
The structure and chemical and phase composition of oxidation-resistant CoCrAlY alloys produced by electron-beam melting and used in aircraft engineering, in particular, in the development of thermal-barrier coatings for aircraft engine blades, were studied. As the CoCrAlY alloy consists of components with significantly different vapor elasticity and density, the main attention was paid to changes in the chemical and phase composition along the alloy ingots studied by scanning electron microscopy with quantitative X-ray microanalysis. The analysis showed qualitatively similar distribution of components in the main alloy phases in the lower and middle ingot parts. Cobalt, chromium, and aluminum were uniformly distributed throughout the material. Harmful impurities, such as iron, carbon, or oxygen, were not found in the alloy. The alloy mainly consisted of the intermetallic β-CoAl solid solution phase that contained dispersed chain and globular inclusions of the γ-CoCr solid solution phase depleted in aluminum. The highest content of yttrium (12–13 wt.%)) was observed in small globular inclusions with the minimum amount of aluminum and chromium. Increase in the chromium content to 20–26 wt.% at a relatively constant amount of aluminum (5 wt.%) led to decrease in yttrium in the γ-Co-based solid solution. Increase in the yttrium content of the ingot above 0.4 wt.% would be unreasonable because yttrium amount in the coating did not exceed 0.1-0.15 wt.%.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
High-speed evaporation–condensation is most promising for the deposition of thermal-barrier coatings (TBCs) on turbine blades of aircraft engines. The oxidation-resistant bond coat layer in TBCs is made of the Ni(Co)CrAlY alloys. Until recently, these alloys were produced with the duplex process involving vacuum induction melting (VIM) of the charge and electron-beam melting (EBM) of the resultant workpiece. The paper [1] examined the structure and chemical and phase composition of the NiCrAl alloys prepared employing proprietary vacuum electron-beam melting process. The ingots were of high quality and complied with the requirements for high-temperature protective coating materials [2].
The literature data on the structure and phase composition of as-cast oxidation-resistant VIM and EBM CoCrAlY alloys are scarce and unsystematized. The papers [3, 4] studied in detail the structure and mechanical properties of some bulk condensates and associated alloy coatings. The paper [3] indicates that the CoCrAl condensates, depending on the ratio of atomic chromium and aluminum concentrations, have different volume contents of the intermetallic β-CoAl phase and γ-CoCrAl solid solution depleted in aluminum and an insignificant amount of α-Cr. The paper [5] examined the structure and properties of near-eutectic γ/β-CoCrAl alloys and structural stability of the γ/β eutectic. The turbine operating conditions, primarily gas flow temperature, fuel type (kerosene, crude oil, diesel or synthetic liquid fuel, natural gas), and air saturation with dust particles or seawater salts, determine the method for depositing coatings for corrosion protection of turbine blades. It is noted in [6] that the CoCrAlY coatings deposited in vacuum onto gas turbine blades can perform for 200,000 h, while the plasma-deposited CoCrAlY coatings only for 40,000 h. In the operating conditions of marine gas turbines, the CoCrAlY coatings are approximately twice as good as aluminized coatings.
The CoCrAlY alloy consists of components with significantly different vapor elasticity and density. Hence, the chemical and phase composition may deviate along the ingot length (300 mm) in electron-beam melting. Potential inhomogeneity may affect the chemical and phase composition of the coatings when such ingots are evaporated and, as a consequence, the service properties of parts with these coatings.
The objective is to examine the structure and chemical and phase composition of the CoCrAlY alloy along the ingot length.
Experimental Procedure
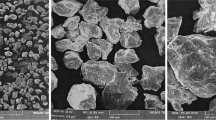
In accordance with [2], the average chemical composition of the alloys should correspond to the following ratio of components, wt.%: Co matrix, 0–2 Ni, 20–24 Cr, 10–13 Al, and 0.4–1.0 Y. The structure of the CoCrAlY alloy (lower ingot part) examined by scanning electron microscopy (COMPO mode) is shown in Fig. 1. The alloy mainly contains the intermetallic β-CoAl phase (dark field) and has chain and globular inclusions of the γ-CoCr solid solution phase depleted in aluminum (light field), which was confirmed by electron microprobe analysis at points 7–12 (Table 1).

Structure of the CoCrAlY alloy (lower ingot part) with analysis points
The highest yttrium content (12–13 wt.%) was observed in small globular inclusions (light field, points 3–6) with the minimum aluminum and chromium amounts. When chromium content increases to 20–26 wt.% at a relatively constant aluminum amount (5 wt.%), the yttrium content of the γ-Co-based solid solution (light field) decreases (points 5–11 and 13).
The distribution of elements in the alloy and X-ray diffraction pattern for the lower CoCrAlY ingot part are displayed in Figs. 2 and 3. Figure 2 shows that cobalt and chromium are uniformly distributed in the lower CoCrAlY ingot part. At the same time, aluminum is distributed somewhat differently. Aluminum is uniformly distributed throughout the β phase (dark-gray field). Lower aluminum content is observed in chain and globular inclusions of the γ-Co-based solid solution (dark field). Yttrium is present only in the γ phase. Iron, carbon, and oxygen are hardly found in the CoCrAlY ingot.

Maps showing the distribution of elements in the CoCrAlY alloy (lower ingot part)

X-ray diffraction pattern for the lower CoCrAlY ingot part of the following composition, wt.%: 65.6 β-CoAl, 24.4 α-Cr, and 10 γ-CoCr
As the ingot is intensively crystallized in a water-cooled copper crucible, the β phase, γ-Co-based solid solution, and Cr-based solid solution (α-Cr) are formed in its lower part (Fig. 3). The lattice parameters of the phases are similar to those reported in [3]. The content of the main β phase (CoAl) in the lower ingot part reaches 65.6 wt.%. The alloy also contains 24.4 wt.% α-Cr and CoCr solid solution (γ phase).
The middle part of the CoCrAlY ingot has a qualitatively similar structure (Fig. 4). The amount of the β phase somewhat decreases (61.9 wt.%) and amounts of the α and γ phases increase to 24.5 and 13.6 wt.%. Results of electron microprobe analysis of the alloy (middle ingot part) at points shown in Fig. 4 are provided in Table 2.

Structure of the CoCrAlY alloy (middle ingot part) with analysis points
Analysis of the experimental results indicates that components of the main alloy phases are distributed in a qualitatively similar manner in the lower and middle ingot parts. Cobalt, chromium, and aluminum are uniformly distributed throughout the material (Fig. 5). No harmful impurities of carbon and oxygen were found.

Maps showing the distribution of elements in the middle part of the CoCrAlY ingot
The results of structural analysis and electron microprobe analysis were confirmed by X-ray diffraction (Fig. 6).

X-ray diffraction pattern for the middle CoCrAlY ingot part of the following composition, wt.%: 61.9 β-CoAl, 24.5 α-Cr, and 13.6 γ-CoCr
The upper part of the CoCrAlY ingot had significantly different structure and chemical and phase composition. Figure 7 shows structure of the upper ingot part and indicates analysis points and Fig. 8 shows X-ray diffraction patterns for the upper ingot part. Table 3 summarizes results of electron microprobe analysis for the upper part of the CoCrAlY ingot at points shown in Fig. 7.

Structure of the CoCrAlY alloy (upper ingot part) with analysis points

X-ray diffraction pattern for the upper CoCrAlY ingot part of the following composition, wt.%: 20.3 β-CoAl, 73.1 α-Cr, and 6.6 σ-CoCr
Table 4 summarizes quantitative analysis data and lattice parameters of the phases throughout the ingot.
Comprehensive analysis of the structure and chemical and phase composition of the alloys indicates that the ingot is somewhat inhomogeneous along the height. Sufficiently homogeneous structure and phase composition are observed in the lower and middle ingot parts. The phase composition of the upper ingot part substantially differs from the rest of the material. The amount of the β phase present on the crystalized surface is one third of its amount in the lower and middle ingot parts. The main phase is the Cr-based solid solution (α-Cr), whose amount is three times its content in other ingot volumes. There is also a small amount of the σ phase (Co–Cr), which commonly forms in the materials with chromium content being increased to 26–27 wt.% and aluminum content to 9–10 wt.% [1].
Such situation may be due to peculiar features of vacuum melting of complex doped alloys that contain elements with relatively low vapor elasticity (Cr, Al). This may also result from changes in the conditions for crystallization and cooling of the upper ingot part when the volume of the crystallized material increases. The σ phase present in the alloy leads to embrittlement of the ingot and sometimes to partial chipping of the upper part (10–15% of the total ingot length). Layer-by-layer phase analysis in 10 mm steps showed that the above-mentioned changes in the phase composition were observed at a depth of no more than 30 mm. Therefore, to produce coatings with homogeneous chemical and phase composition from the alloys as the starting materials, their evaporation should always begin from the lower ingot part.
In all cases, a cinder 30–40 mm high remains after a certain ingot part has evaporated and cannot evaporate further because explosive release of the metal occurs when it hits the water-cooled crucible. According to chemical analysis, the cinder contains an increased yttrium amount (to 3 wt.%) and no more than 5–7 wt.% chromium and aluminum.
The changes in chemical and phase composition of the CoCrAlY alloy along its height and features of its evaporation indicate that more than 0.4 wt.% yttrium in the ingot would be unreasonable since the yttrium content of the coating hardly depends on the yttrium amount in the ingot and is no more than 0.1–0.15 wt.%.
The remaining cinders are remelted to produce conditioned ingots of the CoCrAlY alloys.
Conclusions
Comprehensive analysis of the structure and chemical and phase composition of the CoCrAlY ingot 250–300 mm in length and 70 mm in diameter, produced by electron-beam melting, indicates that it has sufficiently homogeneous structure and phase composition in the lower and middle parts.
At the same time, the phase composition of the upper ingot part substantially differs from the rest of the material. The amount of the β phase present on the crystalized surface is one third of its amount in the lower and middle ingot parts. The main phase is the Cr-based solid solution (α-Cr), whose amount is three times its content in other ingot volumes. There is also a small amount of the σ phase (Co–Cr), which commonly forms in the materials with chromium content being increased to 26–27 wt.% and aluminum content to 9–10 wt.%.
The changes in chemical and phase composition of the CoCrAlY ingots along their height and features of their evaporation indicate that more than 0.4 wt.% yttrium in the ingot would be unreasonable since the yttrium content of the coating hardly depends on the yttrium amount in the ingot and is no more than 0.1–0.15 wt.%.
Some process recommendations have been proposed on the evaporation of CoCrAlY ingots to promote the homogeneity of coatings on gas turbine parts.
References
T.O. Prikhna, I.M. Grechanyuk, M.V. Karpets, M.I. Grechanyuk, G.A. Bagliuk, V.G. Grechanyuk, and V.O. Chornovol, “Electron-beam and plasma oxidation-resistant and thermal-barrier coatings deposited on turbine blades using cast and powder Ni(Co)CrAlY(Si) alloys. I. Fundamentals of the production technology, structure and phase composition of cast NiCrAlY alloys,” Powder Metall. Met. Ceram., 61, No. 1–2, 70–76 (2022).
TU U 27.4–20113410.002–2001. Ingot and Powder Materials for Protective Coatings [in Ukrainian], Amendment No. 3 dated October 6, 2015; Kyiv (1915), p. 8.
B.A. Movchan and I.S. Malashenko, Heat-Resistant Coatings Deposited in Vacuum [in Russian], Naukova Dumka, Kyiv (1983), p. 230.
Yu.S. Eliseev, N.V. Abraimov, and V.V. Krymov, Thermochemical Treatment and Protective in Aircraft Engine Engineering [in Russian], Vysshaya Shkola, Moscow (1999), p. 524.
S.V. Kositsyna, N.V. Kataeva, and V.S. Litvinov, “Structure and properties of γ/β Co–Cr–Al alloys near the eutectic compositions. I. Structural stability of the γ/β eutectic,” Fiz. Met. Metalloved., 82, No. 4, 95–112 (1996).
L.M. Bianch, “Electron beam. PVD corrosion resistant coatings for extended life of gas turbine parts,” Ind. Heat., 47, No. 6, 24–27 (1980).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Poroshkova Metallurgiya, Vol. 61, Nos. 3–4 (544), pp. 121–130, 2022.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Prikhna, T.O., Grechanyuk, I.M., Karpets, M.V. et al. Electron-Beam and Plasma Oxidation-Resistant and Thermal-Barrier Coatings Deposited on Turbine Blades Using Cast and Powder Ni(Co)CrAlY(Si) Alloys Produced by Electron-Beam Melting II. Structure and Chemical and Phase Composition of Cast CoCrAlY Alloys. Powder Metall Met Ceram 61, 230–237 (2022). https://doi.org/10.1007/s11106-022-00310-z
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11106-022-00310-z