
The as-cast single-crystalline turbine blades made of CMSX-4 superalloy were studied. The blades were obtained by the Bridgman technique at a withdrawal rate of 5mm/min. The as-cast samples were prepared by cutting the blade root with a fragment of selector. The dendritic structure of obtained samples was studied by Scanning Electron Microscopy. The crystal orientation and lattice parameters were analyzed by Ω-scan mapping method. Additionally, the X-ray diffraction topography was applied. It was found that the most structural defects are created in the areas where a change in the shape and dimensions of the blades occur. Even minor changes in their geometry and the unevenness of mold walls may also affect the formation of defects.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The single-crystalline nickel-based superalloys are used as construction materials for production of turbine components in aerospace and energy industry sectors. This material with an exceptional combination of hightemperature strength and creep and degradation resistance in corrosive or oxidizing environments is useful in production of the blades for high-pressure turbines [1].
Due to extreme work conditions of blades, especially high temperature and centrifugal force acting, the specific properties are needed. They are met by industrial nickel-based single-crystalline CMSX-4 superalloy, obtained by directional crystallization [1]. The crystallographic orientation and local distortion of dendritic array affect the strength parameters of single-crystalline turbine blades. The satisfactory strength properties of the blades are met when the [001] crystallographic direction, related to the preferred growth direction of dendrites, is parallel to the direction of centrifugal force and to the axis of blade as well. It was stated that deviation between these two directions should be lower than 10°. Increasing this angle value causes deterioration of turbine blade creep properties [1].
The turbine blade has a complex shape, due to the role performed in the engine [2]. Therefore, the production process of single-crystalline turbine blades requires most advanced and difficult technology [3]. The blades are produced by carefully controlled directional crystallization in order to get an optimum solidified single-crystal structure. However, complex shape of blades may cause to form many growth defects during crystallization such as low-angle boundaries, freckles, or lattice deformation [4, 5]. The blade after crystallization is subjected to a treatment process [6, 7]. However, examination of the blade in as-cast state is needed to verify the appearance of structural defects, because these defects will frequently remain even after treatment. The defects created on the initial stages of crystallization process in the selector or in the root part of the blade may be inherited to the airfoil, which crystallize later [8], causing decrease of mechanical properties of the whole blade [9].
The aim of the studies presented in this paper was to analyze the structural defects during the initial stage of crystallization in area of the selector–root connection and in the root part of as-cast single-crystalline turbine blades made of CMSX-4 nickel-based superalloy.
Materials and Experimental Procedure
The single-crystalline turbine blades were obtained by directional solidification using the Bridgman technique [3] at a withdrawal rate of 5 mm/min. The industrial ALD Vacuum Technologies furnace in Research and Development Laboratory for Aerospace Materials, Rzeszów University of Technology, was used. The blades were made of CMSX-4 nickel-based superalloy. Applying the appropriate parameters of crystallization process allow obtaining mutually parallel dendrites with the same crystallography orientation and consisting mainly of γ′ phase (Ni3Al).
The samples for investigations were cut-off parallel to the solidification direction from the root part of turbine blade with a fragment of selector. The longitudinal sections were prepared using the standard metallographic procedure for superalloys [10].
The X-ray Ω-scan mapping method allows examining the crystal orientation and lattice parameter for all points of examined surface [11]. The X-ray beam of characteristic Cu-K α radiation with a spot size of about 1 mm in diameter was used. The results were illustrated as maps showing distribution of analyzed parameters. The crystal orientation maps present the value of α angle, which describes the deviation of the [001]γ′ direction from blade axis Z that is parallel to the direction of withdrawal and centrifugal force. The changes of lattice parameter a 0 of γ′ phase were illustrated as distribution maps.
Scanning electron microscopy (SEM) with backscattered electron imaging (BSE) was applied for microstructure analysis. The JEOL JSM-6480 microscope was used. The dendrite morphology and arrangement in whole section area were analyzed on SEM macro-images which were obtained by merging separate SEM microimages.
The defects created during crystallization were analyzed by X-ray diffraction topography using the modified Auleytner technique [12]. Analysis of differences in the intensity and distribution of reflected beam allows characterizing the distribution and type of defects. The X-ray reflected beam creates a topogram, visualizing the mutual disorientation of neighboring areas of the samples. The sample oscillates during measurement about ±4° relative to the Z axis, transverse to the incident beam. The topograms were recorded on Agfa Structurix D7 X-ray film, which oscillates simultaneously with the sample [12, 13]. The PANalytical MicroSource DY-601 diffractometer, equipped with a copper micro-focus source, emitting a divergent X-ray beam (λ = 0.1542 nm) was used.
Results
Figure 1 a presents the map of α angle distribution on sample surface. It can be observed that there are almost parallel bands which pass through to the entire area of the sample (B0–B6), dividing the map on eight areas with a different α angle value. The differences in the above-mentioned value between neighboring areas are higher than inside a particular area. The B0 band is initiated in the area M, where the blade geometry changes with variation in surface inclination.

Typical distribution maps of a) α angle and b) lattice parameter \( {a}_0^{\upgamma^{\hbox{'}}} \); R—root, SR—selector–root connection area
Figure 1 b shows the map of lattice parameter a 0 γ′ distribution. The decrease in lattice parameter value is indicated on the map with bright-color areas. Most of them are elongated almost in parallel to the axis Z (B' 0, B'1, B'3, B'6) and some of them possess symmetric shape (e.g. area C, marked by dashed line). Some of the parallel areas with brighter color correspond to the band borders, visible on the α angle map (e.g. B'3 to B3).
The SEM images shows that the dendrites are the main component of microstructure. The dendritic structure varies at different locations of each analyzed longitudinal section. The cores of dendrites are mutually parallel in most areas of the samples; however, they are frequently inclined to the withdrawal direction Z. It is visualized in Fig. 2 a, showing SEM macro-image after computer processing. The computer processing (binarization) allows better visualization of changes in the morphology of dendrites. The insert of Fig. 2 a (right upper corner) presents a fragment of non-processed macro-SEM image.

a) SEM macro-image after computer processing and original SEM image fragment (insert); b) distribution map of dendrite morphology areas; R—root, SR—selector–root connection area
Several types of arrangement and shape of graphic dots, representing morphology of dendrites, can be seen on the computer processed image (Fig. 2 a). Z-elongated dots, marked by D arrows, are the most visible on the left side of the analyzed section and in the area of selector–root connection. The dots are approximately parallel to the withdrawal direction. The A and B are the points of line AB (not drawn in Fig. 2 a), which represent the bottom surface of root. The areas of X-elongated dots, parallel to the X axis are marked by B-type arrows (Fig. 2 a). This type of dots, which are shorter, covers a small, narrow area, connecting the opposite upper and bottom edges of the sample. The B-type arrows indicate the strips of X-elongated short dots that appear near the crossing of bottom root surface (AB, Fig. 2) and lateral selector surface. The finer, roughly regular dots are visible in the central part and right edge of analyzed section and near to the point of change in inclination of the root surface, indicated by arrow M (Fig. 2 a). Figure 2 b shows distribution map of the above-mentioned areas of distinct dendrite morphology.
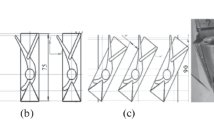
Figure 3 shows a typical topogram obtained from the same surface, for which the dendrite structure is presented in Fig. 2. The topogram shape differs from the sample shape due to conditions of diffraction geometry, especially orientation of the diffraction vector in relation to the examined section. Almost parallel contrast bands with different intensity are visible on the topogram. Some of the bands pass across the entire topogram (e.g., B0, B2, B4, B6—Fig. 3). The observed contrast bands have different widths and intensity, which indicate the crystal misorientation of neighboring areas [8].

Example of X-ray topogram, obtained from the longitudinal section with X-ray film and sample oscillation, 002 reflection, Cu-K α radiation, g — diffraction vector
Figure 4 shows typical topograms obtained from the longitudinal section of the analyzed samples for 113 reflection with (Fig. 4 a) and without (Fig. 4 b) film oscillation. Parallel contrast bands are visible in Fig. 4 a. Some separate areas of contrast bands, marked with numbers (1–7, Fig. 4 a), are mutually shifted along Z direction (shifts Δ1÷Δ7 are different). The lateral shift values Δ1÷Δ7 describe the angle of crystal misorientation of neighboring areas of the sample [13].

Example of X-ray topograms, obtained from the longitudinal section with (a) and without (b) X-ray film oscillation, 113 reflection, Cu-K α radiation, AB—perpendicular to Z axis
The shifts of the contrast bands are also illustrated in the topogram presented in Fig. 4 b, visible as the transverse, short, and blurred bands and exemplarily marked by t 1 and t 2 ovals for better visualization. Additionally, the chequer-like contrast are visible in the u area, located near the change in inclination of the root surface.
Discussion
The different colors on the map of α angle (Fig. 1 a) suggest various crystal orientation of the single-crystalline sample. The borders between the neighboring bands, which are marked as B-type in Fig. 1, divide the map into areas with different α angles. Each of the separated area with similar orientation represents individual subgrains. The misorientation value of mutual areas suggests the existence of low-angle subgrain boundaries, which are illustrated by borders B0–B6 on the map (Fig. 1 a). Low-angle boundary, indicated as B0, has direct contact with the place where the inclination of root surface is changing (M, Fig. 1 a). This defect was also identified on the lattice parameter map as band B' 0 (Fig. 1 b). The other areas with decreased value of lattice parameter (B' 1, B' 3, B' 6) correspond to the appropriate borders of B-type, visible on the α angle map (Fig. 1 a).
The dendritic structure is not regular over the samples’ surface and the dendrites in different areas have variable morphology. The largest changes occur in the extension of the selector walls toward the root, parallel to the Z axis (B2, B5—Fig, 2a). It is probably caused by considerable increase in volume of the crystallizing cast in the selector–root connection level (line AB, Fig. 2) and a larger share of secondary dendrite arm growth in this area, which is confirmed in [14]. Local changes in growth direction of dendrite cores may occur in the areas near the crossing of lower root surface (AB, Fig. 2) and lateral selector surface (B2 and B5, Fig. 2). The subgrain boundaries are created between areas of different dendrite orientation, shown in the SEM macro-images as narrow disorders of dendrite array. The change of cast geometry in the area between the selector and root, near B2 (Fig. 2 a), is milder and the quality of dendritic structure in this area is higher. The most regular structure occurs in the area represented by Z-elongated dots (D, Fig. 2 a) and lower α angle differences in neighboring areas on the maps (Fig. 1 a).
The narrow parallel contrast bands, visible on the topograms, are related to the dendrite cores. The wider high contrast bands indicate low-angle boundaries, created between neighboring subgrains. The width of contrast band and value of their shift Δ define the degree of crystal misorientation of neighboring subgrains. The blur inside the transverse short bands, marked by ovals of t 1 and t 2 in Fig. 4 b, may represent local crystal lattice strain. The high or low contrast bands visible on the topogram (Fig. 3) correspond to the borders identified on the α maps (Fig. 1 a). Narrow areas of local dendrite disorders, visible in the SEM macro-images, correspond to the wider contrast bands (high or lack of contrast areas) on the topograms and high gradient areas on the α and a 0 maps.
Conclusions
Most structural defects are created in the areas where a change in the shape and dimensions of the blades occurs. Even minor changes in their geometry and the unevenness of mold walls may also affect the formation of defects.
The different crystal orientation, as well as the change of lattice parameter value, are observed in the most defected areas. Local crystal lattice strain may result in the generation of further defects during crystallization. Increase in the dimensions of cast transverse section in the selector–root connection area and a larger share of secondary dendrite arm growth in this area cause the creation of defects.
The areas that are characterized by local lattice strain or low-angle boundary are visualized on the topograms and on the distribution maps of lattice parameter deviation, as well as crystal orientation of γ' phase. These areas are located near the surface where the shape of cast is changing or the mold surface is uneven. These changes of the cast surface cause the formation of defects.
References
R. C. Reed, The Superalloys: Fundamentals and Applications, Cambridge University Press, Cambridge (2006), p. 372.
I. A. Wagner and P. R. Sahm, “Autonomous directional solidification (ADS). A novel casting technique for single crystal components,” in: R. D. Kissinger, et al. (Eds.), Superalloys, The Minerals, Metals and Materials Society, Warrendale, USA, (1996), pp. 497–506.
A. Onyszko, K. Kubiak, and J. Sieniawski, “Turbine blades of single crystal nickel based CMSX-6 superalloy,” J. Achiev. Mater. Manuf. Eng., 32, 66–69 (2009).
N. Warnken, “Studies on the solidification path of single crystal superalloys,” J. Phase Equilibria Diffusion, 37, 100–107 (2016).
C. Beckermann, J. P. Gu, and W. J. Boettinger, “Development of a freckle predictor via Rayleigh number method for single-crystal nickel-base superalloy castings,” Metall. Mater. Trans. A, 31, No. 10, 2545–2557 (2000).
B. C. Wilson, J. A. Hickman, and G. E. Fuchs, “The effect of solution heat treatment on a single-crystal Nibased superalloy,” J. Met., 55, 35–40 (2003).
M. Ramsperger, L. M. Roncery, I. Lopez-Galilea, et al., “Solution heat treatment of the single crystal nickel-base superalloy CMSX-4 fabricated by selective electron beam melting,” Adv. Eng. Mater., 17, 1486–1493 (2015).
W. Bogdanowicz, A. Tondos, J. Krawczyk, et al., “Dendrite growth in selector–root area of single crystal CMSX-4 turbine blades,” Acta Phys. Pol. A., 130, No. 4, 1107–1109 (2016).
O. Lavigne, C. Ramusat, S. Drawin, et al. “Relationships between microstructural instabilities and mechanical behavior in new generation nickel-based single crystal superalloy,” in: K. A. Green, T. M. Pollock, H. Harada, et al. (Eds.), Superalloys, The Minerals, Metals and Materials Society, Warrendale, USA, (2004), pp. 667–675.
D. C. Zipperian, Metallographic Handbook, Chief Technical Officer PACE Technologies, Tucson, Arizona, USA, (2011), p. 343.
H. Berger, H.-A. Bradaczek, and H. Bradaczek, “Omega-Scan: an X-ray tool for the characterization of crystal properties,” J. Mater. Sci.: Mater. Electronics, 19, 351–355 (2008).
J. Auleytner, “Determination of the orientation of mosaic blocks by means of a fine-focus x-ray tube,” Acta Phys. Pol. A, 17, 111 (1958).
W. Bogdanowicz, “Martensitic transformations in β1-CuZnAl single crystals studied by X-ray topography method,” Scr. Mater., 37, Issue 6, 829–835 (1997).
W. Bogdanowicz, R. Albrecht, J. Sieniawski, et al., “The subgrain structure in turbine blade roots of CMSX-4 superalloy,” J. Cryst. Growth., 401, 418–422 (2014).
Author information
Authors and Affiliations
Corresponding author
Additional information
Published in Poroshkovaya Metallurgiya, Vol. 56, Nos. 7–8 (516), pp. 153–159, 2017.
Rights and permissions
About this article

Cite this article
Krawczyk, J., Tondos, A., Bogdanowicz, W. et al. Structural Defects of Initial Crystallization Areas in Single-Crystalline Turbine Blades. Powder Metall Met Ceram 56, 481–486 (2017). https://doi.org/10.1007/s11106-017-9919-z
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11106-017-9919-z