
Abstract
Polypropylene (PP), due to its chemical stability, is considered one of the main responsible of the increasing amount of plastic wastes on earth. To overcome this problem and to reduce the dependence of oil feedstocks, the use of lignocellulosics as fillers or reinforcements in thermoplastic materials has been increasing enormously in the last decades. In the present work, Liquid Wood (a mixture of cellulose, hemp, fax and lignin) was used to prepare, by mechanical mixing followed by thermal extrusion, blends of various PP/Liquid Wood ratios. Differential scanning calorimetry and thermogravimetric analysis experiments were performed in order to verify whether and how much the composition of the blends affects the thermal properties of the obtained compounds. Both calorimetric and thermogravimetric results indicate that the application of PP as a matrix does not limit the processing temperature of Liquid Wood, which may lead to a perfect marketable composite from these components. The addition of Liquid Wood also resulted in enhanced mechanical properties for the PP/Liquid Wood blends.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Polypropylene (PP) is one of the most commodity polymers used in the largest quantity today due to its versatility, good mechanical properties and relatively low price. These features make it one of those most versatile polymers available with applications, both as a plastic and as a fibre, in virtually all of the plastics end-use markets. Its continuously increasing application accelerates research in all related fields, including the preparation of PP-based composites, and blends in order to modify the polymer target property according to the requirement of the application field [1–3]. By contrast, due to its chemical stability, PP is considered to be one of the reasons responsible for the phenomenon known as white pollution, which results in the accumulation of plastics on earth. Therefore, the interest in degradable plastics has been increasing enormously as a result of the enlarging volume of municipal solid waste, the decreasing landfill capacity for its disposal, and because plastic products are among the most visible forms of trash. To overcome this problem, degradable plastics must be developed [4]. If we add, to the above considerations, the tendency in stopping the dependence on plastic products which, as everyone knows, are made of oil, the result is the renewed interest in the use of lignocellulosics material as fillers or reinforcements in thermoplastic polymers, creating new hybrid systems. Apart from renewability, the advantages of using lignocellulosics in composites and blends with thermoplastics are low density, low abrasion to equipment, and increase in elastic modulus (Young’s modulus) [5–7]. The field of PP/lignin systems was investigated [8–10], and in the last years, taking advantage of its ability to confer strength to the wood and take the form of meltable granules, lignin was used to produce a material out of which almost anything can be manufactured, from furniture, accessories, toys, plastic cases for electronic devices, and food containers of any shape, to car bodies, which is known as Liquid Wood. This material was firstly obtained at the Fraunhofer Institute for Chemical Technology (ICT) in Pfinztal (Germany), where three types of Liquid Wood were classified according to their biodegradability degree, namely Arboform (100 % biodegradable), Arbofill and Arboblend (partially biodegradable). Liquid Wood is marketed as a mixture of cellulose, hemp, fax and lignin that, due to its properties (it may be reused several times without diminishing its properties), may replace all the current plastic products in the world, becoming one of the newest green materials [11]. The use of PP as a matrix may limit the processing temperature and the heating effects due to friction and shearing and may lead to the degradation of lignin, thus resulting in the loss of the favourable properties of polymer/lignin systems. Accordingly to the above considerations, it seemed appropriate to make a preliminary calorimetric and thermogravimetric investigation of how the composition of the blends affects their thermal properties.
Blends of various polypropylene/Liquid Wood ratios (Table 1) were prepared by mechanical mixing followed by thermal extrusion, and a comparative study on their thermal behaviour was carried out. The chemico-physical characterization of the different blends was performed with differential scanning calorimetry (DSC), while the evaluation of the resistance to the thermal degradation was made by thermogravimetric (TG) analysis in the scanning mode from 25 to 800 °C in flowing nitrogen. The temperatures at 5 % mass loss (T 5 %), considered as the initial decomposition temperature, were determined as well as the residues at 800 °C.
Experimental
Materials
Grade-used Arboform LV100 (LV), which is designed for injection moulding (density = 1.30 g cm−3), was supplied by Tecnaro GmbH (Germany). A reactor elastomer-modified polypropylene compound intended for injection moulding (density = 0.905 g cm−3, melt flow rate (230 °C/2.16 kg) = 11 g/10 min) was supplied by Borealis AG (Austria). Maleic anhydride-grafted polypropylene (MAPP), used as a coupling agent suitable for wood and natural fibre composites and blends with PP, was supplied by Sigma-Aldrich (mp = 156 °C, density = 0.934 g cm−3, M n = 3900 GPC, M w = 9100 GPC).
Blend preparation
Blends of various PP/LV ratios (Table 1) were prepared by mechanical mixing followed by thermal extrusion using a Berstorff ZE25Ax40D extruder. The sequence of compounding was as following: PP and MAPP were previously mixed (3 % of MAPP) and then fed through an input hopper; finally, the LV was inserted from the extruder opening side. The temperature profile of the extruder was 220–210–200–195–190–195–200 °C from input to output zones. The blends were pelletized from the extruded filament. Compounded pellets were dried (24 h at 30 °C under vacuum) before injection moulding which was carried out using an injection moulding press, Arburg, with a temperature profile of 185–190–195–200 °C in a room temperature mould at maximum clamping force of 600 kN. Tensile specimens were obtained from the injection moulding apparatus according to the requirements of DIN EN ISO 527-2.
DSC measurements
A Mettler DSC 1 Star System was used for glass transition (T g) and onset melting (T onset) temperature determinations. The procedure suggested by the manufacturer and reported elsewhere [12] was followed to calibrate the response of apparatus in enthalpy and temperature. Samples of about 6.0 10−3 g, held in sealed aluminium crucibles, were heated at −20—200 °C temperature range with a scanning rate of 10 °C min−1.
Scanning electron microscopy
The morphology of tensile fractured surfaces and of polished samples of pure components and of the blends was observed through an EVO scanning electron microscope (Zeiss, Cambridge, England) at room temperature. The samples were gold-sputtered up to a thickness of 20 nm by means of an Emitech K-550 sputter coater (Ashford Kent, UK). An accelerating voltage of 15 kV was used to collect the micrographs.
Thermogravimetric analysis
Thermal degradations were performed in a Mettler Thermogravimetric Analyzer TGA 1 Star System. Temperature calibration of equipment was made according to the method suggested by Mettler and reported elsewhere [13]. Samples of about 6 × 10−3 g were put into open alumina crucibles and heated in the temperature range 25–800 °C, at the heating rate of 10 °C min−1, in flowing nitrogen (0.02 L min−1). In order to correct the error in the mass determination due to the reduction in the buoyancy force on increasing temperature, we used the blank method, recommended by the ICTAC Kinetics Committee and extensively reported by Vyazovkin et al. [14]. A thermogravimetric (TG) run with an empty pan (blank) was preliminarily performed in the same experimental conditions used for samples. The so obtained blank curve was subtracted from those of samples, so obtaining corrected degradation TG curves. At the end of each experiment, these data were used to plot the percentage of undegraded sample, (1 − D) %, as a function of temperature, where D = (W o − W)/W o, and W o and W were the masses at the starting point and during scanning.
Mechanical testing
Tensile properties of the blends were measured by a Universal testing machine, Instron 3382, according to standards ASTM D638. System control and data analysis were performed using Blue Hill software.
Results and discussion
All samples were at first calorimetrically characterized by heating from −20 °C up to melting and their DSC curves are reported in Fig. 1, whilst data of the characteristic temperatures and enthalpies are reported in Table 2. As shown in Fig. 1, polypropylene evidenced the classical DSC trace which finishes with the melting at T onset = 150.9 °C [15]. More interesting are the DSC curves of the blends (Fig. 1) which, besides the melting that shift towards higher temperatures on increasing the LV content, show a glass transition shortly before 60 °C and an exothermal peak whose onset temperature oscillates in the neighbourhood of 90 °C. Both of these phenomena become more evident with increasing the LV content in blends and can be attributed, in our opinion, to polylactic acid (PLA) (probably added to improve the workability of Liquid Wood). The presence of PLA is unequivocally confirmed by the melting peak observed in the pure sample of LV (Fig. 1) that falls in the melting range, well known in the literature [16–18], of pure PLA.

DSC curves, at 10 °C min−1, of polypropylene (PP), samples 1, 2, 3, 4, 5 and LV
By a careful observation of the DSC curves of samples 2–5, one can also observe the characteristic glass transition of lignin [19] that resulted in partially overlaps to the beginning of the melting of PP and PLA but that becomes more and more evident with increasing content of LV in blends. Analysing the data in Table 2, one can observe how the melting temperature of the studied compounds grows by passing from pristine polypropylene to the blends at higher content of LV, probably due to the presence of PLA on considering that the maximum T onset value was found for pure LV.
The scanning electron microscopy (SEM) micrographs of the tensile fractured surface for the LV sample is shown in Fig. 2a. The presence of spherical particles (~1–3 µm) and fibrous material dispersed in a PLA matrix is clearly showed. The spherical particles are lignin particles. In previous reports, focused on PLA/lignin blends, lignin particles were dispersed in PLA matrix showing similar morphologies [20, 21]. Figure 2b shows some degree of particle debonding from the matrix, which is a sign of a non-optimized adhesion between PLA and lignin.

SEM images of Liquid Wood
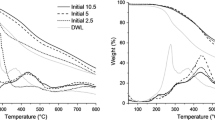
The degradation of the studied compounds was thus carried out into a thermobalance in the scanning mode in order to determine two characteristic parameters of thermal degradation, namely temperature at 5 % mass loss (T 5 %) and solid residue at 800 °C. The degradation TG curves of PP, LV and their blends are reported in Fig. 3, whilst T 5 % and residue values are reported in Table 3. The temperature at 5 % mass loss was chosen to evaluate the resistance to thermal degradation because it is, in our opinion, more reliable than initial decomposition temperature (T i), whose determination is largely affected by the slope of descending piece of TG curve [22, 23], especially when, as in this case, it occurs in two consecutive degradation steps [24]. In the investigated temperature range (25–800 °C), polypropylene and Liquid Wood degraded in one single sharp step whilst their blends have shown two consecutive stages, whose intensity, clearly showed by the DTG curves as reported in Fig. 4, increases with their respective presence in the blend. The T 5 % values of the 1–5 samples (Table 3) were largely higher than that of LV and, as shown in Fig. 5, increase exponentially on increasing the PP content.

TG degradation curves, at 10 °C min−1, of polypropylene (PP), sample 1, 2, 3, 4, 5 and LV

DTG degradation curves, at 10 °C min−1, of polypropylene (PP), samples 1, 2, 3, 4, 5 and LV

Temperature at 5 % mass loss (T 5 %) of various samples as function of the polypropylene (PP) content in the blend
For all compounds, the presence of a stable residue at 800 °C was observed and the quantitative data are reported in Table 1 together with T 5 % values. It is worth noting that, differently than PP and LV, whose residues lie around 10 %, all blends showed low values of residues that increase in increasing the LV content (Fig. 6). These results clearly mean that the blending of PP with LV decreases the resistance to the thermal degradation of pristine polymer.

Residue % obtained at 800 °C as function of the LV content in the blend
The fibrous material, which resembles the cross section of natural fibres [25], is clearly displayed by the SEM analysis of the polished cross section (Fig. 7). Sahoo et al. [26] evidenced the multicomponent nature of the LV100 grade demonstrating the presence of ground plant fibres like hemp, flax and wood in the lignin-based polymer composites used.

SEM image of Liquid Wood
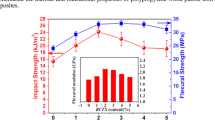
The tensile testing results are summarized in Fig. 8. Tensile strength and tensile modulus increased with increasing percentages of Liquid Wood. The tensile strength raised from 28.4 MPa, for the unmodified PP, to 44.7 MPa adding 80 mass% of LV, while the tensile modulus varied from 849 MPa to 3520 GPa for the same blends. Toriz et al. [27] showed different trends for PP/lignin blends with the tensile strength decreasing monotonically with lignin content and the tensile modulus increasing up to 30 mass% and then decreasing for higher lignin content. The explanation of the different trends found for our blends is twofold: PLA is present in the Liquid Wood mixture as shown by the thermal and microscopic characterization reported above; MAPP and lignin itself can interact to enhance the interfacial adhesion of the blends components. As reported by Reddy et al. [28] and Choudhary et al. [29], PP/PLA blends can show enhanced mechanical properties, despite the incompatibility of the pure polymers, when proper compatibilizers, like MAPP, are used. The ester groups of PLA can interact with lignin, and the anhydride groups of MAPP can react with cellulose. Figure 9 shows the comparison of the tensile fractured surfaces for pure PP and sample 3. Polypropylene showed a ductile fracture surface with some evidence of filler particles dispersed in. The PP used is a reactor elastomer-modified polypropylene compound. It is well accepted in the literature [30] that polypropylene can be modified with mineral fillers to improve mechanical properties. Sample 3 (Fig. 9b) shows no clear sign of phase separation confirming the good compatibility achieved with the studied formulations. Graupner et al. [31] demonstrated that non-polar groups of lignin can interact with PLA and PP by van der Waals’ forces and by the interaction of lignin with cellulose through its ester groups and the anhydride of MAPP via dipoles and hydrogen bonds, respectively. These confirm tensile testing findings, which showed a clear strengthening effect with increased LV content. Therefore, the Liquid Wood used in the present study is thought to act as an efficient reinforcing agent for the studied PP blends thanks to the presence of PLA and MAPP in the final formulation.

Tensile strength (a) and tensile modulus (b) as function of the LV content in the blend

SEM images of a pristine polypropylene and b sample 3
Conclusions
Calorimetric characterization has demonstrated the presence of polylactic acid in Liquid Wood that is probably added by Tecnaro, to improve the mouldability of LV without compromising its green character. According to the aim of this work, the obtained thermogravimetric results suggest that the use of polypropylene as matrix for wood blends should not limit the processing temperature of the Liquid Wood and overall does not anticipate the degradation of lignin in the blends thus leading to obtain a perfect marketable PP/LV system. Moreover, the mechanical properties of the blends showed consistent performances increases with LV additions which can be valuable for their practical use. These increases were explained in the framework of the improved compatibility arisen from the combined presence of PLA, lignin and MAPP in the blends.
References
Menyhárd A, Faludi G, Varga J. β-Crystallisation tendency and structure of polypropylene grafted by maleic anhydride and its blends with isotactic polypropylene. J Therm Anal Calorim. 2008;93:937–45.
AlMaaded MA, Madi NK, Hodzic A, Soutis C. Influence of additives on recycled polymer blends. J Therm Anal Calorim. 2014;115:811–21.
Perez CJ, Alvarez VA. Non-isothermal crystallization of biodegradable polymer (MaterBi)/polyolefin (PP)/hemp fibres ternary composites. J Therm Anal Calorim. 2015;120:1445–55.
Botelho G, Queiros A, Machado A, Frangiosa P, Ferreira J. Enhancement of the thermo oxidative degradability of polystyrene by chemical modification. Polym Degrad Stab. 2004;86(3):493–7.
Toriz G, Denes F, Young RA. Lignin-polypropylene composites. Part 1: composites from unmodified lignin and polypropylene. Polym Compos. 2002;23:806–13.
Părpăriţă E, Darie RN, Popescu CM, Uddin MDA, Vasile C. Structure–morphology–mechanical properties relationship of some polypropylene/lignocellulosic composites. Mater Des. 2014;56:763–72.
Paukszta D, Borysiak S. The influence of processing and the polymorphism of lignocellulosic fillers on the structure and properties of composite materials—a review. Materials. 2013;6:2747–67.
Chen F, Dai H, Dong X, Yang J, Zhong M. Physical properties of lignin-based polypropylene blends. Polym Compos. 2011;32:1019–25.
Maldhure AV, Ekhe JD, Deenadayalan E. Mechanical properties of polypropylene blended with esterified and alkylated lignin. J Appl Polym Sci. 2012;125:1701–12.
Bozsódi B, Romhányi V, Pataki P, Kun D, Renner K, Pukánszky B. Modification of interactions in polypropylene/lignosulfonate blends. Mater Des. 2016. doi:10.1016/j.matdes.2016.04.061.
Nedelcu D, Ciofu C, Lohan NM. Microindentation and differential scanning calorimetry of “liquid wood”. Compos B. 2013;55:11–5.
Blanco I. Lifetime prediction of food and beverage packaging wastes. J Therm Anal Calorim. 2016. doi:10.1007/s10973-015-5169-9.
Blanco I, Bottino FA, Abate L. Influence of n-alkyl substituents on the thermal behaviour of Polyhedral Oligomeric Silsesquioxanes (POSSs) with different cage’s periphery. Thermochim Acta. 2016;623:50–7.
Vyazovkin S, Burnham AK, Criado JM, Pérez-Maqueda LA, Popescu C, Sbirrazzuoli N. ICTAC Kinetics Committee recommendations for performing kinetic computations on thermal analysis data. Thermochim Acta. 2011;520:1–19.
Genovese A, Shanks RA. Crystallization and melting of isotactic polypropylene in response to temperature modulation. J Therm Anal Calorim. 2004;75:233–48.
Blanco I, Siracusa V. Kinetic study of the thermal and thermo-oxidative degradations of polylactide-modified films for food packaging. J Therm Anal Calorim. 2013;112:1171–7.
Blanco I. End-life prediction of commercial PLA used for food packaging through short term TGA experiments: real chance or low reliability? Chin J Polym Sci. 2014;32:681–9.
Müller P, Imre B, Bere J, Móczó J, Pukánszky B. Physical ageing and molecular mobility in PLA blends and composites. J Therm Anal Calorim. 2015;122:1423–33.
Pucciariello R, Villani V, Bonini C, D’Auria M, Vetere T. Physical properties of straw lignin-based polymer blends. Polymer. 2004;45:4159–69.
Ouyang W, Huang Y, Luo H, Wang D. Poly(Lactic Acid) blended with cellulolytic enzyme lignin: mechanical and thermal properties and morphology evaluation. J Polym Environ. 2012;20:1–9.
Singla RK, Maiti SN, Ghosh AK. Crystallization, morphological, and mechanical response of poly(lactic acid)/lignin-based biodegradable composites. Polym Plast Technol. 2016;55:475–85.
Blanco I, Bottino FA, Bottino P. Influence of symmetry/asymmetry of the nanoparticles structure on the thermal stability of polyhedral oligomeric silsesquioxane/polystyrene nanocomposites. Polym Compos. 2012;33:1903–10.
Blanco I, Bottino FA. Thermal study on phenyl, hepta isobutyl-polyhedral oligomeric silsesquioxane/polystyrene nanocomposites. Polym Compos. 2013;34:225–32.
Abate L, Blanco I, Cicala G, Recca G, Scamporrino A. The influence of chain rigidity on the thermal properties of some novel random copolyethersulfones. Polym Degrad Stab. 2010;95(5):798–802.
Sfiligoj Smole M, Hribernik S, Stana Kleinschek K, Kreže T. Plant fibres for textile and technical applications. In: Grundas S, Stepniewski A, editors. Advances in agrophysical research. InTech; 2013. p. 371–2. doi:10.5772/5237225.
Sahoo S, Misra M, Mohanty AK. Enhanced properties of lignin-based biodegradable polymer composites using injection moulding process. Compos Part A Appl S. 2011;42:1710–8.
Toriz G, Denes F, Young RA. Lignin-polypropylene composites. Part 1: composites from unmodified lignin and polypropylene. Polym Comp. 2002;23(5):806–13.
Reddy JP, Misra M, Mohanty A. Injection moulded biocomposites from oat hull and polypropylene/polylactide blend: fabrication and performance evaluation. Adv Mech Eng. 2013;5:1–8.
Choudhary P, Mohanty S, Nayak SK, Unnikrishnan L. Poly(L-lactide)/polypropylene blends: evaluation of mechanical, thermal, and morphological characteristics. J Appl Polym Sci. 2011;121:3223–37.
Leong YW, Abu Bakar MB, Mohd Ishak ZA, Ariffin A, Pukanszky B. Comparison of the mechanical properties and interfacial interactions between talc, kaolin, and calcium carbonate filled polypropylene composites. J Appl Polym Sci. 2004;91:3315–26.
Graupner N, Fischer H, Ziegmann G, Müssig J. Improvement and analysis of fibre/matrix adhesion of regenerated cellulose fibre reinforced PP-, MAPP- and PLA-composites by the use of Eucalyptus globulus lignin. Compos Part B. 2014;66:117–25.
Acknowledgements
The authors acknowledge the financial support received from Regione Siciliana with the project INTEP “INnovazione TEcnologica e di Processo per il settore manifatturiero” POR 4.1.2a and the Italian Minister for Research and University (MIUR) for the support with the project PON1878 Low Noise and PON BRIT. One of the authors (i.e.G. Cicala) wishes to acknowledge the University of Catania for the support on mechanical testing through the grant NanoCult.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Blanco, I., Cicala, G., Latteri, A. et al. Thermal characterization of a series of lignin-based polypropylene blends. J Therm Anal Calorim 127, 147–153 (2017). https://doi.org/10.1007/s10973-016-5596-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-016-5596-2