
The possibility of improving structural qualities of deposited layers such as hardness and wear resistance by introducing titanium into the composition of powder wires of the Fe – C – Si – Mn – Cr – W– Vand Fe – C – Si – Mn – Cr – Mo – Ni systems is investigated. The chemical composition, structure, hardness, and wear resistance of layers deposited on steel 09G2S are investigated. The degree of contamination of the layers with non-metallic inclusions is determined. The positive effect of titanium powder additives in the composition of powder wires on the studied characteristics of the deposited layers is shown.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
INTRODUCTION
In the context of emerging new materials and improvements in existing recovery technologies, ensuring the operational maintenance of rolls and mechanisms of mining equipment machines experiencing abrasive and impact wear during operation becomes a significant production issue. Currently, there are a large number of methods for restoring the shape, dimensions and improving the mechanical properties of rolling equipment and parts operating under conditions of intense wear. One of the most effective of these approaches is to provide their cladding using powder wire deposition techniques. As well as improving operational characteristics due to the use of appropriate surfacing materials, such a cladding method can be carried out repeatedly. Cladding can be used to significantly reduce the consumption of expensive high-alloy steels and alloys. Moreover, the repeated restoration of worn parts by surfacing significantly reduces the consumption of metal for the manufacture of spare parts. Increasing the service life of parts and assemblies of mechanisms and machines is especially important, provided that the operation of high-performance equipment depends on their reliability, while the replacement of such parts is associated with long downtime. The great economic value and technical efficiency attached to cladding mainly stems from this consideration.
The structure and properties of a layer deposited by means of a powder wire are significantly influenced by its chemical composition. The introduction of powders of various carbide-forming elements including titanium in the composition of wires, fluxes, and other materials helps reduce the probability of the development of fractures and erosion of the cladding surface by improving the structural state of grain boundaries and reducing grain sizes [1,2,3,4,5, – 6].
The aim of the present work is to study the effect of titanium additives on the structure, hardness, and wear resistance of deposited metal by powder wires of the Fe – C – Si – Mn – Cr – W – V and Fe – C – Si – Mn – Cr – Mo – Ni systems.
METHODS OF STUDY
For the manufacture of powder wires, the following powdered materials were used: carbon- and fluorine-containing material (aluminum gas cleaning dust), iron powders PZHV-1 (GOST 9849–86), chromium PH-1C (TU 14-1-1474–75), manganese MP-0 (GOST 6008–82), silicon KR-1 (GOST 2169–69), molybdenum MHR (TU 48-19-69–80), nickel PNK-1L5 (GOST 9722–97), titanium PTS (TU 14-22-57–92).
The production of powder wires was carried out on a laboratory installation by passing a steel strip through a draw plate. The diameter of the wires was 5 mm; the outer casing was made of St3 tape.
Samples made of steel 09G2S were surfaced according to the regime recommended in GOST 26101–84: current — 620 A; voltage — 32 V; surfacing speed — 20 cm/min. Surfacing of powder wires was carried out using a welding flux made from slag from the production of silicomanganese under the conditions of SibGIU [7]. The flux consisted of the following chemical compounds and elements, wt.%: 0.024 C; 16.15 MnO; 29.13 CaO; 42.40 SiO2; 0.52 FeO; 6.80 Al2O3; 0.59 K2O; 1.39 MgO; 0.18 Na2O; 0.004 ZnO; 0.17 TiO2; 0.033 Cr2O3; 0.32 F; 0.23 S; 0.022 P.
The chemical composition of the deposited layers was studied using the x-ray fluorescence method on an XRF-1800 spectrometer and the atomic emission method on an DFS-71 spectrometer.
Metallographic analysis of the deposited layers with powder wires was carried out on METAM RV-34 and OLYMPUS GX-51 microscopes in a light field at magnifications ×100 and ×1000 using the NEXSYS ImageExpert Sample 2 and Siams Photolab 700 application software package, respectively. For the research, metallographic microsections were made, which were polished and then etched in a 4% HNO3 solution in ethyl alcohol. The size of the primary austenite grain and martensitic characteristics were determined according to GOST 5639–82 (at ×100) and GOST 8233–56 (at ×1000) by comparison with reference scales. The size of the former austenite grain was estimated by visual comparison of the studied structure and the standard on a scale included in the application program of the METAM RV-34 microscope. The studied structure was assigned an appropriate score. The size of the martensite needles was determined using a linear meter unit.
To assess the contamination with non-metallic inclusions in layers deposited with powder wires, the polished surface of longitudinal sections was examined at ×100 magnification by comparison with the GOST 1778–70 reference scales included in the program of the METAM RV-34 microscope.
The hardness of the deposited layers was measured by Brinell and Rockwell methods in accordance with the requirements of GOST 9012–59 and GOST 9013–59. The wear resistance of the deposited layers was determined based on the results of wear tests using the 2070 CMT-1 installation according to the disk-pad scheme according to the mode: load 78.4 N, frequency 20 rpm.
RESULTS AND DISCUSSION
The chemical composition of the layers deposited with powder wires is given in Table 1.
As a result of the study of the degree of contamination of the obtained claddings with non-metallic inclusions, the presence of mainly non-deformable silicates and point oxides was established.
It is shown that an increase in the titanium content in the deposited layers has a negligible effect on the level of their contamination with non-metallic inclusions. This being said, the lowest contamination is observed with a lower titanium content in the layers. For layers deposited with a powder wire of the Fe – C – Si – Mn – Cr – Mo – Ni – Ti system, the lowest contamination with point oxides and non-deformable silicates was established at a content of 0.008 and 0.013% Ti. With an increase in the titanium concentration to 0.019 and 0.035%, point nitrides were found in the deposited layers along with point oxides and non-deformable silicates.
For layers surfaced with powder wires of the Fe – C – Si – Mn – Cr – Mo – Ni – Ti system, the lowest level of contamination with non-metallic inclusions was established at a content of 0.024% Ti. The insignificant degree of contamination of the studied deposited layers does not have a negative effect on their properties and is acceptable for the use of the studied powder wires.
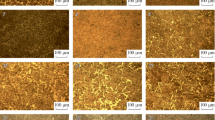
Metallographic analysis of the layers deposited with powder wires showed that their microstructure has mainly a dendritic structure and consists of fine-needle and medium-needle martensite (score 3 – 6) with a needle size of 3 – 9 μm formed inside the boundaries of the former austenite grain, a small amount of residual austenite in the form of separate sections and thin layers of 5-ferrite (Figs. 1 and 2). With an increase in the titanium content, the refinement of martensite from medium-needle to fine-needle is observed.

Microstructure of the samples 1 (a), 2 (b ), 3 (c), 4 (d ) cladding with powder wires of Fe – C – Si – Mn – Cr – Mo – Ni – Ti system.

Microstructure of the samples 5 (a), 6 (b ), 7 (c), 8 (d ) cladding with powder wires of Fe – C – Si – Mn – Cr – W–V– Ti system.
With an increase in the titanium content from 0.08 to 0.013 and 0.019% in the powder Fe – C – Si – Mn – Cr – Mo – Ni – Ti wire in the structure of the deposited layer, a decrease in the size of martensite needles from 4 – 8 to 2 – 4 μm is observed. At the same time, the grain sizes of primary austenite, which correspond to No. 5 on the grain size scale, do not change (Fig. 1a – c).
With an increase in the titanium content from 0.024 to 0.13% in the powder Fe – C – Si – Mn – Cr – W – V – Ti wire in the structure of the deposited layer, a decrease in the size of martensite needles from 3 – 9 to 2 – 5 μm and the size of the primary grain of austenite from No. 4 (without Ti additive) to No. 6 (with the addition of Ti powder) on the grain size scale (Fig. 2).
Microstructural changes are shown to be accompanied by changes in the properties of the deposited layers by powder wires of the Fe – C – Si – Mn – Cr – W – V – Ti and Fe – C – Si – Mn – Cr – Mo – Ni – Ti systems. An increase in the titanium content in the powder wires contributes to an increase in the hardness and wear resistance of the deposited layer (Table 2). The greatest improvement of the cladding properties is observed with the highest content of titanium in the composition of powder wires.
CONCLUSIONS
1. The addition of titanium powder to the composition of the powder wires of the Fe – C – Si – Mn – Cr – W – V and Fe – C – Si – Mn – Cr – Mo – Ni systems has a positive effect on the microstructure of the layers deposited by them. With an increase in the titanium content, the size of the martensite needles decreases along with the size of the primary grain of austenite.
2. The improvement of the microstructure of deposited layers with an increase in the content of titanium powder in powder wires is accompanied by an increase in hardness and a decrease in the rate of wear of the layers.
References
A. A. Artem’ev, G. N. Sokolov, and V. I. Lysak, “Effect of microparticles of titanium diboride and nanoparticles of titanium carbonitride on the structure and properties of deposited metal,” Metalloved. Term. Obrab. Met., No. 12, 32 – 37 (2011).
V. I. Titarenko, A. A. Golyakevich, L. N. Orlov, et al., “Recovery surfacing of rolls of rolling mills with flux-cored wire,” Svar. Proiz-vo, No. 7, 29 – 32 (2013).
B. E. Paton, Engineering. Encyclopedia. Technology of Welding, Soldering and Cutting, Vol. 3 [in Russian], Mashinostroenie, Moscow (2006).
A. V. Tarasov, Metallurgy of Titanium [in Russian], Akademkniga, Moscow (2003).
O. G. Parfenov and G. L. Parshakov, Problems of Modern Titanium Metallurgy [in Russian], Izd-vo SibO RAN, Novosibirsk (2008).
G. N. Sokolov, Surfacing of Wear-Resistant Alloys on Press Dies and Tools for Hot Deformation of Steels: A Monograph [in Russian], RPK “Polytechnic,” Volgograd (2005).
N. A. Kozyrev, R. E. Kryukov, A. R. Mikhno, et al., “Studying the effect of introducing a carbon-fluorine-containing additive into the composition of the 35B9X3CF flux-cored wire,” Vest. Sibirsk. Gos. Industrial. Univ., No. 4(30), 16 – 20 (2019).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 5, pp. 40 – 42, May, 2022.
Rights and permissions
Springer Nature or its licensor holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Kibko, N.V., Usol’tsev, A.A., Mikhno, A.R. et al. Effect of Titanium on the Structure and Properties of Clad Metal from Powder Wires of Fe – C – Si – Mn – Cr – W– V and Fe – C – Si – Mn – Cr – Mo – Ni Systems. Met Sci Heat Treat 64, 281–284 (2022). https://doi.org/10.1007/s11041-022-00801-1
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-022-00801-1