
Problems relating to the creation of information-measurement and control systems based on monitoring acoustic emission and electromagnetic effects are discussed. Experimental data are presented on the prospects for and limits on the use of these effects for high-speed machining of structural materials.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Automatic maintenance of machine tool equipment with minimal operator interference is impossible without extensive use of inbuilt means of measurement [1–3] which gather and process information on the quality of the technological process and work as part of a diagnostic system. The functions of operational diagnostics include evaluating the state of mechanisms and the work process, as well as determining the location and causes of breakdowns, but also making decisions on the liquidation of the consequences of failures. The choice of equipment (probes) for operational diagnostics of a cutting process depends mainly on the following factors [4]: informativeness adequate to the situation in the cutting zone, as well as simplicity and reliability of installation on a machine.
At present, the most widespread diagnostic systems are those based on information-measurement systems for force and vibroacoustic (VA) parameters. The devices for measuring force during cutting can be divided into two classes: those that are electromechanical (dynamometers) and those based on electromagnetic effects in an electrical drive (current and voltage sensors). Measurement devices employing electromagnetic effects in an electrical drive with the aid of current and voltage sensors are substantially cheaper and easier to use, so they are widely used in industry for setting up so-called adaptive control [5].
Vibroacoustic signals during cutting and abrasion have a complicated structure that differs from that of the forces that appear during cutting. For example, when the contact area increases during abrasion, the amplitude of the oscillations may increase sharply in some stages, and decrease or not change at all during other stages [6].
A correct evaluation of the state of the cutting process is difficult owing to the complexity of the process, for which there is no unified theory, and the structure of its dynamics [7]. There is reason to state that the process of cutting materials is self-oscillatory [6, 8]. Questions of diagnostics of the most important components of the technological equipment responsible for the machining accuracy also arise. Damage to these components during operation can lead to hazardous situations or breakdown of the technological cycle [9–11].
The development of instrumentation and computational techniques in recent years has enabled partial monitoring and diagnostics by means of systems for monitoring machines and equipment based on information technology [5].
Most adaptive control and monitoring systems on the market today react to a change in the cutting conditions through electromagnetic signals from the force part of an electrical drive and automatically adjust the feed to the maximum allowable level for each operation [12]. When necessary, these systems stop the machine because of overload or detected tool failure. The leading manufacturers of computer numerically controlled (CNC) systems, such as Siemens, Heidenhain (Germany), and Fanuc (Japan) often enter partnerships with manufacturers of adaptive control systems and implement the complete integration of the two types of systems.
These systems, however, have a number of features that limit their use only to certain operations and machining modes. The measurement results are affected by the energy characteristics of other drives connected to a common power grid, a relatively long time constant owing to the inertia of the electromechanical system, and inadequate sensitivity during finishing and partial finishing operations. These shortcomings can be counterbalanced by introducing an additional measurement channel that uses VA signals generated by a cutting process or by the running of the most important components, such as the arbor [10]. These signals are more sensitive to the dynamics of the cutting process, and this is especially important during finishing operations or with small tools [13].
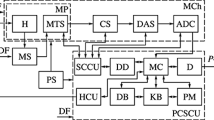
Figure 1 is a functional diagram of a model that includes a three coordinate milling machine with a motor-arbor and an information-measurement system (IMS) based on monitoring the active power and parameters of VA signals. The acquisition and processing device (APD) combines analog-to-digital (ADC) and digital-to-analog (DAC) converters with a 32-bit STM32F417ZGT6 microcontroller with a Cortex-M4F core containing a floating-point arithmetic unit which can process the signal simultaneously with digitization and control of the signal. Three 12-bit ADC’s with a capacity of 2.4 million samples per second (MSPS) are used for digitizing. The control signal is formed by an inbuilt 12-bit DAC.

Functional diagram of the model: 1) machined piece; 2) tool (mill); 3) motor-arbor; 4) current (CS) and voltage (VS) sensors; 5) vibroacoustic (VA) sensor; 6) work plate; 7) matching device; MD – memory device; LFF and HFF – low and high frequency fi lters; APD – acquisition and processing device APD; PC – personal computer (notebook).
The main technical characteristics of this IMS are listed in Table 1.
The distinctive feature of this IMS is that it transfers data by wire and wireless channels using a ZigBee or Wi-Fi interface. The use of a storage battery makes it possible to achieve the greatest flexibility in configuring the system.
An IMS includes the following analog components (see Fig. 1): current, voltage, vibration sensors and a matching device that consists of a charge amplifier with a gain of 1 mV/pC, plus low and high frequency filters with tuneable passbands. Table 2 lists the major characteristics of the sensors.
The cutting parameters are controlled by the CNC system in the following way:
-
1)
free M-functions for capture of the signal carrying information on the required feed or rotation speed are programmed from an external device (here the APD) and match the free ports of the programmable logic controller (PLC);
-
2)
these M-functions are called in the program for machining the workpiece (in the CNC system) before an operation in which adaptation is needed; then, control of the cutting parameter passes to the APD and it generates the control signal.
The control signal can be in digital or analog form, with the amplitude proportional, for example, to the feed value. This depends on the features of the PLC and its having free inputs. The control signal is produced by a proportional-integral-differential regulator in the APD over a range of 0–200% of the nominal adaptation parameter. Thus, it is possible to increase productivity by a factor of 2. In the adaptation mode, the tool is used in a milder regime. Introducing a VA channel makes it possible to execute control algorithms intended to stabilize the cutting process when intense self-oscillations (which cause deterioration of the surface quality and may break the cutting tool) develop. Another feature of self-oscillations is that, when they appear, the cutting force usually decreases and, thereby, the required power. Relying only on information about the current value of the power in this situation will lead to an impression of, for example, reduced cutting depth.
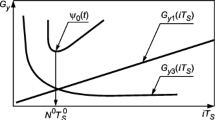
Figure 2 shows some spectra of VA signals accompanying the milling of a steel billet under the same conditions but with different dynamic rigidity of the process system: ordinary cutting gap and tailstock spindle; increased gap. In the latter case, the power demand is 25% lower, although the spectral peaks are tens of times higher. The existence of the sole power control channel does not allow proper identification of this situation and the taking of steps to correct it. Besides breaking the cutting tool, intense self-oscillations cause a sharp reduction in the surface quality.

Examples of spectra of VA signals obtained during normal machining (a) and during intense self-oscillations (b).
Self-oscillations can develop during machining of parts on a milling machine-drill during high loading of the tool and during finishing operations, when monitoring of the cutting process in terms of signals corresponding to the power requirements of the tool becomes impossible.
The situation during operation of small tools in multi-operation machines is also complicated since the power delivered to the machine depends on its range of operations, including preliminary operations that require maximum power, and finishing operations, where the power is essentially indistinguishable from the idling level.
The character and sources of the self-oscillations during cutting have been studied, so it is possible to construct algorithms for design and control of machining operations [6–8].
Experimental studies were conducted on a three-dimensional DMG 635eco (DMG MORI, Switzerland) milling machine. Table 3 shows the distribution of the energy in the VA signal and the active power during machining of aluminum and tool steel under different conditions as a percent of the energy of these signals during idling. The cutting depth was varied over 0.25–2 mm, the cutter rotation frequency n = 1000–3000 min–1, and the feed was not varied. Table 3 shows that the active power signal is insensitive to small variations in the cutting depth and only after 1 mm, can we speak of linear dependences of the measured signal on depth in either aluminum or steel. The picture is somewhat different for the vibration signal: its good sensitivity to the lowest (0.25–0.5 mm) cutting depths (on the average, during cutting the current value of the vibrational acceleration varies by a factor of 2 relative to the analogous value during idling) can shift to a nonlinear dependence (isolated cells).
Although the overwhelming majority of adaptive control systems for the cutting process are based on information about the electric power (active, total) of the electrical drives, it is necessary to recognize clearly the limits of applicability of these systems. As shown above, depending on the operating conditions, the VA signal accompanying abrasion and cutting processes can supplement or replace monitoring systems based on detecting electromagnetic effects in the electrical drives, and the parameters of the VA signal can be used extensively in diagnostic systems for monitoring of contact processes in kinematic pairs, monitoring wear and breakage of cutting tools, and determining the times over which frictional self-oscillations develop [14, 15].
This work was done as part of government scientific assignment No. 9.1557.2014/K of July 11, 2014, on equipment at the Collective Use Center at STANKIN with the support of the Ministry of Education and Sciences of the Russian Federation (agreement No. 14.593.21.0004 of December 4, 2014, with unique project identifier RFMEFI59314X0004) and a grant from the President of Russia (No. 14.Z56.14.2749-MK of February 3, 2014) for the preparation and conduct of the experiment. The work on measuring acoustic emission signals was supported by government contract No. 9.1188.2014/K.
References
M. P. Kozochkin, A. N. Porvatov, and F. S. Sabirov, “Technological equipment for information-measurement systems,” Izmer. Tekhn., No. 5, 29–32 (2012).
S. N. Grigoriev, M. P. Kozochkin, F. S. Sabirov, and A. A. Kulin, “Diagnostic systems as basis for technological improvement,” Proc. CIRP, 1, No. 1, 599–604 (2012).
M. P. Kozochkin, A. R. Maslov, and A. N. Porvatov, “Control of cutting processes by integration of diagnostic systems into CNC systems for metal machining,” Vest. MGTU STANKIN, No. 3, 110–111 (2011).
M. P. Kozochkin, A. V. Gusev, and A. N. Porvatov, “Creation of portable mobile diagnostic systems for monitoring and adjustment of technical processes and machine systems,” Vest. MGTU STANKIN, No. 1, 42–47 (2011).
S. N. Grigor’ev, M. P. Kozochkin, F. S. Sabirov, and V. A. Sinopal’nikov, “Diagnostics of technological equipment in modern manufacturing,” Tekhnol. Mashinostr., No. 1, 45–50 (2012).
M. P. Kozochkin and A. N. Porvatov, “Effect of adhesion bonds in friction contact on vibroacoustic signal and autooscillations,” J. Frict. Wear, 35, No. 5, 389–395 (2014).
M. P. Kozochkin and F. S. Sabirov, “Attractors in cutting and prospects for their use in diagnostics,” Izmer. Tekhn., No. 2, 37–41 (2009).
A. R. Maslov and V. V. Molodtsov, “Modelling of oscillations of a tool system for boring holes,” Vest. MGTU STANKIN, No. 4 (31),196–199 (2014).
M. P. Kozochkin, F. S. Sabirov, A. N. Porvatov, and A. N. Bogan, “Vibration monitoring of technological equipment in manufacturing,” Vest. MGTU STANKIN, No. 4 (20), 8–14 (2012).
M. P. Kozochkin and F. S. Sabirov, “Detecting defects in the spindle components by vibroacoustic methods,” Vest. Ufi msk. Gos. Aviats. Tekhn. Univ., 13, No. 1, 133–137 (2009).
M. P. Kozochkin, N. A. Kochinev, and F. S. Sabirov, “Diagnostics and monitoring of complex technological processes by measuring vibroacoustic signals,” Izmer. Tekhn., No. 7, 30–35 (2006).
V. A. Kuzovkin, V. V. Filatov, A. N. Porvatov, and A. N. Porvatova, “System for measuring the active power of the asynchronous motor of a machine electric drive,” Izmer. Tekhn., No. 2, 60–62 (2014).
A. V. Isaev, M. P. Kozochkin, and A. N. Porvatov, “Information-measurement system for vibration monitoring during machining of metals,” Metrologiya, No. 8, 18–25 (2011).
S. N. Grigor’ev, M. P. Kozochkin, V. V. Filatov, and A. N. Porvatov, Patent No. 2478929 RF, “Method for determining wear in cutting tools,” Izobret. Polezn. Modeli, No. 10 (2013).
V. A. Kuzovkin, V. V. Filatov, A. N. Porvatov, et al., Patent No. 2481183 RF, “Device for automatic monitoring of the load on the shaft of the electric drive of a metal cutting machine,” Izobret. Polezn. Modeli, No. 10 (2013).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Izmeritel’naya Tekhnika, No. 8, pp. 5–9, August, 2015.
Rights and permissions
About this article

Cite this article
Kozochkin, M.P., Maslov, A.R. & Porvatov, A.N. Information-Measurement and Control Systems for Force and Vibroacoustic Parameters. Meas Tech 58, 839–844 (2015). https://doi.org/10.1007/s11018-015-0804-1
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11018-015-0804-1