
Abstract
Minimization , utilization and disposal of industrial waste are very important from the environmental esthetic point of view. Sludge generated during the treatment of distillery spent wash by electrocoagulation process is highly complex in nature and requires proper disposal. In this context, the present study was conducted to employ the electrocoagulation-generated sludge as a partial replacement of cement while manufacturing the non-constructional building blocks. Various physiochemical and thermo-gravimetric characterization studies have been carried out on electrocoagulation-generated sludge and cement. Mortar specimens with different proportions of sludge ranging from 0 to 15 % by weight of cement were tested for density, compressive strength and leachability of heavy metals by standard method. Results from the analysis showed that the cement-based solidification of EC sludge reduces the heavy metal concentration in the leachate from cement–sludge mortars compared to the EC sludge alone. Reduction in the compressive strength of mortar with 7.5 % substitution of cement by EC sludge was <5 % against the control mortar (without sludge), thereafter the reduction was substantial. The optimum percentage of sludge that can replace the cement with marginal change in the physiochemical properties is found to be 7.5. This can be used in the manufacturing of the non-constructional building material within the industry for their different types of usages such as paving, pot making and fencing of garden without affecting the environment.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Distilleries are among 17 most polluting industries in India (CPCB 2001–2002). Usually about 8–15 l of wastewater is generated for every liter of alcohol produced by the molasses-based distilleries called “spent wash.” The spent wash is characterized by extremely high chemical oxygen demand, biological oxygen demand, suspended solids, inorganic solids, color content and acidic pH (Shin et al. 1992; Saha et al. 2005). For industries using large quantities of water such as distilleries, it is essential to treat and reuse their wastewater for achieving zero discharge. Electrocoagulation (EC) technology is one of the promising technologies for the treatment of this high-strength industrial wastewater. An important issue associated with the EC treatment is the generation of large volume of sludge that is semisolid and bulky. EC sludge generated is very complex in nature having organic and inorganic matter; oil and grease; toxic heavy and trace metals (Rahman et al. 2012). It also contains hydroxide of metals used as sacrificial anode dissociated during wastewater treatment (Golder et al. 2006). These metal hydroxides are hazardous in nature and cannot be discharged as such to water bodies. This residual solid waste is considered as a nuisance to the distilleries as well as to the environment because of various handling and management issues (Weng et al. 2003; Balasubramania et al. 2006; Baskar et al. 2006). Sludge treatment and disposal are an expensive operation and has negative impact on environment. The land application of metal containing sludge leads to soil and ground water contamination (Thomson et al. 2009). Leaching of heavy metals (e.g., Cd, Zn, Cu, Cr, Co, Fe, Pb, Mn, Ni, Hg) into ground water is of main concern because of its non-biodegradable nature and potential to bio-accumulate in vegetation and animal body parts, which can also potentially affect food quality and health safety (Manahan 2005; Wilson and Pyatt 2007; Islam et al. 2009; Muchuweti et al. 2006). Landfills are generally used for waste disposal. Rapid urbanization makes disposal of sludge in landfills difficult due to shortage of suitable landfill sites. Incineration is another conventional option used for the sludge disposal, but the residues generated after incineration cause secondary pollution, and is not economically viable also. The above points highlight the need to find some cost-effective and eco-friendly reuse or disposal methods for the sludge disposal.
Solidification/stabilization has been a potential long-term solution and an attractive alternative for the remediation and disposal of improperly discarded hazardous waste as the solidification of waste material in reusable form reduces the risk of environment pollution and also helps in conservation of natural resources. Sludge solidification is an effective strategy to overcome the disposal problem and also to reduce leaching potential of hazardous constituents (Adyel et al. 2012a). It stabilizes the waste material by mixing with cement, clay and sand as binder material producing a solid mass with improved physical properties (Montgomery et al. 1988). The stabilized waste material can be used in various building materials if it meets the standards otherwise it may be disposed to secure landfill site (Weng et al. 2003). Various researchers have done the works on solidification of different types of sludge, i.e., sewage sludge, effluent treatment plants of textile industry, electroplating industry, and oil and petroleum industry (Tay 1987; Lin and Weng 2001; Ismail et al. 2010; Ha et al. 2008; Chen and Lin 2009; Liew et al. 2004; Trauner 1993; Alleman et al. 1990). Industrial wastes have also been used in different building materials (e.g., flooring tiles, bricks, wall materials) as partial replacement of cement and clay (Sharma and Laxmi 2002). Disposal of industrial by-products, e.g., fly ash, ground bottom ash and silica fume in concrete have been investigated earlier in various studies (Siddique 2003; Kohno and Komatsu 1986). Effective use of electrocoagulated metal hydroxide sludge (EMHS) as soil substitute has been reported (up to 30 %) for making different types of building materials such as pavement block, hollow block and brick (Lin and Weng 2001; Weng et al. 2003). Balasubramania et al. (2006) found that the textile effluent treatment plant (ETP) sludge could be substituted for cement up to a maximum of 30 % in manufacturing of non-structural building materials. Utilization of arsenic-contaminated sludge for making ornamental bricks was also studied by the researchers (Mahzuz et al. 2009). Result revealed that up to 4 % arsenic-contaminated sludge could be used safely. Rouf and Hossain (2003) have also recommended the use of contaminated sludge up to 15–25 % by weight in brick formation. The clay in the brick making material can be effectively replaced by textile sludge up to 15 % (Begum et al. 2013). Adyel et al. (2012b) studied the reusability of EC-generated sludge from textile industry by substituting it with the soil in bricks making. They found that the soil could be substituted up to 30 % with sludge. Sogancioglu et al. (2013) investigated the utilization of andesite processing wastewater treatment sludge as admixture in concrete mix. Results of the study concluded that cement could be replaced by up to 0.5 % of physicochemical sludge for making non-load-bearing structures. However, environmental aspects of sludge usage have not been considered.
No study has reported regarding potential reuse of EC-generated sludge from distillery effluent treatment in building or non-building materials considering their detrimental effects on environment. The present study comprehends the utilization of the EC-generated sludge from distillery spent wash treatment as a non-construction building material, employing cement-based solidification and also its potential effect on environment. A systematic study comprising preparation of mortars with sand and varying proportion of sludge as partial replacement of cement was undertaken. The dry and wet densities, compressive strength and leachability of heavy metals for the sludge-substituted mortars were studied.
Tests were performed during March to August 2013 in the laboratories of Central Building Research Institute (CBRI), Department of Hydrology, Indian Institute of Technology (IIT), Roorkee, India, and Institute Instrumentation Center, IIT Roorkee, India.
Materials and methods
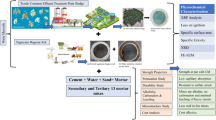
EC sludge was generated at laboratory scale by treating the distillery spent wash with EC process using stainless steel (SS) electrodes as anode with following operating conditions: pH = 7.8, current density (j) = 154.32 Am−2, electrode distance (g) = 2.2 cm and time (t) = 135 min. Operating conditions of the experiments were optimized by using central composite design of response surface methodology (Sharma et al. 2015, doi: 10.1080/10934529.2015.994968). EC sludge was dried in a hot air oven at 100 °C until its weight became constant, and then it was ground manually to reduce the size of the large particles. The grounded EC sludge was then directly used as a substitute of the cement in mortar preparation. EC sludge was characterized for different physicochemical analyses. Cement used in mortar formation was ordinary Portland cement (43-grade), confirming Indian Standard Specifications, IS: 8112-1989 (BIS 1989). Sand of particle size 16 micron was used.
Preparation of mortar specimens
The cement solid blocks (mortar) were formed by using different proportions of EC sludge ranging from 5, 7.5, 10, 12.5 and 15 % by weight of cement as per Indian Standard Specifications, IS: 10262-1982 (BIS 1982). A control sample, i.e., 0 % EC sludge was also prepared for comparison purpose. Steel molds of 25 × 25 × 25 mm size were used for the preparation of mortar cubes. Cement-to-sand ratio used for the preparation of mortar was 1:4. Mortars were prepared using hand mix method with glass rod to remove the entrapped air. Compaction was provided by putting the steel molds on vibration table. Mortar samples were demolded after 48 h of demolding time. Thereafter, the mortars were cured in water for different curing periods, i.e., 7, 14 and 28 days. After specified curing period, mortar cubes were subjected to different physicochemical tests.
Analytical procedures
Homogenized samples of sludge, cement and sand were used after drying for different physicochemical analysis. Chemical used in the analysis was of analytical (AR) grade. The surface morphology and composition analysis of cement and EC sludge were carried out by field emission scanning electron microscope (FESEM, model Quanta FEI-200) and energy-dispersive X-ray spectroscopy (EDAX, model Penta FET Precision), respectively.
The particle size distribution was measured with Zeta sizer (Nano S90), using mechanism of dynamic light scattering. Samples of 0.5–1.0 g of EC sludge were suspended in 100 ml deionized water, and the suspension is used for analysis. Each measurement was triplicated.
Block density was measured by taking the ration of constant mass of the mortar after oven drying at 100 °C followed by cooling to the volume of the dried mortar by measuring its dimensions. Density was measured by considering the average of triplicate.
Compressive strength of control mortar and various sludge-added mortar samples were analyzed using a hydraulic type SHIMADZU UH-1000 kNI testing machine according to American Society for Testing and Materials C109-92 (ASTM 1992), for different curing days (7, 14 and 28 days). Gradual and steady load was applied on the mortar. When the limit reached, the mortar gets crushed. The average strength of three cubes was taken as the result in kN/s unit. The compressive strength of mortars was calculated by dividing the maximum load applied to the cross-sectional area of the mortar.
Leaching test was conducted to predict the chemical stability of the waste material (sludge) when it came in contact with the acidic aqueous solution. Both whole and crushed mortar samples were subjected to leaching test to simulate worst case scenario. The extraction procedure was performed according to the US environmental protection agency (USEPA 1990) protocol. For the whole mortar leachability (WML) test, complete mortar pieces (25 × 25 mm) were subjected to extraction using 1 N acetic acid for 24 h with 1:10 solid–liquid ratio by weight. Then, the EC sludge–acid suspension was filtered through a Whatman filter paper no. 1, and filtrate was subjected to heavy metals extraction in the presence of strong acids using direct digestion method using 10 ml nitric acid and 5 ml perchloric acid. The solution was made up to 100 ml with distilled water (Alam et al. 2006) and then analyzed for heavy metals using inductively coupled plasma mass spectrometry (ICP-MS) as per APHA (1998). For the crushed mortar leachability (CML), the core portion of the crushed mortar was taken. The solid–liquid ratio of 1:20 by weight was taken using acetic acid as an extractant. EC sludge–acid suspension was agitated mechanically for 18 h and then filtered. Then, the sludge–acid suspension was digested as in CML test and analyzed using ICP-MS. Initial heavy metal contents in EC sludge and cement were also analyzed.
Thermo-gravimetric (TG) analysis of oven-dried EC sludge and cement was carried out using TG/DTA (PerkinElmer Diamond) in air at a heating rate of 10 °C/min. The operating pressure was kept slightly positive; the air flow rate was maintained at 200 ml/min, and the maximum heating temperature was 1000 °C. Crushed fine powder of 28-day cured samples of optimum percentage of EC sludge mixed concrete sample was analyzed by X-ray diffraction (XRD) with Cu Kα target. The peaks in the new positions of the spectrum were marked, compared and identified from the joint committee on powder diffraction standards (JCPDS) data file.
Results and discussion
FESEM images
Figure 1 shows the FESEM images along with elemental distribution of dried EC sludge (a) and ordinary Portland cement (b). It can be observed from the images that the particle size of EC sludge seems to be higher and more agglomerated than that of the cement. The average particle size of EC sludge measured was 1652 nm. EC sludge produced was dark brown and fluffy in appearance. The presence of calcium and silica defines the binding property of any material. Elemental analysis showed that cement contains relatively high content of calcium and silica compared to the sludge. In addition, as the EC sludge fraction increases, setting time gets delayed due to organic fraction present in the sludge.

FESEM images of cement and EC-generated sludge. a FESEM image of EC-generated sludge. b FESEM images of cement
Wet and dry densities
Figure 2 shows variation in wet and dry densities for various cement–sludge mortars samples (cured for 28 days). Water/cement ratio increases from 0.47 (without sludge) to 0.56 (with EC sludge) as the percentage of sludge increases from 5 to 15 %. Results shows that both wet and dry densities of the mortars decreased as the sludge addition increased from 5 to 15 %. The results are closely related to the fine particle size of EC sludge and water absorbed. As the sludge proportion increases, water absorption also increases, which results in larger pore size and lower density (Weng et al. 2003). Up to 7.5 % EC sludge addition does not give much difference between the densities of cement–sludge mortar and control mortar.

Wet and dry densities of sludge mortars versus percentage sludge addition
Compressive strength of mortar samples
All construction materials must resist stress. To study the strength of the mortar and its ability to resist the forces at failure, compressive strength of mortar samples was determined. Figure 3 shows the variation of compressive strength with respect to dried sludge percentage in the mortar samples cured for different curing periods (7, 14 and 28 days). It may be seen that the strength of EC sludge-added mortar is generally lower than that of the control mortar and it greatly depends on the amount of sludge present in the mortar and the curing period. The strength decreased with an increase in the percentage of EC sludge in the mortar. The reason could possibly be the presence of heavy metals in the EC sludge, which causes retardation of cement hydration. This could also be due to very fine particle size of EC sludge, large surface area and lower density (Benson et al. 1986). It might reduce the overall amount of cement available for binding the structure (Zain et al. 2004). Change in the chemical reactions or bonding characteristic of the cement, water and admixture with addition of sludge could be another reason for decreased compressive strength of mortars (Sogancioglu et al. 2013). Maximum compressive strength was observed for samples which were cured for 28 days. For mortar samples containing up to 7.5 % sludge, decrease in compressive strength was <5 % against the control mortar (without sludge), thereafter the reduction was substantial. Thus, 7.5 % sludge addition could be considered as optimum dosage for compressive strength and also acceptable with respect to control mortar.

Effect of sludge accession on compressive strength of mortars as a function of curing time (7, 14 and 28 days)
Leaching test
At the end of the 28-day curing period, the mortar samples with different proportions of sludge (5, 7.5, 10, 12.5 and 15 %) and control (without sludge) were subjected to leaching test. Mortars were found to contain various metals such as chromium (Cr), lead (Pb), zinc (Zn), nickel (Ni), copper (Cu), manganese (Mn) and iron (Fe). These metals were present in the sludge, and their toxic nature requires proper handling. Acetic acid extraction method has been used for heavy metal extraction (Sarode et al. 2010). The leaching test with acetic acid as an extractant simulates with the many years of landfill leachability conditions (Boyle et al. 1983). Discharge limits of different heavy metals into inland surface water and land as prescribed by Environmental protection agency (EPA Rules 1986) and Indian Standard (Awashthi 2000), are given in Table 1.
The leaching test was conducted for the whole and crushed mortar samples to predict the chemical stability of the waste in aqueous solution. The heavy metal contents in cement and sludge were also analyzed. EC sludge contains Cr, Mn and Fe in higher concentration than their permissible limits. The effect of acidic conditions on the leaching from intact structure of sludge mortar was studied by WML test (as per procedure given in “Analytical procedures” section). The results of WML test are presented in Table 1. These results revealed that the mortar samples with various sludge percentages leach heavy metals within regulatory discharge limits set by EPA and Indian Standard (Awashthi 2000). To simulate worst case scenario where the mortar gets mashed or broken down, CML test was conducted. The results of CML test are shown in Table 2. Leaching test for CML showed that the concentration of heavy metals in the crushed mortar was comparatively more than that in whole mortar. Out of all the heavy metals studied, iron (Fe) showed higher concentration than others in both WML and CML. Cr and Mn had shown very less concentration in the cement–sludge mortar leachate compared to the EC sludge leachate. The reason could be that during solidification, many metals are trapped within the pores of the cement matrix and converted to insoluble precipitates (Webster and Loehr 1996). In the view of this, there is no significant leaching of heavy metals from the cement–sludge mortars which is harmless to environment.
Thermo-gravimetric analysis (TGA)
Thermal stability of any material is directly dependent on its decomposition temperature. Thermal characteristics and degradation kinetics of sludge, cement and mixtures with different proportions of sludge were studied by thermal gravimetric analysis (TGA). Sludge has both organic and inorganic compounds. At higher temperatures, organic matter decomposes into CO, CO2 and free hydrogen (Puri and Walker 1966). Thermo-gravimetric analysis curves (TGA, DTA and dTG) for sludge, cement and mixtures with different proportions of sludge with cement are shown in Fig. 4a–c, respectively.

TGA, DTA and dTG plots for sludge, cement and different percentage of sludge mixtures (0–15 %). a TGA plot for sludge, cement and different percentage of sludge mixtures (0–15 %). b DTA plot for sludge, cement and different percentage of sludge mixtures (0–15 %). c dTG plot for sludge, cement and different percentage of sludge mixtures (0–15 %)
From these curves, three different degradation zones were envisaged. First zone exists from room temperature to 350 °C corresponding to the weight loss mainly due to moisture and light volatile compounds. Second zone ranges from 350 to 750 °C where the major weight loss occurred, while third zone from 750 to 1000 °C corresponded to minor weight losses (Baskar et al. 2006). The TG graph of cement showed 5–7 % of weight loss on thermal treatment up to 1000 °C, whereas TG graph of EC sludge showed around 35–40 % weight loss, which showed that the EC sludge contains up to 40 % organic content. The difference in the weight loss for EC sludge-added mixture (up to 10 %) was only 3–5 % when compared to the control sample mixture (without sludge), whereas the weight loss difference was more than 15 % when the sludge addition increased (10–15 %). DTA and dTG graphs shown in Fig. 4b, c, for control (0 %) and 5–10 % sludge-added mixture, respectively, do not show much difference. Thermo-gravimetric analysis showed that the thermal stability of the mixture up to 5–10 % EC sludge was comparable to the mixture without addition of sludge (control mortar).
X-ray diffraction (XRD) analysis
XRD graph of sludge (Fig. 5) does not show any prominent peaks due to its amorphous nature except very few low-intensity peaks. XRD analysis of ordinary Portland cement used in the formation of mortar showed the salient peaks of calcium aluminum silicate along with silicon dioxide peaks (Fig. 5). Peaks in the XRD graph of cement imparted its crystalline nature. XRD analysis of the mixtures with different percentage of sludge (0–15 %) is shown in Fig. 6. Graph for the control sample without addition of sludge (0 %) shows the prominent peaks of calcium aluminum silicate and silicon dioxide with few silicate peaks (Kaur et al. 2010). As the percentage of sludge is increased up to 7.5 %, there is almost no change in the pattern of peaks in the XRD graphs of the mixture except addition of few peaks of iron oxides which could be due to the presence of iron oxide in the sludge. Beyond 7.5 % sludge addition, there are salient changes in the peak pattern and intensity which might be the resultant of chemical reaction within the mixture. As the proportion of sludge increases, the appearance of iron oxide and iron silicate peaks has started. Up to 7.5 % sludge addition, no remarkable change in the peaks was noticed in comparison with the control mortar.

XRD graphs of sludge and cement

XRD graphs of different percentage of sludge mixtures (0–15 %)
Conclusion
The feasibility of utilization of EC sludge as a substitute of cement in non-construction materials was estimated in view of the environmental concern regarding its disposal and exploring the possibility of recycling it as a resource. In the current study, experiments were conducted to find out the optimum combination of cement and EC sludge in this regard. The results indicated that the cement-based stabilization/solidification is an effective solution for the reuse/disposal of sludge generated during electrocoagulation process. Thermo-gravimetric analysis showed that the EC sludge has up to 40 % organic content. After mixing it with the cement up to 7.5 %, the thermal stability of the mixture is not significantly affected. Compressive strength of sludge–cement mortar samples decreased with an increase in the proportion of EC sludge. The compressive strength results indicated that a maximum amount of EC sludge of 7.5 % could be added. The decrease in the compressive strength with 7.5 % replacement was <5 % with respect to control mortar (without sludge). Cement-based solidification of EC sludge reduces the heavy metal concentration in the leachate from mortars which could be due to their entrapment within the pores of the cement matrix and converted to insoluble precipitates compared to the EC sludge alone. All the heavy metals studied in the leachate were below discharge limits of effluent as per the Indian standards. Leaching pollution potential of cement–sludge mortar met the regulatory limits set by EPA. From mechanical as well as environmental point of view, it could be successfully demonstrated that cement–sludge mortar containing 7.5 % EC sludge could be used safely within the industry itself in different applications such as decoration tiles, pot making and fencing of garden without adversely affecting the environment.
References
Adyel TM, Rahman SH, Islam SMN, Khan M (2012a) Analysis of heavy metal in electrocoagulated metal hydroxide sludge (EMHS) from textile industry by energy dispersive X-ray fluorescence (EDXRF). Metals 2(4):478–487
Adyel TM, Rahman SH, Islam SMN, Sayem HM, Khan M, Zaman MM (2012b) Geo-engineering potentiality of electrocoagulated metal hydroxide sludge (EMHS) from textile industry and EMHS amended soil for using as building material. Int J Curr Res 4(2):21–25
Alam JB, Awal ASMA, Alam MJB, Rahman MS, Banik BK, Islam S (2006) Study of utilization of fly ash generated from Barapukeria power plant as admixture in manufacturing of cement. Asian J Civil Eng 7(3):225
Alleman JE, Bryan EH, Stumm TA, Marlow WW, Hocevar RC (1990) Sludge-amended brick production: applicability formetal-laden residues. Water Sci Technol 22(12):309–317
American Society for Testing and Materials (1992) Standard test method for compressive strength of hydraulic cement mortars (using 2-in. or 50-mm cube specimens). ASTM C109-92, Philadelphia
APHA, Awwa, WEF (1998) Standards methods for examination of water and wastewater, 20th edn. American Public Health Association, Washington
Awashthi SK (2000) Prevention of food adulteration act no 37 (1954) Central and State rules as amended for 1999, 3rd edn. Ashoka Law House, New Delhi
Balasubramania J, Sabumon PC, Lazar JU, Ilangovan R (2006) Reuse of textile effluent treatment plant sludge in building materials. Waste Manag 26(1):22–28
Baskar R, Begum KMMS, Sundaram S (2006) Characterization and reuse of textile effluent treatment plant waste sludge in clay bricks. J Univ Chem Technol Metall 41(4):473–478
Begum BSS, Gandhimathi R, Ramesh ST, Nidheesh PV (2013) Utilization of textile effluent wastewater treatment plant sludge as brick material. J Mater Cycles Waste Manag 15:564–570
Benson RE, Chandler HW, Chacey KA (1986) Hazardous waste disposal as concrete admixture. J Environ Eng 111(4):441–447
Boyle WC, Ham RK, Pastene J, Stanforth F (1983) Leach testing of foundry process waste. In: Conway RA, Gulledge WP (eds) Proceedings hazardous and industrial solid waste testing: second symposium, ASTM STP 805, American Society for Testing and Materials, Philadelphia p 67
Bureau of Indian Standard (1982) Recommended guidelines for concrete mix design. IS: 10262. BIS, New Delhi
Bureau of Indian Standards (1989) Specifications for 43-grade portland cement. IS: 8112. BIS, New Delhi
Central Pollution Control Board (2002) Management of distillery waste water. Resource recycling series: RERES/4/2001–2002, CPCB: New Delhi, India. http://cpcbenvis.nic.in/scanned%20reports/RERES%204%20Management%20of%20distillery%20wastewater.pdf
Chen L, Lin DF (2009) Applications of sewage sludge ash and nano-SiO2 to manufacture tile as construction material. Constr Build Mater 23(11):3312–3320
Environment protection agency (1986) Environment protection rules. http://cpcb.nic.in/GeneralStandards.pdf
Golder AK, Samanta AN, Ray S (2006) Anionic reactive dye removal from aqueous solution using a new adsorbent-sludge generated in removal of heavy metal by electrocoagulation. Chem Eng J 122:107–115
Ha NT, Yem T, Mai VT (2008) Study on reuse of heavy metal rich sludge in ceramic pigment and construction material production. VNU J Sci Nat Sci Technol 24:280–286
Islam MM, Halim MA, Safiullah S, Hoque SAMW, Islam MS (2009) Heavy metal (Pb, Cd, Zn, Cu, Cr and Mn) content in textile sludge in Gazipur, Bangladesh. Res J Environ Sci 3:311–315
Ismail M, Ismail MA, Lau SK, Muhammad B, Majid Z (2010) Fabrication of bricks from paper sludge and palm oil fuel ash. Concr Res Lett 1(2):13–18
Kaur G, Siddique R, Rajor A (2010) Influence of fungus on properties of concrete made with waste foundry sand. J Mater Civil Eng 25:484–490
Kohno K, Komatsu H (1986) Use of ground bottom ash and silica fume in mortar and concrete. In: Proceedings of the second international conference on silica fume, slag, and natural pozzolanas in concrete. Madrid, Special Publication 91, American Concr Inst, Michigan, pp 1279–1292
Liew AG, Idris A, Samad AA, Wong CHK, Jaafar MS, Baki AM (2004) Reusability of sewage sludge in clay bricks. J Mat Cycles Waste Manag 6(1):41–47
Lin DF, Weng CH (2001) Use of sewage sludge ash as brick material. J Environ Eng 127(10):922–927
Mahzuz HMA, Alam R, Alam MN, Basak R, Islam MS (2009) Use of arsenic contaminated sludge in making ornamental bricks. Int J Environ Sci Technol 6(2):291–298
Manahan SE (2005) Environmental chemistry, 8th edn. Lewis Publisher, Boca Raton
Montgomery DM, Sollars CJ, Perry R (1988) Cement based solidification for the safe disposal of hazardous waste. Waste Manag Res 6:217–226
Muchuweti M, Birkett JW, Chinyanga E, Zvauya R, Scrimshaw MD, Lester JN (2006) Heavy metal content of vegetables irrigated with mixture of wastewater and sewage sludge in Zimbabwe: implications for human health. Agric Ecosyst Enviorn 112:41–48
Puri BR, Walker PL (1966) Chemistry and physics of carbon. Marcel Dekker 161, New York
Rahman SH, Khanam D, Adyel TM, Islam MS, Ahsan MA, Akbor MA (2012) Assessment of heavy metal contamination of agricultural soil around Dhaka export processing zone (DEPZ), Bangladesh: implication of seasonal variation and indices. Appl Sci 2(3):584–601
Rouf MA, Hossain MD (2003) Effect of using arsenic-iron sludge in brick making. The international symposium on fate of arsenic in the environment organized by Bangladesh University of Engineering and Technology (BUET), Dhaka, Bangladesh and The United Nations University, Tokyo, Japan with assistance from ITN Centre, Bangladesh
Saha NK, Balakrishnan M, Batra VS (2005) Improving industrial water use: case study for an Indian distillery. Resour Conserv Recycl 43:163–174
Sarode DB, Jadhav RN, Khatik VA, Ingle ST, Attarde SB (2010) Extraction and leaching of heavy metals from thermal power plant fly ash and its admixtures. Pol J Environ Stud 19(6):1325–1330
Sharma KM, Laxmi S (2002) Utilization of building materials from industrial wastes. Civil Eng Constr Rev 15(2):55–58
Sharma P, Joshi H, Srivastava VC (2015) Two-stage electrochemical treatment of bio-digested distillery spent wash using stainless steel and aluminum electrodes. J Environ Sci Health Part A. doi:10.1080/10934529.2015.994968
Shin HS, Bae BU, Lee JJ, Paik BC (1992) Anaerobic digestion of distillery wastewater in a two-phase UASB reactor system. Water Sci Technol 25(7):361–371
Siddique R (2003) Effect of fine aggregate replacement with class F fly ash on the mechanical properties of concrete. Cem Concr Res 33:539–547
Sogancioglu M, Yel E, Yilmaz-Keskin US (2013) Utilization of andesite processing wastewater treatment sludge as admixture in concrete mix. Constr Build Mat 46:150–155
Tay JH (1987) Bricks manufactured from sludge. J Environ Eng 113(2):278–283
Thomson JC, Azariah J, Viji AGR (2009) Impact of textile industries on river Noyyal and riverine ground water quality in Tirupur, India. J Pollut Res 18(4):359–368
Trauner EJ (1993) Sludge ash bricks fired to above and below ash vitrifying temperature. J Environ Eng 119(3):506–519
USEPA (1990) Toxicity characteristic leaching procedure. Fed Regist 55(61):11798
Webster MT, Loehr RC (1996) Long term leaching of metals from concrete product. J Environ Eng 122(8):714–721
Weng CH, Lin DF, Chiang PC (2003) Utilization of sludge as brick materials. Adv Environ Res 7(3):679–685
Wilson B, Pyatt FB (2007) Heavy metal dispersion, persistence, and bioaccumulation around an ancient copper mine situated in Anglesey, UK. Ecotoxicol Environ Saf 66:224–231
Zain MFM, Islam MN, Radin SS, Yap SG (2004) Cement-based solidification for the safe disposal of blasted copper slag. Cem Concr Compos 26:845–851
Acknowledgments
Authors thankfully acknowledge DST for supporting this research under the Project Grant DST-675-HYD and Central Building Research Institute (CBRI), Roorkee, for technical support and providing the facilities to conduct this research work.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Sharma, P., Joshi, H. Utilization of electrocoagulation-treated spent wash sludge in making building blocks. Int. J. Environ. Sci. Technol. 13, 349–358 (2016). https://doi.org/10.1007/s13762-015-0845-7
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13762-015-0845-7