calculation, Research, Production, Cadastral Reserve, Moscow (2016).
The study was supported by a grant of the Russian Science Foundation No. 22-24-20102, https://rscf.ru/project/22-24-20102/ with the financial support of the Government of the Sverdlovsk region.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Novye Ogneupory, No. 4, pp. 3 – 8, April, 2023.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Davydov, S.Y., Apakashev, R.A. & Oleynikova, L.N. Use of Water Treatment Sludge in the Production of Building and Ceramic Materials. Refract Ind Ceram 64, 109–114 (2023). https://doi.org/10.1007/s11148-023-00811-3
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11148-023-00811-3