
Abstract
A new powder metallurgy technique was developed in order to increase the reinforcement proportion of aluminum with two different fractions of Al2O3. Aluminum powders were mixed with 20 % vol of alumina particles as primarily reinforcement, and additional alumina was produced in situ as a result of reaction between Al and additional 7.5 % vol of Fe2O3 powder. The three grades of powders were milled and hot-pressed into small preforms, and differential scanning analysis (DSC) was performed to determine the kinetics of microstructural transformations produced on heating. DSC curves were mathematically processed to separate the superposing effects of thermal reactions. Transformation points on resulting theoretical curves evidenced two distinct exothermal reaction peaks close to the melting point of aluminum that were correlated with formation of Fe–Al compounds and oxidation of aluminum. Microstructural investigations by means of SEM-EDX and XRD suggested that these exothermal reactions produced complete decomposition of iron (III) oxide and formation of Fe–Al compounds during sintering at 700 °C, and therefore, heating at higher temperatures would not be necessary. These results, along with calculation of activation energies, based on Kissinger’s method, could be used to optimize the fabrication of Al-Al2O3 composites by means of reactive sintering at moderate temperatures.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Aluminum-based composites are considered feasible for many engineering applications, because they combine low specific mass with enhanced mechanical properties [1, 2]. It is well known that reinforcing aluminum with ceramic particles such as Al2O3, SiC, BN could improve stiffness and mechanical strength, as well as fatigue and wear behavior. The coefficient of thermal expansion for the resulting material is also significantly reduced [3–5]. Powder metallurgy tends to impose itself as the main fabrication method for aluminum matrix composites, because of its flexibility and potential for higher microstructural quality of materials, but some technological problems still persist, which impede large-scale applications [6].
The main difficulty consists in providing higher particle reinforcement. Ceramic and metallic powders are difficult to mix uniformly, because metallic particles usually have larger diameters [7]. Therefore, ceramic particles tend to agglomerate, especially for more than 15–20 % vol of reinforcement, and final microstructure is characterized by clusters, or even networks of ceramic particles, which could produce extreme fragility. Rearrangement of ceramic particles is difficult to achieve, requiring additional hot deformations. Some ceramic reinforcements could also have poor bonding with matrix, and therefore, load transfer is reduced, affecting mechanical properties [8, 9].
Alternative fabrication based on in situ methods, using chemical or structural reactions inside metallic matrix, shows interesting perspectives, because matrix and reinforcement have interfacial compatibility and good bonding. Uniform distribution could also be achieved, but the main inconvenience is that proportion of reinforcement could be too low for significant gain in mechanical properties [10–14].
Combining both in situ and ex situ fabrication concepts could result in the production of composites with two different fractions of reinforcement. For the present experimental program, the basic reinforcement of 20 % vol was provided ex situ by mixing high-purity alumina and aluminum powders. Supplementary reinforcement was achieved by adding 7.5 % vol of Fe2O3 powder, which was subsequently transformed into alumina particles, as result of in situ reaction with aluminum [15]:
The secondary alumina, which is produced in situ, is meant to increase the proportion of reinforcement above 20 % vol, while resulting iron atoms combine to form different intermetallic phases. Kinetics of Al–Fe2O3 thermite reaction for fabrication of in situ composites have been studied extensively, which reveal that many internal and external factors could affect the rather complicated mechanisms of reactions [15–18]. Therefore, the present research includes differential scanning calorimetry (DSC) investigations to determine the kinetics of in situ reactions during production of secondary alumina. Quantitative scanning electron microscopy (SEM) and X-rays diffraction (XRD) are used to evidence decomposition of iron oxide and formation of new phases. The ultimate aim is optimization of reactive sintering treatment for final consolidation of powders.
Experimental materials
The blend of powders used for fabrication of composite material contained 3 different grades provided by Alfa Aesar: 7.5 vol% iron (III) oxide (Fe2O3, purity >99.94 % mass, particle size <5 µm), 20 % vol alumina (Al2O3, purity >99.99 % mass, predominantly α-phase, 10–20 % γ-phase, particle size <0.3 µm) and commercially pure aluminum (purity >99.5 % mass, particle size <44 µm) up to balance.
The powders were blended in a planetary mill (Retsch PM400) under argon atmosphere, using hardened steel balls and vials at 300 rpm, for a total time of 12 h, every 5 min of milling alternating with 5 min of pause, in order to avoid excessive heating. The ball-to-powder weight ratio was about 10:1, and 0.8–1 % mass stearic acid was used as a process control agent (PCA) material. All powder handling was carried out in a glove box under purified argon atmosphere (less than 0.1 ppm O2 and H2O).
Hot pressing of powder blend was performed at 550 °C, under a pressure of about 900 MPa, which was applied for 10 min to fabricate small disks, 10 mm in diameter and about 3 mm thick. The pressing was performed in a double-action pressing die, heated by induction. The Huttinger/Weber-Pressen-type pressing machine had an automatic hydraulic system that allowed continuous pressure control. Hot pressing was carried after vacuum degassing under argon gas protection.
Experimental results
DSC investigations
Isochronal differential scanning calorimetry (DSC) investigations were performed under argon gas on a Netzsch STA 449F1 calorimeter in order to determine transformation points and calculate activation energies of thermal reactions occurring during heating, for further optimization of sintering parameters, i.e., processing temperature and duration. Samples of hot-pressed powders were heated at different rates, i.e., 5, 10, 15 and 20° min−1. All samples had a mass of approximately 40 mg, same as the alumina reference material. Standard Al2O3 DSC/TG pans with lids were used, and all heating operations were performed using high-purity argon gas. Resulting DSC curves around the theoretical melting point of aluminum are presented in Fig. 1.

DSC curves at different heating rates
Analysis of curves in Fig. 1 evidences the complex nature of possible thermal reactions:
-
Endothermic melting of aluminum, which could be identified as the peak around the theoretical point of 660 °C;
-
Some exothermic effects, which partially superpose the aluminum melting.
So far researches have been focused mostly on thermite reaction between aluminum and iron above 900 °C, and therefore, exothermic reactions below 700 °C are usually neglected [15–17, 19], although they obviously appear on some DSC curves. However, some authors reported these exothermic reactions at moderate temperatures, especially in context with fabrication of intermetallic materials from elemental Al–Fe powders, and putted them in relation with formation of Fe–Al solid solutions or intermetallic phases, such as FeAl3, FeAl2, Fe2Al5, Fe3Al or FeAl [18, 20–25]. Exothermic reactions were also connected by some authors with some complex oxidation phenomena [26–28], initiated below the melting temperature of Al. It may be considered that at relatively low temperatures (T < 300 °C), an initial thin layer of amorphous alumina forms on surface of aluminum particles, having a lower (non-stoichiometric) concentration of Al. Eventually, the processes is slowing down and even stops, when the amorphous oxide layer reaches a critical thickness (0.5–4 nm), that is able to temporarily block oxygen access. As temperature increases, the amorphous layer crystallizes (T > 300 °C), which creates new diffusion paths for oxygen through a network of grain boundaries, inside the new crystalline layer. The presence of some small alumina particles changes the kinetics of reaction, since they could more easily germinate the transformation of amorphous alumina in more stable crystalline phases [26, 28–31]. Therefore, oxidation of aluminum and transformation to crystalline alumina could be more intense when fine alumina particles are added as germination “seeds” [29], which is actually the case of Al-based composites that contain ex situ Al2O3 particles (Fig. 2). Consequently, an almost complete decomposition of Fe2O3 and formation of in situ alumina could be possible at moderate temperatures, around melting point of Al.

Oxidation process of aluminum particles. a no presence of alumina particles; b germinating effect of alumina particles
SEM analysis
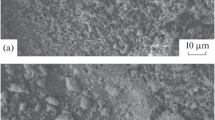
In order to confirm the hypothesis of iron oxide decomposition, hot-pressed samples of composite material were sintered for 1 h at 700 °C and subsequently investigated by means of quantitative scanning electron microscopy (SEM), using a FEI Quanta 250 FEG scanning electronic microscope equipped with an EDAX SDD Apollo X sensor. Microstructure after reactive sintering is presented in Fig. 3, and Table 1 gives the compositions determined by means energy-dispersive X-ray spectroscopy (EDX) of all the three characteristic constituents that could be evidenced on SEM images.

SEM microstructure of Al-Al2O3 composite after reactive sintering at 700 °C/1 h
White constituents in Fig. 3 seem to contain only aluminum and iron atoms, with no traces of oxygen and only low proportion of iron (approximately 8 % at.) and therefore could be identified more likely as solid solution of iron in aluminum, or other metastable Al–Fe phases with low content of Fe.
Gray areas in SEM image contain almost exclusively aluminum and oxygen atoms, with practically no iron (less than 0.5 % at.). Since aluminum has almost twice the atomic proportion of oxygen, it may be consider that these areas contain aluminum and alumina. Because atomic oxygen was not evidenced in any other zone, both ex situ and in situ alumina should coexist within this gray area, which has a heterogeneous nature.
Black area contains exclusively aluminum and represents the consolidated aluminum matrix of composite, resulting from initial aluminum particles. Remarkably, oxygen and iron do not coexist in any areas of the composite, and therefore, complete decomposition of iron oxide could be presumed.
XRD investigations
Investigations of X-rays diffraction (XRD) were performed on both hot-pressed preforms and samples sintered at 700 °C for 1 h, using a FEI X’Pert PRO MPD diffractometer with a copper anode X-ray tube (λ = 0.0155 nm), PixCEL detector, vertical θ–θ goniometer and spinning sample holder. Resulting XRD patterns that are presented in Fig. 4 reveal the complex nature of transformations that occur during fabrication route. The normal sequence of transformations reported for reaction between Al and Fe is Al(Fe) solid solution, FeAl3, Fe2Al5, FeAl2 and finally the FeAl [24], but many other metastable phases had been reported [32–34], and interaction with thermite reaction could complicate even more the kinetic of transformations.

XRD patterns of composite samples: a hot-pressed preforms; b sintered 700 °C/1 h
In this particular case, it seems that hot pressing at 550 °C for 10 min probably does not produce complete decomposition of iron oxide, but still cause formation of some complex metastable phases that could not be positively identified at this stage (Fig. 4a). The XRD patterns are more dispersed after reactive sintering at 700 °C, and peaks of Al2O3 are attenuated, which could indicate formation of metastable phases. Some small peaks could be assigned to Al5Fe2 (Fig. 4b), which was reported by some authors to form between 650 and 700 °C [23]; however, the analysis of XRD curve by means of X’Pert HighScore Plus software reveals that other intermetallic phases, such as Al86Fe14, Al82Fe18, Al75Fe25, have similar patterns in the range 2θ = 40.0.45°. Some diffraction peaks also indicate the possible presence of Al–Fe, but also formation of some unidentified phases. All these considerations still leave open the question for the causes that produce the exothermic reactions detected during composite fabrication. Surprisingly, no Al peaks were evidenced on sintered samples, although EDX results indicated that areas composed exclusively by Al still exist, which could suggest that some of unidentified peaks could be related not only to some metastable phases, but also to the distorted crystalline structure of Al matrix, which may alter the Al XRD pattern.
Further sintering experiments, as well as investigations by means of transmission electron microscopy (TEM), are envisaged in the future to determine the nature of newly formed microstructural constituents.
Mathematical modeling and interpretation
In order to interpret the results of DSC investigations, the experimental data were subjected to further analysis, on the hypothesis that recorded DSC data had been the result of a linear combination of different thermal reactions, i.e., endothermic melting of aluminum and other exothermic effects.
The first step in data manipulation was normalization of the DSC curves in order to eliminate the possible differences in specific heat between sample and reference, which induced curve slopes. This procedure proved to be useful for consistency in subsequent calculations. Figure 5 illustrates the effect of normalizing the experimental DSC curve for the heating rate of 5 °C min−1.

Normalization of DSC experimental data for the 5 °C min−1 heating rate
Endothermic and exothermic peaks were detected using the first-derivative method, in order to optimize the data fitting. Deconvolution process began with the endothermic peak, which obviously corresponded to aluminum melting. Subsequently, the input data were processed starting near previously detected peak. The result consisted in three individual peaks, in which two were exothermic and one was endothermic. Resulting exothermic peaks could be attributed to formation of new intermetallic phases and processes of aluminum oxidation. All resulting peaks were fitted using general Gaussian model, Eq. (2):
where a i , b i and c i were the height of the peak, the center of the peak and the standard deviation, respectively. Peak detection and fitting were performed using commercially available software. Figure 6 exemplifies the calculated curves for the endothermic reaction and two distinct exothermic reactions, as well as the combination of them resulting by summarization, for the heating rate of 5 °C min−1. Calculated coordinates of the peaks for all heating rates (5, 10, 15 and 20 °C min−1) with 95 % confidence interval are presented in Table 2.

Resulting peaks for deconvolution of 5 °C min−1 DSC curve: a calculated peaks; b comparison between the experimental curve and the calculated curve resulting as sum of the 3 deconvoluted peaks
Resulting values suggest that endothermic peak, as expected, is close to the theoretical melting point of aluminum (660 °C). The exothermic effects could be the result of several concurrent phenomena, such as formation of new Al–Fe compounds [21], and oxidation processes [26], both of them implying in this particular case decomposition of Fe2O3, and formation of additional quantities of alumina, since no flux of oxygen atoms may be available from the exterior. However, two separate exothermic reactions were determined, one of them more or less superposed to aluminum melting and the other one at much lower temperatures. Considering the relatively high energy of the exothermic effects, evidenced on deconvoluted curves, it could be expected that decomposition of the small addition of iron oxide (7.5 % vol) may be achieved even at relatively moderate temperatures, around 700 °C.
Calculation of activation energy
The energy needed for activation of exothermic reactions is generally calculated based on DSC curves using the Johnson–Mehl–Avrami (JMA) equation and Kissinger’s method, which are consecrated as rapid and convenient instruments for studying kinetics of phase transformations and mechanisms of chemical reactions [35–40]. This procedure to calculate activation energy E a is based on non-isothermal experiments and considered less accurate, because peaks became weaker and broader for slower heating rates, limiting the plotting ranges of 1/E a. The Kissinger line could be written as in Eq. (3):
Symbols have the following meanings: E a [J mol−1 K−1] activation energy of reaction, Tv [K]—temperature point corresponding to maximum reaction rate (maximum temperature of reaction peak), V h [K s−1]—heating rate used to determine the DSC curve, R [J mol−1 K−1]—universal constant of gases and A—constant specific to analyzed material. Activation energy of reaction E a could be determined based on Eq. (3) as the slope of line represented in following coordinates:
For this particular case, the E a values were calculated from the maximum temperatures of the two exothermic peaks that resulted from deconvolution process of experimental DSC curves for 5, 10, 15 and 20 °C min−1, given in Table 3. The maximum temperature values of exothermic peaks for different heating rate are given in Table 3. These values allowed calculation of Kissinger’s line for the exothermic reactions that are represented in Fig. 6. Resulting activation energy for exothermic reaction was E a1 = 321 kJ mol−1 for the first exothermic peak and E a2 = 284 kJ mol−1 for the second one. The T v values of the second exothermic reaction for heating at 10 °C min−1 were outliers for calculation of Kissinger’s line.
The activation energies that were determined for the two exothermic reactions are comparable with activation energies necessary to form Al–Fe intermetallic phases. For example, activation energy for the formation of Al5Fe2 as reaction product between Al and Fe powders is E a = 146.8 kJ mol−1 [41] or E a = 144.7 kJ mol−1 (1.5 eV) [33], while activation energy of Al–Fe is E a = 202.6 kJ mol−1 (2.1 eV) [33]. If oxidation of aluminum is considered, activation energies are E a = 120 kJ mol−1 [28] for the formation of amorphous alumina, E a = 227 kJ mol−1 [28] for γ-alumina and E a = 306 kJ mol−1 [28] for α-alumina, values that are even closer to the energies of the two exothermic reactions that were evidenced. However, resulting values do not allow at this point to establish a univocal relation of each exothermic reaction with formation of intermetallics or oxidations phenomena, which probably occur simultaneously (Fig. 7).

Kissinger’s lines of exothermic reactions: a first exothermic reaction; b second exothermic reaction
Conclusions
Both experimental results and mathematical modeling revealed the complex transformations that occur during in situ fabrication of Al-Al2O3 composites at relatively low temperatures. Mathematical processing of DSC curves evidences the presence of two distinct exothermic reactions, under 700 °C and partially superposed to the endothermic melting of aluminum matrix, that could be related to internal oxidations of Al and/or formation of new Al–Fe phases. Investigations performed by means of EDX and XRD investigations on composite samples sintered for 1 h at 700 °C evidenced the in situ decomposition of iron oxide particles (7.5 % vol) and formation of some Al5Fe2 and Al–Fe intermetallic phases, as well as some constituents that could not be determined at this stage. Some of microstructural transformations seemed to affect even the aluminum matrix, since the peaks of aluminum could not be evidenced on the XRD pattern of sintered composites. Some alterations of alumina peaks that were evident on hot-pressed preforms and attenuated on sintered samples also suggest some metastable formations of alumina. Although the results indicate that fabrication of in situ composites at temperatures below 700 °C is possible, further microstructural investigations would be necessary to differentiate between fractions of alumina that were introduced ex situ or produced in situ by means of reactive sintering, as well as the effect that secondary alumina may have on mechanical properties.
References
Mortensen A, Llorca J. Metal matrix composites. Ann Rev Mater Res. 2010;40:243–70.
Alman DE (2001) Properties of metal-matrix composites. In: ASM handbook, vol. 21 composites. Novelty: ASM International.
Kainer KU. Metal matrix composites. Custom-made materials for automotive and aerospace engineering. Weinheim: WILEY-VCH; 2006.
Chawla N, Chawla K. Metal matrix composites. New York: Springer; 2006.
Miracle D. Metal matrix composites—from science to technological significance. Compos Sci Technol. 2005;65:2526–40.
Clyne TW, Withers PJ. Introduction to metal matrix composites. Cambridge: Cambridge University Press; 1993.
Carvalhinhos H, Marcelo T, Carvalho M. Geometrical limitation to the homogenous mixing of metal and ceramic powders on fabricating Al Matrix/SiC composites. In: Proceedings of tenth international conference on composite mater: Proc manufac. Whistler; 1995.
Whittenberger DJ, Glasgow TK, Taya M, Lilholt H. Mechanical properties of metallic composites. New York: Marcel Dekker; 1994.
Nicoara M, Cucuruz RL, Cartis I. Partikelverstäkter Verbundwerkstoffe. Metall. 1999;1–2:30–6.
Casati R, Vedani M. Metal matrix composites reinforced by nano-particles—a review. Metals. 2014;4:65–83.
Scudino S, Liu G, Sakaliyska M, Surreddi K, Eckert J. Powder metallurgy of Al-based metal matrix composites reinforced with β-Al3Mg2 intermetallic particles: analysis and modeling of mechanical properties. Acta Mater. 2009;57(15):4529–38.
Chen ZC, Takeda T, Ikeda K. Microstructural evolution of reactive-sintered aluminum matrix composites. Compos Sci Technol. 2008;68:2245–53.
Reddy BSB, Das K, Das S. A review on the synthesis of in situ aluminum based composites by thermal, mechanical and mechanical–thermal activation of chemical reactions. J Mater Sci. 2007;42:9366–78.
Tjong S, Ma Z. Microstructural and mechanical characteristics of in situ metal matrix composites. Mater Sci Eng. 2000;29:49–113.
Duraes L, Costa BF, Santos R, Correia A, Campos J, Portugal A. Fe2O3/aluminum thermite reaction intermediate and final products characterization. Mat Sci Eng A. 2007;465:199–210.
Mei J, Halldearn R, Xiao P. Mechanisms of the aluminium-iron oxide thermite reaction. Scripta Mater. 1999;41(5):541–8.
Fan RH, Lu HL, Sun KN, Wang WX, Yi XB. Kinetics of thermite reaction in Al-Fe2O3 system. Thermochim Acta. 2006;440:129–31.
Wang Y, Song XL, Jiang W, Deng GD, Guo XD, Liu HY, Li FS. Mechanism for thermite reactions of aluminum/iron-oxide nanocomposites based on residue analysis. Trans Nonferrous Met Soc China. 2014;24:263–70.
Gedevanishvili S, Deevi S. Processing of iron aluminides by pressureless sintering through Fe + Al elemental route. Mater Sci Eng A. 2002;325(1–2):163–76.
Joslin D, Easton D, Liu C, Babu S, David SA. Processing of Fe3Al and FeAl alloys by reaction synthesis. Intermetallics. 1995;3(6):467–81.
Pochec E, Jozwiak SKK, Bojar Z. Fe–Al phase formation around SHS reactions under isothermal conditions. J Alloy Compd. 2011;509:1124–8.
Joslin D, Easton D, Liu C, David SA. Reaction synthesis of Fe–Al alloys. Mater Sci Eng A. 1995;192–193(2):544–8.
Gao H, He Y, Shen P, Zou J, Xu N, Jiang Y, Huang B, Liu C. Porous FeAl intermetallics fabricated by elemental powder reactive synthesis. Intermetallics. 2009;17(12):1041–6.
Jóźwiak S, Karczewski K, Bojar Z. Kinetics of reactions in FeAl synthesis studied by the DTA technique and JMA model. Intermetallics. 2010;18(7):1332–7.
Matysik P, Jozwiak S, Czujko T. The kinetics of non-isothermal iron and aluminum powder mixtures sintering in protective atmosphere. J Alloy Compd. 2013;549:92–9.
Hasani S, Panjepour M, ShamanianM. Oxidation and kinetic analysis of pure aluminum powder under nonisothermal condition. Open Access Scientific Reports. 2012;8:1–8.
Jeurgens LPH, Sloof WG, Tichelaar FD, Mittemeijer E. Thermodynamic stability of amorphous oxide films on metals: application to aluminum oxide films on aluminum substrates. J Phys Rev B. 1999;62(7):4707–19.
Schoenitz M, Patel B, Osagie A, Dreizin EL. Oxidation of aluminum powders at high heating rates. Thermochim Acta. 2010;507–508:115–22.
Yen FS, Lo HS, Wen HL, Yang RJ. Gamma- to Alfa-phase transformation subsystem induced by a-Al2O3-seeding in boehmite-derived nano-sized alumina powders. J Cryst Growth. 2003;249:283–93.
Jeurgens LPH, Sloof WG, Tichelaar FD, Mittemeijer E. Structure and morphology of aluminium-oxide films formed by thermal oxidation of aluminium. Thin Solid Films. 2002;418(2):89–101.
Jeurgens LPH, Sloof WG, Tichelaar FD, Mittemeijer E. Composition and chemical state of the ions of aluminium-oxide films formed by thermal oxidation of aluminium. Surf Sci. 2002;506(3):313–32.
Gasior W, Debski A, Moser Z. Formation enthalpy of intermetallic phases from Al–Fe system measured with solution calorimetric method. Intermetallics. 2012;24:99–105.
Haidara F, Record MC, Duployer B, Mangelinck D. Phase formation in Al–Fe thin film systems. Intermetallics. 2012;23(4):143–7.
Xue Y, Shen R, Ni S, Song M, Xiao D. Fabrication, microstructure and mechanical properties of Al–Fe intermetallic particle reinforced Al-based composites. J Alloy Compd. 2015;618:537–44.
Kissinger HE. Reaction kinetics in differential thermal analysis. Anal Chem. 1957;29(11):1702–6.
Svoboda R, Malek J. Amorphous-to-crystalline transition in Te-doped Ge2Sb2Se5 glass. J Therm Anal Calorim. 2014;117:1073–83.
Svoboda R, Malek J. Is the original Kissinger equation obsolete today? J Therm Anal Calorim. 2014;115:1961–7.
Rendtorff NM, Suárez G, Aglietti EF. Non isothermal kinetic study of the aluminium titanate formation in alumina-titania mixtures. Cerâmica. 2014;60:411–6.
Leyva-Gonzalez KA, Deaquino-Lara R, Pourjafari D, Martınez-Sanchez R, Hernandez-Rodriguez MAL, Garcıa-Sanchez E. Calorimetry study of the precipitation in an Al7075-graphite composite fabricated by mechanical alloying and hot extrusion. J Therm Anal Calorim. 2016;121:589–95.
Hanene N, Ibrahim DM, Abdelhafid T. The effect of heavy cold plastic deformation on the non-isothermal kinetics and the precipitation sequence of metastable phases in an Al–Mg–Si alloy. J Therm Anal Calorim. 2016;123:19–26.
Bhanumurthy K, Krauss W, Konys J. Solid-state diffusion reaction and formation of intermetallic phases in the Fe–Al system. Fusion Sci Technol. 2014;65(2):262–72.
Acknowledgements
This work was supported by the research Grant PN-II-PT-PCCA-2011-3.2-0423 CERMETSINTREACT provided by UEFISCDI Romania.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Nicoara, M., Locovei, C., Opris, C. et al. Optimizing the parameters for in situ fabrication of hybrid Al-Al2O3 composites. J Therm Anal Calorim 127, 115–122 (2017). https://doi.org/10.1007/s10973-016-5595-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-016-5595-3