
The structure and properties of the hot-extruded Ti–3Al–2.5V pipe 90.0 × 20.0 mm in cross section subjected to vacuum annealing are studied using methods of macro-, micro-, X-ray analyses, tensile and Vickers hardness tests. It is shown that during vacuum annealing within the microstructure there is development of α-phase and formation of a more equilibrium (α + β)-condition compared with the condition after hot extrusion, and these changes are reflected in phase parameters, their volume fraction and chemical composition. It is shown that development of recrystallization processes through a pipe cross section also play a specific role in forming the textural condition in different areas of the cross section (outer surface, 1/2 wall thickness, inner surface of the pipe). It is noted that vacuum annealing facilitates a reduction in the scatter of hardness in a pipe cross section and to formation of the combination of mechanical properties with good ductility and a moderate strength level.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Pseudo-α-alloy Ti–3Al–2.5V (Grade 9) is used extensively for preparing pipe components, including by TREX (Tube Rolling Extrusion) technology [1]. Pipes of this alloy operate in marine complexes, and also are used in aerospace systems [2, 3]. TREX technology, assimilated under conditions of the TMK Group plant applied to alloy Ti–3Al–2.5V, includes several main production operations [4], i.e., preparation by hot extrusion of pipe that is the subjected to cold rolling to the final size. Between deformation operations for pseudo-α-alloy it is often necessary to conduct vacuum annealing [5]. In particular, this makes it possible to provide a reduction in hydrogen content after hot extrusion to a safe level [6], in order to avoid development embrittlement during cold deformation [5]. The authors in [4, 7, 8] have considered production aspects of forming the structure and properties of hot-extruded pipes of this alloy. In this case in order to perform pipe cold deformation it was subjected to vacuum annealing for 120 min. Choice of the vacuum annealing temperature was accomplished on the basis of recommendations lodged in [5]: the lower limit of the annealing temperature range should correspond to the temperature range 550–600 °C with the aim of providing dissolution of an oxide film in a vacuum and the upper limit of the temperature of not more than 800 °C since at higher temperature there is active development of vacuum etching of the surface. Proceeding from this considering the relatively low (≈ 0.2 Pa) degree of vacuum in the industrial furnace used for annealing, a temperature of 750 °C was selected, i.e., close to the upper limit, which makes it possible to accelerate the dehydrogenation process.
The aim of the work is to study formation of the structure, phase composition, and properties of hotextruded pipe material of alloy Ti–3Al–2.5V after vacuum annealing.
Material and Research Procedure
Specimens used for the study were selected from hot-extruded pipes of the test alloy. The titanium alloy chemical composition (average according to the certificate) Ti–3Al–2.5V, wt.%: base Ti, 3.06 Al, 2.67 V, 0.15 Fe, 0.102 O, 0.004 N, 0.007 C.
Macrostructural, microstructural, X-ray structural, and hardness analyses, and also mechanical property tests in tension were used for the study.
An OLYMPUS GX51 optical was used for microstructural studies. Microsection etching was performed in aqueous nitric and fluoric acids in the ratio HF : HNO3 : H2O = 1 : 3 : 5.
X-ray phase analysis was performed in a Bruker D8 Advance unit in copper Kα-radiation in the range of angles 2θ = 34–102°. The method of complete Rietveld analysis [9] was used for quantitative X-ray phase analysis employing TOPAS® 4.2 software.
Mechanical tests in static tension according to GOST 1497-84 were conducted in a CCU MTS-Insight 100 rupture machine using proportional cylindrical specimens cut in the longitudinal direction. Vickers hardness measurement (GOST 6507-1-2007) was carried out in a Zwick/Roell ZHU type 6187-5 LKV universal hardness meter with a load of 100 kg (980.7 N). Hardness measurement in a specimen was carried out from the inner to the outer surface of a transverse pipe section with a pitch in the radial direction of 3 mm between indentations.
Structural studies carried out by a scanning electron microscope using a Zeiss Auriga instrument that also made it possible to determine local alloy chemical composition by X-ray microanalysis (XMRA) using an Oxford Inca attachment and to accomplish textural analysis of specimens by means of an attachment for HKL back-scattered electron diffraction.
Research Results and Discussion
In order to determine the phase composition of a test specimen a diffraction pattern for a longitudinal section was recorded (Fig. 1).

Diffraction pattern after vacuum annealing of a Ti–3Al–2.5V alloy specimen composed by the Rietveld method.
Only lines for α- and β-phases are present in a diffraction pattern, which have the following parameters: аα = 0.2937 nm, cα = 4677 nm, c/aα = 1.5925, аβ = 0.3196 nm. Comparison of the data obtained with data for hot-extruded pipe before vacuum annealing (Vβ = 5.5%, аβ = 0.3222 nm, c/aα = 1.5908) makes it possible to conclude that performance of vacuum annealing with slow furnace cooling facilitates preparation of a more uniform α + β-condition with a smaller volume faction of β-phase within the pipe structure, and correspondingly with smaller lattice spacing (aβ) and large с/а α-phase parameter.
As in the case of annealed hot-extruded condition, the maximum intensity in diffraction patterns in a longitudinal section applies to line 0002α, which is typical for the tangential (circumferential) basic texture [10] when the normal to the plane of base 0001α coincides with the tangent to the circumference in a pipe cross section.
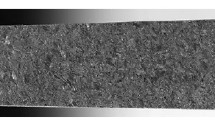
The microstructure of annealed hot-extruded pipe specimens in transverse and longitudinal sections, selected from different areas (for the inner surface, at half the wall thickness, and at a pipe outer surface) is given in Fig. 2.

Microstructure in longitudinal (a), (c), (e) and transverse (b), (d), (f) sections of Ti–3Al–2.5V alloy pipe in annealed condition: (a), (b) in specimen outer surface; (c), (d) at half wall thickness; (e), (f) at specimen inner surface.
In a transverse cross section the grain structure appears to be relatively equiaxed, but in a longitudinal section grains of α-component are predominantly extended along a pipe axis, coinciding with the extrusion direction (see Fig. 2); β-phase is arranged between α-phase grains in the form of compact areas, represented by point local formations. It has been revealed that after vacuum annealing alongside α-phase grains extended during hot extrusion, recorded in [10], primary recrystallization develops for α-phase grains of equiaxed shape with a size of 15–20 μm, including with annealing twins. The amount of recrystallized α-phase grains is at a maximum at the outer surface of a hot-extruded pipe and decreases with advance towards the inner surface (see Fig. 2). This change in structure during vacuum annealing confirms the fact that of greater deformation warm-up of a pipe inner surface during extrusion established in the course of studying hot-extrude pipes without annealing. This apparently facilitates more complete removal of strain work hardening as a result of extrusion in these areas and reduces the stimulus for recrystallization during subsequent vacuum annealing (see Fig. 2).
A typical form of the alloy microstructure in a longitudinal section, obtained by scanning electron microscopy (SEM) and data for local for the local chemical and phase compositions in this structure, obtained by the XMRA method, are provided in Fig. 3. Analysis of the microstructure of annealed pipe revealed by the SEM method (see Fig. 3) confirms optical microscopy data pointing to presence within it of areas with both a recrystallized (see Fig. 3b) and also unrecrystallized α-phase (see Fig. 3c). Residual β-phase is localized in the form of predominantly extended, in a number of cases equiaxed, lighter areas between α-grains (see Fig. 3). The thickness of these areas is normally not more than 1 μm.

Pipe material structure in annealed condition in longitudinal section (a), area of spectrum recording by XMRA method and chemical composition corresponding to it (b), (c).
XMRA data (see Fig. 3b, c) has shown that the chemical composition of α- and β-phases formed in the structure differ considerably. In all of the test pipes β-phase contains a maximum amount of vanadium and iron, and a minimum amount of aluminum, but α-phase conversely. On the basis of data of Fig. 3b it may be concluded that in the test hot-extruded pipes β-phase contains ≤ 1% Al, 20.8% V, 13.6% Fe, and α-phase contains ≤ 3.6% Al, 2.1% V, and it hardly contains Fe. On the whole in test alloy Ti–3Al–2.5V under equilibrium conditions in α-phase the aluminum content on average is higher by a factor of five, vanadium is approximately ten times lower than in β-phase, and iron is almost entirely concentrated in β-phase. This is in good agreement with data in [11] for the solubility of these elements in α- and β-phases.
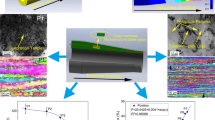
In order to analyze the change in textural composition of α-phase as the main structural component of Ti–3Al–2.5V alloy, the method of back-scattered electron diffraction was employed. Records were made of a longitudinal section of pipe at an outer surface, at half the wall thickness, and at the inner surface. Specimens during recording were arranged in order that the direction of the pipe axis, coinciding with the extrusion direction (ED), corresponded to axis X during recording, the direction along the pipe radius (RD) corresponded to axis Y during recording, and the direction over the tangent to the pipe circumferences, or the tangential direction (TD), coincided with the Z direction during recording. Direct pole figures (DPF) obtained in the course of studies for base planes {0001}, first and second order prisms {10–10}, {11–20} correspondingly, and also images of the areas analyzed along the X, Y, and Z axes in diffraction contrast are given in Fig. 4.

Direct pole figures of α-phase and images along Z(TN) axis in diffraction contrast recorded from the outer surface (a); 1/2 wall thickness (b); inner surface (c); stereographic triangle (d) for annealed pipe.
Analysis of the DPF obtained for a specimen after vacuum annealing showed they have certain similarity for all three of the areas analyzed, i.e., maximum intensity of poles in plane {10–10} along the X axis, i.e., along the pipe axis in the ED, and location of the poles from the base plane {0001} close to the Z axis, i.e., close to the tangential direction (see Fig. 4). This is typical for the texture of a circular prism of a pipe that formed during pipe hot extrusion and evidently is inherited during vacuum annealing. At the same time, it should be noted that the tangential texture obtained has a different degree of perfection through a pipe cross section. This is indicated by the different intensity of maximum pole densities, which decrease from the inner area to the outer (from 36 to 9 units, see Fig. 4). Besides, the position of the poles for the base of maximum intensity in DPF differ somewhat. For the inner surface there it is typical that that pope with high intensity is almost the same and very close to the Z axis (see Fig. 4c). At 1/2 the wall thickness there are already two base planes, and they are located on both sides of the Z axis (see Fig. 4b), and at the outer surface of poles there are several, and they are located close to lines joining axes Z and Y (see Fig. 4a).
The differences observed are connected with the different level of development of recrystallization process through the cross section of hot-extruded pipe, which as noted in the course of structural studies, after vacuum annealing proceeds more actively close to the outer surface and a to a lesser extent as the inner surface is approached. As a result of this, due to appearance of new orientations, connected with formation of recrystallized α-phase grains, there is weakening of the surrounding texture, typical for a hot-worked condition, especially for the outer surface, to a lesser extent at half the wall thickness, and a minimum at the inner surface. This clearly confirms the representation of the areas analyzed on the Z axis in diffraction contrast, provided in Fig. 4: the proportion of new recrystallized α-phase grains with an orientation differing from the main deformed condition (predominantly red in color (see Fig. 4)) decreases from the outer towards the inner surface.
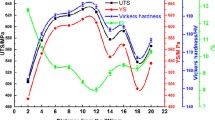
Vickers hardness values of the hot-extruded pipe studied are given in Table 1, and the average values are taken from results of no fewer than eight measurements in a section.
Comparison of the data obtained shows that annealing of hot-extruded pipe in a vacuum facilitates an insignificant reduction in hardness (on average by one unit) compared with a hot-extruded condition without annealing, which is most probably connected with compensation of weakening due to occurrence of recrystallization processes during annealing with some strengthening due to more compete β-solid solution decomposition with slow cooling from the annealing temperature.
In a transverse section of annealed pipe the hardness has a tendency towards an increase by four units from the inner surface towards the outer surface, which may be connected with the inherited nature of a change in hardness of hot-extruded pipe (see Table 1). It should also be noted that vacuum annealing after hot extrusion provides a marked reduction in hardness value scatter throughout a whole pipe cross section, i.e., the difference between maximum and minimum values is reduced to a factor of 1.5.
Results of mechanical property breaking tests showed that hot-extruded pipe after annealing has the following set of properties: σ0.2 = 590 MPa, σf = 660 MPa, δ = 18%. The set of properties formed in an annealed pipe surpasses with respect to strength and ductility the level of properties laid down for pipe of this alloy in an annealed condition by international standards (σ0.2 ≥ 480 MPa, σf ≥ 620 MPa, δ ≥ 15% [12]). Values of ultimate breaking strength and ductility properties obtained are comparable with those in a hot-extruded condition (σ0.2 = 530 MPa, σf = 665 MPa, δ = 19%), and the yield strength is higher by 60 MPa that is probably connected with grain structure refinement due to development of recrystallization processes.
Conclusion
Therefore vacuum annealing of Ti–3Al–2.5V hot-extruded pipe facilitates:
development of α-phase recrystallization and formation of a more equilibrium α + β-condition, facilitating a change in phase parameters, their volume fraction, and chemical composition compared with these pipe parameters after hot-extrusion;
preferred inheritance of the textural condition of α-phase formed during hot extrusion, and in fact circumferential, rounded (tangential) texture {0001} ТD < 10–10 > ED. The intensity of this texture component decreases from the inner towards the outer pipe surface due to more active development of recrystallization processes at an outer pipe surface;
a reduction in the scatter of hardness over the cross section of hot-extruded pipe and preparation of a set of mechanical properties combining good ductility with an average strength level.
Research was carried out due to a grant of the Russian Scientific Fund (project No. 18-79-10107).
References
V. G. Smirnov, B. G. Krokhin, and V. S. Kalinin, “Assimilation of production of high quality pipe billets (TREX) of titanium alloys for aerospace hydraulic systems,” Titan, No. 1, 36–39 (2003).
C. E. Forney and S. E. Meredith, Ti–3Al–2.5V Seamless Tubing Engineering Guide, Sandvik Special Metals Corp., Kennewick, Wash., USA (1990).
A. A. Il’in, B. A. Kolachev, and I. S. Pol’kin, Titanium Alloys. Composition, Structure, Properties. Handbook [in Russian], VILS MATI, Moscow (2009).
Ya. I. Kosmatskii, E. A. Filyaeva, N. V. Fokin, et al., “Determination of the technological possibility of preparing a new form of seamless TREX pipe made of titanium alloy Ti–3Al–2.5V,” Kachestvo Obrab. Materialov., No. 2(6), 15–22 (2016).
B. A. Kolachev, R. M. Gabidulin, and Yu. V. Piguzov, Non-Ferrous Metal Heat Treatment Technology [in Russian], Metallurgiya, Moscow (1992).
B. A. Kolachev, V. V. Sadkov, V. D. Talalalev, and A. V. Fishgoit, Vacuum Annealing of Titanium Structures [in Russian], Mashinostroenie, Moscow (1991).
A. G. Illarionov, Ya. I. Kosmatskii, E. A. Filyaeva, et al., “Experimental determination oft eh temperature parameters for evaluating the possibility of preparing hot-extruded pipes of alloy Ti–3Al–2.5V,” Metallurg, No. 9, 83–87 (2016)
Ya. I. Kosmatskii, N. V. Fokin, and E. A. Filyaeva, “Study of deformation capacity for titanium alloy Ti–3Al–2.5V and evaluation of technological possibility of preparing hot-extruded pipes from it,” Titan, No. 2(52), 18–22 (2016).
H. M. Rietveld, “A profile refinement method for nuclear and magnetic structures,” J. Appl. Crystallography, No. 2, 65–71 (1969).
SANDVIK Ti GRADE 9 “Tube and pipe, seamless,” SANDVIK datasheet (2017).
U. Tsvikker, Titanium and its Alloys [in Russian], Mir, Moscow (1979).
R. Boyer, G. Welsch, and E. W. Collings, Materials Properties Handbook: Titanium Alloys, ASM International, The Material Information Society (1994).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, Vol. 63, No. 7, pp. 71–77, July, 2019.
Rights and permissions
About this article

Cite this article
Pyshmintsev, I.Y., Kosmatskii, Y.I., Gornostaeva, E.A. et al. Structure, Phase Composition and Mechanical Properties of Hot-Extruded Ti–3Al–2.5V Pipe After Vacuum Annealing. Metallurgist 63, 751–758 (2019). https://doi.org/10.1007/s11015-019-00885-w
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-019-00885-w