
A study is made of the effect of the T6 heat treatment on the mechanical properties (strength, hardness, elongation, impact toughness) of aluminum alloy AlSi12CuNiMg modified with master alloy Al – 10% Sr. Differential thermal analysis is used to obtain curves that describe the heating of the alloy before it melts. The regimes that are optimum for solution treatment and aging of the alloy are determined.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The automotive industry is currently giving preference to the use of aluminum over the heavier steel and copper in order to meet standards that have been introduced to reduce the weight of automobiles [1, 2]. For the manufacturer, this means a reduction in the weight of the engine without a loss of performance, which in turn allows a reduction in the weight of components of the transmission and the volume of the fuel tank [3]. Predictions indicate that over the period from 1996 to 2015 the total weight of the aluminum parts in an automobile will have increased from 110 to 250 or 340 kg with or without allowance for the panels and the structural elements of the body, respectively [4]. Cast aluminum alloys of the silumin type are being widely used to make various automotive parts: pistons, cylinder heads, tubes and transmissions, wheels and brakes, brake components, suspensions, the steering mechanism, etc. [5–9].
The mechanical properties of silumins are improved by alloying [10–13], by modification of the melt (by altering the form of the particles of silumin’s brittle phase, which helps improve the mechanical and processing properties) [14–18], and by administering heat treatments that induce precipitation [19–21].
The introduction of additional alloying elements (mainly Mg and Cu) in combination with heat treatment further improves mechanical properties [22–24]. The parameters of the individual operations that are part of the T6 heat treatment have a direct effect on the mechanical properties of silumin [25–29]. However, those parameters also determine the cost of the finished product. The consequent need to reduce the cost of making castings is in turn making it necessary to develop a heat-technology which is of the optimum (short) duration.
The goal of this study is to determine the T6 heat-treatment parameters for foundry alloy AlSi12CuNiMg that are optimum from the standpoint of improving its mechanical characteristics (tensile strength, elongation, impact toughness, and hardness) while shortening the solution treatment and aging operation as much as possible.
Methods of Study
The chemical composition of the aluminum alloy that was studied was determined with glow-discharge spectrometer GDS 850A. It was established that the alloy contains the following, wt.%: 11 Si; 1.15 Cu; 1.35 Ni; 1.1 Mg; 0.50 Fe; 0.35 Mn; 0.15 Zn; 0.09 Cr; 0.05 Ti; remainder — Al.
In the first stage of the investigation, we refined the melt by Rafal 1 method. This method entails the treatment of aluminum alloys (or magnesium alloys) with a degassing flux at 730°C for 5 min. The flux is based on hexachloroethane. The flux is in the form of 50-g pellets submerged on the bottom of the metal bath and is used in an amount corresponding to 0.4% of the weight of the melt. After refining, the oxides and the slag are pumped from the surface of the melt and the melt is modified with strontium by adding master alloy AlSr10A to it in an amount corresponding to 0.4% of the weight of the charge. After modification, the Crystaldimat analyzer [30–33] is used to record DTA (differential thermal analysis) curves during the solidification process.
Figure 1 shows DTA curves of the heating (melting) and crystallization of the refined and modified alloy. The solidsolution treatment temperature (t a ) and the aging temperature (t s ) are indicated in the figure.

DTA curves of refined and modified alloy AlSi12CuNiMg:t s ) solution-treatment temperature; t a ) aging temperature.
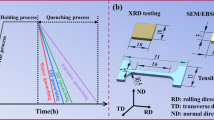
After being modified, the alloy was poured into permanent molds corresponding to standard specimens used to test castings in tension. The molds were preheated to 250°C. The cast specimens underwent dispersion-hardening while they were being held at a temperature near the solidus. The heat treatment included heating of the cast specimen to the solution-treatment temperature, holding at that temperature, cooling in water, and aging.
The parameters of the heat treatment are shown in Table 1. Completion of the three-level factorial experiment with four variables made it possible to the temperatures and duration of the solution treatment and aging operation based on the properties of the alloy: tensile strength σr , elongation δ, Brinell hardness HB, and impact toughness measured on a circular specimen. Figure 2 shows a diagram of the experiments.

Diagram of experiments for determining the optimum heat-treatment regimes for alloy AlSi12CuNiMg: t s and τ s ) temperature and time of solution treatment, respectively; t a and τ a ) aging temperature and time respectively; c 1 ) material; c 2 ) temperature of the coolant water; c 3 ) refining and modifying additions; n 1 ) fluctuations of furnace temperature; n 2 ) casting defects in the specimen; o 1 ) tensile strength; o 2 ) elongation; o 3 ) impact toughness; o 4 ) Brinell hardness HB.
After the heat treatment, a ZD-20 testing machine conforming to the standard EN ISO 6892-1:2010 was used to perform static tests in tension. Brinell hardness was measured on a PRL 82 testing machine in accordance with the standard EN ISO 6506-1:2008. The diameter of the ball was 10 mm, the load was 9800 N, and the holding time was 30 sec.
Figure 3 presents a sketch of the specimen used to determine impact toughness. The simplified method used for the impact-toughness test involved the use of a less expensive and simpler specimen of cylindrical form [34]. In the case being discussed, impact toughness is determined as the ratio of the work done in fracturing the specimen to the surface area of a cross section of the specimen located near the notch.

Specimen for impact-toughness tests.
Results and Discussion
The tensile strength of the specimen increased to σr = 218 MPa after modification, while it rose from σr = 184 MPa to σr = 426 MPa after the T6 heat treatment. Figure 4a and b present three-dimensional diagrams that show how σr is affected by the temperatures and duration of the solution treatment and aging operation.

Dependence of the tensile strength (a, b ) and elongation (c, d ) of alloy AlSi12CuNiMg on treatment time and temperature: a, c) solution treatment (with subsequent aging at t a = 180°C and τ a = 5 h); b, d ) aging (before aging) solution treatment with t s = 520°C and τ s = 1 h).
The value of σu of the heat-treated alloy was as much as 95% higher than the value for the original (modified) alloy. The highest value of strength was reached after solution treatment in the range 520 – 530°C and aging at 180°C for several hours (Fig. 4a and b ). Aging decreased the value of σr when higher temperatures were used for the aging operation.
Elongation increased from 1.6 to 2% after modification, while δ = 0.6 – 4% after the T6 heat treatment. Figure 4c and d present three-dimensional diagrams of the change in elongation in relation to the heat treatment parameters.
The 100% increase in specimen elongation that resulted after the heat treatment corresponds to solution treatment at temperatures above 510°C for a longer period of time than in the case of the increase in σr and to aging above 280°C (Fig. 4c and d ). Elongation decreased after a brief solution treatment combined with aging above 240°C for 5 – 8 h (elongation decreased 70% in this case compared to the value of δ for the modified alloy).
The hardness of the alloy increased to 77 HB after modification and was within the range 59 – 143 HB after T6 heat treatment. Figure 5a and b , show three-dimensional diagrams of the change in hardness in relation to the heat treatment regimes. Hardness changes in a manner similar to tensile strength. The increase in hardness after the T6 heat treatment was 85%. With the use of aging temperatures above 310°C and an aging time of 5 – 8 h, hardness decreased regardless of the conditions in the solution treatment.

Dependence of the Brinell hardness (a, b ) and impact toughness (c, d ) of alloy AlSi12CuNiMg on treatment temperature and time: a, c) solution treatment (with subsequent aging at t a = 180°C and τ a = 5 h); b, d ) aging (after solution treatment with t s = 520°C and τ s = 1 h).
Impact toughness increased to 2.2 kJ/m2 after modification and was within the range 2.3 – 6.7 kJ/m2 after the T6 heat treatment. This range corresponds to a 200% increase in impact toughness compared to the specimens that were not heat-treated. Three-dimensional diagrams of the change in impact toughness with heat treatment are shown in Fig. 5c and d . It is apparent that the highest values for impact toughness were reached after solution treatment above 520°C for 1.5 – 3 h and aging at 310°C for 5 – 8 h. Aging for less time and at lower temperatures (180 – 200°C) decreases the impact toughness of the alloy.
Conclusions
-
1.
Heat treatment of alloy AlSi12CuNiMg in the T6 regime—which includes holding the alloy close to the solidus temperature, quenching it in water, and subjecting it to artificial aging — helps alter its mechanical properties. The largest increases in tensile strength (up to 426 MPa) and hardness are obtained after solution treatment at 520 – 530°C for 0.5 – 1.5 h and aging at 180°C for 5 – 8 h.
-
2.
The largest increases in elongation and impact toughness are obtained with solution treatment at 520 – 530°C for 1.5 – 3 h and aging at 310°C for 5 – 8 h.
References
Y. Kurihara, “The role of aluminum in automotive weight reduction. Part III,” J. Minerals, Metals & Mater. Soc., 46, 12 – 13 (1994)
M. K. Kulekci, “Magnesium and its alloys applications in automotive industry,” Int. J. Adv. Manuf. Tech., 39(9 – 10), 851 – 856 (2008)
W. S. Miller, L. Zhuang, J. Bottema, et al., “Recent development in aluminum alloys for the automotive industry,” Mater. Sci. Eng. A, 280(1), 37 – 49 (2000).
K. Sears, “Automotive engineering: strategic overview 2,” Steel World, 1, 55 – 68 (1997).
F. Ostermann, Aluminum Materials Technology for Automobile Construction, John Wiley & Sons, Michigan (1993).
J. G. Kaufman and E. L. Rooy, Aluminum Alloy Castings: Properties, Processes, and Applications, ASM International, Ohio (2004).
S. Pietrowski, Silumins in Polish, Technical University Editorial, Łódź (2001).
F. J. Feikus, “Optimization of Al – Si cast alloys for cylinder head applications,” AFS Trans., 106, 225 – 231 (1998).
D. A. Padmanaban and G. Kurien, “Silumins: the automotive alloys,” Adv. Mater. Proc., 170(3), 28 – 30 (2012).
S. Pietrowski, “Low-siliceous Al – Si alloys with Ni, Cu, and Mg additions,” Arch. Foundry Eng., 6(22), 414 – 429 (2006).
M. A. Moustafa, F. H. Samuel, and H. W. Doty, “Effect of solution heat treatment and additives on the hardness, tensile properties, and fracture behavior of Al – Si (A413.1) automotive alloys,” J. Mater. Sci., 38(22), 4523 – 4534 (2003).
F. Binczyk and J. Piatkowski, “Influence of alloying elements on the crystallization process of hypereutectic silumins,” Arch. Mechan. Tech. Automation, 21(1), 11 – 20 (2001).
L. Ceschini, I. Baromeia, A. Morria, et al., “Microstructure, tensile and fatigue properties of the Al – 10% Si – 2% Cu alloy with different Fe and Mn content cast under controlled conditions,” J. Mater. Proc. Tech., 209, 5669 – 5679 (2009).
P. Wasilewski, Silumins — Modification and Its Impact on Structure and Properties [in Polish]. Solidification of Metals and Alloys, 21, Katowice (1993).
A. K. Dahle, K. Nogita, S. D. McDonald, et al., “Eutectic modification and microstructure development in Al – Si alloys,” Mater. Sci. Eng. A, 413–414, 243 – 248 (2005).
Lu Shu-Zu and A. Hellawell, “The mechanism of silicon modification in aluminum-silicon alloys: Impurity induced twinning,” Metall. Trans. A, 8(10), 1721 – 1733 (1987).
K. Nogita, S. D. McDonald, and A. K. Dahle, “Eutectic modification of Al – Si alloys with rare earth metals,” Mater. Trans., 45(2), 323 – 326 (2004).
M. Timpel, N. Wanderka, R. Schlesiger, et al., “The role of strontium in modifying aluminum–silicon alloys,” Acta Mater., 60, 3920 – 3928 (2012).
J. Pezda, “Effect of dispersion hardening on impact resistance of EN AC-AlSi12Cu2Fe silumin,” Arch. Foundry Eng., 9(2), 21 – 24 (2009).
E. Sjölander and S. Seifeddine, “The heat treatment of AlSiCuMg casting alloys,” J. Mater. Proc. Technol., 210, 1249 – 1259 (2010).
N. Crowell and S. Shivkumar, “Solution treatment effects in cast Al – Si – Cu alloys,” AFT Trans., 107, 721 – 726 (1995).
L. Lasa and J. M. Rodriguez-Ibabe, “Characterization of the dissolution of the Al2 Cu phase in two Al – Si – Cu –Mg casting alloys using calorimetry,” Mater. Charact., 48, 371 – 378 (2002).
P. Ouellet and F. H. Samuel, “Effect of Mg on the ageing behavior of Al – Si – Cu 319 type aluminum casting alloys,” J. Mater. Sci., 34(19), 4671 – 4697 (1999).
M. Zeren, E. Karakulak, and Serap Gümüş, “Influence of Cu addition on microstructure and hardness of near-eutectic Al – Si –xCu alloys,” J. Mater. Sci., 34(19), 4671 – 4697 (1999).
J. Pezda, “The influence of heat treatment parameters on the mechanical properties of hypoeutectic Al – Si – Mg alloy,” Metalurgija, 53(2), 221 – 224 (2014).
C. C. Chang, J. G. Yang, C. Ling, and C. P. Chou, “Optimization of heat treatment parameters with the Taguchi method for the a7050 aluminum alloy,” Int. J. Eng. Technol., 2(3), 269 – 272 (2010).
D. K. Dwivedi, R. Sharma, and A. Kumar, “Influence of silicon content and heat treatment parameters on mechanical properties of cast Al – Si – Mg alloys,” Int. J. Cast Met. Res., 19(5), 275 – 282 (2006).
S. Shivkumar, S. Ricci, and C. D. Keller, “Effect of solution treatment parameters on tensile properties of cast aluminum alloys,” J. Heat Treating, 8(1), 63 – 70 (1990).
D. L. Zhang, L. H. Zheng, and D. H. St. John, “Effect of a short solution treatment time on microstructure and mechanical properties of modified Al – 7 wt.% Si – 0.3 wt.% Mg alloy,” J. Light Metals, 2(1), 27 – 36 (2002).
J. Sakwa, “Application on the thermal analysis and the derivate differential thermal analysis for estimation of influence of Mg, P, and Cu as well as of Na and Ti on the process of crystallization of aluminum-silicon alloys,” Gisserei-Forschung, 38, 112 – 118 (1986).
D. Emadi, L. V. Whiting, S. Nafisi, and R. Ghomashchi, “Applications of thermal analysis in quality control of solidification processes,” J. Therm. Anal. Calorim., 81, 235 – 242 (2005).
S. Farahany, A. M. Ourdjini, and H. Idris, “The usage of computer-aided cooling curve thermal analysis to optimize eutectic refiner and modifier in Al – Si alloys,” Ibid., 109, 105 – 111 (2012).
F. Binczyk and J. OEleziona, “The ATD thermal analysis of selected nickel superalloys,” Arch. Foundry Eng., 10(2), 13 – 18 (2010).
Z. Poniewierski, Crystallization. Structure and Properties of Silumins [in Polish], WNT, Warsaw (1989).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 5, pp. 42 – 46, May, 2015.
Rights and permissions
About this article

Cite this article
Pezda, J. Optimization of the T6 Heat Treatment to Improve the Mechanical Properties of Alloy AlSi12CuNiMg. Met Sci Heat Treat 57, 286–290 (2015). https://doi.org/10.1007/s11041-015-9876-4
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-015-9876-4