
Abstract
In this study, active packaging films were developed by incorporating nano TiO2 and pomegranate peel extract (PPE) into high-amylose corn starch (HCS)/konjac glucomannan (KG) matrix for the first time. The aim of present work was to investigate the influence of nano TiO2 and PPE on physicochemical and functional properties of HCS/KG-based films. The films were characterized by XRD, FT-IR and SEM, and the tensile, antibacterial and antioxidant properties were evaluated. The results showed that the crystallinity of the composite films was increased and the microstructure was more uniform and dense after adding TiO2 and PPE, and the intermolecular hydrogen bonds were formed between TiO2, PPE, and film matrix. Incorporation of TiO2 and PPE significantly improved tensile properties and decreased water solubility and water vapor permeability of the composite films (p < 0.05). HCS/KG films incorporated with TiO2 and PPE presented remarkable antibacterial activity against Escherichia coli and Staphylococcus aureus, and exhibited strong antioxidant activity due to the polyphenol compounds in PPE. All films properties not only changed with the content of TiO2 and PPE, but also improved synergistically when they were added together. The developed composite films were used as coating for the preservation of Agaricus bisporus, and the weight, firmness and total soluble solids of A. bisporus were significantly maintained and browning was effectively inhibited during storage. Therefore, HCS/KG composite film/coating containing TiO2 and PPE has great potential as an attractive commercialization technology to ensure the quality and extend the shelf life of foods.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Due to its sustainability and eco-friendliness, biopolymers are considered to be one of the feasible methods to solve the environmental problems caused by non-biodegradable plastic packaging materials [1]. In recent years, biopolymer composite packaging films prepared by mixing two or more bio-based materials (such as proteins, lipids, polysaccharides and other functional materials) have attracted more and more attention [2,3,4]. Compared with the film formed by a single material, the composite film has the advantages of excellent barrier and tensile properties and functional diversity, which expands its application potential in the packaging field [5, 6].
High-amylose corn starch (HCS) is a macromolecular plant polysaccharide with relatively high amylose content (> 50%) [7]. It has shown great potential in the development of biodegradable films for the resulting biodegradable films exhibit better elastic modulus and tensile strength than common starch films [8]. Many studies have tried to mix HCS with biodegradable gelatin, polyvinyl alcohol, chitosan and even rice bran to form HCS composite film [7, 9, 10]. The synergistic effect of HCS and non-starch polymers can change network structure of the films, which can reduce water vapor permeability and improve tensile properties [11]. Konjac glucomannan (KG) is a kind of polysaccharide gum, which is a linear chain composed of d-mannose and d-glucose, and has good film forming ability and synergistic effect with starch [12]. It is reported that the addition of KG inhibited the recrystallization of HCS molecules and improved the water resistance and flexibility of HCS/KG composite films [13]. However, HCS has limited biocompatibility with KG, so there are still some problems such as high water permeability and phase separation. Zou et al. [11] found that the addition of β-cyclodextrin enhanced the network structure of HCS/KG composite film and improved the barrier and tensile properties. Nevertheless, the filler itself does not possess activities, such as antimicrobial and antioxidant activities, which limits its application in the field of active packaging.
With the development of nanotechnology, various types of nanofillers have been used to improve the properties of nanocomposite films [1]. Among different nanomaterials, TiO2 nanoparticles are recognized as safe materials in food applications, with non-toxicity, stability, biocompatibility, dispersion, photocatalysis and UV blocking properties [14, 15]. Moreover, nano TiO2 also has excellent antimicrobial activities and ethylene scavenging [16, 17]. In particular, TiO2 has broad-spectrum antibacterial activity against microorganisms including fungi, Gram-negative and Gram-positive bacteria [18]. The development of active packaging film by incorporating TiO2 into food packaging has also received widespread attention [15, 19, 20]. In addition to the antimicrobial activity, the barrier and tensile properties of the biocomposite have also been improved [21]. However, due to insufficient antioxidant capacity, the application of TiO2 composite film in food production and preservation is limited [14, 15, 17].
Pomegranate (Punica granatum L.) is a traditional fruit crop of the Punicaceae family, rich in nutrients and popular among the public [22]. Pomegranate peel accounts for about 50% of the total weight of fruit, and a large amount of peel waste is produced in the processing of pomegranate products every year, which may lead to a variety of environmental problems [22]. Pomegranate peel is rich in polyphenols, such as phenolic acids, flavonoids and tannins [23]. Pomegranate peel bioactive compounds could be harmlessly employed as antibacterial agents, biological preservatives and food disinfectants [24]. At present, pomegranate peel polyphenol extracts have been incorporated into various polysaccharide-based film matrices, such as pectin and chitosan, to develop active packaging [25, 26]. To the best of our knowledge, the effect of pomegranate peel extract (PPE) on the structure, physical and functional properties of the HCS/KG nanocomposite film has not been investigated yet.
Agaricus bisporus is very popular in global food market, accounting for 30% of the world’s total mushroom production [27]. However, due to its natural unprotected structure, Agaricus bisporus has a short shelf life and is no longer suitable for the market in 1–3 days at room temperature [28]. Postharvest Agaricus bisporus continues to deteriorate in quality, such as discoloration, water loss, texture change, nutrient loss and poor flavor [27]. Therefore, it is not surprising that technologies to extend the shelf life and quality of mushrooms and reduce economic losses are necessary. Some traditional methods with novel modifications, as well as modern industrial-scale solutions such as thermal processes, modified atmosphere packaging, electrolyzed water, ultrasound and coating, can be used to extend the shelf life of mushrooms [28]. Still, the coating is considered the most easy, effective and economical minimal processing for mushroom preservation.
Therefore, this study nano TiO2 and PPE were incorporated into HCS/KG film matrix to develop active packaging for the first time. Compared with HCS/KG film, the stronger synergistic effect between TiO2 and PPE and film matrix may help to improve the barrier, tensile properties and functionality of the composite film. The effect of nano TiO2 and PPE on the structure and physical properties of HCS/KG-based films were investigated. Moreover, the antimicrobial and antioxidant activities of the obtained films were evaluated and their effect as edible coating on Agaricus bisporus storage quality (weight loss, firmness, total soluble solids and browning index) was also studied.
Materials and Methods
Materials
Pomegranate (Punica granatum L.) sample was obtained from local market (Harbin, China). Nano TiO2 (25 nm) was purchased from Aladdin Chemical Co., Ltd. (Shanghai, China). HCS (85.5% amylose content) was obtained from Hengrui starch Technology Co., Ltd. (Henan, China). KG (viscosity ≥ 30,000 mpa s, food grade, purity > 95%) powder was purchased from Beijing Biotopped Science & Technology Co., Ltd. (Beijing, China). Glycerol was obtained from Tian in Fuyu Fine Chemical Co., Ltd. (Tianjin, China). 1,1-Diphenyl-2-picrylhydrazyl (DPPH) was purchased from Shanghai Yuanye Bio-Technology Co., Ltd. (Shanghai, China). Staphylococcus aureus and Escherichia coli were purchased from Beijing Microbiological Culture Collection Center (Beijing, China). Agaricus bisporus were harvested from a local farm (Harbin, China). All other reagents used were of analytical grade.
Preparation of PPE
PPE was prepared as described previously with some modifications [29]. The pomegranate was washed and peeled, and the pomegranate peel was dried at 60 °C for 48 h. The pomegranate peel (200 g) was ground by a pulverizer (FZ102, Taisite, China) and passed through 60 mesh sieve. For extraction process the pomegranate peel powder was placed in 1 L of 80% (v/v) ethanol at 4 °C for 24 h. The extract solutions were centrifuged at 7000 rpm for 5 min and filtered through Whatman filter paper. The extract was concentrated at 40 °C using a rotary evaporator and then freeze-drying to obtain PPE.
Film Preparation
The HCS/KG composite films were prepared as described previously with some modifications [11]. HCS (5 g) and KG (0.4 g) were mixed in 100 mL of distilled water. The mixture was vigorously stirred at 100 °C for 40 min, and then gelatinized at 125 °C for 120 min. After that, 2% (w/v) glycerol was added and stirred continuously at 70 °C for 20 min. Various concentrations (1, 2 and 4 wt% based on HCS) of nano TiO2 were added to HCS/KG film solutions with continuous stirring at 70 °C for 20 min and followed by ultrasound for 10 min. After testing the performance characteristics of the HCS/KG/TiO2 composite films, 4 wt% of nano TiO2 was chosen as the optimal concentration of the film (based on the optimal tensile strength), so this concentration was used for the preparation of subsequent composite films. For the preparation of HCS/KG/TiO2/PPE composite film solutions, various concentrations (1, 2 and 4 wt% based on HCS) of PPE were added to HCS/KG/4%TiO2 film solutions with vigorous stirring at 70 °C for 20 min. Then, the film-forming solutions were degassed and cast onto a plexiglass mold (20 × 20 cm), and dried at 40 °C. All the films were equilibrated at 53% relative humidity for 48 h before testing.
Characterization of Films
Structural Characterization
X-ray diffraction (XRD) pattern was recorded using an X-ray diffractometer (Rigaku D/tex-2600, Japan) with Cu Kα radiation between 2θ = 5° and 60°. Fourier transform infrared (FT-IR) spectrum of the films was measured using a spectrometer (Nicolet is50, Thermo Fisher Scientific, USA) in range of 4000–500 cm−1. The surface and cross-sectional morphology of the films were analyzed by field emission scanning electron microscope (SEM) (Hitachi S-3400 N, Japan).
Color
Colorimeter (NR10QC, Shenzhen Sanenshi Technology Co., Ltd, China) was used to determining the color parameters (a, b and L) of the film samples.
Thickness, Moisture Content (MC) and Water Solubility (WS)
The thickness of film sample was measured by using a helical micrometer. The films were dried at 105 °C to constant weight, and the MC was calculated by the weight loss of the film. The WS of the film were measured using the previous method with some modifications [30]. The sample dried to constant weight was placed in distilled water (100 mL) and stirred at 25 °C (150 rpm, 6 h). WS was the proportion of the dry matter in film dissolved in water.
Water Vapor Permeability (WVP)
The WVP of sample was determined according to previous method with some modifications [31]. The film was sealed over a special aluminum cup containing anhydrous CaCl2 (6 g) with exposed area of 36.3 cm2 and depth of 5.5 cm, and placed into a desiccator at room temperature with 95% RH. The cup was weighed every 2 h and WVP was calculated using the following equation:
where ΔW is the weight increase of the cup (g), d is the thickness of the film (m), t is the time (h), S is the exposure area of the film (m2). ΔP is the water vapor pressure difference across the film (Pa).
Tensile Properties
Tensile properties of the films (1 cm × 6 cm) including tensile strength (TS) and elongation at break (EAB) were determined by a universal testing machine (ZQ-990A, Dongguan Zhiqu Precision Instrument Co., Ltd., China) according to our previous research [31].
Antimicrobial Activity
The antimicrobial activity of the films was evaluated by using disc diffusion method [22]. S. aureus and E. coli were inoculated in the nutrient broth and activated at 30 °C for 24 h before experiment. Film with 6 mm in diameter was laid on the lysogeny broth agar plate inoculated with bacteria, and then incubated at 37 °C for 24 h. Then, the size of the inhibition zones was measured.
Antioxidant Activity
The DPPH radical scavenging activity of the samples was determined using previous study with some modifications [31]. The film (20 mg) was immersed into DPPH ethanol solution (4 mL, 0.2 mM) for 30 min in dark. After that, the absorbance was measured at 517 nm.
where Asample is the absorbance of the test film, Acontrol is the absorbance of the control without film.
Coating Application on the Preservation of Agaricus bisporus (A. bisporus)
Coating Treatment and Storage
Fresh postharvest A. bisporus with uniform size, complete shape and no mechanical damage were selected. The mushrooms were divided into five groups randomly and five treatments were applied in this study: (1) control group (coating with distilled water); (2) HCS/KG group (3) HCS/KG/4%TiO2 group; (4) HCS/KG/4%TiO2/1%PPE group; (5) HCS/KG/4%TiO2/2%PPE group; (6) HCS/KG/4%TiO2/4%PPE group. The samples were immersed into corresponding coating solution for 30 s, and then air-dried at room temperature. The thoroughly dried A. bisporus were packed into polyethylene bags and stored at 4 °C with 85–90% RH and monitored at 0, 2, 4, 6, 8 and 10 days.
Weight Loss and Firmness
The weight loss result is expressed as the percentage of the mass loss of the mushroom during storage compared to the initial weight. The firmness of fresh-cut apples was determined by a universal testing machine equipped with a cylindrical probe (diameter: 6 mm). The penetration depth and test speed was 5 mm and 1 mm/s, respectively. Each group of experiments was in triplicate.
Total Soluble Solids (TSS)
Agaricus bisporus were homogenized and mixed in a mortar, and then the TSS content of the filtrate was analyzed with a refractometer (LH-Q32, Luheng Biotechnology Co., Ltd., China).
Browning Index (BI)
BI was used to quantify the browning degree of A. bisporus during storage according to the previous method [32]. The color parameters (L, a and b) of mushroom caps were measured using a colorimeter. BI of samples was calculated as follows:
Statistical Analysis
All experiments were carried out in triplicate. The results were expressed as mean ± standard deviation. Tukey’s test with SPSS software was used to analyze the data and statistically significance was defined if p < 0.05.
Results and Discussion
Characterization of Films
Structural Characterization
The XRD patterns of TiO2, PPE, HCS/KG film, HCS/KG/TiO2 films and HCS/KG/TiO2/PPE films were shown in Fig. 1. The XRD pattern of TiO2 displayed several strong diffraction peaks at 2θ = 27.5°, 36.2°, 41.3°, 54.4° and 56.7°, corresponding to the crystal plane of (101), (004), (200), (105) and (211), respectively [1]. For PPE, there were two main diffraction peaks at 18.5° and 28°, which were due to the presence of crystalline phenolic acids in PPE [26]. The diffraction pattern of the HCS/KG film showed peaks around 17.1°, 19.7° and 22.3°, which corresponding to the typical B-type crystalline structure of starch. In the HCS/KG/TiO2 films, the positions of the three characteristic peaks were basically unchanged. Incorporation of TiO2 into HCS/KG matrix resulted in the presence of additional peaks at 27.5°, 36.1° and 54.4°, which originally belongs to the TiO2, relatively to the contribution of TiO2 that allowed increasing the crystallinity of composite films. The addition of TiO2 caused the HSC/KG molecules to get closer, which may help to improve the barrier and tensile properties of film [13]. For HCS/KG/TiO2/PPE films, the addition of PPE made the intensity of the peak at 19.5° increased, which was because PPE has a strong characteristic peak at about 19°. Compared with the HCS/KG/4%TiO2 film, the peak intensity of the HCS/KG/TiO2/PPE films at about 17° increased. This was due to the intermolecular interactions between the PPE and the film matrix, which made HCS/KG network more orderly [33]. In addition, the incorporation of PPE somewhat increased the crystalline state of the films, which was probably caused by the aggregates of extract in film matrix. Liu et al. [26] also found the diffraction peak intensity of κ-carrageenan-PPE film increased after adding PPE.

XRD patterns of TiO2, PPE, HCS/KG film (a), HCS/KG/1%TiO2 film (b), HCS/KG/2%TiO2 film (c), HCS/KG/4%TiO2 film (d), HCS/KG/4%TiO2/1%PPE film (e), HCS/KG/1%TiO2/2%PPE film (f) and HCS/KG/1%TiO2/4%PPE film (g)
The FT-IR spectra of PPE, HCS/KG film, HCS/KG/TiO2 films and HCS/KG/TiO2/PPE films were shown in Fig. 2. The FT-IR spectra of PPE showed characteristic bands of phenolic compounds at 3386, 2931, 1725, 1625, 1027 cm−1, corresponding to O–H stretching, C–H stretching, C=O stretching, C=C stretching of aromatic ring and C–H deformation of aromatic ring, respectively [26]. The HCS/KG film showed the characteristic peaks belonging to polysaccharides. The peak at 3293 and 1644 cm−1 was due to hydrogen-bonded –OH groups and the presence of bound water [34]. The peak at 1001 cm−1 was attributed to the stretching vibration of C–O in C–O–C groups and the peak at 1151 cm−1 was attributed to the stretching vibration of C–O in C–O–H groups [35]. However, with the increasing content of TiO2 and PPE, there was no obvious difference about the position in different spectra, indicating that TiO2 and PPE did not change the chemical structure of the HCS/KG film, further confirming the TiO2 and PPE have good compatibility with film matrix. Notably, when combined with TiO2 and PPE, the peak at 3293 cm−1 for HCS/KG film shifted to 3290 (HCS/KG/2%TiO2 film), 3289 (HCS/KG/4%TiO2 film), 3292 (HCS/KG/4%TiO2/1%PPE film), 3288 (HCS/KG/4%TiO2/2%PPE film) and 3286 cm−1 (HCS/KG/4%TiO2/4%PPE film), respectively, indicating TiO2 and PPE formed intermolecular hydrogen bonds with the film matrix. However, when the amount of TiO2 was 1 wt%, the position of the absorption peak at 3293 cm−1 did not change, indicating that low amount of TiO2 mainly played a role in filling the pores of the film matrix. In addition, compared with HCS/KG/TiO2 films, the absorption band intensity of HCS/KG/4%TiO2/PPE films at 1001 cm−1 was increased, which was due to the characteristic peak of PPE at 1027 cm−1.

FT-IR spectra of PPE, HCS/KG film (a), HCS/KG/1%TiO2 film (b), HCS/KG/2%TiO2 film (c), HCS/KG/4%TiO2 film (d), HCS/KG/4%TiO2/1%PPE film (e), HCS/KG/1%TiO2/2%PPE film (f) and HCS/KG/1%TiO2/4%PPE film (g)
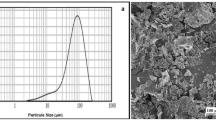
The surface morphology of composite films was shown in Fig. 3. The surface of HCS/KG film was rough and uneven granular structure, which was consistent with the previous research [13]. Moreover, there were many cracks on surface of granular structure (red marks in Fig. 3a). However, after adding TiO2, the cracks on surface of film disappeared. The reason was that the small-sized nanoparticles have a strong ability to occupy the pores of film matrix [31]. With an increase of TiO2 content, the particles on the surface of composite film were connected together to presented a more uniform and dense structure. The addition of TiO2 caused the HCS/KG molecules to get closer and facilitate recrystallization. When the PPE content was 1 wt%, it can be observed that part of the PPE was gathered and coated on the particles of the film surface (red marks in Fig. 3e). With the increase of PPE content (2 wt%), the surface of the composite film became more uniform and dense. This was because PPE can be evenly distributed on the film surface with the increase of PPE amount, and PPE could acts as a crosslinking agent, which can closely connect with HCS/KG molecules. However, the surface of composite film became rough when the PPE content increased to 4 wt%. Zou et al. [36] reported an increase in surface roughness of HCS/KG film containing 3% cinnamaldehyde/β-cyclodextrin complex. A similar phenomena was observed by other researchers, after adding 4 wt% PPE to the κ-carrageenan film, the surface roughness of the composite film increased [26].

SEM images of surface of HCS/KG film (a), HCS/KG/1%TiO2 film (b), HCS/KG/2%TiO2 film (c), HCS/KG/4%TiO2 film (d), HCS/KG/4%TiO2/1%PPE film (e), HCS/KG/1%TiO2/2%PPE film (f) and HCS/KG/1%TiO2/4%PPE film (g) (Color figure online)
The cross-section morphology of composite films was shown in Fig. 4. There were many cracks on the cross-section of HCS/KG film, which was due to the phase separation caused by the addition of KG [13]. With the increase of TiO2 content, the cross-section of composite films gradually becomes dense, continuous and flat. It was reported that the tight internal structure could result in improved tensile strength and water vapor barrier property [15]. However, when 1 wt% extract was added, the cross-section of the composite film became rough. This may be due to the uneven distribution of less added PPE in film matrix. When the amount of extract continued to increase, the cross-section structure of composite films gradually became dense and flat, indicating PPE had good compatibility with the film matrix.

SEM images of cross-section of HCS/KG film (a), HCS/KG/1%TiO2 film (b), HCS/KG/2%TiO2 film (c), HCS/KG/4%TiO2 film (d), HCS/KG/4%TiO2/1%PPE film (e), HCS/KG/1%TiO2/2%PPE film (f) and HCS/KG/1%TiO2/4%PPE film (g)
Color
The color parameters a (green to red), b (blue to yellow) and L (lightness) of the film were shown in Table 1. With the increase of TiO2 content, L value increased, a and b values decreased, indicating an increase in lightness and a decrease in redness and yellowness of the films, which can be attributed to the inherent whiteness and brightening effect of nano TiO2 [9]. After adding the PPE, L value of the composite films significantly decreased (p < 0.05) due to the light scattering caused by the phenolic compounds in PPE reducing the film brightness [37]. This helps to prevent oxidative deterioration of packaged food caused by exposure to visible light [22]. The a and b values of the films increased significantly (p < 0.05), which can be attributed to the presence of anthocyanins in the extract; anthocyanins are pigments that make plants appear red and orange [22]. Liu et al. [38] also found a similar phenomenon when combined lychee peel extract with chitosan film.
Thickness, Moisture Content (MC) and Water Solubility (WS)
The thickness, MC and WS of the film were shown in Table 2. The results showed that when the content of TiO2 was 1 wt% and 2 wt%, the film thickness increased, but there was no significant difference compared with HCS/KG (p > 0.05). However, when the content of TiO2 increased to 4 wt%, the thickness of the composite film increased significantly (p < 0.05). The reason was that when the amount of TiO2 was low (less than 4 wt%), most of TiO2 nanoparticles were filled into crack structure of the film matrix, which weakens the effect on the film thickness. In addition, low concentration TiO2 was well dispersed in the matrix, so there was no statistically significant difference in thickness [15]. With the increase of PPE content, thickness of composite film significantly increased (p < 0.05), which was due to the increase of dry matter in the film. Increasing in the content of TiO2 (2 wt%) incorporated into the film significantly increased the MC of the film (p < 0.05), which was due to crack structure of TiO2 nanoparticles allowed moisture to be adsorbed by the film [15]. However, the MC of the film decreased significantly (p < 0.05) when the addition of TiO2 continued to increase (4 wt%). This may be due to the formation of intermolecular hydrogen bonds between TiO2 and film matrix, which limits the interaction between the hydrophilic groups in film matrix and water molecules. After adding the extract, the MC of the composite films significantly decreased (p < 0.05), which was related to the formation of hydrogen bonds between the film matrix and abundant hydroxyl groups in PPE [38]. The WS of the composite films significantly decreased with the increase of TiO2 and extract content (p < 0.05). This was due to nano TiO2 is insoluble in water, and the hydrogen bonds between PPE phenolic compounds and the film matrix reducing the availability of interactions between hydrophilic groups in film and water [39].
Water Vapor Permeability (WVP)
WVP is one of the most important properties of food packaging for controlling water vapor transfer through the film [1]. As shown from Table 2, the WVP of HCS/KG film was 6.53 ± 0.24 × 10–10 g m−1 s−1 Pa−1. When TiO2 and PPE were added to the HCS/KG film, the WVP decreased significantly (p < 0.05). The reasons were that nanoparticles can occupy cracks of film matrix, forming a denser network structure, and also bring tortuous paths for water molecules, which hinder the diffusion of water vapor and improve the water vapor barrier performance of the film [31]. This was consistent with the results observed by SEM, the microstructure of the film became denser after adding nano TiO2. In addition, the low WVP of HCS/KG/TiO2/PPE films could be ascribed to interactions between hydroxyl and carboxyl groups of PPE phenolic compounds and hydroxyl groups in film, which can narrow the channels available for water molecules to pass through [38]. Also, the extract formed hydrogen bonds with the film matrix, which reduced the water vapor affinity and increased the compactness of the film [40]. The similar trends were observed when PPE was added into κ-carrageenan films [26].
Tensile Properties
The TS and EAB of the films were presented in Table 2. The incorporation of TiO2 resulted in TS reinforcement and EAB reduction (p < 0.05). This was consistent with the results of Zhang et al. [15], who found that nano TiO2, as the reinforcing filler, can be uniformly dispersed in film matrix to improve the rigidity of the film. The TS and EAB of the composite films increased with the addition of PPE (p < 0.05). This indicated PPE incorporation could simultaneously improve the mechanical resistance and flexibility of the composite films. It was reported that phenolic compound can be assumed as plasticizer, which contribute to improve the TS and EAB of the film [41]. In addition, for HCS/KG/TiO2/PPE films, the improvement of tensile properties could be related to intermolecular interactions between TiO2, PPE, glycerol and HCS/KG matrix that produced strong interfacial adhesion [15, 33].
Antimicrobial Activity
Foodborne pathogens can seriously affect food safety and human health [26]. Therefore, the development of antibacterial activity packaging film is of great significance. The antimicrobial activity of films against E. coli and S. aureus were presented in Fig. 5. HCS/KG film displayed the lowest antimicrobial activity (p < 0.05). Same phenomena were observed by other researchers [42]. Compared with HCS/KG film, HCS/KG/TiO2 film presented higher antimicrobial activity (p < 0.05). The antimicrobial activity was attributed to the function of ROS produced in TiO2, which could inhibit bacteria growth by oxidizing polyunsaturated phospholipids in cell membrane [15]. After adding PPE, the HCS/KG/TiO2/PPE films presented even higher antimicrobial activity than HCS/KG/TiO2 films (p < 0.05). The reason was high content of phenolic compounds in films. Phenolic compounds usually exert antibacterial activity by inhibiting the formation of biofilm, neutralizing bacterial toxins and reducing the adhesion of host ligands [43]. Notably, all samples showed lower antimicrobial activity against Gram-negative bacteria (E. coli) than Gram-positive bacteria (S. aureus), which was attributed to differences in the cell physiology, cell wall structure and metabolism of bacteria [44]. Similar phenomena have been observed in chitosan-TiO2-black plum peel extract film [15]. The above results suggested the developed composite film could be used to inhibit food spoilage caused by food pathogenic microorganisms in packaged foods.

Antimicrobial activity of films against E. coli and S. aureus
Antioxidant Activity
Antioxidant activity is one of the important properties of active packaging. The antioxidant capacity of the films was determined by the scavenging ability of DPPH free radicals. As shown in Fig. 6, HCS/KG film exhibited the lowest antioxidant activity (p < 0.05). The HCS/KG/TiO2 films displayed slightly improved DPPH radical scavenging activity (p < 0.05), but still less than 10%. This was due to weak antioxidant ability of nano TiO2 [15]. However, HCS/KG/TiO2/PPE films exhibited the high DPPH radical scavenging activity (p < 0.05), and the antioxidant activity increased with the increase of PPE content, which was due to abundant phenolic compounds in PPE. For HCS/KG/4%TiO2/4%PPE film, DPPH radical scavenging activity reached about 95%. Strong antioxidant activity was also found in κ-carrageenan-PPE film, which was due to the high content of total phenols in PPE [26]. The improvement of antioxidant activity in films can effectively prevent the oxidation of packaged food.

DPPH radical scavenging activity of composite films
Coating Application on the Preservation of A. bisporus
Weight Loss and Firmness
As shown in Fig. 7a, the weight loss of postharvest A. bisporus showed an increasing trend during storage, indicating that the weight of A. bisporus was decreasing. Obviously, compared with the control sample, the coated mushrooms had less weight loss during storage. After 10 days of storage, the weight loss of A. bisporus with coatings was less than 5%, but the control sample was 5.38%. It is reported that the weight loss of mushrooms was due to the water transpiration and CO2 loss [45]. The HCS/KG-based composite coating treatment can act as a barrier to effectively prevent rapid dehydration on the surface of A. bisporus and reduce transpiration. HCS/KG/TiO2/PPE coatings were most effective in preventing weight loss of A. bisporus. This was due to the synergistic improvement of the barrier properties of the coatings when TiO2 and PPE were added together.

Effect of different coatings on weight loss (a), firmness (b), TSS (c) and BI (d) of A. bisporus during storage time at 4 °C
Firmness is an important indicator to reflect the freshness of mushrooms. As presented in Fig. 7b, the firmness of A. bisporus gradually decreased during 10 days of storage. After storage, the firmness of the control sample lost the most, and the firmness decreased by about 44%. However, HCS/KG-based composite coating significantly inhibited the decrease of firmness, and the addition of nano TiO2 and PPE was beneficial to maintain the firmness of A. bisporus. The use of edible coatings can provide similar effects to modified atmosphere packaging in improving the shelf life of perishable vegetables and fruits [46]. The low levels of O2 and high levels of CO2 due to the HCS/KG/TiO2/PPE coatings may limit the respiration rate and allow retention of the firmness during storage. It was reported that the water holding capacity of mushrooms was affected by the loss of cell membrane integrity and the changes of cell wall structural polymers [27]. The strength of the cell walls of A. bisporus decreases mainly due to water loss during storage, which results in a reduction of firmness. Furthermore, the results showed that HCS/KG/4%TiO2/4%PPE coating exhibited the optimal performance, which may be related to the formation of cross-linking network between TiO2 and PPE and HCS/KG matrix, which improved the barrier property of coating, thus greatly inhibiting water loss and respiration.
TSS
As shown in Fig. 7c, the TSS of A. bisporus in all groups presented a downward trend during storage. This was due to the limited supply of organic matter in postharvest A. bisporus and the consumption of soluble solids as a substrate for respiration, resulting in a decrease in TSS [47]. For A. bisporus coating with HCS/KG/4%TiO2, the TSS was higher than control sample and HCS/KG group. It has been reported that nano TiO2 coating treatment can maintain fruit quality by delaying the decline of TSS content [48]. Therefore, the polymer coating containing nano TiO2 was beneficial to improve the storage quality of A. bisporus. Moreover, when PPE was added to the coating matrix, TSS reduction was further delayed during storage. With the increase of PPE content in the coating, TSS of mushrooms can be maintained at a high level after 10 days of storage. HCS/KG/TiO2/PPE coatings had more effective effect on slowing down the respiratory and metabolism activity of mushrooms, which may be related to the interaction among polyphenol-rich PPE and mushroom cell membrane. Gull et al. [29] reported a similar phenomenon that coating treatment containing PPE effectively delayed the reduction of TSS in apricot fruit during storage.
BI
Browning is detrimental for the marketing of mushrooms [45]. The BI of A. bisporus during storage was presented in Fig. 7d. The browning degree of A. bisporus increased gradually during storage. As compared with HCS/KG/4%TiO2 and HCS/KG/TiO2/PPE coating groups, A. bisporus in distilled water and HCS/KG coating group showed significantly higher BI. After storage, the BI of HCS/KG/TiO2/PPE coating group was lower, and the BI value of mushroom gradually decreased with the increase of PPE content in coating. Enzyme activity is considered to be the main cause of browning in vegetables and fruits [27]. Polyphenol oxidase (PPO) is the main contributor for browning of A. bisporus [49]. The antioxidant capacity of HCS/KG/TiO2/PPE coatings was an important factor in inhibiting the browning of A. bisporus. Antioxidant is seen to be more potent inhibitor of PPO [50]. Therefore, coatings containing PPE can effectively inhibit the browning of A. bisporus, thus prolonging the shelf life of mushrooms. Additionally, HCS/KG-based composite coatings serve as barrier can effectively block O2, thereby delaying the oxidative discoloration of mushrooms. Liu et al. [45] also reported that polysaccharide coating delayed the discoloration of shiitake mushrooms, due to the coatings can act as an effective barrier between PPO and O2.
Conclusions
In this study, the effect of nano TiO2 and PPE on the structure, physical properties, antimicrobial and antioxidant activities of HCS/KG-based films were investigated. The crystallinity increased after adding TiO2 and PPE. FT-IR analysis confirmed the formation of intermolecular hydrogen bonds between the TiO2, PPE, and film matrix. SEM results observed the addition of TiO2 and PPE made the microstructure of the composite films uniform and dense. Incorporation of TiO2 and PPE to HCS/KG matrix improved the water resistance, barrier, tensile properties, antimicrobial and antioxidant activities of HCS/KG film. The developed composite film solutions were used as coating for the preservation of A. bisporus, and the active coating (especially HCS/KG/4%TiO2/4%PPE) can significantly inhibit the browning of mushroom and reduce the changes in weight, firmness and TSS during storage. Therefore, the developed HCS/KG composite film/coating containing TiO2 and PPE with good physical properties as an attractive commercialization technology has the potential to inhibit food oxidation and microbial invasion, thereby extending the shelf-life of food product.
References
Alizadeh-Sani M, Rhim J-W, Azizi-Lalabadi M, Hemmati-Dinarvand M, Ehsani A (2020) Preparation and characterization of functional sodium caseinate/guar gum/TiO2/cumin essential oil composite film. Int J Biol Macromol 145:835–844
Asgher M, Qamar SA, Bilal M, Iqbal HMN (2020) Bio-based active food packaging materials: sustainable alternative to conventional petrochemical-based packaging materials. Food Res Int 137:109625
Saberi B, Thakur R, Vuong QV, Chockchaisawasdee S, Golding JB, Scarlett CJ et al (2016) Optimization of physical and optical properties of biodegradable edible films based on pea starch and guar gum. Ind Crop Prod 86:342–352
Samsalee N, Sothornvit R (2019) Development and characterization of porcine plasma protein-chitosan blended films. Food Packag Shelf Life 22:100406
Kanatt SR, Makwana SH (2020) Development of active, water-resistant carboxymethyl cellulose-poly vinyl alcohol-Aloe vera packaging film. Carbohydr Polym 227:115303
Mohamed SAA, El-Sakhawy M, El-Sakhawy MA-M (2020) Polysaccharides, protein and lipid-based natural edible films in food packaging: a review. Carbohydr Polym 238:116178
Cano A, Jiménez A, Cháfer M, Gónzalez C, Chiralt A (2014) Effect of amylose:amylopectin ratio and rice bran addition on starch films properties. Carbohydr Polym 111:543–555
Menzel C, Andersson M, Andersson R, Vázquez-Gutiérrez JL, Daniel G, Langton M et al (2015) Improved material properties of solution-cast starch films: effect of varying amylopectin structure and amylose content of starch from genetically modified potatoes. Carbohydr Polym 130:388–397
Liu W, Xue J, Cheng B, Zhu S, Ma Q, Ma H (2016) Anaerobic biodegradation, physical and structural properties of normal and high-amylose maize starch films. Int J Agric Biol Eng 9(5):184–193
Wang W, Wang K, Xiao J, Liu Y, Zhao Y, Liu A (2017) Performance of high amylose starch-composited gelatin films influenced by gelatinization and concentration. Int J Biol Macromol 94:258–265
Zou Y, Yuan C, Cui B, Sha H, Liu P, Lu L et al (2021) High-amylose corn starch/konjac glucomannan composite film: reinforced by incorporating β-cyclodextrin. J Agric Food Chem 69(8):2493–2500
Ning Y, Cui B, Yuan C (2020) Decreasing the digestibility of debranched corn starch by encapsulation with konjac glucomannan. Food Hydrocoll 107:105966
Zou Y, Yuan C, Cui B, Liu P, Wu Z, Zhao H (2021) Formation of high amylose corn starch/konjac glucomannan composite film with improved mechanical and barrier properties. Carbohydr Polym 251:117039
Li W, Zheng K, Chen H, Feng S, Wang W, Qin C (2019) Influence of nano titanium dioxide and clove oil on chitosan-starch film characteristics. Polymers 11(9):1418
Zhang X, Liu Y, Yong H, Qin Y, Liu J, Liu J (2019) Development of multifunctional food packaging films based on chitosan, TiO2 nanoparticles and anthocyanin-rich black plum peel extract. Food Hydrocoll 94:80–92
Ali A, Ahmed S (2018) A review on chitosan and its nanocomposites in drug delivery. Int J Biol Macromol 109:273–286
Ullattil SG, Narendranath SB, Pillai SC, Periyat P (2018) Black TiO2 nanomaterials: a review of recent advances. Chem Eng J 343:708–736
Tang Y, Hu X, Zhang X, Guo D, Zhang J, Kong F (2016) Chitosan/titanium dioxide nanocomposite coatings: rheological behavior and surface application to cellulosic paper. Carbohydr Polym 151:752–759
Jbeli A, Ferraria AM, do Rego AMB, Boufi S, Bouattour S (2018) Hybrid chitosan-TiO2/ZnS prepared under mild conditions with visible-light driven photocatalytic activity. Int J Biol Macromol 116:1098–104
Othman SH, Abd Salam NR, Zainal N, Kadir Basha R, Talib RA (2014) Antimicrobial activity of TiO2 nanoparticle-coated film for potential food food packaging applications. Int J Photoenergy 2014:945930
Shaili T, Abdorreza MN, Fariborz N (2015) Functional, thermal, and antimicrobial properties of soluble soybean polysaccharide biocomposites reinforced by nano TiO2. Carbohydr Polym 134:726–731
Hanani ZAN, Yee FC, Nor-Khaizura MAR (2019) Effect of pomegranate (Punica granatum L.) peel powder on the antioxidant and antimicrobial properties of fish gelatin films as active packaging. Food Hydrocoll 89:253–259
Ismail T, Sestili P, Akhtar S (2012) Pomegranate peel and fruit extracts: a review of potential anti-inflammatory and anti-infective effects. J Ethnopharmacol 143(2):397–405
Tayel AA, El-Baz AF, Salem MF, El-Hadary MH (2009) Potential applications of pomegranate peel extract for the control of citrus green mould. J Plant Dis Prot 116(6):252–256
Fan J, Zhang ZH, Qin YY, Zhao TR, Cheng CS (2013) Characterization of antioxidant chitosan film incorporated with pomegranate peel extract. Adv Mater Res 706–708:24–27
Liu Y, Zhang X, Li C, Qin Y, Xiao L, Liu J (2020) Comparison of the structural, physical and functional properties of κ-carrageenan films incorporated with pomegranate flesh and peel extracts. Int J Biol Macromol 147:1076–1088
Zhang K, Pu Y-Y, Sun D-W (2018) Recent advances in quality preservation of postharvest mushrooms (Agaricus bisporus): a review. Trends Food Sci Technol 78:72–82
Vunduk J, Kozarski M, Djekic I, Tomašević I, Klaus A (2021) Effect of modified atmosphere packaging on selected functional characteristics of Agaricus bisporus. Eur Food Res Technol 247(4):829–838
Gull A, Bhat N, Wani SM, Masoodi FA, Amin T, Ganai SA (2021) Shelf life extension of apricot fruit by application of nanochitosan emulsion coatings containing pomegranate peel extract. Food Chem 349:129149
Wang B, Sui J, Yu B, Yuan C, Guo L, Abd El-Aty AM et al (2021) Physicochemical properties and antibacterial activity of corn starch-based films incorporated with Zanthoxylum bungeanum essential oil. Carbohydr Polym 254:117314
Jiang L, Jia F, Han Y, Meng X, Xiao Y, Bai S (2021) Development and characterization of zein edible films incorporated with catechin/β-cyclodextrin inclusion complex nanoparticles. Carbohydr Polym 261:117877
Gao M, Feng L, Jiang T (2014) Browning inhibition and quality preservation of button mushroom (Agaricus bisporus) by essential oils fumigation treatment. Food Chem 149:107–113
Zhang X, Liu J, Yong H, Qin Y, Liu J, Jin C (2020) Development of antioxidant and antimicrobial packaging films based on chitosan and mangosteen (Garcinia mangostana L.) rind powder. Int J Biol Macromol 145:1129–1139
Ren L, Yan X, Zhou J, Tong J, Su X (2017) Influence of chitosan concentration on mechanical and barrier properties of corn starch/chitosan films. Int J Biol Macromol 105:1636–1643
Namazi H, Dadkhah A (2010) Convenient method for preparation of hydrophobically modified starch nanocrystals with using fatty acids. Carbohydr Polym 79(3):731–737
Zou Y, Yuan C, Cui B, Wang J, Yu B, Guo L et al (2021) Mechanical and antimicrobial properties of high amylose corn starch/konjac glucomannan composite film enhanced by cinnamaldehyde/β-cyclodextrin complex. Ind Crop Prod 170:113781
Zhang W, Li X, Jiang W (2020) Development of antioxidant chitosan film with banana peels extract and its application as coating in maintaining the storage quality of apple. Int J Biol Macromol 154:1205–1214
Liu Z, Du M, Liu H, Zhang K, Xu X, Liu K et al (2021) Chitosan films incorporating litchi peel extract and titanium dioxide nanoparticles and their application as coatings on watercored apples. Prog Org Coat 151:106103
Qin Y, Liu Y, Yuan L, Yong H, Liu J (2019) Preparation and characterization of antioxidant, antimicrobial and pH-sensitive films based on chitosan, silver nanoparticles and purple corn extract. Food Hydrocoll 96:102–111
Yong H, Wang X, Zhang X, Liu Y, Qin Y, Liu J (2019) Effects of anthocyanin-rich purple and black eggplant extracts on the physical, antioxidant and pH-sensitive properties of chitosan film. Food Hydrocoll 94:93–104
Cheng S-Y, Wang B-J, Weng Y-M (2015) Antioxidant and antimicrobial edible zein/chitosan composite films fabricated by incorporation of phenolic compounds and dicarboxylic acids. LWT 63(1):115–121
Wang B, Yan S, Gao W, Kang X, Yu B, Liu P et al (2021) Antibacterial activity, optical, and functional properties of corn starch-based films impregnated with bamboo leaf volatile oil. Food Chem 357:129743
Daglia M (2012) Polyphenols as antimicrobial agents. Cur Opin Biotechnol 23(2):174–181
Zhu Z, Cai H, Sun D-W (2018) Titanium dioxide (TiO2) photocatalysis technology for nonthermal inactivation of microorganisms in foods. Trends Food Sci Technol 75:23–35
Liu J, Meng C-g, Wang X-c, Chen Y, Kan J, Jin C-h (2016) Effect of protocatechuic acid-grafted-chitosan coating on the postharvest quality of Pleurotus eryngii. J Agric Food Chem 64(38):7225–7233
Tahir HE, Xiaobo Z, Mahunu GK, Arslan M, Abdalhai M, Zhihua L (2019) Recent developments in gum edible coating applications for fruits and vegetables preservation: a review. Carbohydr Polym 224:115141
Jia X, Li J, Du M, Zhao Z, Song J, Yang W et al (2020) Combination of low fluctuation of temperature with TiO2 photocatalytic/ozone for the quality maintenance of postharvest peach. Foods 9(2):234
Xing Y, Yang H, Guo X, Bi X, Liu X, Xu Q et al (2020) Effect of chitosan/nano-TiO2 composite coatings on the postharvest quality and physicochemical characteristics of mango fruits. Sci Hortic 263:109135
Lei J, Li B, Zhang N, Yan R, Guan W, Brennan CS et al (2018) Effects of UV-C treatment on browning and the expression of polyphenol oxidase (PPO) genes in different tissues of Agaricus bisporus during cold storage. Postharvest Biol Technol 139:99–105
Jiang L, Luo Z, Liu H, Wang F, Li H, Gao H et al (2021) Preparation and characterization of chitosan films containing lychee (Litchi chinensis Sonn.) pericarp powder and their application as active food packaging. Foods 10(11):2834
Acknowledgements
This work was financially supported by the Science Foundation Project of Heilongjiang Province (C2018026), the Food Source-based Functional Active Packaging Discipline Team of Northeast Agricultural University (54941112), Talent Training Project Supported by the Central Government for the Reform and Development of Local Colleges and Universities in 2021 (ZYZCDFGX202115), the “Young Talents” Project of Northeast Agricultural University, China (20QC11) and the Opening Project of Key Laboratory of Soybean Biology of Chinese Education Ministry (SBKF05).
Funding
This work was financially supported by the Science Foundation Project of Heilongjiang Province (Grant No. C2018026), the Food Source-based Functional Active Packaging Discipline Team of Northeast Agricultural University (Grant No. 54941112), Talent Training Project Supported by the Central Government for the Reform and Development of Local Colleges and Universities in 2021 (Grant No. ZYZCDFGX202115), “Young Talents” Project of Northeast Agricultural University (Grant No. 20QC11), the Opening Project of Key Laboratory of Soybean Biology of Chinese Education Ministry (Grant No. SBKF05).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors have not disclosed any conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Jiang, L., Wang, F., Xie, C. et al. High-Amylose Corn Starch/Konjac Glucomannan Composite Films Incorporating Nano TiO2 and Pomegranate Peel Extract and Their Application as Coatings on Agaricus bisporus. J Polym Environ 30, 4550–4561 (2022). https://doi.org/10.1007/s10924-022-02498-y
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-022-02498-y