
Research results are presented for development of hot-pressed high-temperature heat-resistant ceramic material based on silicon nitride in the system Si3N4–MgO, and physicomechanical properties are determined over a wide temperature range.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Significant progress achieved in improving the level of high-temperature properties of silicon nitride ceramic, is mainly connected with use of high quality ultrafine composite powders (UFCP) of the composition [Si3N4–Y2O3(MgO)], prepared by plasmachemical synthesis (PCS), whose technology was developed in the 1980s in OAO NEOMAT (Latvia) according to an ONPP Tekhnologiya technical assignment. A feature of the UFCP is uniform distribution of sintering activators at a molecular level and formation even in the synthesis stage of intergranular phase in the form of complex refractory highly-bonded and high-strength silicon oxynitride and high-temperature silicates, governing growth of elongated grains and achievement of a high degree of matrix and intergranular phase crystallinity. On the basis of UFCP in ONPP Tekhnologiya using hot compaction high-temperature ceramic materials OTM-906, OTM-914, and OTM-917 have been created with a strength of 600 – 900 MPa and prolonged operating capacity in power assemblies of the hot zone of engines at 1300 – 1500°C.
In order to resolve the problem of import substitution and reduce powder cost domestic raw materials have been developed, providing high-temperature properties for ceramic at the level of ceramic materials developed previously from UFCP. As an alternative to plasma chemistry, a method for UFCP preparation that had been well developed within Russia was selected of self-propagating high-temperature synthesis (SHS) developed by ISMA specialists (Chernogolovka).
In ONPP Tekhnologiya in the 1990s on the basis of silicon nitride powder containing α-phase of more than 95% of a broad grain size composition, prepared by SHS technology, ceramic hot-pressed material OTM-922 was developed in two modifications: OTM-922(1) with addition of yttrium oxide, and OTM-922(2) with addition of magnesium oxide. With respect to set of properties they are no worse than hot-pressed materials OTM-906 and OTM-917 based on UFCP, although at 500 – 1000°C a catastrophic drop in their strength is typical (155 MPa at 1000°C), caused by softening of intergranular phase, represented by low-temperature silicates. Open porosity of OTM-922 material is 0.3 – 1.8%, the main pores are 6 – 10 μm, and individually reach a size of 20 – 50 μm. Ceramic microstructure is varied with respect to grain size composition and consists of grains of different configuration and sizes (up to 40 μm) whose shape is inherited from the original powder [1].
More recent research (2005 – 2007) showed that use of silicon nitride micro powder, prepared by SHS, with addition of 3 – 5 wt.% MgO leads to an increase in structural uniformity in a direction of a reduction in coarse grain size (not more than 2 – 8 μm), and this gives rise to an increase in microhardness from 14,600 to 17,500 and 22,760 MPa depending on specimen orientation (⊥ and || direction of applied pressure during hot pressing). Ultimate strength in bending of this ceramic increased at room temperature to 600 – 750 MPa and up to 560 MPa at 1000°C [2].
Starting Materials
In the period 2010 – 2013 ISMAN specialists for an ONPP Tekhnologiya technical assignment developed synthesis technology for ultrafine high purity composite powders by a single-stage SHS method.
Composite powders of the composition Si3N4 – 3 – 5 wt.% MgO were synthesized by single-stage SHS in an SHS-30 industrial reactor with a working volume of 30 liters (Fig. 1) under minimum heat loss conditions and without using gasifying additions. The α-phase content reached 90 – 97%. In order to reduce the content of oxygen impurity in composite powder preliminary classification of the original silicon and calcination of magnesium oxide powder were carried out.

External appearance of SHS-reactor.
It should be noted that in spite of the relatively small aprticle size (0.5 – 2 μm) of the composite obtained, powder has a low specific surface (about 3.0 m2/g), and this may be explained by partial sintering of synthesis products in a combustion wave and insufficient comminution.
Experimental studies for grinding synthesis products in ball mills showed that with an increase in milling duration there is a marked increase in the content of iron impurity and grinding body material: grinding in a planetary mill from Retsch in steel vessels with tungsten carbide balls is accompanied by an increase in iron and free silicon content. The required favorable result was achieved using a Hosokawa Alpine 100AFG jet mill, whose operating principle is based on material self-grinding with action of counter dust vortex compressed air flow. The process of self grinding excludes introduction of mill material impurities into ground product and existence of a classifier makes it possible to control grain size composition of composite powder.
The structure of composite powder after treatment in a jet mill is represented by individual grains of equiaxed shape with a size of 0.5 – 2.0 μm (Fig. 2). The weight distribution of particles (Fig. 3) shows that 97% of them have a size less than 6 μm, and about 30% less than 1 μm. The average particle diameter d 50 is 1.5 μm, and specific surface 6.0 m2/g.

Morphology of Si3N4–MgO composite powder particles.

Particle size distribution of Si3N4–MgO composite powder after treatment in an air-stream mill (calculation according to Fraunhofer, range 0.20 – 50.0 μm, ultrasound: power 50 W, time 35 sec, transmission factor 84%).
As studies showed, composite powder based on Si3N4, prepared by SHS, with respect to chemical composition is close to UFCP (Table 1). At the same time, UFCP is more x-ray amorphous, and the content of α-phase within them is not more 20 – 30%. In composite powder prepared by SHS, particle size is an order of magnitude greater, and specific surface is significantly lower than for UFCP.
Specimen Preparation
Ceramic specimens were prepared by traditional hot pressing in an OTG-35 unit in graphite dies at 1750 – 1800°C and a pressure of 10 – 15 MPa in a nitrogen atmosphere (Fig. 4 a). Pressing process parameters were selected by experiment, proceeding from a requirement for obtaining the greatest degree of compaction, completion of α → β-transition, and prevention of silicon nitride decomposition. In the course of hot pressing three main parameters were controlled: pressure, temperature, hydraulic cylinder rod movement (shrinkage) (Fig. 4 b).

External appearance of hot pressing unit (a) and standard pressing regime (b ). Numbers in squares are control points.
Study Methods
Microstructure was studied by optical and scanning electron microscopy with additional mapping of elements over a specimen surface (XRMA). Surface polishing and shear of specimens was studied by means of a Neophot-30 optical metallographic microscope, an EVO-40XVR scanning electron microscope by the PM 596.1412–2006 procedure EDS Roentec Quantax QS1(129 eV) according to the procedure 596.1662–2007. X-ray phase analysis (XPA) was performed in a DRON-6 unit according to PM 596.1541–2002 using a PDWin program (CuK α-radiation, Ni filter).
Density and porosity were determined by hydrostatic weighing according to PM 596.368–2003, and ultimate strength with three-point bending according to the procedure 596.1552–2003 in standard specimens 7 × 7 × 70 mm.
Critical stress intensity factor with failure was measured by bending a specimen with notch by a three-point scheme using a 90104 DP universal test machine according to PM 596.920–2004, and specimens with a 7.5 × 5 × 70 mm were tested.
Vickers microhardness and critical stress intensity factor (microindentation) were determined in a DuraScan 50 microhardness meter with a load of 200 g. For comparison measurements were made in a TMT-3M instrument according to PM 596.1553–2000.
Dielectric properties were determined in an instrument according to PM 596.981–2002.
Experimental Part
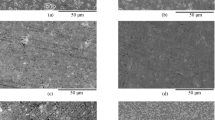
First experiments for sintering composite powder of the composition Si3N4 – 5% MgO (SHS) showed that compaction is complete at 1600°C (Fig. 5 b), although this temperature is inadequate for total completion of the α → β-transition.

Comparison of ceramic microstructure: a) OTM-922(2); b ) OTM-929.
X-ray phase analysis of experimental specimens revealed presence of a low-temperature α-Si3N4 phase, and ratio of β/α-phases from 1.6 to 5.3. With an increase in hot pressing temperature to 1750°C there is total α → β-transition, and this is indirectly indicated by a reduction in ceramic micro-hardness from 27 to 15 – 17 GPA, since it is well known that β-Si3N4 microhardness is significantly lower than for α-Si3N4 (HV values for α-Si3N4 are isotropic and vary from 26 to 35 GPa [3]).
Density and porosity were determined stagewise in specimens of the material developed, and microstructure and phase composition were studied, ultimate strength in bending and stress intensity factor at 20, 1200, and 1400°C were determined, and microhardness and dielectric properties were studied.
In this stage of the work it was impossible to prepare ceramic with zero porosity, open porosity was maintained at a level of 1.3 – 1.6%, and apparent density 3.14 – 3.15 g/cm3.
In specimens prepared by the optimum temperature regime the main crystal phase was β-Si3N4. Use of a narrow fraction of finely dispersed powder provided formation of a more uniform ceramic structure with smaller grain size (see Fig. 5). The ceramic microstructure consists of coarse (3 – 10 μm), fine (0.5 – 1.5 μm) grains of prismatic shape, which are uniformly distributed among each other. Within the material structure there is formation of grains of elongated prismatic shape (Fig. 6).

Microstructure of ceramic OTM-929 (×10,000): a) ||; b ) ⊥ to direction of applied pressure during hot compaction.
Specimen failure is mixed in nature. In some individual areas there is predominantly transcrystalline failure, since grains are closely in contact with each other to a maximum, and in others mixed, trans- and intercrystalline failure is noted. Fine pores with a size of ≤0.5 μm are observed over grain boundaries. XPMA showed that magnesium is distributed predominantly between grains of fine fractions (Fig. 7).

Section of microstructure (a) within which XRMA analysis is made for element distribution (b).
For OTM-929 material high values of ultimate strength in bending σben have been obtained at room temperature: σben is in the range 620 – 920 (average value 750) MPa, and this exceeds the lower level of the value of this index for materials developed previously. However, Weibull distribution parameters by the maximum likelihood for a selection of 30 specimens showed that values of Weibull modulus vary from 7.6 to 13.3 (average value 10).
Critical stress intensity factor K 1c at room temperature also reaches high values (6.2 – 9.1 MPa·m1/2, average value 7.3 MPa·m1/2) and correlates well with strength indices.
At 1200°C σben falls to a level of 300 – 460 (average value 360) MPa, but K 1c increases to 8.1 – 9.4 (average value 9) MPa·m1/2; at 1400°C these values decrease to 275 MPa and 4.4 MPa·m1/2 respectively. A higher level of fracture toughness at 1200 – 1300°C exceeds similar indices for the best high-temperature material OTM-914 from UFCP of composition [Si3N4–Y2O3] [4], but the level of high-temperature strength is worse than the index for OTM-917 material in the system [Si3N4–MgO] (Figs. 8, 9). Thus, for OTM-929 material the temperature of 1200 – 1300°C is the operating temperature, and operation at higher temperature is possible with lower load and short-term.

Dependence of ultimate strength in bending σben for hot-pressed materials based on silicon nitride on temperature t in the range 20 – 1500°C.

Dependence of critical stress intensity factor K 1c for hot-pressed materials based on silicon nitride on temperature t in the range 20 – 1500°C.
Material microhardness is in the range 15,610 to 17,040 (average 16,320) MPa.
An increase in structural homogeneity and reduction in grain size have a favorable effect on stabilizing material dielectric properties to the level of)TM-917 material properties: dielectric permittivity is 7.73 – 7.92 in the range 20 – 1200°C, the dielectric loss angle tgδ × 104 is 16 – 27 at room temperature, and 132 – 150 at elevated temperature up to 1200°C,
Comparative properties of ceramic specimen materials, obtained on the basis of UFCP (OTM-917) in composite SHS powder of the composition Si3N4–5% MgO (OTM-929), are presented in Table 2. Analysis of Table 2 shows that the OTM-929 material developed exhibits of a collection of good physicomechanical and stable dielectric properties, and may be used for preparation of shock-resistant and radioparent objects for structural purposes, and also objects for tribological purposes.
It should be noted that there is considerable potential for increasing the level of high-temperature strength of OTM-929 material developed, whose realization is possible by performing comprehensive work for optimizing SHS technology, in particular minimizing impurity content and developing hot pressing technology with the aim of providing zero porosity and 100% completion of the α → β-transition.
References
I. Yu. Kelina, V. A. Drobinskaya, and L. A. Plyasunkova, Hotpressed ceramics based on SHS-silicon nitride,” Ogneupory. Tekhn. Keram., No. 9, 20 – 24 (1996).
L. A. Chevykalova, I. L. Mikhal’chik, L. A. Lyasunkova, et al., “Study of micron SHS silicon nitride powder in hot pressing technology,” Proc. XVII Internat. Sci.-Tech. Conf. “Structures and technology for preparing nonmetallic material objects,” Obninsk (2007).
R. A. Andrievskii and I. I. Spivak, Strength of Refractory Compounds and Materials Based on Them [in Russian], Metallurgiya, Chelyabinsk (1989).
I. Yu. Kelina, I. I. Tkacheva, A. V. Arakcheev, et al., “Hotpressed ceramic materials for structural purposes,” Ogneupory, No. 3, 28 – 30 (1992).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Novye Ogneupory, No. 10, pp. 31 – 36, October 2014.
Rights and permissions
About this article

Cite this article
Chevykalova, L.A., Kelina, I.Y., Mikhal’chik, I.L. et al. Ceramic Material Based on Domestic Silicon Nitride Powder Prepared by an SHS Method. Refract Ind Ceram 55, 403–408 (2015). https://doi.org/10.1007/s11148-015-9734-3
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11148-015-9734-3