
Based on the results of experimental radial-shear rolling of continuously cast anodic copper billets (rods) using a 10-30 mini-mill at 750 and 850°C, a part-through fracturing from within the billets has been discovered. The volume of cavities formed as a result of such fracturing appears to be more significant at 750°C. A simulation of rolling under experimental conditions was performed using DEFORM software, and the efficiency of applying a finite-element analysis computing environment for predicting fracturing was evaluated. An adequate correlation was established between the obtained estimates of the metal ductility under different deformation temperatures, as well as the probability of formation and dimensions of discontinuities and experimental data. The comparison between the shrinkage cavity depths of the billets based on the results of computer simulation has shown that the ductility of the rod material is higher at 800°C. Based on the analysis of variation in values of the rigidity coefficient under stress condition along the radius of the billet near the end of it, as well as analysis of the path described by the points located along the billet radius in the “cumulative deformation – rigidity coefficient under stress condition” coordinates while in the deformation zone, obtained as a result of computer simulation, it has been established that fracturing at 750°C should be more significant than at 800°C. Recommendations are provided regarding further use of the results of computer simulation to estimate the size of the regions, within which fracturing is expected to occur under the given rolling conditions.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Predicting deformability of the continuously cast billets (CCB) using screw rolling is important. In a number of studies, including Ref. [1], it is noted that no common opinion exists with respect to the causes of billet fracturing during when using screw rolling mills.
It is also noted that in case of two-roll screw rolling, the level of deformability of the billets is limited to axial fracturing in the central portion of the rod [2], and in case of three-roll rolling, including radial-shear rolling [3], the it is limited to circular fracturing in the peripheral zone [4].
Considering the specifics of the screw rolling processes, it is difficult and sometimes impossible to conduct experimental studies to determine the characteristics of deformation. Currently, when studying the specifics of deformation during screw rolling processes, including fracturing, computing environments of the finite-element analysis are effectively used.
In Ref. [5, 6], computer simulation was used to predict fracturing of the round billets during two-roll screw rolling by using finite-element analysis, and the adequacy of such simulation was verified by comparing the results with experimental data. As shown in Ref. [6], screw rolling, and primarily, two-roll rolling is being extensively and effectively studied by using computer simulation. A three-roll screw rolling has been studied by using various computing environments of the finite-element analysis in Ref. [7,8,9]. In studies [10, 11], the efficiency of using the LS-DYNA computing environment has been shown as applied to the study of the variation parameters of the stress-strain condition during three-roll radial-shear rolling of titanic alloy billets. In study [12], a controlling effect of the metal extrusion paths on deformability of the billets during radial-shear rolling has been shown.
A number of works in the field of three-roll rolling, including Ref. [13], are dedicated to studying billet fracturing. However, the application of computer simulation for predicting such fracturing was discovered only in Ref. [14]. In their studies, the authors used the MSC SuperForm computing environment for predicting fracturing by using the Oyane fracture criterion [6, 14]. The data obtained based on the simulation results do not disagree with the existing theoretical views concerning the variation of the stress-strain condition parameters during three-roll screw rolling, however, the study lacks a comparison of the obtained data with the results of experimental rolling.
Considering that finite-element analysis based computer simulation is quite effective when predicting billet fracturing during two-roll screw rolling, it would be interesting to see if this method can be used to predict fracturing during three-roll screw rolling.
The objective of this study is to predict fracturing during three-roll radial-shear rolling of copper rods by using a finite-element analysis based computing environment DEFORM, and to verify the adequacy of the obtained data regarding fracturing (using DEFORM) by comparing them with the fracturing data obtained as a result of experimental rolling of copper rods by using an RSP 10-30 type mill.
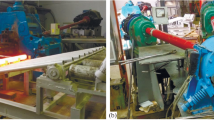
Experimental Rolling was Carried Out on RSP 10-30 mill [15, 16]. Billets having a length of 150 mm and diameter of 25 mm, obtained by a horizontal continuous-casting machine (CCM), were subject to deformation. The billets were made of phosphorus-containing anode copper of the following chemical composition, wt. % [17]: Cu – 99.94; Fe – 0.001; S – 0.001; Pb – 0.001; Sb – 0.001; Ni – 0.001; As – 0.001; P – 0.04 to 0.07; O – 0.001; and Bi, Cd, Mn, Sn, Mg – 0.001. The diameter of the produced rod was 12 mm. Rolling was conducted at a billet temperature of 750 and 800°C, and the rotation frequency of the mill rolls was 85 min−1. In the 10-30 mill stand, the roll axes cross the axis of rolling at an angle of 20° and are installed with the eccentricity of 30 mm. Adjustment of the roll groove is achieved by moving the rolls in the axial direction. Such adjustment corresponds to the rolling scheme with the feed angle of 17.56° and toe angle of 9.72° [18].
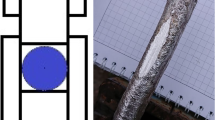
Experimental Rolling was Simulated by Using DEFORM Software. According to the RSP 10-30 mill settings, models were created in SolidWorks, which included rolls, billet, pusher and guides. The models were used to create an assembly, which was then saved in the .stl format and uploaded to DEFORM preprocessor (Fig. 1).

DEFORM model to calculate a radial-shear rolling process for a copper rod using 10–30 mill. 1–3 – rolls; 4 – billet; 5 – pusher; 6 – entry-side guide; 7 – exit-side guide.
In the DEFORM preprocessor, CuC2 was selected as a billet material, which corresponds to the ASTM (USA) standard and is the closest in the DEFORM material library to the grade of copper used during experimental billet rolling. The angular rotation velocity of the rolls was set to 8.9 rpm, which corresponds to the rotation frequency of 85 min−1 during experimental runs. A Siebel’s type friction was chosen, and the value of the friction factor was set to 3.0 for the “roll-billet” pair, 0.3 for the “pusher-billet” pair, and 0.08 for the “guide-billet” pair. The calculation was performed without considering heat transfer between the billets, rolls, guides and a pusher. The billet was modelled using a mesh formed by 75 thousand tetrahedral finite elements.
Results and Discussion
Upon completion of the experimental cycles of rolling copper billets using the RSP 10-30 mini-mill, it has been established that the billet with the initial temperature of 750°C had a longer length (800 mm) in comparison with the billet having the initial temperature of 800°C. The length of the latter appeared to be equal to 730 mm.
Each of the obtained rods had fractures (discontinuities). However, they did not extend all the way through, and the fracture-containing regions were alternating with the solid ones (Fig. 2). The volume of the initial billet was 73.6 cm3. Based on the results of experiments, it has been established that the volume of cavities inside the rods, which appeared as a result of fracturing, was 16 cm3 at 750°C, and 8.9 cm3 at 800°C, which constitutes 21.7 and 12.1% of the initial billet volume, respectively.

Fracturing in the transverse (a) and longitudinal (b) cross-sections of the rods obtained by radial-shear rolling.
Hence, when rolling billets with the initial temperature of 750°C, internal fracturing results in much larger cavities in comparison with rolling billets with the initial temperature of 800°C. Therefore, at 800°C billets appear to be more ductile than at 750°C.
To compare ductility of the billet materials based on the simulation results obtained using DEFORM software, the depths of the shrinkage cavity were estimated in each of the produced rods (Fig. 3). It can be seen that the depths of the shrinkage cavity formed when rolling a billet at 750°C is 20% larger compared to rolling at 800°C. It is known that a shrinkage cavity is formed at the non-steady-state stage of rolling a rod [4, 16], and that fracturing begins in the near-end regions [1, 4], where deformation also varies. Therefore, the simulation has shown that in the near-end regions, fracturing and its propagation are more likely when rolling at 750°C compared to 800°C.

Shrinkage cavity during DEFORM-based simulation of the radial-shear rolling of a copper rod at 750°C (a) and 800°C (b).
In order to predict fracturing in the process of deformation based on the billet material selected for simulation, a distribution profile of the values of normalized Cockroft–Latham criterion was plotted in the DEFORM postprocessor [6] (Fig. 4):

Distribution of normalized Cockroft-Latham fracture criterion values in the longitudinal billet cross-section at the rolling temperature of 800°C.
where \( \overline{\upvarepsilon} \) is the cumulative plastic deformation, \( d\overline{\upvarepsilon} \) is the increment of the cumulative deformation, σ* is the maximum principal tensile stress, and \( \overline{\upsigma} \) is the stress intensity.
The higher the value of the normalized Cockroft-Latham fracture criterion, the more likely is fracturing. According to the simulation results (Fig. 4), fracturing is more likely to occur in the superficial regions of the billet, which contradicts the experimental rolling data, according to which, fracturing occurs inside the billet. Hence, as opposed to two-roll screw rolling, the normalized Cockroft–Latham fracture criterion is ineffective when analyzing the given case of radial-shear rolling [6].
To estimate the billet ductility and predict fracturing, the value of cumulative deformation in the selected points within the billet was calculated based on the DEFORM-based simulation results. To obtain the values of cumulative deformation, a technique suggested in Ref. [6] was used. The effective strain rate calculated in DEFORM was numerically integrated over time. Similarly [6], based on the simulation results, the values of the rigidity coefficient under stress conditions in the selected points were calculated [6, 19,20,21]. The specified parameters were calculated for 13 billet points located at 1 mm increments from each other along the radius. The points were located at distance of 12 mm from the front edge of the billet.
For each point, a cumulative deformation value was calculated, and point-type charts were plotted in Excel for rolling at 750 and 800°C. Then, for each set of points, trend lines were plotted described by a polynomial equation of the 3rd degree (Fig. 5). The curves shown in Fig. 5 are marked with the approximation validity coefficient at 800°C, and below – at 750°C. It can be seen that the cumulative deformation values for the selected points at 750 and 800°C are close, and it is not possible to tell with certainty, at what temperature the material in this region of the billet will be more ductile. The relationships shown in Fig. 5 are qualitatively similar with respect to those obtained as a result of simulation of three-roll screw rolling by using DEFORM in Ref. [22], and by using LS-DYNA in Ref. [10, 11]. Considering that the typical type of fracturing for three-roll screw rolling is circular fracturing, in order to determine the radius of such circular zone based on available characteristic distribution of values of the parameter of stress-strain condition, one should fins a point in the billet crosssection, in which the distribution of this parameter has a different pattern. This could be a maximum, a minimum, an inflection point, etc. It is difficult to identify such point on the characteristic curve shown in Fig. 5, or those provided in studies [10, 11, 22]. To find such point, a variation in values of the rigidity coefficient under stress condition was analyzed.

Variation of cumulative deformations for 13 points located along the billet radius at a distance of 12 mm from the edge.
To calculate the values of the rigidity coefficient under stress condition [6, 21], the mean stress values in selected points (based on the calculation using DEFORM) were divided by the effective stress. For each of thirteen points, the minimum, maximum and average values of the rigidity coefficient were determined during deformation. These three values for each point were plotted on a chart in Excel. This resulted in a segment for each point, where the top of the segment corresponded to the maximum value, the bottom of the segment corresponded to the minimum value, and the point in between those two values was the average. It was found that there is a distinct pattern in the variation of the distribution of values along the billet radius. For both rolling temperatures, in the direction from the billet axis towards the surface, the limits of the rigidity coefficient variation range become narrower at first, but then, on the contrary, begin to expand. In this case, the specified variation occurs between the points located at a distance of 6 and 8 mm from the billet axis (Fig. 6). In order to determine more accurately the location of the point, in which a change in tendency occurs, additional points, spaced by 0.2 mm from each other and located within a segment from 6 to 8 mm from the billet axis, were selected.

Intervals of variation of the rigidity coefficient under stress condition based on the simulation results using DEFORM for selected points at the rolling temperature of 750°C (a) and 800°C (b).
It was established (Fig. 6) that at 750°C, the variation occurs in the point which located at a distance of 7 mm from the billet axis, and at 800°C – at a distance of 6.8 mm. Based on these data, it becomes possible to predict that the radius of the circular zone and, therefore, the fracture volume will be less at 800°C than at 750°C.
To estimate the likelihood of fracturing in the points located at a distance of 6 to 7 mm from the billet axis, characteristic curves of the cumulative deformation versus rigidity coefficient under stress condition were plotted similar to those obtained in study [6] for two-roll screw rolling. Since considerable fluctuation in values of the rigidity coefficient were observed based on the calculation results obtained by using DEFORM, such value fluctuations were “smoothened” by plotting a trend line based on the 2nd degree polynomial prior to plotting the above characteristic curves in Excel. Considering polynomials obtained for each point, relationships between the cumulative deformation and rigidity coefficient under stress condition were created (Fig. 7). The horizontal sections in the beginning and at the end of the paths shown in Fig. 7 correspond to the points located at the entrance to and exit from the deformation zone.

Relationship between cumulative deformation and rigidity coefficient in the points located at a distance from 6 to 7 mm from the billet axis in the process of rolling at 750°C (a) and 800°C (b).
As can be seen from Fig. 7, at 750°C the rightmost path relates to the point located at a distance of 6.8 mm from the billet axis. In this case, the prevailing portion of the path falls within the range of the rigidity coefficient values from 0 to 0.25. At 800°C, the rightmost path relates to the point located at a distance of 6.6 mm from the billet axis. In this case, the prevailing portion of the path falls within the range of the rigidity coefficient values from – 0.1 to 0.1. According to the data published in Ref. [6, 20, 21, 23], the more rightmost is the path in the “rigidity coefficient under stress condition – cumulative deformation” coordinates, the “softer” is the deformation scheme, and the more likely is fracturing. The simulation results presented in Figs. 6 and 7 show that it is possible to refer to a so-called circular stress zone, which has a smaller size at 800°C than at 750°C. Considering that in case of the rightmost path at 750°C, the rigidity coefficient assumes greater vales than at 800°C, fracturing at 750°C is more likely and will be more extensive than at 800°C, which correlates with the fracturing evidence observed during experimental rolling at these temperatures.
The adequacy of computer simulation was evaluated as follows. At 750°C, the point with the path located more to the right of the others (Fig. 7(a)) is at a distance of 6.8 mm from the billet axis prior to rolling. According to the point tracking function in DEFORM, after exiting from the deformation zone, this point is located on a 3.5 mm radius circumference. At 800°C, the similar point located at a distance of 6.6 mm from the axis of the initial billet (Fig. 7(b)) after exiting from the deformation zone is located on a 3.4 mm radius circumference. Considering these data along with the fact that (based on the results of experimental rolling) the volume of the cavities was 16 cm3 at 750°C and 8.9 cm3 at 800°C, the total length of the cavities has been calculated, which constituted 416 mm and 245 mm, respectively. It was found that based onm the results of computer simulation, the total length of both cavities having above-specified radii at both rolling temperatures is less than the final length of the billets (730 mm at 800°C and 800 mm at 750°C). In other words, the fractures predicted based on computer simulation are part-through, which agrees with the results of experimental rolling.
Conclusions
Thus, based on the results of experimental rolling of continuously cast copper billets using an RSP 10-30 mini-mill at the temperatures of initial billets of 750 and 800°C, it was established that a part-through fracturing of the billets takes place, and at 750°C such fracturing (volume of discontinuities) is more extensive than at 800°C. In this case, the billet material is less ductile at 750°C than at 800°C. Experimental rolling runs were simulated by using DEFORM software. Based on the simulation results, the following has been determined.
-
1.
The depth of the shrinkage cavity is 20% less at 800°C than at 750°C. Hence, the simulation along with experimental rolling has shown that the ductility of the billet material at 800°C is higher.
-
2.
Unlike in case of two-roll screw rolling, the use of the normalized Cockroft–Latham fracture criterion to predict fracturing when simulating radial-shear rolling is inefficient.
-
3.
Based on plotting the cumulative deformation variation curves in the points located along the radius of the billet in the near-edge region, it was not possible to determine at which temperature the billet material would be more ductile, and what would be the location of the circular zone, within which fracturing occurs during radial-shear rolling.
-
4.
Based on comparison with the results of experimental rolling, to determine the size of the circular zone (its radius) and predict fracturing, it is effective to plot the graphs showing the variation of limits of the rigidity coefficient values under stress condition along the billet radius near its edge, as well as to plot the paths of these points in the “cumulative deformation – rigidity coefficient” coordinates when these points are located inside the deformation zone.
-
5.
Further studying of radial-shear rolling of continuously cast billets is required to develop the criteria of defect-free deformation with subsequent experimental verification.
References
A. N. Nikulin, Screw Rolling. Stresses and Strains [in Russian], Metallurgizdat, Moscow (2015).
I. N. Potapov and P. I. Polukhin, Screw Rolling Technology [in Russian], Metallurgia, Moscow (1990).
S. P. Galkin, B. A. Romantsev, and E. A. Kharitonov, “Putting into practice innovative potential in the universal radial-shear rolling process,” CIS Iron and Steel Review, 2014, Issue 9, 35–39 (2014).
S. P. Galkin, Theory and Technology of Stationary Screw Rolling of Billets and Rods Made of Low-Ductility Steels and Alloys, D. Sc. Dissertation, Moscow (1998).
Modelling of the Mannesmann Effect in Tube Piercing, Padua@Research URL: http://paduaresearch.cab.unipd.it/1552/ (access date: January 16, 2018).
M. M. Skripalenko, B. A. Romantsev, S. P. Galkin, et al., “Predicting metal fracturing during screw rolling in a two-roll mill,” Metallurg, No. 11, 11–18 (2017).
A. Gryc, T. Bajor, and H. Dyha, “The analysis of influence of the parameters of rolling process in three high skew rolling mill of AZ31 magnesium alloy bars on temperature distribution,” Metalurgia, 55, No. 4, 772–774 (2016).
G. X. Huang, B. S. Sun, W. F. Peng, et al., “Research on stable forming of titanium alloy bar using three-roll skew rolling,” Advanced Materials Research, 1095, 837–841 (2015).
A. Stefanik, P. Szota, S. Mroz, and H. Dyja, “Application of the three-high skew rolling to magnesium rods production,” Mat. Testing, 58, No. 5, 438–441 (2016).
N. Lopatin, “Effect of hot rolling by screw mill on microstructure of a Ti–6Al–4V titanium alloy,” Int. J. Material Forming, 6, No. 4, 459–465 (2012).
N. Lopatin, G. Salishchev, and S. Galkin, “Mathematical modeling of radial-shear rolling of the VT6 titanium alloy under conditions of formation of a globular structure,” Russian J. Non-Ferrous Metals, 52, No. 5, 442–447 (2011).
S. P. Galkin, “Trajectory of deformed metal as basis for controlling the radial-shift and screw rolling,” Stal, 7, 63–66 (2004).
F. Yabo, C. Jing, and C. Zhiqiang, “Cracks of Cu–Cr–Zr alloy bars under planetary rolling,” Rare Metal Materials and Eng., 44, No. 3, 567–570 (2015).
S. Zhi, W. Meng Hua, L. Wei, and B. Ding, “Research on the tendency of inner crack during 3-Roll skew rolling process of round billets,” Advanced Materials Research, 145, 238–242 (2011).
B. A. Romantsev, S. P. Galkin, V. K. Mikhajlov, et al., “Bar micromill,” Stal, 2, 40–42 (1995).
B. V. Karpov, M. M. Skripalenko, S. P. Galkin, et al., “Studying the nonstationary stages of screw rolling of billets with profiled ends,” Metallurgist, 61, No. 3-4, 257–264 (2017).
G. V. Kozhevnikova, Theory and Practice of Cross-Wedge Rolling [in Russian], Belarusskaya Nauka, Minsk (2010).
S. P. Galkin, V. A. Fadeyev, and A. Yu. Gander, “Comparative analysis of geometry of mini-mills for radial-shear (screw) rolling,” Proiz. Prokata, 12, 19–25 (2015).
A. V. Vlasov, “Calculation of metal damage during cold radial forging based on the results of finite-element simulation using DEFORM-3D software,” in: Proc. Int. Sci. Tech. Conf. “Engineering Systems – 2009,” Moscow (2009), pp. 204–217.
V. L. Kolmogorov, Mechanics of Metal Treatment Under Pressure [in Russian], UGTU-UPI publishing, Yekaterinburg (2001).
V. A. Belevitin, Development and Improvement of Experimental Mechanics Techniques to Optimize Technological Processes of Metal Treatment Under Pressure, D. Sc. Dissertation, JSC “Ufaley metallurgical machine-building plant,” Verkhnii Ufaley (1997).
A. Bogatov and D. Pavlov, “Study of metal strained state during workpiece reduction in a three-roll screw-rolling mill,” Metallurgist, 61, No. 3-4, 311–317 (2017).
A. V. Belevich, Modeling of Ductility and Deformation Resistance Parameters of Steels and Alloys: Technological Mechanics Workshop, Vladimir State University, VlGU Publishing, Vladimir (2005).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, Vol. 62, No. 9, pp. 7–12, September, 2018.
Rights and permissions
About this article

Cite this article
Skripalenko, M.M., Galkin, S.P., Sung, H.J. et al. Prediction of Potential Fracturing During Radial-Shear Rolling of Continuously Cast Copper Billets by Means of Computer Simulation. Metallurgist 62, 849–856 (2019). https://doi.org/10.1007/s11015-019-00728-8
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-019-00728-8