
Abstract
The target development laboratory at Inter-University Accelerator Centre (IUAC) is one of the main facilities for the fabrication of nuclear physics targets in India. Vacuum evaporation and cold rolling technique are mainly used for the production of isotopically pure targets at IUAC. Targets of Gd, Pt, W, Mo, Ta, Ni, Ag and Sn have been developed in the form of self-supporting targets and with thin carbon backing. Recent progress in target development laboratory at IUAC will be discussed in the report.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
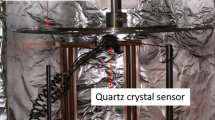
The target development laboratory at IUAC plays an active role in fabrication and supplying of targets and thin films for researchers in nuclear physics, material science and atomic physics in India. Main focus of this report is to discuss the recent development of isotopically pure targets for nuclear physics applications and further improvements in target preparations which were already reported. At IUAC, targets are prepared by physical vapor deposition (PVD) techniques such as thermal evaporation and electron gun evaporation or by cold rolling. Thick targets with a thickness in the order of mg/cm2 are usually prepared by cold rolling and thin targets with a thickness in the order of µg/cm2 are prepared by PVD. Thickness of the targets fabricated in PVD technique is measured by an in-situ quartz crystal monitor. Thickness of the rolled foils is calculated by mass and area of the foil. Profilo meter, α-energy loss method, XRF technique and RBS technique are also used for the further verification of the thickness and impurities in the targets. The maximum variation in thickness of rolled foils of size of 5 × 5 cm2 is within 20 %. Thickness variation in rolled targets and evaporated targets of size of 1 × 1 cm2 is measured within 5 %.
Experimental procedure
Targets of 94Mo and 109Ag by cold rolling
Mo targets in the form of self-supporting and with thick Au backing have been fabricated by rolling. Fabrication of Mo targets by different methods was reported by several investigators [1–12]. Kheswa et al. [9] and Karasek [10] have described the possibilities of cold rolling in Mo target preparation. The thin self-supporting targets of Ag have also been reported by Gallant [13].
For the preparation of Mo and Ag targets for each material less than 100 mg and only as a powder were available. Targets of Ag and Mo were regularly fabricated by PVD. However an amount of 100 mg of material was not sufficient for preparing targets with a thickness in the order of mg/cm2 by vacuum evaporation. Minimum material loss in rolling and the good malleability as well as high ductility of Mo and Ag were the major factors for choosing the rolling technique. In the following the different steps for the production of a foil are described.
Initially, the powder was pressed by a hydraulic press to form a pellet of 3 mm diameter which was rather fragile. The pellet was melted by electron beam heating in a vacuum coating unit several times with intermediate flipping to form a single uniform solid bead. Since a sudden cooling of material by the chilled water supply in crucible may adversely affect the rollability of material, the water supply was minimized and the beam current of the electron gun was gradually reduced. The resulting piece was gradually thinned down by rolling in a highly polished stainless steel folder. The homogeneous metal bead and a resulting rolled Mo foil are shown in Fig. 1. With this technique, target thickness in the order of 1 mg/cm2 was achieved for 94Mo and 109Ag.

Molybdenum metal bead (left) and rolled foil (right)
For Mo targets with Au backing, initially the Mo (1.5 mg/cm2) and Au (10 mg/cm2) were rolled separately. An In layer of 100 nm was deposited by PVD on the rolled foils. The foils were subsequently rolled together to form a single piece of Mo target of 1.4 mg/cm2 with a Au backing of 9.6 mg/cm2.
Ni foils by cold rolling
Several investigators have reported the fabrication of Ni foils by electron beam evaporation and sputtering [14, 15]. Karasek [10] has already described the importance of heat treatment in rolling of ductile foils in the order of µg/cm2. Additional features like glove box and Ar gas supply are also recommended for maintaining a neutral and dust-free environment for rolling.
Latest experience with Ni foil in rolling without any heat treatment indicated that gradual reduction of the foil thickness with extreme care and careful handling can result in thin foils of 450 µg/cm2 thickness. Several Ni foils were fabricated from the initial thickness of 22 mg/cm2 (Fig. 2; Table 1) with the help of a mirror polished stainless steel folder. No additional features like glove box or Ar gas supply were used in the fabrication. These foils were used to separate the gas-filled magnetic region from beam line vacuum in HYbrid Recoil mass Analyzer (HYRA) at IUAC. All the rolled Ni-foils were stable enough to withstand a pressure difference between 1.3 mbar and 1.7 × 10−5 mbar.

Rolled Ni foil
Targets of rare earth elements
In the past, the isotopes of gadolinium and other rare earth elements were mainly available in oxides forms. Conversion of oxide form into elemental form was a major task in target fabrication of rare earth elements. Many investigators have reported the preparation of Gd by reduction and vacuum evaporation [16–23].
Recently suppliers like Oak Ridge National Laboratory (ORNL),Oak Ridge, USA and ISOFLEX, Moscow, Russia started supplying isotopes of Gd and other rare earth materials in elemental forms like sheets and shots which can be rolled. Sapir [24] has reported the fabrication of Gd target of 3 mg/cm2 by cold rolling.
Gd enriched in Gd-160 is commercially available as foil with a thickness between 0.25–1 mm. Gd foils were thinned down to the thickness of 500 μg/cm2 in cold rolling. Oxidation and burning of the foils during the rolling were the main difficulties. It was noticed that, the burning of foil can occur due to an electric discharge as can be observed between the foil and the forceps while handling the foil. The electric charge accumulated due to the friction on the surface of foil by the hard rollers of the rolling machine. Usage of an anti-static wrist strap was very effective in protecting the foils from burning. An uninterrupted flow of argon in the surrounding of roller was helpful in minimizing the oxidation of target surface during rolling.
Ho, Tb, Tm, Gd, Nd, Sm, Ce, Pr, Sm, Dy, Yb and Lu targets in the order of μg/cm2 thickness were frequently fabricated in IUAC by evaporation. In addition to Gd, rare earth elements like Ho, Tb and Tm targets in the order of mg/cm2 have been fabricated by cold rolling.
Isotopic Sn targets by rolling
Sapir [25] has described the fabrication of Sn targets of 500 μg/cm2 thickness by rolling in triple sandwich of stainless steel, beryllium copper and wax paper or mylar. Manente et al. [26] have also reported the fabrication of Sn targets of 1 mg/cm2 thickness by rolling in stainless sheet with silicone oil layer.
At IUAC, many targets of 116Sn, 118Sn, 119Sn, 120Sn, 122Sn and 124Sn with thickness exceeding 1 mg/cm2 as self-supporting foils as well as with backing have been fabricated by rolling. Stainless steel folders were used for thickness up to ~5 mg/cm2. Heating the sandwich steel folder and foil was helpful for the successful rolling of Sn foils. Since Sn foils started sticking to steel sheets at ~5 mg/cm2, stainless steel sheets were replaced by Teflon sheets for the further reduction down to ~1 mg/cm2.
Isotopic Sn targets by evaporation
Thin Sn targets of 122Sn and 124Sn of thickness not exceeding 1 mg/cm2 were successfully fabricated by thermal evaporation in the form of self-supporting film and with backing. For self-supporting targets, 100 nm NaCl was deposited as a parting agent. NaCl and Sn are evaporated without breaking the vacuum, since degradation of NaCl film in the moist air reduces its solubility in water. Floating of Sn within few hours after the evaporation was also helpful for an easy separation of films from the glass slide. Thickness of self-supporting Sn targets fabricated by evaporation was ~200 μg/cm2. The Sn targets were also made with thin carbon and thick gold backing. The thickness of Sn targets with backing varied from 200 to 700 μg/cm2. The distance between the evaporation source and substrate during the evaporation was maintained above 6 cm to minimize the transfer of heat from the source to substrate.
Isotopic W targets by evaporation
Thin targets of tungsten isotopes of 182W, 184W and 186W were frequently fabricated in IUAC, but the process had drawbacks regarding the achievable minimum thickness and the reliability of the carbon backing foil [27]. Therefore we optimized our process. Now 182W was directly evaporated by electron beam on the glass slides already coated with 25 μg/cm2 of carbon and 100 nm of BaCl2 as a parting agent. Before and after the evaporation of W, the carbon coated glass slides were annealed at 325 °C in argon environment in order to relieve the stress from the foil. The glass slide having now films of W, C and BaCl2 were floated in distilled water. Finally the tungsten film was mounted on a target frame. With this method more than 15 targets of 182W of 100 μg/cm2 thickness were prepared in a single evaporation run by using 80 mg of starting material.
Ta targets by evaporation
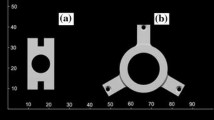
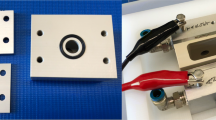
Several targets of Ta were fabricated and supplied for nuclear physics experiments in IUAC. Self-supporting Ta targets of 350–550 μg/cm2 thickness and Ta targets of 250 μg/cm2 thickness with carbon backing were successfully fabricated by electron beam evaporation in high vacuum environment. For self-supporting targets, Ta was deposited on copper foil of 1.5 mg/cm2. A substrate heater was also used to maintain the copper foil at 300 °C. Ta coated copper foil was then cut into the sizes of the target frame and the copper was removed slowly by etching in a nitric acid solution having 1:3 ratios of nitric acid (assay 68–72 %) and deionized water. It was observed that many thin targets less than 500 μg/cm2 had short life time after mounting on the target frame. However targets of more than 500 μg/cm2 showed a long life time with high stability. Ta targets on a carbon backing were prepared by same procedure which was adopted for W target.
Pt targets by evaporation
Targets of 194,196,198Pt had been fabricated for nuclear physics experiments in IUAC. Singh et al. [28] has reported the fabrication of self- supporting targets of Pt by evaporation and etching. Gursky et al. [29] and Singh et al. have also reported that KI is the most suitable releasing agent in Pt self-supporting target fabrication.
Since isotopic Pt is rather expensive, more work is continued to optimize the material consumption and success rate by evaporation. It was experienced that stress developed in the film was having prominent role in developing cracks and damages on self-supporting film. In the recent attempts, 300 μg/cm2 of Pt was evaporated by electron beam on a glass slide having 100 nm of BaCl2 coating. The slides were annealed at 425 °C for 2 h in nitrogen environment in order to remove the stress from the foil. The annealed slides have shown significant improvement in floating and life of Pt targets. The targets of 194,196Pt were also successfully prepared with thin C backing of 15 μg/cm2 by electron beam evaporation.
Summary
The target development laboratory in IUAC has fabricated and supplied many targets to nuclear physics research community in India. Table 2 shows some of the recently fabricated targets in IUAC. More works have done in the direction of improving or modifying the existing process to reduce the cost and increase the efficiency of target fabrication.
References
Verdingh V (1972) Nucl Instr Methods 102:431–434
Richaud JP (1979) Nucl Instr Methods 167:97–100
Nickel F, Hartmann W, Marx D (1979) Nucl Instr Methods 167:175–177
Guoji XU, Chanxing W (1985) Nucl Instr Methods A 236:555–557
Greene JP, Thomas GE (1991) Nucl Instr Methods A 303:165–167
Lipski AR, Lee LL Jr, Liang JF, Mahon JC (1993) Nucl Instr Methods A 334:126–127
Sugai I (1997) Nucl Instr Methods A 397:81–90
Ueta N, Engel WGP, Medina NH, Pereira D, Chamon LC, Botelho S, Ribas RV (1997) Nucl Instr Methods A 397:163–171
Kheswa NY, Papka P, Buthelezi EZ, Lieder RM, Neveling R, Newman RT (2010) Nucl Instr Methods A 613:389–391
Karasek FJ (1972) Nucl Instr Methods 102:457–458
Hanemaayer V, Benard F, Buckley KR, Klug J, Kovacs M, Leon C, Ruth TJ, Schaffer P, Zeisler SK (2014) J Radioanal Nucl Chem 299:1007–1011
Durnez A, Thévenet VP, Fortuna F (2014) J Radioanal Nucl Chem 299:1149–1154
Gallant JL (1972) Nucl Instr Methods 102:477–483
Lommel B, Hartmann W, Huebner A, Kindler B, Steiner J (2011) Nucl Instr Methods A 655:44–46
Stolarz A, Seppala R (2014) J Radioanal Nucl Chem 299:1133–1136
Sugai I, Kato H (1985) Nucl Instr Methods A 236:549–554
Komor PM (1989) Nucl Instr Methods A 282:133–135
Greene JP, Thomas GE (1991) Nucl Instr Methods B 61:575–579
Komor PM, Speidel KH, Stolarz A (1993) Nucl Instr Methods A 334:191–195
Lipski AR (1995) Nucl Instr Methods A 362:98–99
Komor PM, Speidel KH (2002) Nucl Instr Methods A 480:71–74
Komor PM, Krucken R, Speidel KH, Kenn O (2004) Nucl Instr Methods A 521:17–21
Kumar V, Abhilash SR, Kabiraj D, Thakur P, Bhati AK (2010) Nucl Instr Methods A 613:404–406
Sapir L (1995) Nucl Instr Methods A 362:198–200
Sapir L (1982) Nucl Instr Methods 200:121–122
Manente G, Pengo R (1989) Nucl Instr Methods A 282:140–141
Shidling PD, Abhilash SR, Kabiraj D, Madhavan N (2008) Nucl Instr Methods A 590:79–82
Singh V, Abhilash SR, Behera BR, Kabiraj D (2011) Nucl Instr Methods A 635:20–23
Gursky JC, Rourke JAO (1979) Nucl Instr Methods 167:145–149
Acknowledgments
We would like to thank Dr. D. K. Avasthi, Program Leader, Target Development Laboratory, IUAC, for his encouragement and constant support.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Abhilash, S.R., Gehlot, J., Banerjee, T. et al. Recent target development activities at Inter-University Accelerator Centre. J Radioanal Nucl Chem 305, 749–753 (2015). https://doi.org/10.1007/s10967-015-4149-7
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10967-015-4149-7