
Abstract
In this study, thin films of poly(cyclohexyl methacrylate) (PCHMA) were deposited on silicon wafer using PECVD technique, in which the plasma power is inductively coupled through a quartz window using a planar-coil antenna, which was placed outside of the vacuum chamber. PCHMA is a desired sacrificial polymer for many applications because of its hydrophobicity and clean decomposition properties upon thermal annealing. During PECVD of PCHMA, the effects of plasma power and substrate temperature on the deposition rates and structural properties of as-deposited films were investigated. The highest deposition rate (46.5 nm/min) was observed at a low substrate temperature (15 °C) and at a high applied plasma power (30 W). FTIR and XPS analyses of the deposited films confirmed that the percentage of retained functional groups was increased if the intensity of applied plasma power was lowered. As-deposited PCHMA was found to decompose cleanly upon thermal annealing. The onset of thermal decomposition was 89 °C for the film deposited at 5 W applied plasma power.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Thin films of functional polymers can be utilized for many practical applications, such as barrier layers, packaging, optical coatings, surface energy control, and so on [1, 2]. They offer the advantage of imparting special functions to a materials surface, while keeping the bulk of the material intact. In many cases, such functional coatings are used as the main building blocks of the final product, which necessitates the enhanced structural properties such as strength, ageing resistance, and adherence. However, for some applications, they are used as sacrificial materials, that can be deliberately removed in a controlled fashion by applying an external stimuli such as heat or light exposure [3, 4]. Such sacrificial materials are used widely in the production of microelectromechanical systems, which are utilized in a diversity of applications across multiple markets including automotive, electronics, medical, communication, etc. [5,6,7]. Conventional methods of removing the sacrificial layers require the use of solutions or etchants. Recently, heat-decomposing sacrificial materials have been proposed as an alternative to conventional ones [8, 9]. Thermally degradable sacrificial polymers have been used in fabrication of porous materials, void structures, microfluidic channels and electronics [10, 11]. For all of such applications, formation of an air gap below a structural material, which is usually a thin layer of a polymer or a metal, requires the deposition and patterning of a sacrificial layer first, and then the deposition of structural layer at the top next [12,13,14]. The sacrificial layer is used as a template, which should be removed completely, most often by decomposition, without leaving significant char behind. The deposition of heat-sensitive polymeric sacrificial thin films has been investigated in literature by a number of researchers due to the convenient mechanical properties of such films, their clean decomposition and ease of deposition [15]. Although wet coating techniques can be used to fabricate thermally degradable coatings, chemical vapor deposition (CVD) as a dry alternative has also been used to deposit sacrificial polymers [12, 16, 17]. Among various CVD strategies, plasma enhanced CVD (PECVD) offers the advantages of coating many different polymeric materials in one-step and at low temperatures [18, 19]. In literature, there have been various studies on thermal degradation of plasma polymers, in which thermal properties were studied most often using thermogravometric analysis experiments [20, 21]. Many organosilicon and fluoro polymers deposited from PECVD showed different thermal degradation properties depending on their structural properties. The retention of the chemical functional groups present in the starting monomer is the one of the most important requirements during the deposition of plasma polymers. To obtain a thermally degradable sacrificial film, such chemical functionalities should be preserved to enable targeted decomposition reactions. In PECVD, pulsing the discharge and applying low plasma power are common ways to deposit structurally well-defined plasma polymers [22].
This paper reports the deposition of poly(cyclohexyl methacrylate) (PCHMA) thin films from the CHMA monomer using the PECVD technique. PCHMA is a special polymer from the family of acrylates, which tend to depolymerize thermally into residual polymer and monomers, sometimes oligomers. The tendency to depolymerize in such a way is characterized by zip-length [23]. PCHMA is a desired sacrificial polymer for many applications because of its hydrophobicity and clean decomposition properties [12, 24, 25].
The depositions were carried out using an inductively coupled PECVD system, which allowed in situ thickness monitoring with laser interferometry during the depositions. In this way, the effects of important parameters such as substrate temperature and plasma power on deposition rates were able to be examined in real time. Additionally, thermal degradation behavior of the plasma polymerized PCHMA has been studied.
Experimental
Materials
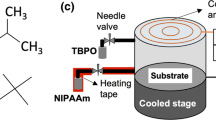
The monomer cyclohexyl methacrylate (97%) (CHMA) was purchased from Sigma-Aldrich, and it was used as-received without further purification. The chemical structure of CHMA is given in Fig. 1a. Films were deposited onto 500 μm thick, single-side polished silicon wafers (100, p-type).

a Structure of CHMA monomer, b Schematic representation of PECVD system
PECVD of Poly(Cyclohexyl Methacrylate) Thin Films
Plasma depositions were carried out in a custom-built vacuum chamber (Fig. 1b) that was cylindrical in shape with a 15 cm total height, 16 cm outside diameter. The reactor body was stainless steel, and the lid was 2 cm-thick quartz plate. Besides being used as a support for the planar-coil copper antenna, the quartz lid allowed sample introduction, visual inspection of plasma, and thickness monitoring via laser interferometry. The antenna was connected to a 13.56 MHz radio frequency (RF) plasma generator. An LC matching circuit was placed between the coil and the generator for impedance matching. The bottom part of the chamber contains a heat exchanger stage, on which substrates are placed. Cooling water from an external chiller was supplied to the stage to maintain the desired substrates temperatures through thermal contact. The pressure was measured and controlled by a capacitance type vacuum gauge (MKS, Baratron) and a PID-controlled butterfly valve (MKS, 253). The butterfly valve was placed between the chamber and vacuum pump (Edwards RV-28) to allow for downstream pressure control. For downstream pressure control, the conductance of vapors travelling from the vacuum chamber to the pump is controlled by the butterfly valve, which receives open or close signals from the PID pressure controller depending on the pressure set value.
CHMA was vaporized in a glass jar and its vapor was delivered to the reactor through a needle valve. Film thicknesses during the depositions were monitored by laser interferometry for which the reflectance of a laser beam (633 nm HeNe laser, JDS Uniphase) off the silicon substrate was measured. The effects of plasma power and substrate temperature on the film structure and on the film deposition rates were investigated. The deposition conditions applied in this study is shown in Table 1.
Characterizations
Fourier transform infrared spectroscopy (FTIR, Bruker Vertex 70) and X-ray photoelectron spectroscopy (XPS, Specs) were used to investigate chemical structure of the as-deposited films. FTIR spectra were obtained using a variable angle reflection accessory (Bruker A513) at 80° angle of incidence and p-polarization over a spectral range of 800–4000 cm−1 at 4 cm−1 resolution. XPS analysis was performed with a monochromatized Al source. During XPS analysis Ar ion sputtering was not performed for depth profiling in order to prevent damaging the structure of the as-deposited film. The accuracies of the in situ thickness measurements made by the laser interferometry checked ex situ by a profilometer (AES Nano 500).
In order to investigate the thermal decomposition behavior of PCHMA films deposited on silicon wafers, substrates were placed on a temperature-controlled hot plate (Ika). The changes in film thicknesses at different temperatures were measured real-time using a thin film reflectometer (Avantes). The percent loss in thickness due to thermal decomposition were calculated using the following equation:
where to and tf are the initial and final film thicknesses, respectively.
Results and Discussions
Deposition Rates
No film deposition was detected at plasma powers below 5 W. It was not possible to sustain a continuous glow at low plasma powers (< 5 W) under a deposition pressure of 26.7 Pa, the selection of which was not straightforward. The monomer molecules were desired to be adsorbed physically on the substrate surface, to promote a surface-driven mechanism for polymer growth. A similar kind of a deposition mechanism has been observed for initiated chemical vapor deposition (iCVD) technique, in which heat energy supplied from a heated filament array is used to dissociate the initiator molecule [26]. Such fragmented initiator molecules in the vapor phase diffuse through the boundary layer to reach the substrate surface, where they react with the adsorbed molecules.
In this study, it is hypothesized that the deposition mechanism is similar to that of iCVD, for which polymerization reactions starts after the formation of primary radicals originating from thermal dissociation of initiator molecules. In PECVD, on the other hand, such reactive species originate after the plasma ignition of the monomer vapors. The generated reactive species in plasma discharge then react with the adsorbed monomer molecules at the cooled substrate surface. In order adsorb the monomer molecules physically on the substrate surface, the substrate must be cooled down to temperatures close the saturation vapor pressure (SVP) of the monomer. SVP of monomer at the selected substrate temperatures should be higher than the partial pressure of monomer inside the PECVD chamber in order to prevent monomer condensation. The SVP range for the substrate temperatures applied in this study (15–50 °C) was between 220 and 650 mtorr. Hence, 200 mtorr is suitably lower than the minimum SVP, to prevent monomer condensation and promote the physical adsorption. Figure 2 shows the effect of selected independent parameters, namely substrate temperature and plasma power, on the deposition rates. It can be clearly seen that the deposition rate increases with decreasing substrate temperature. The maximum deposition rate (46.45 nm/min) was observed at the lowest substrate temperature used (15 °C). This observation supports the hypothesis of an adsorption-limited deposition, in which the slowest step in the mechanism is the rate of adsorption of monomer on the substrate surface, which is high at low substrate temperatures [19, 26]. In that type of a mechanism, active gas-phase radicals formed in the plasma discharge diffuse towards the substrate surface, where they react with the adsorbed monomer molecules [27]. As can be seen from Fig. 2, the deposition rate increases with increasing applied plasma power. Increasing the applied plasma power (W) while keeping the mass flowrate (FM) constant, increases the energy input per mass of monomer gas [28, 29], hence creating more radicals which initiate the polymerization reactions at the surface. The use of composite energy parameter W/FM, which was first defined by Yasuda [30], is common in plasma polymerization literature to describe the energy input for plasma polymerization behavior. Hence it can be stated that the technique used in this study follows the similar kinetic behavior of an initiated surface polymerization, which does not necessitate the usage of external initiator molecules.

Deposition rate of PCHMA films as a function of substrate temperature and plasma power
Film Structure and Uniformity
Figure 3 shows the FTIR spectra of PCHMA films synthesized from PECVD at different applied plasma powers, compared with the spectrum of CHMA monomer. The PECVD films were grown at a substrate temperature of 25 °C. All FTIR spectra were thickness-normalized and baseline-corrected. The FTIR peaks in the PCHMA films deposited from PECVD are narrow and sharp, demonstrating the specific chemical bonds that are present in structurally well-defined methacrylic polymer: CH2 symmetric and asymmetric cyclohexyl vibrations at 2942 and 2863 cm−1, respectively; C=O stretching band at 1728 cm−1; C–H bending at 1550–1450 cm−1; O=C–O stretching between 1350 and 1269 cm−1 [12, 31]. For a clean and complete decomposition after heat treatment, the cyclohexyl and methacrylate functionalities must be retained.

FTIR spectra of a PCHMA film synthesized from PECVD at 20 W, b at 5 W, c CHMA Monomer
The intensities of C–H vibrations and C=O stretching are high, indicating the high retention of pendant cyclohexyl and carboxyl groups, which shows that the PECVD technique used in this study is able to retain the structure. PCHMA film deposited at 5 W plasma power has slightly more intense C–H vibration peak (see inset in Fig. 3), indicating that the preservation of pendant cyclohexyl functionality is better at low plasma powers. The peaks related with C=C bond at wavenumbers of 923 and 1630 cm−1 are only observed in the spectrum of monomer, indicating that polymerization proceed through C=C bond.
Surface chemical structure and composition of as-deposited PCHMA films were also investigated by XPS. Figure 4 shows the survey and high resolution C1s scans for PCHMA films deposited at a substrate temperature of 25 °C and plasma power of 5 W. According to the XPS survey spectra, only carbon and oxygen atoms were observed, as expected from the elemental composition of PCHMA. Table 2 shows the atomic concentration percentages calculated from the survey scan in comparison with the theoretical percentages calculated from the chemical composition of CHMA monomer. The strong agreement between the experimentally obtained and the theoretical percentages confirms the structural retention. The high resolution C1s spectrum, which is given in Fig. 4b, can be fitted with four peaks expected from chain growth polymerization of CHMA (Table 3). Again, the structural retention of functional groups in PCHMA deposited from PECVD was verified considering the agreement of the binding energies of PECVD films with the reference values [8, 32]. The relative peak intensities were observed to be slightly different than those of which would be expected from linear PCHMA, which could be attributed to the inherent cross-linking of as-deposited films during PECVD.

Survey (a) and high-resolution C 1s (b) XPS scans of the PCHMA film deposited from PECVD (substrate temperature = 25 °C, plasma power = 5 W)
Figure 5 shows the atomic force micrographs (AFM) of PCHMA films deposited at two different plasma powers in comparison with the bare Si wafer. The surfaces appear to be very smooth with root-mean-square roughness values of 0.26 nm and 0.36 nm, for the films deposited at plasma powers of 5 W and 20 W, respectively. Low roughness of thin polymer films is often reported for amorphous organic films. [33] Indeed, the lack of coarse film morphology, which is mostly originated from gas-phase reactions, implies again a surface kinetics controlled deposition mechanism [27].

AFM images of PCHMA films deposited at a 5 W, b 20 W applied plasma powers, c bare Si wafer
In order to evaluate the film uniformity, a 500 nm-thick PCHMA film was deposited on a whole 4 in. diameter silicon wafer. Then, film thicknesses at five different locations, one at the center and remaining at the four opposite edges, were measured using profilometer. The measured film thicknesses, which are given in Table 4, were used in the following equation to assess the non-uniformity of the as-deposited film. Film having a thickness of 472 nm at the center showed a non-uniformity value of 7.76. This low non-uniformity value can be attributed to the uniform coating ability of the inductively coupled planar system used in this study.
Thermal Stability of PCHMA in Air
The thermal stability of PCHMA deposited by PECVD at different applied plasma powers was examined by annealing the films at ambient air. In the first set of experiments, films were annealed at temperatures between 50 and 300 °C, with 50 °C increments on each run. For each run, annealing time was 1 h. The substrates were placed directly on top of a hot plate, which was heated previously to the desired annealing temperature. Figure 6 shows the removal percentages of films as a function of annealing temperature. It can be seen that at temperatures below 250 °C, measured film removal percentages are higher for the films deposited at higher plasma powers. The onset of thermal decomposition was 78 and 89 °C, for the films deposited at high and low plasma powers, respectively. In literature, the onset of thermal decomposition value for conventional free-radical synthesized PCHMA, which contains no low molecular weight fraction, was reported to be 200 °C, with around 50% residue at 300 °C for 50 min annealing duration [24, 34]. At such elevated temperatures, the thermal decomposition of conventional PCHMA is expected to proceed via both main and side chain de-polymerization [35, 36]. The plasma polymers, however, are expected to be structurally different than the conventional polymers. The low thermal stabilities of plasma polymers are generally attributed to the evaporation of low molecular weight content of the as-deposited film. The extensive fragmentation of monomers due to high energy inputs yields condensable products in the gas phase, which may readily adsorb on the cooled substrate surface. The broad temperature range, in which plasma-polymerized PCHMA degrades, is most probably due to the heterogeneous composition of deposited PCHMA [31, 37]. It is clear from Fig. 6 that PCHMA deposited under low plasma power has higher thermal stability than its high-power counterpart. The higher thermal resistance of films deposited at low plasma power can be attributed to higher retention monomer functionality. At high plasma power, the growing film is exposed to more intense UV radiation and ion bombardment, which can lead to creation of radical sites via functional group loss [8, 38, 39]. The polymer chain mobility is also increased resulting in extensive crosslinking through the created radical sites. At temperatures above 250 °C, both high and low power deposited films show the same thermal degradation behavior. At such high temperatures, the weight loss can be attributed to bond scission along the polymeric chain. The films deposited at high plasma power degraded faster than the films deposited at low plasma power (Fig. 6b). More than 80% of the as-deposited PCHMA is removed within 40 min of heat treatment. Beyond 40 min, no significant change in the film thickness was observed at 250 °C annealing temperature. However, at an annealing temperature of 300 °C, the films were completely removed and the annealed sample surfaces were visually indistinguishable from pristine silicon surface. At this temperature, the decomposition of PCHMA under ambient atmosphere is clean, leaving no noticeable residue.

Effect of annealing temperature a and time b on percent removal of PCHMA deposited from PECVD at different plasma powers (250 °C annealing temperature)
Conclusion
Plasma polymerization of PCHMA can be achieved using an inductively coupled planar PECVD system with high retention of carbonyl and pendant cyclohexyl groups as evidenced by FTIR and XPS. The deposition rates are inversely proportional with substrate temperature but directly proportional with plasma energy input. The planar system used in this study allows fairly uniform, smooth and pinhole-free coatings due to the surface-driven deposition mechanism at low substrate temperatures. PCHMA deposited under low plasma power has higher thermal stability than its high-power counterpart. The higher thermal stability of films deposited at low plasma power can be attributed to higher retention monomer functionality. The key advantages of plasma-polymerized PCHMA developed in this study are that the decomposition starts at low temperatures and that at an annealing temperature of 300 °C the thermal decomposition of PCHMA is clean, leaving no noticeable char. As a result, we anticipate that this type of a sacrificial plasma polymer may find applications in MEMS technologies and in fabrication of a variety of electrical and mechanical devices.
References
Orr CA, Cernohous JJ, Guegan P, Hirao A, Keon HK, Mocosko CW (2001) Homogeneous reactive coupling of terminally functional polymers. Polymer 42(19):8171–8178. https://doi.org/10.1016/s0032-3861(01)00329-9
Frechet JM (1994) Functional polymers and dendrimers: reactivity, molecular architecture, and interfacial energy. Science 263(5154):1710–1715. https://doi.org/10.1126/science.8134834
Kenley RA, Manser GE (1985) Degradable polymers. Incorporating a difunctional azo compound into a polymer network to produce thermally degradable polyurethanes. Macromolecules 18:127–131. https://doi.org/10.1021/ma00144a002
Kim SH, Yoon J, Yun SO, Hwang Y, Jang HS, Ko HC (2013) Ultrathin sticker-type ZnO thin film transistors formed by transfer printing via topological confinement of water-soluble sacrificial polymer in dimple structure. Adv Func Mater 23(11):1375–1382. https://doi.org/10.1002/adfm.201202409
Ferrell N, Woodard J, Hansford DJBM (2007) Fabrication of polymer microstructures for MEMS: sacrificial layer micromolding and patterned substrate micromolding. Biomed Microdev 9(6):815–821. https://doi.org/10.1007/s10544-007-9094-y
Joshi M, Kale N, Lal R, Ramgopal Rao V, Mukherji S (2007) A novel dry method for surface modification of SU-8 for immobilization of biomolecules in Bio-MEMS. Biosens Bioelectron 22(11):2429–2435. https://doi.org/10.1016/j.bios.2006.08.045
Martin H, Edgar V (2002) Bulk silicon micromachining for MEMS in optical communication systems. J Micromech Microeng 12(4):349. https://doi.org/10.1088/0960-1317/12/4/301
Casserly TB, Gleason KK (2006) Effect of substrate temperature on the plasma polymerization of poly(methyl methacrylate). Chem Vap Deposition 12(1):59–66. https://doi.org/10.1002/cvde.200506409
Lv A, Cui Y, Du F-S, Li Z-C (2016) Thermally degradable polyesters with tunable degradation temperatures via postpolymerization modification and intramolecular cyclization. Macromolecules 49(22):8449–8458. https://doi.org/10.1021/acs.macromol.6b01325
Hollie AR, Celesta EW, Vikram R, Sue Ann Bidstrup A, Clifford LH, Paul AK (2001) Fabrication of microchannels using polycarbonates as sacrificial materials. J Micromech Microeng 11(6):733. https://doi.org/10.1088/0960-1317/11/6/317
Metz S, Jiguet S, Bertsch A, Renaud P (2004) Polyimide and SU-8 microfluidic devices manufactured by heat-depolymerizable sacrificial material technique. Lab Chip 4(2):114–120. https://doi.org/10.1039/B310866J
Kelvin Chan KKG (2006) Air-gap fabrication using a sacrificial polymeric thin film synthesized via initiated chemical vapor deposition. J Electrochem Soc 153(4):C223–C228. https://doi.org/10.1149/1.2168297
Boucinha M, Chu V, Conde JP (1998) Air-gap amorphous silicon thin film transistors. Appl Phys Lett 73(4):502–504. https://doi.org/10.1063/1.121914
Kohl PA, Zhao Q, Patel K, Schmidt D, Bidstrup-Allen SA, Shick R, Jayaraman S (1998) Air-gaps for electrical interconnections. Electrochem Solid-State Lett 1(1):49–51. https://doi.org/10.1149/1.1390631
Jayachandran JP, Reed HA, Hongshi Z, Rhodes LF, Henderson CL, Allen SAB, Kohl PA (2003) Air-channel fabrication for microelectromechanical systems via sacrificial photosensitive polycarbonates. J Microelectromech Syst 12(2):147–159. https://doi.org/10.1109/JMEMS.2003.809963
Long Hua Lee KKG (2008) Cross-linked organic sacrificial material for air gap formation by initiated chemical vapor deposition. J Electrochem Soc 155(4):G78–G86. https://doi.org/10.1149/1.2837838
Ozaydin-Ince G, Gleason KK (2010) Thermal stability of acrylic/methacrylic sacrificial copolymers fabricated by initiated chemical vapor deposition. J Electrochem Soc 157(1):D41–D45. https://doi.org/10.1149/1.3251308
Tarducci C, Schofield WCE, Badyal JPS, Brewer SA, Willis C (2002) Monomolecular functionalization of pulsed plasma deposited poly(2-hydroxyethyl methacrylate) surfaces. Chem Mater 14(6):2541–2545. https://doi.org/10.1021/cm010939z
Alf ME, Asatekin A, Barr MC, Baxamusa SH, Chelawat H, Ozaydin-Ince G, Petruczok CD, Sreenivasan R, Tenhaeff WE, Trujillo NJ, Vaddiraju S, Xu J, Gleason KK (2010) Chemical vapor deposition of conformal, functional, and responsive polymer films. Adv Mater 22(18):1993–2027. https://doi.org/10.1002/adma.200902765
Clark DT, Abu-Shbak MM (1983) Plasma polymerization. IX. A systematic investigation of materials synthesized in inductively coupled plasmas excited in perfluoropyridine. J Polym Sci: Polym Chem Ed 21(10):2907–2919. https://doi.org/10.1002/pol.1983.170211006
Han LM, Timmons RB, Lee WW (2000) Pulsed plasma polymerization of an aromatic perfluorocarbon monomer: formation of low dielectric constant, high thermal stability films. J Vac Sci Technol B: Microelectron Nanometer Struct Process Measur Phenomena 18(2):799–804. https://doi.org/10.1116/1.591279
Gürsoy M, Uçar T, Tosun Z, Karaman M (2016) Initiation of 2-hydroxyethyl methacrylate polymerization by tert-butyl peroxide in a planar PECVD system. Plasma Process Polym 13(4):438–446. https://doi.org/10.1002/ppap.201500091
Manring LE (1988) Thermal degradation of saturated poly(methyl methacrylate). Macromolecules 21(2):528–530. https://doi.org/10.1021/ma00180a046
Malhotra SL, Minh L, Blanchard LP (1983) Thermal decomposition and glass transition temperature of poly(phenyl methacrylate) and poly(cyclohexyl methacrylate). J Macromol Sci: Part A Chem 19(7):967–986. https://doi.org/10.1080/00222338308081078
O’Shaughnessy WS, Baxamusa S, Gleason KK (2007) Additively patterned polymer thin films by photo-initiated chemical vapor deposition (piCVD). Chem Mater 19(24):5836–5838. https://doi.org/10.1021/cm071381j
Karaman M, Çabuk N (2012) Initiated chemical vapor deposition of pH responsive poly(2-diisopropylamino)ethyl methacrylate thin films. Thin Solid Films 520(21):6484–6488. https://doi.org/10.1016/j.tsf.2012.06.083
Pierson HO (1999) Fundamentals of chemical vapor deposition. In: Pierson HO (ed) Handbook of chemical vapor deposition (CVD), 2nd edn. William Andrew Publishing, Norwich, pp 36–67. https://doi.org/10.1016/b978-081551432-9.50005-x
Hegemann D, Körner E, Guimond S (2009) Plasma polymerization of acrylic acid revisited. Plasma Process Polym 6(4):246–254. https://doi.org/10.1002/ppap.200800089
Hegemann D, Hossain MM, Körner E, Balazs DJ (2007) Macroscopic description of plasma polymerization. Plasma Process Polym 4(3):229–238. https://doi.org/10.1002/ppap.200600169
Yasuda H, Hirotsu T (1978) Critical evaluation of conditions of plasma polymerization. J Polym Sci: Polym Chem Ed 16(4):743–759. https://doi.org/10.1002/pol.1978.170160403
Scheltjens G, Da Ponte G, Paulussen S, De Graeve I, Terryn H, Reniers F, Van Assche G, Van Mele B (2015) Thermal properties of plasma deposited methyl methacrylate films in an atmospheric DBD reactor. Plasma Process Polym 12(3):260–270. https://doi.org/10.1002/ppap.201400143
Beamson G, Briggs D (1993) High resolution xps of organic polymers: the scienta ESCA300 database. J Chem Educ 70(1):A25. https://doi.org/10.1021/ed070pa25.5
Cho SH, Park ZT, Kim JG, Boo JH (2003) Physical and optical properties of plasma polymerized thin films deposited by PECVD method. Surf Coat Technol 174–175:1111–1115. https://doi.org/10.1016/S0257-8972(03)00596-6
Matsumoto A, Mizuta K, Otsu T (1993) Synthesis and thermal properties of poly(cycloalkyl methacrylate)s bearing bridged- and fused-ring structures. J Polym Sci, Part A: Polym Chem 31(10):2531–2539. https://doi.org/10.1002/pola.1993.080311014
Ito H, Ueda M (1988) Thermolysis and photochemical acidolysis of selected polymethacrylates. Macromolecules 21(5):1475–1482. https://doi.org/10.1021/ma00183a043
DePuy CH, King RW (1960) Pyrolytic cis eliminations. Chem Rev 60(5):431–457. https://doi.org/10.1021/cr60207a001
Scheltjens G, Da Ponte G, Paulussen S, De Graeve I, Terryn H, Reniers F, Van Assche G, Van Mele B (2016) Deposition kinetics and thermal properties of atmospheric plasma deposited methacrylate-like films. Plasma Process Polym 13(5):521–533. https://doi.org/10.1002/ppap.201500137
Biederman H, Slavı́nská D (2000) Plasma polymer films and their future prospects. Surf Coat Technol 125(1):371–376. https://doi.org/10.1016/S0257-8972(99)00578-2
Holländer A, Thome J (2004) Degradation and stability of plasma polymers. In: Plasma Polymer Films. Imperial College Press And Distributed By World Scientific Publishing Co., pp 247–277. https://doi.org/10.1142/9781860945380_0007
Acknowledgements
This project was supported by the Scientific and Technological Research Council of Turkey (TÜBİTAK) with a Grant Number of 213M399.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Yartaşı, Y., Karaman, M. Plasma Enhanced Chemical Vapor Deposition of Poly(Cyclohexyl Methacrylate) as a Sacrificial Thin Film. Plasma Chem Plasma Process 40, 357–369 (2020). https://doi.org/10.1007/s11090-019-10038-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11090-019-10038-1