
Abstract
To substantiate the expansion of the area of application of plasma technology in the restoration of parts of ship equipment, the suitability of wear-resistant coatings applied by powder alloys in a plasma stream, under different conditions of external exposure: under conditions of cyclic contact pulse loading, cavitation wear and in conditions of liquid sliding friction were investigated. Wear-resistant coatings were obtained by plasma flow sputtering with intermetallic Ni-Al and Ni-Ti powder alloys, as well as with powder Ni-Cr-B-Si-C alloy, hardened with carboride phases. Bench and operational tests showed the expediency of using the coatings obtained with the use of modern plasma technologies for restoration and hardening of parts working in difficult conditions of cavitation and hydroabrasion wear, as well as in mating sliding friction pairs. The coating sprayed with a powder of intermetallic Ni-Al alloy showed a higher resistance under shock cyclic action and abrasion under liquid friction than other studied materials. Coating with a self-fluxing Ni-Cr-B-Si-C powder alloy hardened with carbon-boride solid phases loses individual particles during sliding friction. These solid fragments play the role of abrasive in the friction zone, leading to rapid wear of the mating pairs. Such coating without its additional heat treatment is not recommended for the restoration of surfaces operating in sliding friction pairs.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
- Plasma spraying
- Wear-resistant coating
- Powder alloys
- Laboratory tests
- Durability
- Contact-pulse loads
- Tribotechnics
1 Introduction
One of the methods of restoring worn surfaces of parts is the spraying of wear-resistant powder alloys.
Improvement of equipment, methods and technologies of applying protective and wear-resistant powder alloys allows obtaining coatings with high protective properties without additional processing [1,2,3]. This expands the list of machine parts subject to restoration in the process of overhaul of ship mechanisms and devices [4].
When planning repair-repair work, to reasonably expand the area of application of plasma technology for restoration of machine parts, it is necessary to reliably evaluate the durability of surfaces restored by powder alloy sputtering under conditions that correspond to real operating loads.
In this work we investigated the suitability of wear-resistant coatings applied by powder alloys in a plasma flow to restore and harden parts operating under different operating conditions: cavitation, hydroabrasion, and sliding friction.
2 Materials and Methods
Samples for comparative evaluation of protective properties were made of carbon steel with a carbon content of 0.2%. The coatings with powder alloys were applied in a plasma stream. Equipment, wear-resistant alloys for plasma spraying of coatings and technological parameters of spraying were selected on the basis of preliminary studies [1,2,3,4]. The coatings were created by spraying the following powder alloys:
-
PV-PN55T45 powder nickel-titanium alloy for spraying (Ti-45%, C-0.07%, Ni-the rest). The size of the powder particles was 40–100 µ.
-
PV-N85Y15 powder nickel-aluminum alloy (Ni-85%, Al-15%).
-
PR-NH16CR3, GOST 21448–75 was sprayed using a sublayer of PV-N85Y15 alloy.
3 Results
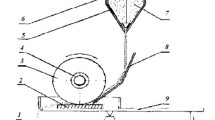
Conditions of shock fatigue, cavitation, water-jet and gas-jet effects and other types of cyclic pulse loads occur during the operation of a wide range of machine parts and mechanisms [5, 6]. The criterion for the endurance of materials under shock-pulse cyclic action is the number of loading cycles that the test sample withstood before entering the emergency state. To reproduce in the laboratory the harsh operating conditions that occur under shock fatigue conditions, a stand for multiple shock-pulse loading of the surface was created [4]. The value of the energy of the force pulse created by a cyclically falling load was 3 J.
The loading parameters were selected so that the protective coatings could withstand about 1000 shocks during the tests. Coatings with a thickness of 0.5–0.6 mm were applied to the surface of steel samples by plasma spraying. The diameter of the hole covering the surface deformed by a spherical indenter is chosen as a criterion for the durability of the surface hardened by a wear-resistant coating. The diameter of the indenter is 10 mm. The moment of the appearance of cracks in the protective layer and the peeling of the coating was considered its destruction, the tests were stopped at the same time.
The dependence of the diameter of the contact spot on the number of loading cycles for the studied coatings is shown in the graphs (Fig. 1). After testing, microshlips were prepared in the cross section of the images coinciding with the center of the well, the macro and microstructure of steel with a deformed coating was studied. The sample without a protective coating received significant damage after 100 shocks. Protective coatings sprayed with any used powder alloys increase the resistance to shock-cyclic loads.
Cracks in all variants of the coatings used occur on the surface of the joint with the base and at the boundaries between the particles. Further propagation of cracks took place mostly along the body of the particles. This indirectly indicates the high cohesive strength of the sprayed coatings. The nickel-titanium coating was destroyed after 500 blows. The coating obtained by spraying a powder alloy with PR-NH16CR3 alloy withstood 1200 blows. At the same time, the coating was stratified. The most reliable protection of the steel surface, unlike other materials studied, from cyclic impact is provided by a coating with a Ni-Al powder alloy. It is interesting to note that after the destruction of the protective layer of nickel-aluminum alloy, there are no noticeable traces of damage on the main material.


Resistance of plasma-sprayed coatings to the impact of contact-pulse load and the state of the structure of the damaged coating
The protective coatings studied in this work have been tested under operating conditions. The selected powder alloys were applied to the ship's propeller of a traveling motor ship of the KS-101D project. The thickness of the protective coatings sprayed on the propeller blades was 300 µ [4].
The propeller with protective coatings and the same serial control propeller were installed on motor ships that were operated in the same conditions. After navigating the Upper Ob, Biya, and Katun rivers, the condition of the propellers was checked. The harsh operating conditions caused by the high flow rate in shallow areas, where the water flow carries sand and pebbles, led to the need to repair the serial screw during operation and its failure at the end of the navigation period. The experienced propeller, protected by coatings, remained suitable for further operation in the next navigation season.
Tribotechnical characteristics of protective coatings were evaluated in accordance with GOST 23.222-84 in friction tests according to the scheme “rotating indenter (disk) - pad.
In many works, devoted to the creation of protective coatings, the study of tribotechnical characteristics is carried out in tests on friction machines according to the scheme “disk - pad”. In this case the pad is the surface covered by the tested wear-resistant alloy, and the indentor is a hardened steel disk [7, 8]. In this case the wear rate of the coated pad is taken as the criterion of the wear-resistant coating's ability to work. In this test scheme, firstly, the wear of the indenter-disc is not evaluated. Secondly, wear-resistant protective coatings in the repair industry are more often applied to shaft-covered parts in the friction pair. In this regard, such test scheme does not give a complete picture of the antifriction properties of the protective coating, because it does not allow us to assess the feasibility of its application for restoration of worn surfaces of shafts, working in the friction pair with sliding bearings.
In this work, the coatings were applied to the cylindrical surface of discs of steel 40 with a diameter of 75 mm using plasmatron “PNK-50” [2,3,4]. The surface of the coating after spraying was ground with an abrasive tool with a granularity of 20 µ.
Friction machine of MI-1M type was used for tests. To determine tribotechnical characteristics of “steel-coating” pads operating in the friction pair with disks, they were made of steel with carbon content of 0.2%. For operation of a disc (shaft) with wear-resistant coating in a pair with a bearing alloy, the pads were cut from bimetallic steel-bronze bearing shells of a crankshaft crankshaft of a ship internal combustion engine. The pads were made with the friction surface size of 10x10 mm. The lubricant in the friction zone came from a tub of SAE20 engine oil, in which the disc was immersed by one-third of its diameter. The linear velocity of indentor movement corresponded to 0.8 m/s. The load of friction pair was created stepwise, creating successively pressure: 5.0; 6.0; 7.0; 8.0; 9.0 MPa. The load was increased after every 0.25 h of testing. In the process of friction of friction pairs, the sliding friction coefficient was recorded. At the end of the test, the wear of the pad was determined by weighing the loss of its mass, as well as the wear of the disk working with it in a pair.
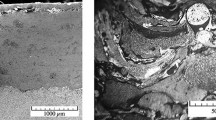
The external appearance of worn friction surfaces: bronze pads and indenter disks with wear-resistant coatings are shown in Fig. 2.
When the disks are rubbed on a block made of carbon steel, at loads up to 8.0 MPa, a decrease in the coefficient of friction, that is, an improvement in tribotechnical properties, was observed for samples of disks coated with all the studied wear – resistant materials. With an increase in the load in the Steel-coating friction pair over 8.0 MPa, there is a sharp increase in the coefficient of friction for all the studied friction pairs. This is due to a change in the friction conditions from liquid to contact. In the absence of a stable oil wedge between the rubbing surfaces, the nickel-chromium-boron-silicon coating has a negative effect on the friction process. Fragments of the coating with solid carboboride particles are painted off the surface, their fragments cut into the pad material, leading to the formation of scuff marks and accelerated wear of the friction pair.
When testing the friction of coatings sprayed with wear-resistant alloys, paired with a bronze pad, the best result was obtained for a nickel-aluminum alloy. The coefficient of friction in this pair of samples during tests in the range of the studied loads varied within insignificant limits, while the wear of the friction pair “steel - nickel-aluminum alloy” turned out to be the minimum of all the studied ones. This indicates that the nature of the friction was invariably liquid, which is confirmed by the external appearance of the friction surfaces (Fig. 2).
The relief obtained as a result of grinding (inclined risks on the surface) has been preserved on the disk protected by a nickel-aluminum alloy.
Spraying the rubbing surface of the disk with a nickel-titanium alloy has no positive effect on the tribotechnical characteristics. At loads over 6.0 MPa the friction coefficient during tests increases sharply. The increase of friction coefficient, as the view of the worn surface shows, occurs due to formation of cracks in the coating and pitting of separate fragments from it. Damage to the oil-retaining relief of the disc surface leads to a change in friction from the liquid type to the contact type. At the same time as the friction force increases, the wear of the rubbing pairs increases.
Coating the disk with nickel-chrome-boron-silicon alloy has a dramatically negative effect on the friction process in all load ranges. The analysis of dependence of friction coefficient on load for friction pair Ni-Cr-B-Si-C alloy with bronze shows that at load more than 6.0 MPa character of friction changes from liquid to contact. On the surface of both disc and pad at loads more than 6.0 MPa there are rough, deep grooves, left by fragments of solid particles containing primary carbohydrates. In the process of testing, the antifriction layer of the bronze turned out to be completely abraded. The chipped bronze particles were observed on the surface of the Ni-Cr-B-Si-C-coated indenter. Fragments of hard fragments of grains with carboride inclusions of the coating, breaking off from the surface of the disk, get into the friction zone and play the role of abrasive. As a consequence, intensive wear of the mating elements of the friction pair occurs, both the disk (shaft) and the pad (bearing).


External view of friction pairs and disc surface microrelief after tribotechnical tests
4 Discussion
The tests showed that the plasma coatings with any of the powder alloys studied in this work give a positive effect to protect the steel surface from the shock cyclic action. The most effective was the protective layer created by coating with intermetallic nickel-aluminum alloy.
The coating with powdered nickel-aluminum alloy showed the best performance in terms of tribotechnical characteristics of the surfaces worn by liquid friction. Friction in the pair with the bronze pad was liquid in nature throughout the entire load range studied. As a result, wear of both constituents of the friction pair materials: BrB-30 and Ni-Al alloy was minimal with the lowest friction coefficient.
The application of an intermetallic nickel-titanium coating on the disc surface does not improve the tribotechnical characteristics, as shown by the analysis of the test results. Coating with wear-resistant self-fluxing powder Ni-Cr-B-Si-C alloy, the particles of which contain carboride hard phases, without its melting significantly worsens the friction conditions in the pair with antifriction bearing alloy. Obviously, despite the high energy of the two-phase flow obtained by using a plasma torch with coaxial powder input, in this case it was not possible to avoid the defects typical of spray coatings in the form of oxide films, pores, unmelted particles [9]. In addition, self-flux coatings produced by this technology are characterized by structural and phase heterogeneity [10].
At the same time, there is positive experience with the use of self-fluxing coatings to protect metals under severe loading conditions, provided additional heat treatment of sprayed powder alloys in order to melt them [11,12,13,14,15].
5 Conclusions
The proposed methods of laboratory bench tests under liquid friction and contact-pulse action on the wear-resistant coating adequately simulate the operating conditions of real parts of ship equipment.
Application of modern plasma-thermal technology for obtaining wear-resistant coatings without additional heat treatment is technologically acceptable and expedient for restoration of surfaces of covered parts - “shafts” working in friction pairs, as well as protection of propellers and other parts from hydroabrasion and cavitation wear. Powder intermetallic Ni - Al alloy proved to be the most resistant to friction abrasion and to contact pulse action.
Coating of wear-resistant self-fluxing powder Ni-Cr-B-Si-C alloy with carboboride hardening without its additional thermal or other treatment for restoration of friction surfaces of shaft-type parts is not recommended.
References
Kuzmin, V.I., Mikhal’chenko, A.A., Kovalev, O.B., Kartaev, E.V., Rudenskaya, N.A.: The technique of formation of the axisymmetric heterogeneous flow for thermal spraying of powder materials. J. Therm. Spray Technol. 21(1), 159–168 (2012) https://doi.org/10.1007/s11666-011-9701-6
Kornienko, E.E., et al.: Effect of plasma spraying regimes on structure and properties of Ni3 Al coatings. Thermophys. Aeromech. 23(6), 919–927 (2016). https://doi.org/10.1134/S0869864316060147
Kuzmin, V., Gulyaev, I., Sergachev, D., Vaschenko, S., Kornienko, E., Tokarev, A.: Equipment and technologies of air-plasma spraying of functional coatings. In: MATEC Web of Conferences, ICMTMTE 2017, vol. 129, p. 01052. (2017). https://doi.org/10.1051/matecconf/201712901052
Kuzmin, V.I., et al.: Air-plasma spraying of cavitationand hydroabrasive-resistant coatings. Thermophys. Aeromech. 27(2), 297–307 (2020). https://doi.org/10.1134/S0869864320020109
Murmansky, B.E., Aronson, K.E., Brodov, Yu.M.: The effect of damage rate of technological subsystems equipment on functional failures of steam turbines. Saf. Reliab. Power Ind. 10(4), 322–329 (2017). https://doi.org/10.24223/1999-5555-2017-10-4-322-329
David, J.E., Gary, D.H., Harris, F.C.: Predictive maintenance techniques and their relevance to construction plant. J. Qual. Maint. Eng. 4(1), 25–37 (1998). https://doi.org/10.1108/13552519810369057
Romanov, I.V., Zadorozhniy, R.N.: Evaluation of tribotechnical properties of the coating obtained by electric spark hardening. Tech. Serv. Mach. 4(141), 157–163 (2020). https://doi.org/10.22314/2618-8287-2020-58-1-157-163
Konoval, V.P., Umanskyi, O.P., Chernatska, V.Y., Subbotin, V.I., Leitans, A., Boiko, I.: Detonation-sprayed coatings of (TI, CR)B2–NIALCr composite materials. Mechanical and tribotechnical properties. Powder Metall. Metal Ceram. 59(7–8), 411–423 (2020). https://doi.org/10.1007/s11106-020-00175-0
Kornienko, E., Smirnov, A., Kuz’min, V.: Researches structure and properties of self-fluxing coating, obtained by air-plasma. Appl. Mech. Mater. 698, 405–410 (2014). https://doi.org/10.4028/www.scientific.net/AMM.698.405
Serresa, N., Hlawka, F., Costil, S., Langlade, C., Machi, F.: Microstructures and mechanical properties of metallic NiCrBSi and composite NiCrBSi-WC layers manufactured via hybrid plasma/laser process. Appl. Surf. Sci. 257(12), 5132–5137 (2011). https://doi.org/10.1016/j.apsusc.2010.11.062
Kornienko, E.E., et al.: The influence of flowing temperature on the structure and properties of the self-fluxing coatings. Metal Work. Mater. Sci. 4(73), 52–62 (2016).https://doi.org/10.17212/1994-6309-2016-4-52-62
Sudha, C., Shankar, P., Subba Rao, R.V., Thirumurugesan, R., Vijayalakshmi, M., Raj, B.: Microchemical and microstructural studies in a PTA weld overlay of Ni–Cr–Si–B alloy on AISI 304L stainless steel. Surf. Coat. Technol. 202, 2103–2112 (2008). https://doi.org/10.1016/j.surfcoat.2007.08.063
Serres, N., Hlawka, F., Costil, S., Langlade, C., Machi, F.: Microstructures of metallic NiCrBSi coatings manufactured via hybrid plasma spray and in situ laser remelting process. J. Therm. Spray Technol. 20(1–2), 336–343 (2011). https://doi.org/10.1007/s11666-010-9565-1
Xuan, H.-F., Wang, Q.-Y., Bai, S.-L., Liu, Z.-D., Sun, H.-G., Yan, P.-C.: A study on microstructure and flame erosion mechanism of a graded Ni-Cr-B-Si coating prepared by laser cladding. Surf. Coat. Technol. 244, 203–209 (2014). https://doi.org/10.1016/j.surfcoat.2014.02.021
Serres, N., Hlawka, F., Costil, S., Langlade, C., Machi, F.: Microstructures and environmental assessment of metallic NiCrBSi coatings manufactured via hybrid plasma spray process. Surf. Coat. Technol. 205, 1039–1046 (2010). https://doi.org/10.1016/j.surfcoat.2010.03.048
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Tokarev, A. (2022). Structure and Protective Properties of Plasma-Sprayed Coatings. In: Manakov, A., Edigarian, A. (eds) International Scientific Siberian Transport Forum TransSiberia - 2021. TransSiberia 2021. Lecture Notes in Networks and Systems, vol 403. Springer, Cham. https://doi.org/10.1007/978-3-030-96383-5_96
Download citation
DOI: https://doi.org/10.1007/978-3-030-96383-5_96
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-96382-8
Online ISBN: 978-3-030-96383-5
eBook Packages: EngineeringEngineering (R0)