
Processes of structure transformation in irradiated steel surface layers, occurring in tribological systems under external thermal deformation action, are considered. It is established that by varying laser radiation regime parameters it is possible to use the structural adaptability phenomenon of irradiated zones in steels intentionally, and to obtain structures within them that have a different degree of adaptation to external loading conditions during operation. This has a positive effect on heat and wear resistance of irradiated products for various functional purposes. It is shown that irradiation with a radiation power density of 80–120 MW/m2 (without melting) leads to strain ageing of laser-hardened martensite. This contributes to creation upon working surfaces of products whose structural state is almost indifferent to thermal deformation loading and is resistant to softening for a long time. With an irradiation power density of 120–170 MW/m2 (with melting), surface structures are formed that adapt to external effects. Laser-hardened austenite transforms into strain-induced martensite under thermal loading action. At the same time, martensite strain ageing occurs within laser irradiation zones. Fine carbides, 2–10 nm in size, precipitate during this time upon crystal structure defects with formation of a precipitate texture. As a result material heat resistance after laser irradiation increases by 50–100°C, and wear resistance by a factor of 2–4. Based upon the experimental results, maps of regression modeling of the laser surface hardening production process are constructed. This permits selection of regimes for both laser processing and operating conditions, and the subsequent product tempering temperature for various functional purposes.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
In order to improve the efficiency of using material strengthening technology it is necessary to use the internal reserves of the structural capabilities of an object for various functional purposes towards operating conditions [1, 2].
A heterogeneous structure is the optimum within which with changes in external thermodynamic parameters (temperature, pressure, component concentration) under the effect of mechanical and thermal pulses it manages partially or completely to rebuild one structure into another stable at a higher level, that is a different degree of the phenomenon of structural energy adaptability is implemented [3,4,5]. The adapted structures formed most effectively scatter energy introduced into a system and minimize wear.
With the aim of obtaining the version of structural state under consideration within component surface layers during laser treatment several ways are used for improving a set of material properties [6,7,8]:
1. Refinement of a structure under action of high level temperature gradients, which leads to development within irradiated steel zones of local plastic deformation and to occurrence of austenite dynamic polygonization, whose substructure is inherited by martensite during accelerated cooling.
2. Material structure nanoprecipitation (formation of nanosize precipitates) under action of plastic deformation during thermodynamic action of a pulsed laser beam and external temperature-force loading.
The aim of the present work was determination of the possibility of obtaining within steel and alloys treatment zones of a self-limiting structure adapted to a different degree for temperature-force loading, which facilitates an increase in irradiated object operating properties.
Research Procedure
Materials for this study were steels R6M5 and R18. Pulsed laser radiation is conducted in a Kvant-16 production unit. The change in radiation energy, degree of beam defocusing (3-6 mm), radiation pulse duration (1–6)·10-3 sec made it possible to vary the radiation power density over a wide range (70–250 MW/m2). Identification of the phase composition and a study of material microstructure after laser treatment was accomplished by several procedures: metallographic, X-ray, hardness measurement, etc.
Metallographic studies were conducted in cross and longitudinal microsections in MIM-7 and Nepphoy-21 microscopes. Microhardness measurement was accomplished in a PMT-3 instrument with a load 0.49 N.
Experimental Results and Discussion
As is well known [9,10,11] after laser treatment within a steel surface there is formation of quenched layer 80–150 μm thick, whose hardness depends upon steel chemical composition, laser treatment regime, and it is 8–11.5 GPa.
The main prerequisites for improving the operating properties laser-irradiated steels are the following structural state features: the fine structure of the main phases; incompletion of homogenization process during partial or complete dissolution of carbides; an increase in defect density of the crystal structure of α- and γ-solid solutions defect density, facilitating particle precipitation during tempering or on heating during the operating process of fine inclusions of cementite type strengthening irradiated metal.
Metallographic studies of irradiated steel structure self organization were performed under conditions of thermal deformation action of external factors (heating temperature, mechanical loads).
The degree of laser hardening structural stability towards weakening with a heating temperature up to 100–650°C, i.e., thermal stability, and to loss of hardness under friction condition conditions without lubrication was determined.
Maps of regression modeling of hardness measurement results are provided in Fig. 1 for the hardness of irradiated specimens of steel R6M5 before (see Fig. 1a) and after (see Fig. 1b) heating to different temperatures. They were obtained by statistical treatment of a mass of metallophysical experiments within a Statistica program.

Regression modeling of the dependence of steel R9M5 laser-hardened layer hardness before (a) and after (b) tempering at different temperatures.
As is seen, within irradiated zones in alloy steels a high hardness is retained up to a heating temperature of more than 600°C, i.e., pulsed laser treatment leads to an increase in heat resistance by 50–120°C.
It should be noted that the regression models developed make it possible to predict mechanical and operating properties of irradiated materials in relation to laser treatment regime, and the subsequent heating temperature [12].
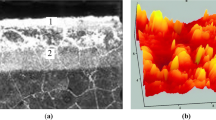
With the aim of explaining possible reasons for the results obtained metallographic studies have been performed showing that on heating within a strengthened layer there is orientated precipitation of carbide phase with its localization in shear lines and formation of a fine precipitate texture (Fig. 2a) with a size of 2–10 nm (Fig. 2b).

Structure of laser-hardened steel R6M5 after heating to 550°C: (a) optical microscopy; (b) distribution histogram for surface profile height (image treatment in a Gwyddion program).
The effect observed is a consequence of presence within laser-irradiated metal of high-density crystal structure defects.
Under these conditions from a thermodynamic point of view there is possibly also preferential formation during heating of irradiated metal of finely dispersed carbides and dislocations. In the initial stages of this process their formation there is deposition of carbon atoms on structural imperfections, which are characterized by high reaction energy with impurity atoms (0.5–1.0 eV in a dislocation force field) [13,14,15].
It should be noted that an important contribution to an increase in steel thermal stability is slow decomposition of laser-hardened martensite. The main reason is not formation during heating of ε-carbide with low carbon atom bond energy with an α-solid solution lattice (0.27 eV), but stable existence of a carbon atom atmosphere at martensite lattice dislocations up to higher heating temperatures than is possible with bulk hardening.
It has been established that with optimization of laser treatment regimes and subsequent tempering there is a possible contribution to metal strengthening of both high density defects of the crystal structure, and also development of fine carbide particle precipitates.
In order to determine the degree of occurrence within steel irradiated surface layers of structural adaptability to thermal deformation action conditions tribological conjugation tests were conducted in the work for wear resistance under friction conditions without lubrication.
Experiments were performed in an MI-1m device according to a “disk-block” scheme with a load of 500 N and a linear sliding rate of 190 m/min. Disks of steel R6M5 were subjected to bulk hardening and three-stage tempering. Some of the disks were irradiated over the side contact surface with a width of 10 mm. A friction pair was bushes of steel ShKh15 with hardness HRC 50–55. Disk wear before and after laser radiation was determined according to weight loss by periodic weighing on an analytical balance with accuracy up to 0.0001 g.
Studies showed that laser radiation of steel R6M5 without specimen surface melting should be carried out with a radiation power density within the limits of 80–120 MW/m2, and with melting 120–170 MW/. This makes it possible to obtain within irradiated zones hardness at the level of 10–11.5 GPa.
Test results for wear resistance provided in Fig. 3a confirm a clear advantage for steel after surface laser treatment. With an increase in test time as a result of structural adaptation of laser strengthened steel to friction conditions their preference increase by a factor of 13 times.

Creep (a) an friction coefficient (b) curves for steel R6M5 specimens after standard bulk heat treatment (1), laser hardening without melting (2), laser melting and alloying with tungsten carbide from a powder coating (3).
Another greater effect, as is seen in Fig. 3b and 4, is given by laser melting and laser alloying of the surface of specimens in contact with a counterbody of powder coatings containing hard fine tungsten carbide particles. Wear resistance increases significantly in the case of performing tempering at 550°C for 1 h after laser treatment (Fig. 4, curves 4, 5).

Steel R6M5 wear resistance after: 1 — laser hardening without melting; 2 — with surface melting; 3 — laser alloying with tungsten carbide; 4, 5 — versions 2 and 3 followed by heating to 550°C for 1 h.
We consider features of phase transformation and structure formation in laser hardened surface layers proceeding within friction pairs and leading to an increase in irradiated material wear resistance.
For this purpose X-ray structural studies of laser irradiated specimens of steel R6M5 were conducted before and after testing for wear resistance for 15 and 150 min.
As is seen in Fig. 5 (curve 1), a steel surface layer before testing has a two-phase austenite-martensite structure. In X-ray diffraction patterns for steel after laser treatment and friction testing (curves 2 and 3) it is noted that the intensity for austenite reflections, and consequently its amount within the structure, decreases significantly with an increase in test time, apparently by its transformation into strain-induced martensite [16].

Fragments of X-ray diffraction pattern for steel R6M5 after: 1 — laser hardening; 2 — friction test for 15 min; 3 — for 150 min.
In addition, curves 2 and 3 in Fig. 5 indicate that laser hardening of martensite under action of temperature-force loading within friction zones is also transformed due to strain ageing [17]. In X-ray diffraction patterns this is expressed as a shift in α-phase reflections to larger reflection angles and a reduction in their width due to precipitation of fine carbide inclusions.
Metal physics methods have confirmed that in laser irradiated metal under action of high pressure and temperature, as also in thermal stability tests (see Fig. 2), presence of strengthening action fine carbide is observed within contact zones.
Separately there should be consideration of features of transformation of the laser quenching zone structure from a liquid conditions [18, 19]. Presence of this zone is even required in the case of performing laser alloying of steel for coatings of different composition [20].
As X-ray structural studies of irradiated steels and alloys have shown, within melted zones an anomalous ratio of diffraction line intensities is recorded, for example, martensite in steel R6M5, i.e., textural effects develop (Fig. 6).

Textural effects within steel R6M5 surface layers after bulk hardening (1) and laser treatment with surface melting (2).
Texture formation proceeds due to directional heat transfer during surface layer cooling in the laser hardening process. A consequence is additional reduction in friction coefficient of irradiated steels and an increase in their wear resistance.
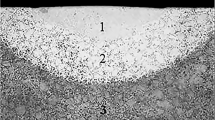
Metal physics studies have also established such a feature of the steel structure after laser treatment with surface melting as presence within irradiated zones of a significant amount of residual austenite (40–60%), which during thermal deformation loading, as is seen in Fig. 7a, is inclined to a greater extent towards precipitation hardening than 20–40% austenite of the laser hardening zone from a hardened condition (see Fig. 2).

Structure of laser-melted steel R6M5 after heating at 500°C for 1 h: (a) optical microscopy; (b) distribution histogram for surface profile height (image treatment in a Gwyddion program).
It should be noted that a noticeable effect in the plan of dispersed fine carbide separation is additional heating at 550°C for 1 h. After performing laser alloying carbides melted from a coating are added to carbides separating during heating. This leads to a greater increase wear resistance of laser irradiated steels.
Full-scale tests of cutters of steel R18 were also performed in the work. Wear resistance was determined under cutting conditions of components made of steel 45. Cutters were subjected to various versions of surface treatment: laser hardening with melting and without melting the surface, laser alloying with tungsten carbide, laser radiation followed by heating to 550°C for 1 h. The degree of wear was evaluated in an instrument microscope according to the magnitude of the wear surface over the rear edge of a cutter with an identical cutting path for different versions of surface strengthening.
As is seen in Fig. 8, for cutters subjected to laser hardening with all cutting rates there is a reduction in wear, i.e., there is an increase by a factor of 1.5-2 in their wear resistance.

Wear resistance of steel R18 cutters after bulk heat treatment (1), laser hardening without melting (2), with surface melting (3), laser hardening with tungsten carbide (4).
Minimum wear is achieved in the case of laser melting and especially alloying of cutter working surfaces with tungsten carbide from powder coatings.
The results of experiments, worked out in a Statistica program, and provided in Fig. 9, from which is may be concluded that laser treatment minimizes cutter wear after radiation with a radiation current density of 80–170 MW/m2. These results of experiments make it possible to select a laser treatment regime with the aim of obtaining the required irradiated steel wear resistance.

Regression modeling maps for wear resistance of steel R18 laser-hardened cutters.
Therefore, it has been demonstrated in this work that a change in laser treatment regime provides the possibility of obtaining within an alloy steel surface a structural state with prescribed wear resistance due to a different degree of adaptation (structural adaptability) of t a structure towards thermal deformation loading.
Irradiation with a radiation current density of 80–1020 MW/m2 (without melting) facilitates creation within a component working surface of a structural condition with a low degree of adaptation almost indifferent to temperature-force loading, i.e., resistant for a long time to weakening. During irradiation with a power density of 120–170 MW/m2 (with melting) at the surface there is formation of structures adapted to a considerable extent to external thermal deformation action.
As a result of the structural self organization of laser irradiated metal described material heat resistance after laser radiation increases by 50–100°C, and wear resistance by a factor of 2–4.
CONCLUSIONS
1. It has been established the main prerequisites for improving operating properties are features of the structural state of irradiated metal: fragmentation of the structure of the main phases; incompleteness of homogenization processes with partial or complete dissolution of excess phases; an increase in crystal structure defect density.
2. Steel surface structure formed during laser radiation is adapted to a different extent to external deformation action. An increase in the set of irradiated metal properties proceeds as a result of transformation of laser hardened austenite into strain-induced martensite and simultaneous strain ageing of martensite. A significant contribution to strengthening is fine carbides separated at crystal structure defects with formation of a precipitation texture.
3. Textural effects observed within martensite in steels melted using laser radiation are retained up to high heating temperatures and lead to property anisotropy, especially towards a significant reduction in friction coefficient.
4. It is established that and additional contribution to an increase in hardness and wear resistance of surface irradiated layers is contributed by surface laser alloying for coatings containing hard fine carbide particles due to a combination of melted particle properties with an irradiated metal precipitation hardening effect.
5. Steel pulsed laser treatment makes it possible to increase the hardness of irradiated areas by up to 8–13.5 GPa, and heat resistance by 50–100°C, which facilitates improved operating properties of strengthened components.
References
A. G. Grigor’yants, I. N. Shiganov, and A. I. Misyurov, Laser Treatment Production Processes [in Russian], Izd. MGTU, Moscow (2006).
Yu. D. Klebanov and S. N. Grigor’ev, Physical Bases of Using Concentrated Energy Flows in Material Treatment Technology [in Russian], Izd. MGTU Stankin, Moscow (2005).
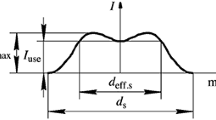
V. P. Biryukov, “Effect of laser beam power energy distribution on increase in friction surface wear resistance,” Vvestn. Mashin., No. 3, 33–36 (2008).
D. M. Gureev and S. V. Yamshchikov, Bases of Laser Physics and Material Laser Treatment [in Russian], Izd. SGU, Samara (2001).
Zhang Peng, Jiaheng Yin, and Zhengjiang Hu, “Numerical and experimental investigation on pulsed nanosecond laser ablation processing of aluminum alloy,” Materials Research and Technology, 19, 4708–4720 (2022).
Dongyun Sun, Jun Zhao, and Zhinan Yang, “In-situ observation of phase transformation during heat treatment process of high-carbon bainitic bearing steel,” Materials Research and Technology, 19, 3713–3723 (2022).
L. M. Rybakova and L. I. Kuksenova, Materials Science tasks in the Problem of Metallic Material Wear Resistance [in Russian], Mashinostroenie, Moscow (1991).
Chun-Sheng OuYang, Xiu-Bo Liu, and De-Qiang Chen, “Preparation and high temperature tribological properties of laser in-situ synthesized self-lubricating composite coating on 304 stainless steel,” Materials Research and Technology, 9, No. 4, 7034–7046 (2020).
Bingxu Wang, Feng Qiu, and Rui Wang, “Microstructure, wear behavior and surface hardening of austempered ductile iron,” Materials Research and Technology, 9, No. 5, 9838–9855 (2020).
Qunli Zhang, Lijuan Wu, and Jianhua Yao, “Correlation between microstructural characteristics and cavitation resistance of Stellite-6 coatings on 17-4 PH stainless steel prepared with supersonic laser deposition and laser cladding,” J. Alloys and Compounds, 860, Art. 158417 (2021).
A. B. Lysenko, “Effect of production factors on composition, structure and properties of a laser chemical-heat treatment zone,” Fiz. Khim. Obrab. Materialov, No. 2, 25–30 (2001).
T. V. Tarasova, “Prospects of using laser radiation for increasing corrosion-resistant steel wear resistance,” MiTOM, No. 6 (660), 54–57 (2010).
A. V. Brover, “Steel combined strengthening with concentrated energy flows,” STIN, No. 3, 34–37 (2007).
Rui Qin, Zhifen Zhang, and Weifeng He, “On-line evaluation and monitoring technology for material surface integrity in laser shock peening – A rev.,” Materials Processing Technology, 313, Art. 1178 (2022).
Hongyu Chen, Dongdong Gu, and Konrad Kosiba, “Laser additive manufactured high-performance Fe-based composites with unique strengthening structure,” Materials Science & Technology, 89, 242–252 (2020).
Renyu Liang, Chunping Huang, and Liming Ke, “Microstructure and mechanical properties of 34CrNiMo6 steel repaired by laser remelting,” Materials Research and Technology, 9, No. 6, 13870–13878 (2020).
K. Wang, D. Du, B. Chang, J. Ju, S. Sun, and H. Fu, “Microstructure and property of laser clad Fe-based composite layer containing Nb and B4C powders,” J. Alloys and Compounds, 802, 373–384 (2019).
G. I. Brover, and E. E. Shcherbakova, “Features of steel structure formation within zones of high-speed laser quenching from a liquid condition,” Metallurg, No. 5, 61–66 (2022).
P. K. Galenko, E. V. Kharanzhevskii, and D. A. Danilov, “High-speed crystallization of structural steel during surface laser treatment,” ZhTF, 72, No. 5, 48–55 (2002).
G. I. Brover, and E. E. Shcherbakova, “Features of structure formation within steel surface layers during laser alloying from coatings of different composition,” Metallurg, No. 6, 55–61 (2022).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, Vol. 67, No. 4, pp. 86–92, April, 2023.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Brover, G.I., Shcherbakova, E.E. Transformation of the Structure and Properties of Laser-Irradiated Steels Under External Thermal Deformation Action. Metallurgist 67, 508–516 (2023). https://doi.org/10.1007/s11015-023-01540-1
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-023-01540-1