
Surface treatment of metals by pulsed laser radiation in the range of colored oxide structure formation makes it possible to obtain a quasi-amorphous nanostructured layer. Metal surface oxide films of different chemical and mechanical structure are formed under laser action. They determine, in addition to surface microgeometry, its coloring. Currently, there is no single opinion about the composition of oxide films formed on the surface of metals as a result of laser processing. Therefore, determination of the conformity of oxide film composition to a certain color formation is of scientific and practical interest. The object of research is specified areas of a 12Kh18N10T steel surface, painted in contrasting colors as a result of laser marking with different parameters. As a result of the study, the chemical and phase composition of oxide films for coloring a metal surface are determined with prescribed laser marking.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Laser radiation may affect a change in metal component surface layer properties. In this case there is formation of different forms of oxide structure with special properties, including those affecting formation of various metal surface coloring. Component colored laser marking is a promising area in the field of improving protection of product from falsification, and this method may be used extensively in industrial production. Laser radiation technology for heating a metal component surface makes it possible to operate an extensive series of surface laser treatment methods, facilitating control of surface layer properties [1].
A surface layer concerns a small size nano-cluster whose properties are mainly determined by electron structure. Formation of a structure depends upon composition and correspondingly action of an external medium. Treatment of a metal surface by pulsed laser radiation in the range for forming colored oxide structures makes it possible to prepare a quasi-amorphous nanostructured layer. Metal oxide nanoparticles of a quasi-amorphous layer may develop unique properties, not only optical, but also protective due to the small size and high density of surface-active centers [2, 3].
Laser marking due to active leading scientific research has acquired the status of competitiveness, and it is a promising and dynamically developing production area. This is one of the most precise and reliable contemporary methods for protecting metal components from forgery, and the possibility of applying required information to objects [4,5,6]. By means of high quality marking strict consideration of each unit of an object produced by an enterprise is accomplished [7,8,9]. In this case product control is conducted not only within an enterprise, but also after its implementation. Application of marking upon metal products is extremely important and is required within such branches as instrument building, the aviation industry, automobile construction, and in the production of various tools, etc. [10,11,12].
In this case an essential fact is that an image is applied to a metal surface with high precision without mechanical action upon an object [13]. Due to achievement of an almost diffraction limit of laser beam diameter the possibility has appeared for reducing the area treated. During application of different information to a prepared component it is possible to avoid significant surface deformation. Laser pulsed action makes it possible to create a completely colored metal surface [14,15,16].
As a result of features of the production process sometimes labelling of mass produced components should be available for incorporation by service personnel without instruments. In this case colored laser marking is irreplaceable.
The effect of coloring a metal surface with action of laser radiation may be caused by different processes. Probably there is formation at a metal surface of thin oxide films, although formation of other compounds is not excluded [17, 18].
Statement of the Problem
During laser action upon a metal surface there is formation of oxide films of different chemical and phase compositions. They determine, apart from the effect of surface microgeometry, its color. In view of this the process of color formation during laser marking is quite complex, which suggests performance further research [19].
The Aim of This Work is to determine the effect of oxide film chemical and phase composition on metal surface coloring during laser marking.
Methods and Materials
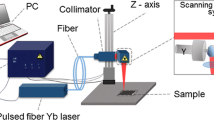
The object for study was parts of the surface of stainless steel 12Kh18N10T, colored in contrasting colors as a result of laser marking with different parameters. In order to apply a colored image on test metal plates there was use of a YLP-Fi HansLaserMars model 201 pulsed fiber laser operating together with Marketing Software 6.0 software, installed in a personal computer. By means of a special MarketingSoftware 6.0 program it is possible to prescribe the required laser treatment regime, geometric parameters, length and width of labelled objects, laser radiation parameters, scanning rate, laser beam movement, and flooding strategy. The properties of the HansLaserMarsJ pulsed fiber laser used during performance of the work:
Central wavelength, nm | 1064 |
Line spectral width, nm | 30 |
Nominal average input power, W | 20 |
Pulse duration at frequency 40 kHz, nsec | 120 |
Pulse sequence frequency, kHz | 20–100 |
Peak power instability, % | 5 |
Output fiber length, m | 3 |
In order to identify the color images obtained an international color evaluation scale according to the RAL standard was selected.
RAL is one of the most widespread systems used currently for evaluating colors. The standard is based on spectra and any color tone is noted by the prefix RAL and a numerical index.
During performance of the study the most varied significant specimens were studied in different color groups according to the RAL scale, obtained using laser radiation with the parameters provided in Table 1.
Visual perception of colors was recorded by means of an AxioObserver D1M microscope at a magnification of ×200.
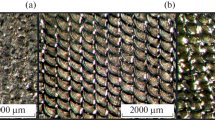
Test specimen microstructure: fern green (RAL 6025 group); red-orange (RAL 2001 group); dark-green (RAL 6012 group); golden-yellow (RAL 1004 group) is provided in Fig. 1.

Test specimen microstructure: (a) green fern (group RAL 6025); (b) red-orange (group RAL 2001); (c) dark-green (group RAL 6012); (d) golden-yellow (group RAL 1004).
Phase and chemical composition of a specimen surface was studied using a Rigaku X-ray diffractometer by analyzing thin films in sliding beam geometry.
Results Obtained and Analysis. The effect of metal surface coloring under action of laser radiation is undoubtedly connected with formation of thin oxide films whose composition has an active effect on color of a treated metal surface [19].
The microstructure is shown in Fig. 2 with arrangement of the points of test chemical composition at a specimen surface.

Position of study points on steel 12Kh18N10T surface treated by laser radiation with different parameters: (a) RAL 6025 “green fern”; (b) RAL 2001 “red-orange”; (c) RAL 6012 “dark-green”; (d) RAL 1004 “golden-yellow”.
The chemical composition of the specimen surface points studied is provided in Table 2-5.
Instrument recording of results of high quality phase analysis of oxide surface films for the specimens studied is provided in Table 6.
Results of phase analysis of surface films obtained as a result of performing this study are provided in Table 7.
Qualitative phase analysis of oxide films upon a steel 12Kh18N10T surface, formed as a result of laser labeling, showed presence of iron oxide (Fe3O4) and nickel oxide (NiO4). In addition, a solid solution of nickel and chromium in iron was observed. These elements exhibit similar crystal chemistry parameters [20]. Presence may also be proposed at the surface of specimens of a protective oxide film of chromium whose presence is probable since the steel chromium content is very high (18%). With each laser treatment regime its own surface chemical and phase compositions corresponded [21,22,23]. Attention is drawn to the fact that film coloring is changed to a significant extent by the weight fraction of phases, for example iron oxides: from 56% in films of a “fern green” specimen (group RAL 6025) up to 13.1% in films of a specimen of “golden-yellow (group RAL 1004). Also recorded is presence of NiO4Fe2.6⋅O4 composition nanoparticles that may appear according to the opinion of a number of researchers, not only optical, but also protective properties [2, 3].
Conclusion
Colored laser labelling is a promising direction in improvement of protection of products from forging. This labelling of a metal component surface answers the requirements for quality and endurance if an applied image. As a result of conducting this work chemical and phase compositions have been determined for surface layers of differently colored specimens of stainless steel 12Kh18N10T with prescribed laser labelling. A significant effect has been established for the change in ratio of phase weight fraction on surface coloring. Presence has been determined at a surface of a quasi-amorphous layer of nanoparticles of the composition NiO4Fe2.6⋅O4, which may develop unique properties, not only optical, but also protective.
References
A. Valiulin, S. Gornyi, U. Grechko, M. Patrov, K. Yudin, and V. Yurevich, “Lasser labelling of materials,” Fotonika, No. 3, 16–22 (2007).
D. S. Ivanov, A. Blyumenstain, B. Retfel’d, V. P. Veiko, et al., “Formation of nanosize structures within a metal surface layer during action of ultrashort laser pulse of the ultraviolet range,” Nauch.Tekhn. Vestn. Informats. Tekhnol. Mekhaniki Optiki, 17, No. 1, 1–15 (2017); https://doi.org/10.17586/2226-1494-2017-17-1-1-15.
D. Dusser, Z. Sagan, H. Soder, et al., “Controlled nanostructures formation by ultrafast laser pulses for color marking,” HAL-Hyper Article en Ligne, Université Jean Monnet — Saint-Etienne 157; [Electronic resource]: https://hal-ujm.archivesouvertes.f; https://doi.org/10.1364/OE.18.002913.
A. Yu., Zarapin, I. A. Levitskij, A. S. Mokretsov, and N. A. Chichenev, “ Modeling of rolling the three-layer bands with resistance heating,” Stal’, No. 7, 61–64 (1999); ISSN: 0038–920X.
E. A., Mazhirin, N. A. Chichenev, and V. D. Zadorozhnyi, “ Modernizing the track units of the 2800 thick-sheet mill at OAO Ural’skaya Stal,” Steel in Translation, 38, No. 12, 1048–1050 (2008); https://doi.org/10.3103/S0967091208120255.
S. V. Samusev, V. A. Fadeev, and T. Y. Sidorova, “Development of effective roll-pass designs for production of longitudinally welded pipes of small and medium diameters,” Metallurgist, 64, No. 7-8, 658–664 (2020).
S. P. Eron’ko, S. M. Gorbatyuk, M. Y. Tkachev, and E. V. Oshovskaya, “ Design improvement and operation modeling of eaf gas exhaust system of a foundry shop,” Izvestiya Ferrous Metallurgy, 62, No. 1, 34–41 (2019); https://doi.org/10.17073/03680797-2019-1-34-41.
A. V. Nefedov, T. G. Shkurko, N. A. Chichenev, and N. V. Kholodova, “ Modernization of a wagon-conveyor for transport of agglomerate and other materials,” Izv. Vuzov. Chern.Met., 55, No. 11, 824–830 (2022).
M. Naumova, I. Basyrov, and K. Aliev, “Reengineering of the ore preparation production process in the context of “Almalyk MMC” JSC,” MATEC Web of Conf., Vol. 224, Article No. 01030 (2018); https://doi.org/10.1051/matecconf/201822401030.
S. P. Eron’ko, E. V. Oshovskaya, and M. Y. Tkachev, “Fast replacement of submersible tundish nozzles in a continuous slab-casting machine,” Steel in Translation, 46, No. 1, 33–38 (2016); https://doi.org/10.3103/S0967091216010034.
S. M. Gorbatyuk, I. G. Morozova, and M. G. Naumova, “Development of the working model of production reindustrialization of die steel heat treatment,” Izvestiya Ferrous Metallurgy, 60, No. 5, 410–415 (2017); https://doi.org/10.17073/0368-0797-2017-5-410-415.
V. L. Petrov, “ Analytical review of a system for preparing mining engineers within Russia,” Gorn. Nauki Tekhnol., 7, No. 3, 240–259 (2022).
O. Yu. Ganzulenko, E. V. Larionova, and A. P. Petkova, “ Laser marking technology for serial components of metal and polymer materials with the aim of protecting them from forgings and identification,” Internet J. NUKOVEDENIE, No. 5(18); Access regime: http://naukovedenie.ru/PDF/72tvn513.pdf.
N. A. Chichenev, S. M. Gorbatyuk, M. G. Naumova, and I. G. Morozova, “Using the similarity theory for description of laser hardening processes CIS,” Iron and Steel Review, 19, 44–47 (2020); https://doi.org/10.17580/cisisr.2020.01.09.
E. V. Larionova, Development of Technology for Preparing Reproducible Multicolour Images on Metal Surfaces Using Lasers, Diss. Cand. Techn. Sci., 17.00.06, St Petersburg (2010).
T. A. Kuz’mina and V. B. Masyagin, “Laser engraving as a contemporary labelling method,” Coll. Articles XVII Internat Sci.-Tech. Conf. “Scientific Community of XXI century, “Technical Sciences” (Novosibirsk, Russia, 18 Feb. 2014).
S. G. Gornyi and K. V. Yudin, “Use of labelling in industry,” Metall. Tekhnol. Razmer. Obrabotki, No. 6(18), 21–23 (2003).
O. Yu. Ganzulenko and A. P. Petkova, “Selection of steel composition with the aim of obtaining a complete color range at the surface of components with pulsed laser radiation,” Zap. Gorn. Inst., 209, 216–219 (2014).
N. V. Karlov, N. A. Kirichenko, and B. S. Luk’yanchuk, Laser Thermochemistry. Bases and Application [in Russian], Nauka, Moscow (1992).
A. N. Veremeevich, S. N. Gorbatyuk, V. M. Zharikov, and V. A. Nagovitsyn, “Prospects of using laser production equipment in metal treatment,” Zagotovit. Proizvod. Mashin., 19, No. 7, 331–335 (2021); https://doi.org/10.36652/1684-1107-2021-19-7-331335.
S. M. Gorbatyuk, A. A. Gerasimova, and A. G. Radyuk, “Using the coating for the diffusion layer OBTAINING on the walls of the mold (CCM),” Metallurgical and Mining Industry, 7(9), 1085–1088 (2015).
A. Gerasimova, O. Mishedchenko, and V. Devyatiarova, “Determination of temperature conditions for steel plate rolling at Vyksa Steel Works (AO VMZ),” IOP Conf. Series: Materials Science and Engineering, Vol. 709 (2), Article No. 022016 (2020), https://doi.org/10.1088/1757-899X/709/2/022016.
A. Keropyan, A. Gerasimova, and K. Goloshapov, “Influence of the track gradient on the contact temperature at the wheel-rail zone for open-pit locomotives,” MATEC Web of Conf., Vol. 129. Article No. 06009 (2017); https://doi.org/10.1051/matecconf/201712906009.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, Vol. 67, No. 2, pp. 63–69, February, 2023. Russian DOI:https://doi.org/10.52351/00260827_2023_02_63.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Morozova, I.G., Naumova, M.G., Nagovitsyn, V.A. et al. Qualitative Phase Analysis of Oxide Films on a Steel 12KH18N10T Surface Formed as a Result of Applied Laser Marking. Metallurgist 67, 191–200 (2023). https://doi.org/10.1007/s11015-023-01506-3
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-023-01506-3