
A new technique for producing powders from the electron-beam CoCrAlYSi alloy (MZP-11 grade) is proposed. The method includes step-by-step grinding of the alloy employing a press and a two-roll vertical mill. The energy consumed to produce these powders is almost one-seventh the energy consumed in conventional methods (crushers, mills) and within one-twentieth that in spraying methods. The chemical and phase composition and structure of the CoCrAlYSi powders were studied. The proposed grinding method allowed the production of powders that corresponded to the starting alloy in terms of chemical composition and structure. The powder particles had polyhedral shape, being close to round, were quite uniform in size, and almost completely preserved the microstructure of the starting CoCrAlYSi alloy. Grinding the alloy led to a slight increase in the content of some impurities in the 40–100 μm powders; in particular, the amount of oxygen increased from 0.05 to 0.08–0.09 wt.% and that of carbon from 0.06 to 0.08–0.1 wt.%. According to the chemical composition and technical characteristics, the powders comply with technical specifications for plasma deposition of two-layer thermal-barrier metal/ceramic coatings. The outer ceramic topcoat is formed with the participation of yttria-stabilized zirconia of at least 99.5 wt.% purity. The coating thickness is controlled by technical documents and is 135–225 μm for the metal layer and 80–120 μm for the ceramic layer. The developed metal powders are used to deposit thermal-barrier coatings on various types of gas turbine blades. The structure and composition of a two-layer thermal-barrier coating produced by plasma spraying of the CoCrAlYSi alloy and ZrO2– Y2O3 ceramic powders were studied.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Composite powders are primarily used for depositing coatings (claddings) on materials to acquire properties peculiar to composites.
The spraying of melts with liquified gases (atomization) is the main method for producing doped Ni(Co)CrAlY powders, and the amount of 40–100 μm powder is no more than 40–60 wt.% [1]. In the production of these powders, special attention is paid to the chemical purity of inert gases because impurities that are present in them (primarily oxygen) lead to the intensive oxidation of chromium, aluminum, and yttrium. Energy consumption in the production of such powders is substantial. In spite of the measures taken to ensure the chemical purity of powder components, their oxygen content increases from 0.02 to 0.62 wt.% when the powders are refined from 71 to 14 μm, making them unsuitable for the application of oxidation-resistant coatings [2]. To increase the corrosion resistance of CoCrAlY alloys, a controlled amount of additions, particularly silicon, is introduced into them to inhibit the diffusion of oxygen, vanadium, phosphorus, and iron impurities, and alkali metals through the alumina film into the protective coating [3, 4]. Up to 2.5 wt.% Si is introduced into MeCrAlY alloys.
The electron-beam technique for preparing Co(Ni)CrAlY(Si) alloys was proposed in [5, 6], and technical specifications for their production at Ukrainian enterprises for the deposition of thermal-barrier coatings (TBCs) were developed [7]. The paper [8] established optimal conditions for the deposition of two-layer TBCs using Co(Ni)CrAlY(Si) alloys and ZrO2–(6–8) wt.% Y2O3 ceramics on ZhS26-VI alloy blades by directional crystallization. A new technique was also proposed for producing powders from the MZP-11 CoCrAlYSi alloy by its stage-by-stage grinding using press and rolling equipment [9]. The energy consumption in the powder production process is almost one-seventh the energy consumption in the use of conventional methods (crushers, mills) and is within one-twentieth that in the use of spraying methods [10].
The objective is to study the chemical and phase composition of the CoCrAlYSi alloy powder produced with the proprietary technique, which includes step-by-step grinding employing a press and a rolling mill and to examine the structurization of the inner metal layer deposited from the CoCrAlYSi powder in the application of a thermal-barrier coating.
Experimental Procedure
The research focused on 40–100 μm alloy powders (MZP-11 grade) produced employing a technique that involved step-by-step grinding of the alloy with a press and a rolling mill in several cycles to reach the required particle shape and size. Ingots 80 mm in diameter and 400 mm in length and 200 mm × 250 mm × 50 mm slabs were used to make the powder. The powder production methods are described in detail in the papers [8,9,10].
The chemical compositions of the alloy and its powder were determined employing an EXPERT-3L prompt multielement analyzer and electron microprobe analysis (EMPA).
The structure and phase composition of the powders were examined by optical and scanning electron microscopy. The grain-size composition of the powders was determined by sieve analysis.
Experimental Results and Discussion
The chemical composition of the CoCrAlYSi alloy along the ingot is summarized in Table 1. According to EMPA, the components are quite evenly distributed throughout the alloy. The chemical composition of the CoCrAlYS powder produced with the technique described in [9, 10] almost fully corresponds to the starting alloy composition. Note only that alloy grinding into a 40–100 μm powder slightly increased the content of some impurities. In particular, the oxygen content was 0.05 wt.% before and 0.08–0.09 wt.% after grinding the alloy, while the carbon content was 0.06 before and 0.08–0.1 wt.% after grinding. A slight increase in the iron content of the powder was also noted.
The powders with particles of 40–100 μm and smaller than 40 μm had almost the same iron content: 1.16 and 1.29 wt.% (average values for three statistical samples). The oxygen content of the powders with particles smaller than 40 μm increased to 1.29 wt.% (oxygen content was lower than 0.1 wt.% for the 40–100 μm powder). The critical increase in the amount of oxygen necessitated the sieving of powders with particles smaller than 40 μm from the main powder weight, to be followed by refining of the sieved material by electron-beam melting.
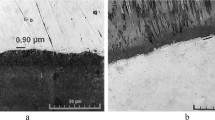
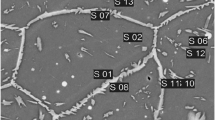
The CoCrAlYSi powder particles are shown in Fig. 1. They have polyhedral shape, being close to round, are quite uniform in size, and almost fully preserve the microstructure (Fig. 2) of the starting CoCrAlYSi alloy. The β-phase (CoAl) with acicular inclusions of the γ-phase of different length (cobalt-based solid solution) is predominant. The powder also contains α-Cr (chromium-based solid solution), which is confirmed by EMPA (Fig. 3, Table 2). The yttrium content of the powder varies from 0.38 to 0.52 wt.%.

Particles of the CoCrAlYSi powder at different magnifications

Microstructure of the powder at different magnifications

Structure of the CoCrAlYSi alloy powder particles with analysis data points determined with EMPA (upper left corners of the rectangles)
The developed metal powders find wide application in the deposition of plasma TBCs on various blades of gas turbine units manufactured at the Zorya–Mashproekt Research and Development Company, Mykolaiv [11, 12]. In particular, the polycrystalline 100/40 μm powder consisting (wt.%) of the Co matrix, 0–2 Ni, 20–25 Cr, 10–13 Al, 0.4–1 Y, 1.5–4 Si, up to 0.2 Hf, up to 0.4 Zr, up to 0.6 Fe, up to 0.06 Cu, and up to 0.1 C is used for plasma deposition of two-layer metal/ceramic TBCs. The outer ceramic layer forms from yttria-stabilized zirconia of at least 99.5 wt.% purity. The coating thickness is controlled by the technical documents and is commonly 135– 225 μm for the metal layer and 80–120 μm for the ceramic layer.
Figure 4 shows the standard TBC structure with analysis data points. The elemental chemical composition of the metal and ceramic layers is summarized in Table. 3. These results indicate that oxygen content somewhat increased in the TBC metal layer, while amounts of the other components in the metal layer comply with requirements of the technical specifications [7].

Standard structure of the TBC with analysis data points for metal and ceramic layers
The ceramic layer in the two-layer TBC contains the main components such as oxygen, yttrium, and zirconium whose amounts correspond to the stoichiometric composition of the ZrO2–Y2O3 ceramics (TsrOI-9).
Conclusions
The structure and chemical and phase compositions of the CoCrAlYSi powder produced by step-by-step grinding of the MZP-11 alloy employing a press and a two-roll vertical mill were examined. The energy consumed in producing powders from the CoCrAlYSi alloy was within one-twentieth the energy consumed in producing similar powders by vacuum atomization.
The content of the main components corresponded to the technical specifications for the starting MZP-11 alloy and included (wt.%) 0.2 Ni, 20–26 Cr, 10–13 Al, 0.4–1 Y, and Co matrix. The content of oxygen and carbon in the 40/100 μm powder did not exceed 0.09 and 0.1 wt.%. Contamination of the CoCrAlYSi alloy powder with iron in the grinding process was no more than 1.16 wt.%.
The powder produced is used for plasma deposition of two-layer TBCs onto gas turbine blades at the Zorya–Mashproekt Research and Production Company (Mykolaiv). The structurization of the inner metal layer deposited from the CoCrAlYSi powder in the TBC development process was studied.
References
S.S. Naboichenko (ed.), Nonferrous Metal Powders: Handbook [in Russian], Metallurgiya, Moscow (1987), p. 540.
Chang-Jiu Li and Wenya Li, “Effect of sprayed power particle size on the oxidation behavior of MCrAlY materials during HVOF deposition,” Surf. Coat. Technol., 162, 31–41 (2002).
V.A. Skibin, V.I. Solonin, V.A. Palkin, Yu.V. Fokin, I.V. Egorov, V.P. Bakaleev, V.L. Semenov, and V.I. Konchenov, Activities of Advanced Aircraft Engine Companies to Develop Promising Aviation Engines [in Russian], TsiAM, Moscow (2004), p. 424.
B.A. Movchan and I.S. Malashenko, Vacuum-Deposited Creep-Resistant Coatings [in Russian], Naukova Dumka, Kyiv (1983), p. 230.
T.O. Prikhna, I.M. Grechanyuk, M.V. Karpets, M.I. Grechanyuk, G.A. Baglyuk, V.G. Grechanyuk, and V.O. Chornovol, “Electron-beam and plasma oxidation-resistant and thermal-barrier coatings deposited on turbine blades using cast and powder Ni(Co)CrALY(Si) alloys. I. Fundamentals of the production technology, structure, and phase composition of cast NiCrAlY alloy,” Powder Metall. Met. Ceram., 61, No. 1–2, 70–76 (2022).
T.O. Prikhna, I.M. Grechanyuk, M.V. Karpets, M.I. Grechanyuk, G.A. Baglyuk, V.G. Grechanyuk, and O.V. Khomenko, “Electron-beam and plasma oxidation-resistant and thermal-barrier coatings deposited on turbine blades using cast and powder Ni(Co)CrALY(Si) alloys produced by electron beam melting. II. Structure and chemical and phase composition of cast CoCrAlY alloys,” Powder Metall. Met. Ceram., 61, No. 3–4, 230–237 (2022).
Technical Specifications TU U 27.4-20113410.012-2001, Ingot and Powder Materials for Protective Coatings [in Ukrainian], Amendment No. 3 of November 3 (2015).
M.I. Grechanyuk, I.M. Grechanyuk, Y.N. Yevterev, V.G. Grechanyuk, T.O. Prikhna, G.A. Bagliuk, V.I. Hots, O.V. Khomenko, O.V. Dudnik, and O.V. Matsenko, “Electron-beam and plasma oxidation- resistant and thermal-barrier coatings deposited on turbine blades using cast and powder Ni(Co)CrALY(Si) alloys produced by electron beam melting. III. Formation, structure, and chemical and phase composition of thermal-barrier Ni(Co)CrAlY/ZrO2–Y2O3 coatings produced by physical vapor deposition in one process cycle,” Powder Metall. Met. Ceram., 61, No. 5–6, 328–336 (2022).
K.O. Gogaev, M.I. Grechanyuk, V.K. Gribkov, V.G. Zatovski, R.V. Minakova, O.P. Vasilega, V.O. Akrimov, E.V. Onoprienko, and I.M. Grechanyuk, Method for Producing Complex Doped Cobalt- Based Powders [in Ukrainian], Ukrainian Patent No. 99557 of August 27 (2012).
N.I. Grechanyuk, K.A. Gogaev, and V.G. Zatovskii, “Production of Co–Cr–Al–Y–Si powder alloys,” Powder Metall. Met. Ceram., 51, No. 11–12, 633–638 (2013).
I.M. Grechanyuk, Science and Technology Principles for Developing New Nickel-, Cobalt-, Titanium-, and Copper-Based Composites and Novel Electron-Beam Equipment for Their Production [in Ukrainian], Author’s Abstract of ScD Thesis, Kyiv (2021), p. 42.
V.O. Akrimov, M.I. Grechanyuk, Yu.O. Smashnyuk, V.G. Grechanyuk, and M.P. Dyubarenko, “Industrial technique for depositing two-layer thermal-barrier coatings on gas turbine blades,” Such. Elektrmetall., No. 4, 28–31 (2020).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Poroshkova Metallurgiya, Vol. 61, Nos. 7–8 (546), pp. 89–96, 2022.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Grechanyuk, I.M., Grechanyuk, M.I., Bagliuk, G.A. et al. Electron-Beam and Plasma Oxidation-Resistant and Thermal-Barrier Coatings Deposited on Turbine Blades Using Cast and Powder Ni(Co)CrAlY(Si) Alloys Produced by Electron Beam Melting IV. Chemical and Phase Composition and Structure of Cocralysi Powder Alloys and Their Use. Powder Metall Met Ceram 61, 459–464 (2022). https://doi.org/10.1007/s11106-023-00333-0
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11106-023-00333-0