
The microstructure of deposited layers with a composite material (CM) based on the self-fluxing PG-10N-01 alloy, modified with a mechanoactivated CM obtained using the self-propagating hightemperature synthesis, was studied. The X-ray phase analysis revealed in the deposited layer structure the inclusions of nickel borides NiB , Ni2B , Ni3B , chromium borides CrB , Cr2B , chromium carbides Cr3C2 , Cr7C3 , distributed in the nickel matrix. The modifying CM during arc welding contributed to the grinding of structure and reduction of the friction coefficient, increase of the microhardness of the deposited coatings, and decrease of the wear intensity in various friction conditions.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The deposition of composite materials (CM) is widely used to restore and strengthen machine parts, which operate under conditions of abrasive wear [1,2,3,4,5]. The operation of parts in abrasive environments requires the presence in their composition of a wear-resistant component with high resistance to solid inclusions of the working environment and consistency of the physicomechanical properties of the matrix material and the base. Thus, composite coatings with a metal matrix made of a wear-resistant Ni–Cr–B–C nickel-based alloy, additionally modified with borides, carbides, oxides, etc., are of practical interest [6, 7].
Earlier [8], to increase the wear resistance of deposited layers based on PG-10N-01 alloy, strengthened with the inclusions of dispersed phases, charge compositions for self-propagating high-temperature synthesis (SHTS), which contain titanium, boron, aluminum, carbon, were used. Boron (1 to 2%) is one of the main elements for synthesizing solid dispersed phases. It is important to study the possibility of using the charge in the composition to synthesize a modifying composite material (MCM), namely, aluminum oxide Al2O3 instead of expensive boron.
The aim of the study is to investigate the influence of the modifying additive (matrix material is PG-10N-01 nickel-based alloy), synthesized from a charge with the composition Ti, Al2O3 , Fe2O3 , Al, C, PT-NA-01 with the help of SHTS, on structural features of deposited layers and their tribotechnical properties.
Research Methods
The VT1-0 titanium powders, oxides of aluminum Al2O3 and iron Fe2O3 , PM-15 carbon, heat-reactive PT-NA-01nickel aluminide powder, PAP-1 aluminum powder (State Standard GOST 5494) were used as initial materials to prepare MCM. The size of the fractional components of all initial powder components was within 63 to 100 μm.
The selected components were mixed and the resulting powder mixture was mechanically activated in AGO-2 planetary ball mills. The drums volume is 160 cm3 , the diameter of the balls is 4 to 5 mm, and their weight is 200 g. The time of mechanoactivation varied from 2 to 6 min. The composite material was obtained in two stages: in the first stage, Ti, Al2O3 , Fe2O3 , C, PT-NA-01, Al powders were mixed and mechanoactivated, adding a binder – the “Methylan” glue, a cylinder was formed and dried, and the SHTS was initiated, during which MCM was synthesized in the form of cake. At the second stage, the cake was grinded and the resulting powder was mixed with industrial powder of grade PG-10N-01 (TUU 322-19-004-96), the resulting mixture was mechanoactivated, and liquid glass (GOST 13078) was added to it until it became pasty. The paste was applied to the surface of a steel plate prepared for depositing (steel 20) and after drying was deposited with a graphite electrode of ∅ 10 mm, depositing current was 80 to 120 A, polarity was direct. An inverter power source Paton VDI-200R DC TIG was used for arc welding. The microstructure was studied using a metallographic microscope. The microhardness of the layers was measured according to the State Standard GOST 2999 “Metals and Alloys. Vickers Hardness Measurement Method”.
Comparative wear tests of deposited specimens were performed on a MI friction machine according to the disk–pad scheme in I-20 industrial oil under the following modes: average circular sliding velocity was 0.42 m/s, specific pressure on the pad under normal wear was 8 MPa, the friction surface area was 1.8 cm2 . The wear intensity was determined by the formula
where G1 , G2 is the mass of the sample before and after the test, respectively [mg]; γ is the material density [mg /mm3 ] ; F is the sample area [cm2 ] ; t is the test time [s].
Materials were abrasive wear tested under friction conditions, according to the State Standard GOST 17367. As abrasive particles green silicon carbide of grade 64C with the granularity of 8H (GOST 10094) were used. The relative wear resistance of the materials was calculated by the formula
where ∆le , ∆lt is the absolute linear wear of the reference and test samples, respectively [mm]; de , dt is their actual diameter [mm].
The phase composition of the deposited layers was determined by the Dron-3 diffractometer in monochromatized Cu Kα -radiation in the angular interval 2θ = 10 to 80°. The X-ray diffraction patterns were recorded in discrete mode. Samples were prepared for the analysis by grinding with abrasive paper and polishing to achieve the necessary surface roughness. ASTM files were used during decryption of diffractograms.
Results and Discussion
As a result of the arc deposition of the CM with the graphite electrode 0.5 to 2 mm thick layers were formed on the steel surface. The microstructure of the deposited PG-10H-01 layer is dendrite (Fig. 1a). The CM, which consists of a matrix material of the PG-10H-01 alloy, in which solid inclusions of SHTS are uniformly distributed, has a fine-grained structure, and in this case with an increase in the MCM content from 10 to 20%, and accordingly Al2O3 aluminum oxide from 1 to 1 2%, homogeneity of the structure increases as a result of the crystallization centers growth (Fig. 1b, c). The researches show that with the increase in the MCM content more than 20% conglomerates are formed in the deposited layer, which deteriorate its technological properties (Fig. 2). They can be sites of crack initiation under hardening due to the significant difference between the coefficients of linear expansion of the PG-10H-01 matrix material and the MCM.

Microstructure of the deposited coatings: (a) PG-10N-01 powder; (b) composite material (CM) (10% modifying composite material (ΜCM) + 90% PG-10N-01); (c) CM (20% ΜCM + 80% PG-10N-01).

MCM conglomerates in the CM deposited coating (30% ΜCM + 70% PG-10N-01).
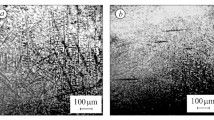
During arc deposition, there is a danger of the Al2O3 particles arising on the layer surface due to the significant difference in the specific densities of the oxide ceramics and the nickel matrix – self-fluxing PG-10N-01 powder. However, the Al2O3 particles and other solid inclusions are distributed uniformly enough in the deposited layer with the MCM content 10 to 20% (Fig. 3).

Microstructure of the deposited layers (not etched): (a) CM (10% ΜCM + 90% PG-10N-01); (b) CM (20% ΜCM + 80% PG-10N-01).
The results of X-ray phase analysis show that the following phases are observed for all layers: nickel matrix, Cr7Ni3 intermetallic compounds, NiB, Ni2B, Ni3B nickel borides; Ni3Si nickel silicide, CrB , Cr2B chromium borides; Cr3C2 , Cr7C3 , chromium carbides, oxides of titanium ( TiO ), iron ( Fe3O4 ) and aluminum (Al2O3 ). No chemical interaction of aluminum oxides with the components of the self-fluxing alloy was observed.
Fig. 4 shows the distribution of microhardness over the thickness of the deposited layers in the direction from the base surface to the layer surface.

Change in the microhardness HV of the deposited metal in the direction from the base surface to the layer surface: (1) PG-10N-01 alloy; (2) CM (10% ΜCM + 90% PG-10N-01); (3) CM (20% ΜCM + 80% PG-10N-01).
The average microhardness of the CM layer (10% MCM + 90% PG-10N-01) is 673 HV, and of the CM (20% MCM + 80% PG-10N-01) is 915 HV, which exceeds the average microhardness of the PG-10N-01 layer, which is equal to 520 HV. The distribution of the CM microhardness indicates that there is a tendency to its increase towards the surface of the deposited layer (Fig. 4, curves 2, 3). The microhardness distribution of the CM with 20% MCM is more stable compared to the layer with 10% MCM. This can be explained by a more uniform distribution of solid particles in the PG-10N-01 matrix material with an increase in their concentration. The microhardness of the deposited PG-10N-01 layer stabilizes in the direction from the base to its surface, which can be explained by the effect of the alloy self-fluxing during deposition and a more uniform distribution of the Ni3B solid inclusions in the nickel matrix.
Thus, the results of the study of the layers microhardness allow us to conclude that in the dendritic structure of the unmodified deposited layer, the values of the microhardness are unstable and the absolute values are within 396 to 578 HV (Fig. 4, curve 1). During CM deposition, a structure is formed which is saturated with borides of nickel NiB, Ni2B, Ni3B , chromium CrB , Cr2B , chromium carbides Cr3C2 , Cr7C3 , nickel silicide Ni3Si , oxides of titanium (TiO ), iron ( Fe3O4 ) and aluminum (Al2O3 ), what increases the average microhardness for the CM (10% MCM + + 90% PG-10N-01) in 1.29 times, and for the CM (20% MCM + 80% PG-10H-01) in 1.76 times (Fig. 4, curves 2, 3). It is also important to note that microhardness in modified coatings has a smaller scatter of values over the entire thickness of the deposited layer, what is a criterion for a high wear resistance.
The study of the wear intensity under conditions of normal friction of the layers on the MI machine revealed that the wear resistance of the CM (10% MCM + 90% PG-10N-01) is in 1.9 times higher, and of the CM (20% MCM + 80% PG-10N-01) is in 2.16 times higher than that of the self-fluxing PG-10N-0 alloy (Fig. 5).

Wear resistance of materials deposited by the arc method in the process of normal friction: (1) PG-10N-01 alloy; (2) CM (10% MCM + 90% PG-10N-01); (3) CM (20% ΜCM + 80% PG-10N-01).
The coefficient of friction was calculated at certain intervals according to the formula
where M f is the moment of friction [kg×m]; P is load [kg]; R is the disk radius [m].
During the wear tests under normal friction, friction coefficients (K f ) were determined for the CM on steel 45 (50 HRC). The working surfaces of the samples were polished to a roughness of Ra = 0.25 μm (Fig. 6). The character of the curve changes is the same. The running-in period, when the friction coefficient decreases, is approx. 3 h, after which it stabilizes. The research results indicate that the CM layers (10 and 20% of CM) have lower coefficients of friction in a pair with steel 45 compared to the PG-10N-01 alloy: 0.07; 0.04 and 0.03, respectively.

Friction coefficients in the process of normal friction paired with steel 45 (50 HRC): (1) PG-10N-01 alloy; (2) CM (10% MCM + + 90% PG-10N-01); (3) CM (20% MCM + 80% PG-10N-01).
The results of friction tests with fixed abrasive particles are shown in Fig. 7. The PG-10N-01 alloy was used as a control material; its wear resistance was taken as a unit.

Wear resistance of materials deposited by the arc method under influence of fixed abrasive particles: (1) PG-10N-01 alloy; (2) CM (10% ΜCM + 90% PG-10N-01); (3) CM (20% MCM + 80% PG-10N-01).
The results of tests on wear resistance of arc deposited materials (Fig. 7) demonstrate that the abrasive wear resistance of the CM (10% CM + 90% PG-10N-01) exceeds in 1.4 times, and of the CM (20% MKM + + 80% PG-10N-01) in 1.65 times exceeds the indicator for self-fluxing PG-10N-01 alloy.
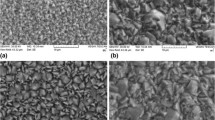
The morphology of the friction surfaces agrees well with the results of the friction tests of the deposited PG-10N-01 layers and the CM with fixed abrasive particles (Fig. 8).

Morphology of friction surfaces during wear of deposited materials under action of abrasive particles: (a) PG-10N-01 alloy; (b) CM (10% ΜCM + 90% PG-10N-01); (c) CM (20% MCM + 80% PG-10N-01).
During wear under the abrasive influence, quite deep parallel grooves are found on the PG-10N-01 alloy layer (Fig. 8a). The surface relief is uneven (Ra = 1.35 μm). Shallow, small and uniformly spaced scratches due to friction are observed on the surface of the deposited layers with the CM (Ra = 0.85 μm at 10% MCM and 0.4 μm at 20% MCM) (Fig. 8b, c). This is explained by the introduction of the MCM, which contributes to the formation of new centers of crystallization during deposition, and this eventually leads to the grinding of the structure. Crumbling of solid particles (borides, oxides) was not detected.
Conclusions
Layers of composite materials 10 to 20% MCM + 90 to 80% PG-10N-01 under arc deposition contain solid inclusions in the structure in the form of borides of nickel NiB, Ni2B, Ni3B , chromium CrB , Cr2B , carbides chromium Cr3C2 , Cr7C3 , nickel silicide Ni3Si , oxides of titanium (TiO ), iron (Fe3O4) and aluminum (Al2O3 ), which ensures an average microhardness of the coating of 673 to 915 HV. They were compared with the PG-10N-01 base layer with the Ni3B main strengthening phase and an average microhardness of 520 HV. To obtain the MCM, applying the SHTS, the VT1-0 titanium powders, oxides of Al2O3 aluminum and Fe2O3 iron, PM-15 carbon, heat-reactive nickel aluminide PT-NA-01 powder, aluminum powder PAP-1 were used. During wear under the influence of fixed abrasive particles, the wear resistance of the CM (10% MKM + 90% PG-10N-01) is in 1.4 times, and of the CM (20% MKM + 80% PG-10N-01) in 1.65 times higher compared to the PG-10N-01 alloy. The wear resistance of arc deposited CM with 10 and 20% MCM during normal friction is in 1.9 and 2.16 times higher than the wear resistance of the self-fluxing PG-10N-01alloy, which is due to the introduction of MCM, which contributes to the formation of new centers of crystallization during deposition, and as a result leads to the structure polishing and a decrease in the coefficient of friction to 0.03 to 0.04 compared to the base PG-10N-01 alloy (Kf = 0.07). Thus, the presence of the borides of nickel NiB, Ni2B, Ni3B , chromium CrB , Cr2B , chromium carbides Cr3C2 , Cr7C3 , nickel silicide Ni3Si, oxides of aluminum (Al2O3), titanium (TiO ) and iron in the deposited layer (Fe3O4) leads to a decrease in wear intensity under various friction conditions.
Author contributions. Both authors have contributed equally to the work, authors also read and approved the final manuscript.
Conflict of interest. The authors declare that they have no potential conflict of interest in relation to the study in this paper.
Funding. The authors declare that no funds, grants, or other support were received during the preparation of this manuscript.
Disclosure statement. The authors have no relevant financial or non-financial interests to disclose.
References
A. A. Voitovych, H. V. Pokhmurs’ka, M. M. Student, and O. Z. Student, “Microstructure and abrasive-wear resistance of the vibration-deposited metal of core wires of the basic Fe–Cr–B system,” Mater. Sci., 52, No. 3, 365–370 (2016). https://doi.org/10.1007/s11003-016-9965-6
S. O. Luzan, and A. S. Luzan, “Microstructure and abrasive wear resistance of deposited materials of the Ni–Cr–B–Si system with inclusions of dispersed phases,” Mater. Sci., 56, No. 3, 381–388 (2020). https://doi.org/https://doi.org/10.1007/s11003-020-00441-x
S. A. Luzan, A. I. Sidashenko, and A. S. Luzan, “Composite material for hardening of tillage machines working bodies containing titanium and chromium borides synthesized using shs-process,” Metallofizika i Noveishie Tekhnologii, 42, Is. 4, 541–552 (2020). https://doi.org/10.15407/mfint.42.04.0541
B. Trembach, O. Balenko, V. Davydov, V. Brechko, I. Trembach, and O. Kabatskyi, “Prediction of the melting characteristics of self-shielded flux cored arc welding (FCAW-S) with exothermic addition (CuO-Al),” in: IEEE 4th Int. Conf. on Modern Electrical and Energy System (MEES), Kremenchuk (2022), pp. 01–06. https://doi.org/10.1109/MEES58014.2022.10005657
B. O. Trembach, M. G. Sukov, V. A. Vynar, I. O. Trembach, V. V. Subbotina, O. Yu. Rebrov, O. M. Rebrova, and V. I. Zakiev, “Effect of incomplete replacement of Cr for Cu in the deposited alloy of Fe–C–Cr–B–Ti alloying system with a medium boron content (0.5% wt.) on its corrosion resistance,” Metallofizika i Noveishie Tekhnologii, 44, Is. 4, 493–513 (2022). https://doi.org/10.15407/mfint.44.04.0493
F. I. Panteleyenko, V. A. Okovityi, O. G. Devoino, A. F. Pasnteleyenko, and V. V. Okovityi, “Development of a composite material based on oxide ceramics with the inclusion of a solid lubricant for gas-thermal spraying,” Nauka i Tekhnika [in Ukrainian], Is. 4, 17–21 (2012).
A. S. Luzan, “Structural phase state and tribological properties of the deposited self-fluxing alloy PG-10N-01, modified with boroncontaining material,” Visnyk Kharkivskogo Natsionalnogo Avtomobilno-Dorozhnogo Universytety [in Ukrainian], Is. 88, 95–102 (2020).
O. I. Sidashenko, and A. S. Luzan, “Research of tribological characteristics of a welded coating modified with a composite material,” Tekhnichnyi Servis Agropormyslovogo, Lisovogo ta Transportnykh Kompleksiv [in Ukrainian], Is. 14, 128–135 (2018).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Fizyko-Khimichna Mekhanika Materialiv, Vol. 59, No. 3, 74–80, May–June, 2023
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Luzan, S.A., Bantkovskiy, V.A. Structure and Tribotechnical Properties of Deposited Composite Layers Based on PG 10N-01 Alloy Containing AL2O3. Mater Sci 59, 328–334 (2023). https://doi.org/10.1007/s11003-024-00781-y
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11003-024-00781-y