
The abrasive wear resistance of plasma-sprayed oxide ceramic (Al2O3 and Cr2O3) and clad cermet ((Ti–Cr–C)–30% Ni and (TiC)–30% Ni) coatings was studied. The wear characteristics of the coatings such as wear rates, friction forces, friction coefficients, and wear groove depth determined with two methods were compared. The wear test methods included simulation of the friction process using loose abrasive particles and reciprocal ball-on-disk friction using a diamond indenter. The plasma-sprayed TiC-based coatings showed the lowest wear rate and can be applied to protect equipment parts subjected to intensive abrasive wear. The wear loss of the (Ti–Cr–C)–30% Ni and (TiC)–30% Ni coatings determined by friction against loose abrasive particles was 10–17 μm, while the wear loss of the oxide ceramic coatings was 20–42 μm, being 2–2.5 times higher on average.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
The thermal spraying of protective coatings is an effective way to increase the reliability and service life of parts and component of modern equipment subjected to abrasive wear, fretting corrosion, and gas erosion [1 3]. Further advances in the thermal spraying process are associated not only with the improvement of process equipment but also with the development of new powder materials to deposit coatings for different purposes, particularly composite coatings as they are most promising [4].
To develop parts with excellent service properties, it is important to choose components in appropriate ratios for composite powders, select techniques for producing and depositing the powder materials, as well as examine the structure and phase composition of the resultant coatings and study their mechanical properties. The eutectic self-fluxing nickel-matrix alloys in the Ni–Cr–Si–B system, also referred to as Colmonoy alloys, proved to be effective for the thermal spraying process in combination with W, Ti, and Cr carbides and borides [5], and so did WC–Co, WC–Ni, TiC–Ni, Cr3C2–NiCr [6, 7], and other composites. However, these materials are very expensive.
Besides being much cheaper, the coatings produced from Cr, Al, and Ti oxide materials showed quite high abrasive wear resistance [8]. They have a number of drawbacks as well, brittleness and low impact resistance being among them.
The objective of this effort is to perform comparative wear resistance tests of plasma-sprayed chromium
and aluminum oxide coatings and clad titanium and chromium carbide composite coatings in intensive abrasive wear conditions.
Experimental Procedure
For depositing plasma coatings, we used the powder materials presented in Table 1. The titanium and titanium/chromium carbide powders were produced by self-propagating high-temperature synthesis (SHS). They were clad with nickel tetracarbonyl, Ni(CO)4, employing the Mond process. The resultant coatings were uniform and continuous, their thickness reaching 5 μm on 40–100 μm powder particles.
The thermal-sprayed coatings consist of a nickel matrix with clad material particles being uniformly distributed in it. Nickel also promotes high adhesive and cohesive bonds between the particles, thus imparting required service properties to the coatings.
The coatings were plasma-sprayed onto steel 45 samples (Table 2) employing an UPU-3DN unit with a Metco F4-MB plasma spray gun and a protective chamber with a 15 VB manipulation mechanism. The plasma gas was a mixture of argon and hydrogen.
Prior to thermal spraying, the samples were subjected to abrasive jet machining with 12A brown alundum powder (GOST 28818–90) with F22–F24 grits (ISO 8486–86). The machining was intended to clean and activate the surface, increase its adhesion, and impart roughness Rz of 63–80 μm to it. The surface was machined with compressed air at 0.5–0.7 MPa at a distance of 90–150 mm at an angle of 60–90°. In addition, to increase the adhesion of coatings, they were deposited onto the substrate through an intermediate level of PG-Yu5-N heatsensitive material (Russia) of composition 95% Ni + 5.2% Al (ISO 9001:2008) with –100+40 μm grits.
Before being tested for abrasive wear, the coated samples were ground with a diamond wheel to reach Ra = = 0.32–0.63 μm. The tests involved simulation of the friction process with loose abrasive particles employing an experimental setup [9] (Fig. 1) in compliance with GOST 23.208–79 [10], being equivalent to ASTM C 6568. The coated samples were worn with loose abrasive particles (quartz sand SiO2 with 200–250 μm grits) fed by a rubber roller to the friction surface. The abrasive was dried (moisture content being no higher than 0.16%) prior to testing. The wear was measured by weighing the samples with an ADV-200 analytical balance with an accuracy to 0.0001 g. The samples were washed in ethanol, dried, and weighed before and after the tests. The experiment was performed at room temperature at a sliding speed of 0.158 m/sec, under a load of 20 kg (272 mm load arm), and with a sliding distance of 100 m.

Experimental setup for abrasive wear tests: 1) container for used abrasive; 2) sample; 3) rubber roller; 4) roller head; 5) hopper for loose abrasive; 6) abrasive feed control lever; 7) abrasive; 8) abrasive feed chute; 9) pressure control lever; 10) load
The abrasive wear of materials with different specific weights and porosities is evaluated by weighing only qualitatively. In this regard, the wear of friction grooves was additionally measured using a Micron Alfa interference 3D surface analyzer to record surface irregularities with nanometric accuracy.
Reciprocal ball-on-disk friction tests of the coatings for wear resistance (Fig. 2) were performed using a Micron Gamma universal microhardness scratch tester to examine micromechanical characteristics by continuous indentation and scratching with different indenters. The counterface was a conic diamond indenter with a curvature radius of 50 μm. A special table was additionally made and placed on the Micron Gamma tester for the reciprocal motion of the samples [11]. The device recorded lateral forces that acted on the indenter being loaded. The amplitude of reciprocal motion of the samples relative to the indenter was 2 mm at an indenter load of 50 g and a motion speed of 20 mm/sec (at room temperature).

Reciprocal ball-on-disk friction model
Experimental Results and Discussion
The experimental results for the samples with plasma-sprayed coatings and the uncoated steel sample tested for abrasive wear with loose abrasive particles are summarized in Table 3.
The best abrasive resistance determined by simulated friction was exhibited by the OKhP-3 and PKTN-30 coatings, whose mass wear was 0.0059 and 0.0060 g, respectively. The PKTKhN-30 materials showed somewhat higher wear, 0.0082 g. The alundum coatings had the lowest abrasive wear as their mass wear was 0.0117 g. The abrasive wear resistance of all samples with plasma-sprayed coatings was much higher than that of uncoated steel 45, whose mass wear was 0.0526 g, being 4.5 times higher than that of the alundum coating and almost nine times higher than those of the OKhP-3 and PKTN-30 coatings.
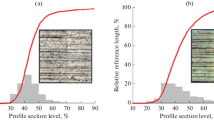
However, the determination of wear by weighing does not consider the difference in the specific weights of the test materials. In this connection, linear wear of the friction grooves was additionally determined using a Micron Alfa interference 3D surface analyzer. The measurements were performed from the edge of the friction groove to its center, where the wear is maximum. The measurement results are provided in Fig. 3.

Surface profile curves for friction grooves on the coated and uncoated samples after abrasive wear tests: 1) alundum; 2) OKhP-3; 3) PKTKhN-30; 4) PKTN-30; 5) uncoated steel 45
The results of comparative tests agree with each other. The surface profile curves show that the linear wear of the PKTKhN-30 and PKTN-30 coatings is commensurate and is 10–14 μm and 13–17 μm, respectively. The PKTKhN-30 coating has insignificantly lower linear wear than the PKTN-30 coating does, unlike the measurements of mass wear. The linear wear (μm) of friction groves on the plasma-sprayed coatings is indicated below:
Alundum . . . . . . . . . . . 42–44
OKhP-3. . . . . . . . . . . . . . . . . . 20–24
PKTKhN-30. . . . . . . . . . . . . . 10–14
PKTN-30. . . . . . . . . . . . . . . . 13–17
Uncoated steel 45 . . . . . . . . ≥160
The linear wear of the chromium oxide coating is about 1.5–2 times higher than that of the PKTKhN-30 and PKTN-30 composite coatings. The lowest abrasive wear resistance was shown by the alundum coatings, like in the measurement of mass wear. Hence, composite coatings are more preferable for abrasive wear protection.
When tribological properties of the plasma-sprayed coatings were determined by reciprocal friction, the indenter motion resistance force—friction force Ff and depth h and width Δ of the friction groove—were continuously recorded. The wear resistance was evaluated from the average friction groove depth and friction coefficient μ as the ratio of friction force to load (Ff/P).
Friction force Ff versus the number of reciprocal motions of a diamond indenter on the test samples is shown in Fig. 4.

Friction force versus the number of reciprocal motions: a) uncoated steel 45 sample and samples with b) alundum, c) OKhP-3, d) PKTKhN-30, and e) PKTN-30 coatings
Analysis of the measured average friction force showed (Table 4) that the oxide ceramic coatings had lower values than the composite coatings and, consequently, lower coefficient of friction against a diamond indenter: μ = = 0.08–0.11 and 0.15– 0.19, respectively. The lowest average and most stable friction force (Ff = 4 cN) was exhibited by the OKhP-3 oxide ceramic coating (Fig. 4c, Table 3). The highest average friction force, Ff = 9.5 cN, was observed for the PKTKhN-30 coating.
The unstable Ff values for the other coatings are probably due to higher porosity, which is typical of the plasma spraying process. Analysis of the friction groove surface morphology revealed cavities, associated with the abrasive wear of the composite and ceramic coatings [12, 13]. In the wear of these coatings, particles with weak cohesion bonds break off to form microirregularities on the friction grove. To decrease the effect of particle breakoff, the surfaces must be as clean as possible since microirregularities damage protective coatings.
Microphotographs of 150 μm × 220 μm friction groove areas, two-dimensional topographies with crosssectional surface profiles, and three-dimensional topographies of the samples are provided in Fig. 5. Comparative analysis of the morphology and topology of the friction groove areas showed that the friction groove width and depth values for the PKTKhN-30 and PKTN-30 composite coatings were lower than for the oxide ceramic coatings (Fig. 5, Table 4). Note that the OKhP-3 coating has wear resistance characteristics that are close to those of the composite coatings.

Microphotographs and three- and two-dimensional topographies with surface profiles for reciprocal friction grooves on the samples of uncoated steel 45 (a) and with alundum (b), OKhP-3 (c), PKTKhN-30 (d), and PKTN-30 (e) coatings
The PKTKhN-30 and PKTN-30 coatings have coefficients of friction against a diamond indenter that are 1.9 and 2.4 times higher than that of the OKhP-3 coating. Like in the simulation of friction against loose abrasive particles, the wear of all coatings is substantially lower than of the uncoated steel 45 sample. The average friction groove depth is 4.5 μm, which is 3.7 times greater than that of the PKTKhN-30 and PKTN-30 coatings. The smallest friction groove depth indicates that the PKTKhN-30 and PKTN-30 coatings have the highest abrasive resistance.
The roughness and porosity of the plasma-sprayed coatings may lead to significant deviations and peaks on the surface profile path. They may be eliminated by more carful polishing of the samples.
Therefore, the plasma-sprayed PKTKhN-30 and PKTN-30 composite coatings show higher wear resistance than the ceramic coatings like in the tests of simulated friction against loose abrasive particles.
Conclusions
The abrasive wear resistance of the plasma-sprayed Al2O3 (alundum) and Cr2O3 ceramic coatings and clad (Ti–Cr–C)–30% Ni and (TiC)–30% Ni composite coatings has been tested by friction against loose abrasive particles and reciprocal ball-on-disk friction against a diamond indenter. The PKTKhN-30 and PKTN-30 composite coatings have higher wear resistance than the ceramic ones: their average linear wear with loose abrasive particles is 10–14 μm and 13–17 μm, respectively, while that of the OKhP-3 coating is 1.5–2 times higher (20–24 μm).
Chromium oxide of OKhP-3 grade has the highest abrasive resistance among oxide materials. The average linear wear of the OKhP-3 coating determined by simulation of friction against loose abrasive particles is 20–24 μm, while that of the alundum coating is 1.8–2.1 times higher (42–44 μm). Noteworthy is that the chromium oxide coating has the lowest coefficient of friction (μ = 0.08) against a diamond indenter.
The coating surface must be as clean as possible to increase the abrasive wear resistance of parts to be machined with diamond tools.
References
Yu.S. Korobov, “International Thermal Spraying Conference ITSC 2010: review and analysis,” in: Proc. Int. Sci. Workshop [in Russian] (September 28–29, 2010), Ekaterinburg (2010), pp. 4–26.
L.Kh. Baldaev (ed.), V.N. Borisov, V.A. Vakhalin, G.I. Gannochenko, A.E. Zatoka, B.M. Zakharov, A.V. Ivanov, V.M. Ivanov, V.I. Kalita, V.V. Kudinov, A.F. Puzriakov, Y.Pu. Sborshchikov, B.G. Khamishchev, E.Ya. Shkolnikov, and V.M. Yaroslavtsev, Thermal Spraying: Handbook [in Russian], DS Market, Moscow (2007), p. 344.
L. Pavlowski, The Science and Engineering of Thermal Spray Coatings, John Willey & Sons, Chichester (2008), p. 626.
A.Ya. Kulik, Yu.S. Borisov, and A.S. Mnukhin, Thermal Spraying of Composite Powders [in Russian], Mashinostroenie, Leningrad (1985), p. 197.
O. Umanskyi, I. Hussainova, M. Storozhenko, O. Terentyev, O. Umanskyi, and M. Antonov, “Effect of oxidation on sliding wear behavior of NiCrSiB–TiB2 plasma sprayed coatings,” Key Eng. Mater., 604, 16–19 (2014).
N.J. Sari and M. Yilmaz, “Improvement of wear resistance of wire drawing rolls with Cr–Ni–B–Si+WC thermal spraying powders,” Surf. Coat. Technol., 202, No. 13, 3136–3141 (2008).
V.I. Kalita, D.I. Komlev, A.V. Samokhin, and Yu.V. Blagoveshchenskii, “Plasma-sprayed cermet WC–Co coatings reinforced by micro- and nanosized carbides,” Fiz. Khim. Obrab. Mater., No. 6, 41–45 (2008).
I.N. Gorbatov, M.Y. Berezhneva, A.E. Terentev, N.F. Stliverstov, V.A. Ryabin, and N.S. Il’chenko, “Properties of plasma coatings made of heat-treated chromium-oxide powders,” Powder Metall. Met. Ceram., 30, No. 11, 986–988 (1991). 566
A.P. Kudrin, V.F. Labunets, and O.A. Vishnevskii, “Studying the wear resistance of hardened carbon steel in abrasive wear conditions,” Visn. Nat. Akad. Ukrainy, No. 2, 111–114 (2003).
GOST 23.208–79, Wear Resistance of Parts. Wear Resistance Test of Materials by Friction against Loose Abrasive Particles [in Russian], Standartinform, Moscow (2005), p. 5.
S.R. Ignatovich, I.M. Zakiev, and E.P. Pugachevskaya, “Micro attrition testing machine for materials and coatings,” Probl. Tribol., 50, No. 7, 50–57 (2008).
A.P. Umanskii, M.S. Storozhenko, I.V. Hussainova, A.E. Terentiev, A.M. Kovalchenko, and M.M. Antonov, “Structure, phase composition and wear mechanisms of plasma-sprayed NiCrBSi–20 wt.% TiB2 coating,” Powder Metall. Met. Ceram., 53, No. 11–12, 663–671 (2015).
O. Umanskyi, M. Storozhenko, I. Hussainova, O. Terentyev, A. Kowalchenko, and M. Antonov, “Effect of TiB2 additives on wear behavior of NiCrSiB–based plasma sprayed coatings,” Mater. Sci., 22, No. 1, 15–19 (2016).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Poroshkova Metallurgiya, Vol. 58, Nos. 9–10 (529), pp. 79–88, 2019.
Rights and permissions
About this article

Cite this article
Umanskii, A., Terentiev, A., Brazhevsky, V. et al. Wear Resistance of Plasma-Sprayed Coatings in Intensive Abrasive Wear Conditions. Powder Metall Met Ceram 58, 559–566 (2020). https://doi.org/10.1007/s11106-020-00110-3
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11106-020-00110-3