
Results are given for a study of the effect of laser hardening without melting on structure, microhardness, and surface quality of previously heat-treated steel 4Kh5MFS. The effect of laser hardening production regime parameters (laser radiation power and treatment rate) on structure, microhardness, dimensions of laser action zone and treated surface roughness is established. It is shown that laser thermal hardening of steel 4Kh5MFS makes it possible to obtain surface microhardness of the order of 675–750 HV and roughness of the order of 0.6–1.2 μm. Estimates are also obtained for the effect of low-temperature annealing at 300°C on the change in size and microhardness of a laser hardening zone.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Laser thermal strengthening is a widespread method for improving wear resistance of working surfaces of a production tool, including deforming tools. In scientific and technical publications, there are quite extensive results of studying the effect of laser action on microhardness, structure and phase transformations of tool steels U10, Kh12M, 40Kh13, R6M5, KhGB, 9KhS (1–4, etc.). However, there is significantly less study of the questions of laser thermal strengthening of die steel 4Kh5MFS used extensively for manufacturing deforming tools operating at elevated temperature. Known work is mainly devoted to laser hardening of steel 4Kh5MFS with melting [5–7].
For example, results are given in [5] for a study of the microstructure, microhardness, and surface layer roughness of laser hardening with melting of die steels 3Kh2V8F and 4Kh5MFS. Treatment was carried out by means of a continuous CO2 laser. The authors showed that laser hardening with melting makes it possible to obtain a surface layer hardness of the order of 660–680 HV and surface roughness Ra = 294–46.8 μm.
The authors of [6] provided results of thermal strengthening with melting of a surface layer of die steel H13 (4Kh5MFS analog) by means of a solid-state continuous radiation laser. The effect was demonstrated of production parameters (radiation power, treatment rate, and laser spot defocusing) on strengthened surface microhardness and area. Parameters were determined for a production regime making it possible to prepare the greatest hardness. It was established that laser heat treatment with melting makes it possible to obtain a surface microhardness for test of the order of 800 HV. It was also determined that microstructure changes.
Different laser treatment methods were studied in [7] for die steel WCL (4Kh5MFS analog) by means of a CO2 laser. The following methods were considered: laser hardening and powder surfacing, laser alloying with amorphous boron. It was shown hardness of the order of 60 HRC is achieved with laser hardening in a narrow range of regimes providing phase transition of metal surface layers from a solid state into a liquid. In addition, the authors provided wear test results for surfaces subjected to strengthening. According to research results, in spite of somewhat lower hardness, the best wear resistance compared with other methods considered was exhibited by specimens given laser hardening.
Thus, the majority of research has been devoted to studying die steel laser hardening in a liquid condition, i.e., with melting. However, considering the possibility of using laser hardening as a finishing operation for manufacturing deforming tools, or as a first stage of combined treatment, for example, followed by coating deposition [8], surface melting is unacceptable, leading to considerable deterioration of its morphology. This makes it important to determine parameters of a laser hardening production regime providing a simultaneous increase in surface layer hardness of die steel 4Kh5MFS to 670–740 HV and retention of surface morphology, obtained in the course of a finishing operation (or insignificant deterioration).
The aim of the work is an experimental study of the effect of production regime parameters for laser hardening of die steel 4Kh5MFS on microhardness and geometry of the laser hardening without melting, and also establishment of the connection of laser thermal strengthening regimes with treated surface roughness parameters.
Specimens of die steel 4Kh5MFS were used in performing research with surface roughness Ra = 0.4 μm. The elemental composition of specimens obtained by means of an ARL ASVANT’X x-ray fluorescence sequential spectrometer is provided below (wt.%): C 0.39; Si 1.04; Mn 0.25; Ni 0.17; S 0.01; P 0.03; Cr 5.18; Mo 1.5; V 0.36; Cu 0.15.
Specimens were given preliminary heat treatment, including quenching from 1020°C with oil cooling followed by tempering at 500°C, which made it possible to obtain microhardness of 520–550 HV. Laser thermal strengthening of a specimen surface was carried out by means of a MKTA-1500 CO2 laser with nominal power of 1.5 kW with wavelength λ = 10.6 μm (with uniform distribution of power density of beam cross section).
Spot diameter d s of the laser beam during treatment was 8.5 mm, and effective spot diameter d eff.s = 4.75 mm (Fig. 1). Specimen treatment was carried out with prior application of water-soluble polymer light-absorbing coating MSTs-510. Laser radiation power P was measured in the range 650–750 W.

Quantitative distribution of power density within a laser radiation spot for focus at a distance of 35 mm: I is radiation intensity; d s and d eff.s are laser beam spot diameter and effective diameter.
The required treatment rate taking account of the light-absorbing coating selected, as in [9], was clarified by experiments. An evaluation criterion for minimum treatment rate for an individually selected power was intolerance of melting a test specimen surface being strengthened, and the maximum thermal strengthening effect. This made it possible from a range of treatments of 5–15 mm/sec to select the working range for a change in speeds of 8–10 m/sec providing high hardness values for a treated surface, but not leading to melting. Metallographic studies of microsectionsFootnote 1 were performed by means of Optika B-600MET and Optica SZ-CTV optical microscopes. Microsections were etched in 5% nitric acid solution in ethanol. Microhardness was measured both at the treatment surface and in transverse microsections by means of a Shimadzu HMV-2 microhardness meter with load on the indenter of 10 N and holding for 10 sec. Treated surface roughness was studied by mean of a Surftest SJ-210 Mitutoyo profilometer. Roughness parameter values were determined as the mean arithmetic result of ten measurements.
Evaluation of the effect of laser hardening regimes on surface microhardness and roughness parameters was carried out by means of a completely factored experimental planning method. The variable factors were taken as radiation power P and treatment rate v. Values of variable factors and their variation ranges are given in Table 1.
The planning matrix included four tests (planning 22). A regression analysis method was used in constructing the model. Evaluation of the significance of regression relationship terms was carried according to the Student criterion, and checking adequacy of the model obtained was performed by means of the Fisher criterion.
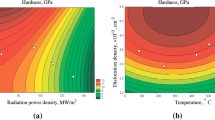
At first, a specimen surface was studied, subjected to laser hardening. A graphical relationship of given in Fig. 2 for steel 4Kh5MFS surface microhardness on laser heat treatment regimes. Isolines specify the change in microhardness function (numerical values on a Vickers scale are shown on lines) in the plane of two variables P and v. Comparative analysis of experimental data for surface microhardness shows that the range of regimes in question it changes in the range 675–750 HV, which exceeds the hardness of material being treated by 18–26%. High values of microhardness correspond to the maximumFootnote 2 radiation power and minimum treatment rate, and the least values correspond to the minimum radiation power and maximum treatment rate. It may be noted that a change in treatment rate has a somewhat greater effect on surface microhardness than a change in laser radiation power.

Effect of treated surface laser hardening production regime parameters on microhardness (Vickers scale).
The width of the laser hardening zone at a treated surface, caused by action of a laser beam, varied in all tests in the range 4.44–4.89 mm, and high values correspond to tests with the greatest radiation power. Data obtained for laser hardening zone width are in good correlation the value of d eff.s.
Then the change in microhardness through the depth of a laser action zone was studied in transverse microsections. Results of microhardness measurements, and also tests for the laser hardening corresponding to them (Fig. 3), indicate that the nature of the dependences for all tests is approximately the same and only differ in hardness values and the slope of curves. On the curves obtained, it is possible to separate several zones: laser hardened (higher than the original material hardness), tempered (lower than the original material), and basic metal (equal to the original material hardness). It is seen from curves that the most preferable regime from the point of view of providing a greater depth of laser hardening is with minimum value of v (curves 3 and 4). An increase in v to 10 mm/sec leads to a reduction in material heating depth above the Ac 1 temperature point, and as a consequence to a reduction in the laser hardening depth by 17–25% (curves 3 and 4).

Change in microhardness through depth of laser action zone: 1) P = 750 W, v = 10 mm/sec; 2) P = 650 W, v = 10 mm/sec; 3) P = 750 W, v = 8 mm/sec; 4) P = 650 W, v = 8 mm/sec.
At the same time, for regimes with maximum values of P (curves 1 and 3) the temperature corresponding to critical point Ac 3 is achieved at the greatest distance from the surface being treated, and this provides a greater extent of the laser hardening zone by 11–19% with a constant hardness level (complete hardening) than for minimum values of P (curves 2 and 4).
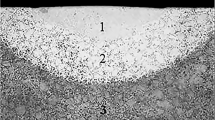
The layered nature of the microstructure corresponding to different zones is clearly seen in Fig. 4, where the depth is also given for laser hardening and tempering zones.

Dimensions of laser hardening and tempering zone: a) P = 750 W, v = 10 mm/sec; b) P = 650 W, v = 10 mm/sec; c) P = 750 W, v = 8 mm/sec; d) P = 650 W, v = 8 mm/sec.
Metallographic study of laser hardening and tempering zones, forming as a result of laser action at a steel surface, made it possible to reveal features of phase and structural transformations. Laser thermal strengthening of steel, the same as for other forms of hardening, in the heating stage is due to forming an austenitic structure and its transformation into decomposition products (martensite, carbides, and residual austenite) on cooling. However, considerable structural inhomogeneity arises, connected with the nature of austenite inhomogeneity. In addition, a feature of laser thermal strengthening is the fact that phase and structural transformations occur under conditions far from equilibrium as a result of extremely high heating and cooling rates. As a result of laser thermal strengthening, there is formation of a structure whose properties will be determined by the degree of completion of austenitizing processes. This is particularly typical for alloy steels, within which the diffusion mobility of carbon is low, and this makes it difficult to accomplish laser hardening with optimum degrees of austenitizing, i.e., with sufficient solid solution saturation and minimum carbide phase dissolution. Achievement of some value of microhardness will be determined by the quantitative ratio of the phases present: martensite, austenite, and carbides. It is important to note structural and morphological features of martensite (athermal, isothermal, martensite-troostite), which may a decisive effect on forming strengthened surface properties.
The following conclusions may be drawn on the basis of metallographic analysis results for the region of laser action close to a surface (Fig. 5).

Microstructure of laser action region close to surface: a) P = 750 W, v = 8 mm/sec; b) P = 750 W, v = 10 mm/sec.
At the surface of specimens with minimum laser treatment rates there is formation of finely dispersed acicular martensite, typical for high-carbon steels, which is apparently connected with the more complete austenitizing and enrichment of γ-solid solution with carbon (see Fig. 5 a). High cooling rates facilitate formation of small crystals, and this is especially typical for the so-called secondary martensite crystals, forming within the space of austenitic grains between primary crystals. It may be suggested that the amount of residual austenite in a surface zone is insignificant. Minimum treatment rates facilitate an increase in the dimensions of the incomplete hardening section, where a temperature above Ac 1 is reached, but below Ac 3 . In this section, there is formation of a hardened structures, including both martensite and a martensite-like structure.
With maximum treatment rates, at a surface there is also formation of a zone of martensitic crystals, but narrower, and having a well-differentiated boundary, below which the martensitic structures are less clearly defined, with a considerable amount of residual austenite (see Fig. 5 b).
Then considering the possibility of using laser thermal strengthening as a first stage of combined treatment, followed by coating deposition, the effect of low-temperature annealing on laser hardening zone dimensions and hardness were studied. For this, specimens subjected to laser thermal strengthening were heated to 300°C with soaking for 2 h followed by furnace cooling. The annealing temperature and holding time simulated thermal action regimes, arising within substrate material during coating deposition by magnetron-ion reactive sputtering. When analyzing the measurement results, it was established that low-temperature annealing by the regime indicated does not have a marked effect on the dimensions of the laser action zone and the nature of change in hardness over the depth of treated material. However, a reduction was noted in the level of microhardness by 15–30 HV, which is apparently caused by residual thermal stress relaxation. Performance of second and third annealing cycles did affect test specimen microhardness.
A study of the effect of laser hardening on treated surface quality showed that after laser action the original surface roughness deteriorates. From a graphical dependence, reflecting the effect of laser heat treatment regimes for steel 4Kh5MFS on surface roughness, i.e., Ra parameter (Fig. 6), it is seen that radiation power has a dominant effect on the value of Ra. For example, with an increase in P from 650 to 750 W the value of Ra changes in the range 0.6–1.2 μm. Treatment rate in the range in question does not have a marked effect on surface roughness, changing it by not more than 5%.

Effect of laser hardening production regime parameters on treated surface roughness (Ra, μm).
Thus, use during treatment of regimes with a maximum value of P and minimum values of v on one hand make it possible to achieve high surface hardness, and on the other leads to significant deterioration of its quality. In view of this, it is necessary in each specific case to consider requirements for hardness, depth of strengthened layer, and surface quality, and to optimize regimes for obtaining prescribed treated surface properties. Solution of this task is possible on the basis of features established in this work.
Conclusions
-
1.
The effect of laser hardening production regime parameters without melting for previously heat-treated steel 4Kh5MFS on structure, laser action zone dimensions, surface microhardness, change in microhardness over the depth, and treated surface quality, have been studied.
-
2.
Variation of laser radiation power from 650 to 750 W and treatment rate from 8 to 10 mm/sec, have a marked effect on laser hardening depth, microhardness, and treated surface quality, varying them in the ranges 0.64–0.86 mm, 675–750 HV, and 0.6–1.2 μm, respectively.
-
3.
Annealing at 300°C does not have a significant effect on laser action zone geometry and leads to a reduction in hardness over the depth of laser hardening zone by 15–30 HV as a result of residual stress relaxation.
-
4.
The experimental data obtained may find application in resolving the problem of forming prescribed properties for a surface layer of a deforming tool made of die steel 4Kh5MFS subjected to laser thermal strengthening.
Notes
The authors thank A. V. Shakirov for help demonstrated in preparing microsections and microhardness measurements.
Here and subsequently the terms “maximum” and “minimum” correspond to production regimes at variation levels +1 and −1, respectively (see Table 1).
References
A. G. Grigor’yants (ed.), I. N. Shiganov, and A. I. Misyurov, Laser Treatment Production Processes, Bauman MGTU, Moscow (2006).
N. A. Smirnova and A. I. Misyurov, “Features of structure formation during laser treatment,” Vestn. MGTU Baumana. Mashinistroenie, No. 5, 115–130 (2012).
V. S. Korostelov and N. A. Kirillina, “Analysis of Strengthening a cutting tool made of steel 40Kh13 under laser heating conditions,” MiTOM, No. 3, 38–41 (2011).
A. N. Safonov, “Structure and surface layer microhardness of iron-carbon alloys after laser hardening,” MiTOM, No. 2, 20–25 (1996).
T. Dikova, “Surface modification of 3Ch2W8F and 4Ch5MFS steels by CO2 laser,” Fund. Sci. Applic.: J. Plovdiv Techn. Univ., 13, No. 7, 81–90 (2006).
Ho Jun Shin and Young Tae Yoo. “Microstructural and hardness investigation of hot-work tool steels by laser surface treatment,” J. Mater. Process. Technol., 201, 342–347 (2008).
A. Ya. Panchenko, I. N. Shiganov, A. I. Misyurov, et al., “Use of laser technology for improving working surface quality of a die tool,” Tekhnol. Mashinostr., No. 18–22 (2003).
A. V. Aborkin, V. V. Ryabkova, and D. V. Abramov, “Friction and wear of nitride and carbide coatings on contact with aluminum,” Trenie Iznos, No. 4(34), 387–396 (2013).
V. V. Morozov, A. N. Shlegel’, and A. V. Aborkin, “Empirical models of laser hardening for the working edges of glass molding machine forming set components,” Fund. Prikl. Probl. Tekhn. Tekhnol., No. 2(286), 79–84 (2011).
This study was carried out with financial support of the Russian Foundation for Basic Research within the scope of scientifi c project 14-08-97517 r-tsentr_a and RF President grant MK-3040.2015.8 for young scientists.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, No. 7, pp. 56–61, July, 2015.
Rights and permissions
About this article

Cite this article
Aborkin, A.V., Vaganov, V.E., Shlegel’, A.N. et al. Effect of Laser Hardening on Die Steel Microhardness and Surface Quality. Metallurgist 59, 619–625 (2015). https://doi.org/10.1007/s11015-015-0148-8
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-015-0148-8