
The results of experimental studies of the corrosion resistance of aluminum and its alloys modified with ceramic coatings based on the microarc oxidation method in some aggressive environments are presented. The mechanism of destruction of the coating is considered. Recommendations on increasing corrosion resistance are given.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Aluminum alloys possess important operational properties such as high strength combined with low density, satisfactory corrosion resistance, and high thermal conductivity. Therefore, these alloys are widely used in mechanical engineering, including for the manufacture of parts of modern light engines in contact with cooling chemically active liquids. In relation to the parts of engine cooling systems made of aluminum alloys, there are several standard ways to combat corrosion:
– reducing the aggressiveness of the medium by introducing corrosion inhibitors;
– surface protection with non-corrosive material.
It is known that microarc oxidation (MAO) of aluminum alloys leads to the formation of oxide-ceramic coatings with high functional characteristics. In particular, such coatings are chemically inert and do not conduct electric current [1,2,3,4,5,6,7,8,9,10]. In industrial MAO of aluminum alloys, the most widely used is a combined silicate-alkaline electrolyte of the KOH ⇄ Na2SiO3 type. However, due to the physical features of the MAO process, high open porosity is inevitably formed in the coatings [11, 12]. These may be through-pores, i.e., reaching the base metal of the substrate, or closed prosed.
Aluminum parts with a MAO-modified surface can undergo corrosion damage due to the penetration of an aggressive medium into the through-pores of the oxide-ceramic coating [1, 5, 13, 14].
The purpose of this work is to determine the corrosive effect of some aggressive media on an aluminum alloy with a porous protective ceramic coating formed by MAO in a silicate-alkaline electrolyte.
MATERIALS AND METHODS OF RESEARCH
Microarc oxidation of aluminum alloys was carried out using an IPT-1000 MAO unit. The installation consists of a power source and a control unit, an electrolytic bath with a fastening system for parts and a protective fence. The electrical part of the installation includes a power unit and a unit for control and measurement of the process parameters. For MAO, a standard silicate-alkaline electrolyte of the following composition was selected: potassium hydroxide with a concentration CKOH = 2 g/L, sodium silicate with CNa2SiO3 = 9 g/L, and the rest is water. The process was carried out under constant anode current with a density of 20 A/dm2, the duration of the process was 2 hrs, and the thickness of the protective coatings was 90 – 100 μm.
For salt fog corrosion tests, AK9ch aluminum alloy was chosen, which is currently the most widely used for the manufacture of parts for automobile engine cooling systems. The tests were carried out in a laboratory autoclave A-10 MINI according to GOST 9.308. For the experiments, aqueous corrosion solutions with different contents of NaCl were used (see Table 1), as well as with the introduction of 0.5 wt.% concentrated acetic acid CH3COOH. Samples for corrosion tests were made according to the schematic shown in Fig. 1.

The size of the samples for the study of corrosion resistance of coatings.
Prior to the experiment, threaded holes in the samples were cleaned and insulated with epoxy adhesive. The samples were degreased with acetone, insulated with Teflon tape using synthetic filaments, placed in a fixture so that they were evenly washed by the medium and not in contact with each other and with the autoclave, and then placed in the autoclave. To determine the effect of corrosive solutions on the samples, they were removed from the autoclave once a day for the entire duration of the experiment, which was 600 hrs. Corrosion damage to the samples was examined using a MIM-6 microscope, linear dimensions were monitored using a lever micrometer MP-25 and eddy current thickness gauge VT-201.
For corrosion tests in an alkaline medium, a high purity aluminum alloy A5 with an aluminum content of at least 99.5 wt.% was selected. Samples with dimensions of 50 × 20 × 2 mm were tested in a 5% aqueous NaOH solution. Magnetron sputtering was carried out on a Magna TM5 unit.
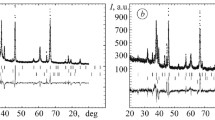
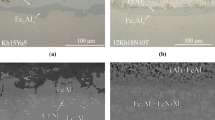
The principle of the method is cathodic sputtering of a target in magnetron discharge plasma — a diode discharge in crossed fields. The phase composition of the coatings was studied using a D8 Advance x-ray diffractometer (Bruker, Germany), and the coating morphology was studied by scanning electron microscopy on a TESCAN Vega research complex. The mass of samples was measured on an AND GH-252 analytical balance with an accuracy of 10–4 g.
RESEARCH RESULTS
Corrosion resistance in salt fog
Investigations for 600 hrs in regime No. 1 showed that the surfaces of the samples coated with a through porosity of 3 – 4% before and after the tests are practically the same. At the same time, the onset of corrosion was noted on the surface of uncoated samples (Fig. 2).

Onset of surface corrosion of the sample without oxide-ceramic coating. 10×.
During tests conducted in regime No. 2, it was found that after 500 hrs of testing, samples with oxide-ceramic coatings show the smallest corrosion “pits” on the edges (Fig. 3), which can be explained by the edge effect during coating formation. Corrosion of the samples without coating was more pronounced with the formation of corrosion pits along the entire surface under study.

Corrosion pits on the edges of the specimen with an oxide-ceramic coating. 10×.
When conducting the experiment in regime No. 3, after 80 hrs of testing samples with a coating, at 10× magnification a change in the surface relief was noted with the appearance of small tubercles; changes in the linear dimensions of the samples due to corrosion of the metal base and the formation of insoluble corrosion products under the oxide-ceramic coating were distinctly visible. The greatest number of corrosion pits was noted on the edges of the samples, which are stress concentrators [1, 9, 15]; at the same time, corrosion damage was less significant in the planar regions. A further increase in the linear dimensions of the samples was recorded throughout the experiment, but the destruction of the coating did not occur. By the end of the tests in regime No. 3, the linear dimensions of the samples increased by 44 – 52 μm.
Tests in regime No. 4 revealed an intensification of the corrosion process of samples with an oxide-ceramic coating. The sequence and nature of corrosion in regimes No. 4 and 3 did not differ, but corrosion rate in regime No. 4 was higher. The beginning of the change in the linear dimensions of the samples occurred after 48 hrs in an autoclave. After 480 hrs of testing, a partial separation of the coating areas from the aluminum base was recorded (Fig. 4), after 500 hrs the coating in the blistering zones was destroyed by corrosion products of the base (Fig. 5). Moreover, the largest increase in linlinear size (the height of the “meniscus”) before the destruction of the coating was 76 – 80 μm; the diameter of delaminated sections of the coating is an average of 1.3 – 1.8 mm. X-ray diffraction analysis of the corrosion products of the aluminum base, found under the peeled coating, showed the presence of aluminum hydroxide.

Partial separation of regions of the coating from the metal base. 20×.

Corrosive pits on the edges of the specimen with an oxide-ceramic coating. 10×.
Analysis of studies of aluminum oxide with ceramic oxide coating shows that MAO increases its corrosion resistance. The destruction of the coating occurs due to the pressure created by the corrosion products of the aluminum base, resulting from the penetration of an aggressive medium through the pores in the coating. Thus, to increase the corrosion resistance of an aluminum alloy with a protective oxide-ceramic coating formed by MAO, it is necessary to strive to reduce the porosity of the coating.
Corrosion resistance in an alkaline medium
Based on analysis of [16, 17], the technological aspects of obtaining thin fluoroplastic films on MAO coatings by magnetron sputtering were considered. During preliminary experiments, films were formed on flat polished silicon wafers, followed by sputtering of a titanium coating. Fig. 6 shows a cleavage of a silicon wafer in cross section, on which a fluoroplastic interlayer with a thickness of about 1 micron can be observed. The thickness of the fluoroplastic formed on MAO coatings was similar. It should be noted that visualization of the film by the microscopic method directly in the cross section of the MAO coating is very difficult due to its small thickness and high abrasion ability of the fluoroplastic during the manufacturing and polishing of metallographic sections. Fig. 7 shows the results of corrosion tests of aluminum A5 without coating, as well as with protective composite coatings.

Formation of a fluoroplastic film by magnetron sputtering; silicon wafer imaging.

Dependence of the mass loss Δm of samples of A5 aluminum alloy on the duration τ of corrosion tests in an alkaline medium: 1) sample without coating; 2) with MAO coating; 3) MAO coating and fluoroplastic film.
In the medium with the alkali concentration under consideration, intense dissolution of aluminum is observed. The presence of MAO coating significantly inhibits the development of corrosion. It is evident that the interaction of alkali with aluminum occurs exclusively through pore channels of the oxide layer. The result is a slow etching of aluminum and disruption of the adhesion boundary between the base and the coating; as a result, after 3 hrs of corrosion testing, the oxide-ceramic coating is stratified and destroyed. The best results are demonstrated by an MAO coating with a fluoroplastic film, which fills the open pores of the oxide layers and reduces the interaction zone of aluminum with alkali.
Conclusion
As a result of the analysis of studies of an aluminum alloy with an oxide-ceramic coating, it was found that the MAO increases its corrosion resistance. The coating is destroyed due to the pressure created by the corrosion products of the aluminum base as a result of penetration of the aggressive medium into the pores of the coating.
It has been experimentally determined that MAO of aluminum leads to an improvement in the anticorrosion properties of aluminum alloys in an alkaline medium. Additional corrosion protection is provided by the formation of a fluoroplastic film 1 micron thick by magnetron sputtering on the surface of the oxide-ceramic coating.
The work was carried out in the framework of the grant of the Russian Science Foundation under agreement No. 18-73-00025 (second year of the project).
References
A. V. Kolomeichenko, N. S. Chernyshov, N. V. Titov, and V. N. Logachev, “Investigation of corrosion resistance of aluminum alloy products with protective coatings formed by plasma electrolytic oxidation,” Surf. Eng. Appl. Electrochem., 53(4), 322 – 326 (2017). DOI: https://doi.org/10.3103/S1068375517040081.
Yu. A. Kuznetsov, I. N. Kravchenko, A. A. Sevryukov, and M. A. Glinsky, “Technological methods for increasing the durability of machine parts” [in Russian], Tekhnologiya Metallov, No. 5, 34 – 40 (2019).
P.-Y. Chen, C.-C. Wu, Y.-T. Fan, and S.-D. Lin, “Nanoscale oxide layer prepared by plasma oxidation on single-crystalline aluminum film”, Proceedings of the IEEE 16th International Conference on Nanotechnology (IEEE-NANO), Sendai, Japan, 22 – 25 August, 809 – 811 (2016). DOI:https://doi.org/10.1109/nano.2016.7751449.
N. Xiang, R.-G. Song, J.-J. Zhuang, et al., “Effects of current density on microstructure and properties of plasma electrolytic oxidation ceramic coatings formed on 6063 aluminum alloy”, Trans. Nonferrous Met. Soc. China, 26(3), 806 – 813 (2016). DOI: https://doi.org/10.1016/S1003-6326(16)64171-7.
Yu. A. Kuznetsov, M. A. Markov, A. V. Krasikov, et al., “Formation of wear and corrosion resistant ceramic coatings by combined technologies of spraying and micro-arc oxidation”, Russ. J. Appl. Chem., 92(7), 875 – 882 (2019). DOI: https://doi.org/10.1134/S1070427219070012.
Yu. A. Kuznetsov, “Combined technology of production of ceramic coatings”, Welding International, 19(11), 894 – 896 (2005).
A. V. Kolomeychenko and N. S. Chernyshov, “Restoration of aluminum alloy parts by soldering followed by hardening by microarc oxidation” [in Russian], Remont, Vosstanovlenie, Modernizatsiya, No. 8, 27 – 28 (2004).
A. V. Kolomeychenko, V. N. Logachev, and N. S. Chernyshov, “Microarc oxidation as a method of restoration and hardening of machine parts” [in Russian], Surface Engineering and Renovation of Products: Mater. 2nd International Scientific and Technical Conf., Kiev, ATM of Ukraine, 73 – 76 (2002).
M. A. Markov, S. N. Perevislov, A. V. Krasikov, et al., “Study of the microarc oxidation of aluminum modified with silicon carbide particles”, Russ. J. Appl. Chem., 91(4), 543 – 549 (2018). DOI: https://doi.org/10.1134/S107042721804002X.
M. A. Markov, A. D. Bykova, A. V. Krasikov, et al., “Formation of wear- and corrosion resistant coatings by the microarc oxidation of aluminum”, Refract. Ind. Ceram., 59(2), 207 – 214 (2018). DOI: https://doi.org/10.1007/s11148-018-0207-3.
I. V. Suminov, A. V. Epelfeld, V. B. Lyudin, et al., Microarc Oxidation: Theory, Technology, Equipment [in Russian], EKOMET, Moscow (2005) 368 p.
M. A. Markov, A. V. Krasikov, I. V. Ulin, et al., “Formation of porous ceramic supports for catalysts by microarc oxidation”, Russ. J. Appl. Chem., 90(9), 1417 – 1424 (2017). DOI: https://doi.org/10.1134/S1070427217090075.
Yu. A. Kuznetsov, A. V. Kolomeichenko, V. V. Goncharenko, and I. N. Kravchenko, “Investigation of internal stresses in thin layer oxide coatings on aluminum alloys”, Mater. Sci. Forum., 968, 153 – 160 (2019). https://doi.org/10.4028/www.scientific.net/MSF.968.153.
A. V. Kolomeychenko, N. S. Chernyshov, and V. Z. Pavlov, “On corrosion resistance of MAO coatings in aggressive environments” [in Russian], Tekhnika I Oborudovanie dlya Sela, No. 6, 33 – 35 (2013).
N. S. Chernyshov, “Internal stresses in parts made of AK9ch aluminum alloy restored by brazing using PA-12 solder” [in Russian], Agrotekhnika i Energosnabzhenie, No. 1, 155 – 159 (2014).
K. P. Grytsenko, Yu. V. Kolomzarov, and O. E. Belyaev, “Protective applications of vacuum-deposited perfluoropolymer films”, Schrader Semiconductor Physics, Quantum Electronics & Optoelectronics, 19(2), 139 – 148 (2016). DOI: https://doi.org/10.15407/spqeo19.02.139.
D. S. Bodas, A. B. Mandale, and S. A. Gangal, “Deposition of PTFE thin films by RF plasma sputtering on <100> silicon substrates”, Appl. Surf. Sci., 245,No. 1 – 4, 202 – 207 (2005). DOI: https://doi.org/10.1016/j.apsusc.2004.10.023.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Novye Ogneupory, No. 4, pp. 51 – 55, April 2020.
Rights and permissions
About this article

Cite this article
Chernyshov, N.S., Kuznetsov, Y.A., Markov, M.A. et al. Corrosion Tests of Oxide-Ceramic Coatings Formed by Microarc Oxidation. Refract Ind Ceram 61, 220–223 (2020). https://doi.org/10.1007/s11148-020-00460-w
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11148-020-00460-w