
We study the microstructure of deposited coatings formed by a composite material based on PG-10N-01 self-fluxing alloy and modified with a mechanically activated composite material obtained as a result of the self-propagating high-temperature sintering process. By the X-ray phase diffraction analysis, in the structure of the coating, we detect the presence of titanium diboride (TiB2), nickel boride (Ni3B), titanium oxide (TiO), and iron oxide (Fe3O4) inclusions distributed over the nickel matrix. It is demonstrated that the modifying addition promotes not only the refinement of structure in the course of electric-arc deposition but also the elevation of the levels of hardness and microhardness of the deposited layer and a 1.5-fold increase in the abrasive wear resistance as compared with the wear resistance of PG-10N-01 alloy.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Powder wires of the Fe–Cr–B–C system based on iron are used to improve the wear resistance of various components in the course of deposition and sputtering of the coatings [1,2,3,4]. However, in the case of application of these coatings in machine parts operating in contact with abrasive materials, aggressive ambient and working media and, hence, subjected to abrasive wear and corrosion-induced damage, it is impossible to guarantee the required increase in the service life as a result of reconditioning repair. As components of this kind, we can mention, e.g., the tools of cultivating machines: plough shares, side shovels and A-hoe blades of cultivators, various kinds of boots, disks of harrows and stubble breakers, fluffers, etc. [5]. To restore them by surfacing, it is customary to use alloys of the Ni–Cr–B–Si system based on nickel as the material of the matrix of wear-resistant composite coatings, which is explained by their resistance to various types of wear and corrosion. They have a relatively low melting points (1040–1080°С) and play the role of plastic binders for the hardening phases, such as Cr3C2 [6] and SiC carbides, TiB2 boride [7], Al2O3 [8] and Fe2O3 [9] oxides, etc.
The aim of the present work is to study the influence of a modifying admixture that contains titanium diboride (TiB2), nickel boride (Ni3B), titanium oxide, and iron oxide and is synthesized with the help of the process of self-propagating high-temperature synthesis (SHS process) on the microstructure and abrasive wear resistance of the deposited layers of a composite material (CM) with the use of the PG-10N-01 powder based on nickel as the matrix material.
Procedure of Investigations
As source materials for the preparation of a modifying composite material (MCM), we used VT1-0 titanium powder, boron (B) powder, and PM-15 carbon powder. Moreover, in order to increase the thermal effect in the course of synthesis of the modifying admixture, we also introduced into the mechanical mixture the following compounds: PT-NA-01 thermoreactive nickel-aluminide powder, PAP-1 aluminum powder (GOST 5494-95), and iron oxide Fe2O3. The sizes of the fractional components of all initial powder components range from 63 to 100 μm. The ratio of components in the mixture was equimolar in order to guarantee the possibility of synthesis of titanium diboride (TiB2), nickel boride (Ni3B), and titanium and iron oxides with stoichiometric compositions as a result of the subsequent SHS-reaction.
The chosen components were mixed and the obtained powder mixture was mechanically activated in AGO-2 planetary ball mills. The volume of the barrels was 160 cm3, the diameter of balls was 4–5 mm, and the mass of balls was equal to 200 g. The duration of mechanical activation varied from 2 to 6 min. The composite material was obtained in two stages: In the first stage, we mixed and mechanically activated Ti, В, C, Fe2O3, PT-NA-01, and Al powders and added “Metylan” glue as a binder. Then we formed a cylinder, dried, and initiated the SHS-process during which the fractions of titanium and nickel borides and oxides (TiO and Fe3O4) were synthesized. In the second stage, we crushed the cake and mixed the obtained powder with the PG-10N-01 commercial powder (TUU 322-19-004-96). The obtained powder mixture was mechanically activated and, finally, liquid glass (GOST 13078-81) was added to this mixture up to its transformation into the paste-like form.
This paste was applied to the surface of steel plate (20 steel) prepared for deposition, and, after drying, deposition was performed with the help of a graphite electrode 10 mm in diameter at a deposition current of 80–120 А under straight polarity. For the arc deposition, we used a Paton VDI-200R DC TIG inverter power supply. The microstructure was studied with the help of a metallographic microscope. The microhardness of the coatings was measured by a PMT-3 device according to GOST 9450-76.
The comparative wear tests of specimens with deposited coatings were carried out on an MI-type friction machine according to the “disk–shoe” scheme in І-20 industrial oil under the following conditions: a mean circular sliding speed of 0.42 m/sec, a specific pressure upon the block of 8.0 МP under the conditions of normal wear, and an area of the friction surface of 1.8 cm2. The wear intensity was obtained from the formula
where
G 1 and G2 are, respectively, the masses of a specimen prior to and after the testing, mg;
γ is the density of the material, mg/mm3;
F is the area of the specimen, cm2,
and
t is the testing time, sec.
Abrasive wear tests of the materials were carried out under the conditions of friction according to GOST 17367-71. As abrasive particles, we used green silicon carbide of 64S grade with a graininess of 8N (GOST 10094-75). The relative wear resistance of the materials was evaluated by the formula
where
Δle and Δlt are, respectively, the absolute degrees of linear wear for standard and tested specimens, mm,
and
d e and dt are the actual diameters of this specimens, mm.
The phase composition of the deposited layers was determined with the use of a DRON-3 diffractometer in monochromatic CuKα-radiation within the angular range 2θ = 10–80°. The X-ray diffraction patterns were recorded in a discrete mode. We prepared specimens for the analysis by grinding with abrasive paper and polished until the attainment of the required surface roughness. For the identification of X-ray diffraction patterns, we used ASTM files. The microstructure of the deposited layers was studied in a JSM-6390LV scanning electron microscope.
Results and Discussion
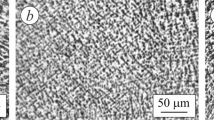
For the SHS of the modifying composite material, we used cylindrical specimens prepared under the conditions of frontal synthesis. The reacting composition was fired by an electric arc. Then the composite material in the form of a cake was milled and, after the addition of a 90% PG-10N-01 powder, subjected to mechanical activation treatment. It was discovered that the microstructure of the coating deposited from PG-10N-01 powder was dendritic (Fig. 1a), whereas the microstructure of the coating deposited from the CM (10% MCM + 90% PG-10N-01) corresponds to the matrix material, i.e., PG-10N-01 alloy with uniformly distributed hard inclusions (Fig. 1b).

Microstructures of deposited coatings: (a) PG-10N-01 powder; (b) composite material (CM) (10% ΜCM + 90% PG-10N-01) (MCM is the modifying composite material).
The microhardness of the deposited coatings measured in the direction from the surface of the substrate to the surface of the layer changed nonuniformly (Fig. 2). The mean microhardness of the coating deposited from the CM, is higher than that of the coating deposited from PG-10N-01 powder. The microhardness of the CM increases in the direction to the surface of the deposited layer (Fig. 2, curve 2), which is explained by an increase in the concentration of hard inclusions in the PG-10N-01 matrix material. The microhardness of the deposited PG-10N-01 layer is stabilized in the direction from the substrate toward its surface, which is caused by the effect of self-fluxing of the alloy during deposition and the homogeneous distribution of hard Ni3B inclusions in the nickel matrix [10].

Behaviors of the microhardness HV of deposited metal in the direction from the surface of the substrate to the surface of the layer: (1) PG-10N-01 alloy; (2) CM.
The coercive force Hc in the rollers deposited onto 20 steel was measured by a KRM-Ts-K2M structurescope according to recommendations of the SOU 29.32.4-37-532: 2006 branch standard. During deposition of PG-10N-01 powder, it was equal to 4.9 А/сm, whereas during deposition of the CM containing 10% MCM, it was equal to 5.1–5.8 А/сm. Its increase also confirms the presence of the nonmetallic hard components, namely, titanium diboride (TiB2), nickel boride (Ni3B), titanium oxide (TiO), and iron oxide (Fe3O4) in the structure of the CM (Fig. 3).

X-ray diffraction pattern of the deposited CM layer: (●) Ni; (▲) Ni3B; (■) Fe3O4; (△) TiB2; (○) TiO.
The results of investigations carried out in a JSM-6390LV scanning electron microscope equipped with an X-max N energy-dispersive detector demonstrated that the microstructure of the deposited layers had a typical morphology formed during crystallization with directed heat removal. The method of scanning electron microscopy with X-ray microanalysis confirmed the phase inhomogeneity of the deposited layer on the microlevel (Fig. 4).

Microstructure and chemical composition (wt.%) of the deposited CM coating.
In the coating, we observe the presence of B, O, Ti, Ni, and Fe (Fig. 4), which confirms the results of the X-ray phase diffraction analysis (see Fig. 3). In the investigation of the intensity of wear under the conditions of normal friction of the coatings in the MI machine, it was established that the wear resistance of the CM (10% MCM + 90% PG-10N-01) was 2.1 times higher than for the PG-10N-01 self-fluxing alloy (0.0038·10–3 and 0.008·10–3 mm3 /(cm2·sec), respectively) (Fig. 5a).

Wear resistance of the materials deposited by the electric-arc method: (a) normal friction; (b) under the influence of fixed abrasive particles; (1) PG-10N-01 alloy; (2) CM.
The results of testing for wear against fixed particles are shown in Fig. 5b. The PG-10N-01 alloy was used as a reference material whose wear resistance was set equal to one. It was established that, in tests on the materials deposited by the electric-arc method (Fig. 5b), titanium diboride (TiB2), nickel boride (Ni3B), titanium oxide, and iron oxide in the deposited CM coating reduced the intensity of wear. Thus, the abrasive wear resistance of the CM is 1.5 times greater than for the PG-10N-01 alloy (Fig. 6).

Relative wear resistance of the CM coatings depending on the content of the MCM.
It was established that, as the content of the MCM increases, the wear resistance of the deposited layer becomes higher. At the same time, it should be emphasized that, as the content of the MCM exceeds 20%, the deposition and technological properties of the material are impaired. Moreover, the impact toughness KCV determined according to GOST 6996-66 decreases from 4.5 down to 2.1 J/cm2 with increase in the concentration of the MCM from 10 up to 30%. As the content of the MCM increases up to more than 10%, hard inclusions spall from the matrix material. This is why, for the components operating under the conditions of impact-abrasive wear, it is necessary to use CM containing at most 10% of the MCM.
Thus, after the introduction of the MCM hardener (titanium diboride and nickel boride) into the plastic matrix, the wear resistance of the material strongly increases: hard particles bear the load and promote a decrease in the friction and wear coefficients. The plastic matrix based on the PG-10N-01 alloy redistributes stresses providing the conditions under which hard components occupy favorable positions. This is why any local increase in the contact pressure becomes impossible and the probability of separation of hard wear-resistant particles decreases [10]. The results of investigations of the morphology of friction surfaces are also in good agreement with the results of tests of friction against fixed particles of the deposited PG-10N-01 and CM (10% MCM + 90% PG-10N-01) coatings (Fig. 7).

Morphology of the surfaces of deposited PG-10N-01 alloy (а) and CM (b) in the course of friction against fixed abrasive particles.
In the process of wear under the action of fixed abrasive particles, we observe the formation of quite deep parallel grooves in the coating obtained from the PG-10N-01 alloy (see Fig. 6). We also encounter deeper grooves formed by hard boride particles separated from the nickel matrix. The topography of the wear surface has a nonuniform character. On the surface of the coating deposited from CM, we encounter uniformly distributed shallow fine scratches caused by friction (Fig. 6b) whose appearance is explained by the introduction of the MCM, which promotes the formation of new nuclei of crystallization in the course of deposition and, hence, leads to the refinement of the structure. No crumbling of hard inclusions (borides and oxides) caused by the introduction of 10% MCM was recorded.
Conclusions
We develop a composite material based on the powder of the Ni–Cr–B–Si system (PG-10N-01 grade) and modified with a mechanically activated composite material obtained as a result of the SHS process. The proposed material is intended for hardening of the working accessories of cultivating machines [11]. It is established that the modifying composite material containing titanium diboride (TiB2), nickel boride (Ni3B), titanium oxide (TiO), and iron oxide (Fe3O4) facilitates the dispersion of the structure of composite material based on PG-10N-01 alloy and increases the microhardness of deposited layer from 520 up to 740 HV. As a result, the abrasive wear resistance of the CM (10% MCM + 90% PG-10N-01) increases by a factor of 1.5 as compared with the wear resistance of the PG-10N-01 self-fluxing alloy.
References
H. V. Pokhmurs’ka, M. M. Student, O. S. Lanets, and A. A. Voitovych, “Influence of vibration in the course of surfacing of a protective layer on its microstructure and impact-abrasive wear,” Fiz.-Khim. Mekh. Mater., 51, No. 3, 107–11 (2015); English translation: Mater. Sci., 51, No. 3, 412–417 (2015).
A. A. Voitovych, H. V. Pokhmurs’ka, M. M. Student, and O. Z. Student, “Microstructure and abrasive-wear resistance of the vibration-deposited metal of core wires of the basic Fe–Cr–B system,” Fiz.-Khim. Mekh. Mater., 52, No. 3, 63–68 (2016); English translation: Mater. Sci., 52, No. 3, 365–370 (2016).
T. R. Stupnyt’skyi, M. M. Student, H. V. Pokhmurska, and V. M. Hvozdets’kyi, “Optimization of the chromium content of powder wires of Fe–Cr–С and Fe–Cr–B systems according to the corrosion resistance of electric-arc coating,” Fiz.-Khim. Mekh. Mater., 52, No. 2, 23–28 (2016); English translation: Mater. Sci., 52, No. 2, 165–172 (2016).
M. M. Student, H. V. Pokhmurs’ka, V. V. Hvozdets’kyi, M. Y. Holovchuk, and M. S. Romaniv, “Effect of high-temperature corrosion on the gas-abrasive resistance of electric-arc coatings,” Fiz.-Khim. Mekh. Mater., 45, No. 4, 19–28 (2009); English translation: Mater. Sci., 45, No. 4, 481–489 (2009).
P. V. Sisolin and L. V. Pogorelyi, Cultivating and Sowing Machines: History, Machine Building, and Design [in Russian], Feniks, Kiev (2005).
A. Zikin, I. Hussainova, and C. Katsich, “Advanced chromium carbide-based hard facings,” Surf. Coat. Technol., 206, 4270–4278 (2012).
А. P. Umanskii, А. Е. Terent’ev, М. S. Storozhenko, and I. S. Martsenyuk, “Investigation of regularities of the influence of finely divided TiB2 additives on the formation of structural-phase compositions of composite powders and coatings of the (Nі–Cr–Si–B)–TiB2 system,” Nauk. Notatky, No. 41-2, 213–221 (2013).
Q. Y. Hou, Z. Huang, and J. T. Wang, “Influence of nano-Al2O3 particles on the microstructure and wear resistance of the nickel-based alloy coating deposited by plasma transferred arc overlay welding,” Surf. Coat. Technol., 205, 2806–2812 (2011).
W. Żórawski and S. J. Skrzypek, “Tribological properties of plasma and HVOF-sprayed NiCrBSi–Fe2O3 composite coatings,” Surf. Coat. Technol., 220, 282–289 (2013).
V. E. Semenenko and N. N. Pilipenko, “Microstructure and properties of nickel boride alloys with regular structures,” Vopr. Atomn. Nauk. Tekh., No. 6, 140–146 (2004).
S. О. Luzan, О. І. Sidashenko, and А. S. Luzan, A Mixture for Getting Composite Wear-Resistant Materials with the Use of the SHS Process [in Ukrainian], Patent of Ukraine No. 133419, MPK (2019.01) C22C 14/00, B22F 1/00, Publ. on 10.04.2019, Byul. No. 7.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Fizyko-Khimichna Mekhanika Materialiv, Vol. 56, No. 3, pp. 86–92, May–June, 2020.
Rights and permissions
About this article

Cite this article
Luzan, S.О., Luzan, А.S. Microstructure and Abrasive Wear Resistance of Deposited Materials of the Ni–Cr–B–Si System with Inclusions of Dispersed Phases. Mater Sci 56, 381–388 (2020). https://doi.org/10.1007/s11003-020-00441-x
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11003-020-00441-x