
Abstract
This study investigates the effect of using a multifunctional epoxide chain extender (Joncryl® ADR 4468) on the thermal stabilization and rheological properties of recycled polyethylene terephthalate (R-PET) and its blends with polybutylene terephthalate (PBT). The R-PET samples were prepared without and with chain extender (CE) contents of 0.4 wt% and 0.8 wt%. R-PET/PBT blends with weight ratios of 75w/25w, 50w/50w and 25w/75w were also prepared without and with a given CE content of 0.2 wt%. The thermal stability of the melt blended samples was analyzed through small amplitude oscillatory shear (SAOS) rheological experiments. The structure of the samples was evaluated using a Fourier transform infrared (FTIR) spectrometer. While the dynamic rheological properties of R-PET were improved with the addition of Joncryl and by blending with PBT, during the SAOS rheological experiments, the complex viscosity of R-PET further increased due to the concurrent polycondensation of R-PET and the resumption of Joncryl reaction with R-PET molecules. These reactions during the rheological experiments were further expedited with increasing the testing temperature. On the other hand, in R-PET/PBT blends, the reactivity of Joncryl was more noticeable in blends with higher R-PET contents due to the higher available internal reactive sites of much shorter R-PET molecules. It was observed that the addition of only 0.2 wt% Joncryl to the blends of R-PET/PBT (75w/25w) dramatically improves the thermal stability and dynamic rheological properties of R-PET and most likely its processability.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Polyethylene terephthalate (PET) is a semi-aromatic thermoplastic polyester, which is widely used in many commodity and also engineering applications [1,2,3]. Its extensive usage is mainly due to its superior mechanical properties, high chemical resistance, good barrier properties, high thermal stability, low production cost, and recyclability [4,5,6,7,8,9]. While the global production of PET was over 56 million tons in 2016, it increased to ~ 70 million tons in 2020, confirming a dramatic increase in PET usage in various applications [10]. Therefore, the increase in its accumulation in the nature turns to be a serious global concern [11, 12]. According to European Union (EU) new regulations, plastic bottles should contain at least 25% recycled materials by the end of 2025 and this percentage will increase up to at least 30% by 2030 [13, 14]. Therefore, it is crucial to reduce the growing waste of PET in the nature and ensure its reuse in the industry due to both commercial and ecological concerns.
Among several recycling routes, melt reprocessing is a practical and widely applied method to recycle PET due to its low cost and little adverse environmental impact [12, 15]. However, melt reprocessing of PET could cause chemical, mechanical, thermal, and oxidative degradations. These result in reduced molecular weight and viscosity of PET, which eventually suppress its processability. This is while the physical and mechanical properties of PET would also be depressed [16, 17]. These undesired degradations could restrict the direct reuse of recycled PET (R-PET). The use of chain extender (CE) has been offered as a practical and facile breakthrough to compensate the molecular degradation of PET during reprocessing and hence the suppression of the final properties of recycled polymers [18,19,20,21,22,23].
Depending on the chemical nature and number of available functional groups of CEs, linear chain extension and/or branching of PET molecules could be observed. So far, several CEs such as bis-oxazolines [24], pyromellitic dianhydride (PMDA) [22], organic phosphites [25,26,27], isocyanides [28, 29] and epoxides [4, 5, 29,30,31,32,33,34,35] have been proposed to extend the molecules of polyesters. Among these CEs, multifunctional epoxides better known under the trade name of Joncryl® ADR are the most commonly used CEs to enhance the melt properties of PET [36].
In one of the early studies [37], various recycled polymers were chain extended with Joncryl 4368 at different contents. It was observed that this oligomeric CE has a wide gel-free processing window that could enhance the melt properties of highly degraded polymers. According to Raffa et al. [38], 1.5 wt% of Joncryl 4368 could sufficiently enhance the melt viscosity of R-PET. In another study, it was found that the molecular weight of R-PET increased more efficiently when a mixture of Joncryl 4368 and Joncryl 4370 was used in a reactive blending with post-consumer R-PET [39]. Such a mixture of Joncryl grades was also reported by Duarte et al. [40]. Xiao et al. [41] also illustrated that the reactive extrusion of PET with Joncryl 4370 induced a higher elasticity than that with PMDA. In a recent study conducted by Härth et al. [42], molecular structure and rheological properties of PET were analyzed after chemical modification with PMDA and Joncryl 4368 at different concentrations. While PMDA-modified PET resulted in a linear and a tree-like macromolecular chains, the Joncryl-modified PET induced a strongly branched molecular structure.
Melt blending with other compatible high temperature resistant polymers is another route to compensate the inferior properties of R-PET. Due to its good processability, fast crystallization, and similar molecular structure, polybutylene terephthalate (PBT) is recognized as one of the most promising thermoplastics to be melt blended with R-PET. This is to resolve the suppressed mechanical, thermal, and rheological properties of R-PET. In this context, the enhanced melt properties and increased crystallization rate of R-PET/PBT blends could accordingly improve the poor processability of R-PET [43,44,45,46,47,48,49]. While PET and PBT are known to be miscible in their amorphous phases with a single glass transition temperature (Tg) [42, 43, 47, 48], depending on the processing and hence the cooling profile they may be either miscible or immiscible in their crystalline phases due to the different crystallization rates of PET and PBT [43].
Although the properties of virgin PET and PBT blends have extensively been discussed [44,45,46,47,48,49,50,51,52], there is a limited research on the R-PET and PBT blends [43, 49]. Baxi et al. [49] incorporated R-PET into virgin PET/PBT blends at different concentrations and achieved enhancements in mechanical properties and degree of crystallinity of PET/PBT (40w/60w) blends containing 60 wt% of R-PET. In a recent study, Nofar et al. [43] explored the phase miscibility in R-PET/PBT blends at different ratios while investigating mechanical and thermomechanical properties of these blends. Nonetheless, thermal stability and especially rheological properties of the R-PET/PBT blends have not been properly discussed in the literature. Moreover, the combined effect of melt blending R-PET with CE and PBT on the thermal stability and rheological properties of R-PET has not been clearly disclosed. In this study, the thermal stabilization and rheological properties of R-PET with the addition of Joncryl and melt blending with PBT are investigated. The synergistic effect of melt mixing R-PET with Joncryl and PBT on the thermal stabilization and melt properties of R-PET is addressed through small amplitude oscillatory shear (SAOS) rheological analysis. Fourier-transform infrared (FTIR) spectroscopy is also used to better understand the structure of the melt processed samples.
Experimental
Materials
R-PET, with intrinsic viscosity of 0.65–0.75 dL.g− 1, was supplied from Çevre PET Inc. (Adana, Turkey). PBT was supplied from Sasa Polyester Inc. Co. (Adana, Turkey) which possessed a melt volume ratio of 17 ± 4 cm3/10 min. The melt flow index (MFI) of the processed R-PET and PBT samples were reported as 64 g/10 min and 24 g/10 min at 260 °C, respectively [43]. This indicates that the processed R-PET possesses a much lower molecular weight than the processed PBT. Multifunctional epoxide styrene acrylic oligomer Joncryl® ADR 4468 CE was also supplied from BASF (Germany). The chemical structure and physical properties of this CE are given in Fig. 1; Table 1, respectively. In this study, Joncryl® ADR 4468 CE is referred to as CE.

Chemical structure of Joncryl® ADR [37]
Processing and Sample Preparation
R-PET flakes and PBT pellets were dried in a vacuum oven at 60 °C overnight to remove the moisture and minimize further degradation during melt processing. A laboratory scale twin screw extruder (TSE) [Prism TSE-24-HC] with 24 mm screw diameter and 28 L/D ratio was used to prepare chain extended R-PET with 0.4 wt% and 0.8 wt% CE as well as R-PET/PBT blends having different compositions (i.e. 75/25, 50/50 and 25/75) with 0.2 wt% CE and without CE. It should be noted that according to the results obtained in the current work and our previous study [43], 0.4 wt% and 0.8 wt% CE are too high contents and the use of 0.2 wt% CE could still noticeably enhance the melt properties of R-PET [43]. Hence, to study the blending effect with PBT, a lower content of CE (i.e., 0.2 wt%) was studied to demonstrate that even the use of such low content of CE could significantly influence the thermal stability and rheological properties of R-PET. The extruder temperature profile was set at 235 °C, 245 °C, 255 °C, 260 °C, 260 °C, 255 °C, and 245 °C from the feeder to the die with a constant screw rotation speed of 200 rpm. The extrudates were cooled in a water bath and then the pelletized samples were dried in the vacuum oven. The disk shape rheological samples (25 mm diameter and 1.5 mm thickness) were then prepared through compression molding at 255 °C for 5 min by gradually increasing the pressure up to 1.5 tons. The samples were then fast cooled through water circulation before being taken out.
Rheological Analysis
The SAOS rheological experiments were conducted using an MCR-301 rotational rheometer (Anton Paar, Austria) equipped with a parallel-plate geometry (plate diameter 25 mm) with a gap of 1 mm under nitrogen atmosphere. Strain sweep experiments were conducted at 270 with a constant frequency of 1.0 rad/s to determine the linear viscoelastic region (LVR) (not shown here). The frequency sweep experiments were conducted at 270 °C from high to low frequencies with a strain amplitude of 0.01, which was within the LVR. The time sweep experiments were also carried out at 270 °C, a strain amplitude of 0.01 and a frequency of 1.0 rad/s. For some of the samples, time sweep experiments were conducted at 285 °C to analyze the temperature effect. For neat PBT, the time sweep experiment were also conducted at 240 °C and 250 °C. To confirm the polycondensation reaction among the R-PET molecules and further CE reaction during the rheological experiments, frequency sweep experiments were also conducted for R-PET and R-PET with 0.8 wt% CE subsequent to the time sweep experiments. In this study, these samples are referred to as “treated” samples (i.e., “time swept” samples).
Fourier Transform Infrared (FTIR) Spectroscopy
FTIR spectra of the chain extended R-PET samples and R-PET/PBT blends with and without CE were recorded at room temperature in the mid-IR range (400–4000 cm− 1) using a Bruker FTIR spectrometer equipped with a Bruker Platinum ATR accessory. Sample measurements were conducted on dried powdered samples. Each spectrum was taken over 12 scans with a resolution of 2 cm− 1. The results were analyzed using OPUS software (Bruker Optics).
Results & Discussion
Thermal Stability of R-PET and PBT Samples During Rheological Experiments
Figure 2 shows the thermal stability behavior of R-PET and PBT samples through time sweep rheological experiments at various temperatures for 20 min. The temperatures were selected according to the melting temperature of each polymer reported in our previous study [43]. As shown in Fig. 2a, the complex viscosity of R-PET increased around 5% and 47% after 20 min time sweep experiments at 270 °C and 285 °C, respectively. Such increase in complex viscosity could be due to the polycondensation reactions between the internal and terminal functional groups of short R-PET molecules [39, 53]. These reactions, which obviously expedite with the temperature increase, could compensate the thermal degradation of R-PET during melt reprocessing. On the other hand, as shown in Fig. 2b, the continuous reduction of PBT’s complex viscosity with time could clearly indicate a severe thermal degradation during the time sweep experiments, which is more pronounced at higher temperatures. As seen, the complex viscosity of PBT decreased around 40% after 20 min at 285 °C. Such different thermal stability behaviors in R-PET and PBT samples could indicate that while polycondensation and thermal degradation could concurrently exist in both polyterephthalates, the polycondensation reaction is more pronounced among the short molecules of R-PET than their thermal degradation. On the other hand, long PBT molecules, with fewer numbers of functional end groups, are less exposed to polycondensation reactions and the dominant thermal degradation caused the complex viscosity reduction.

Time sweep experiments of a R-PET and b PBT at various temperatures
Rheological and Structural Analysis of Chain Extended R-PET
In this section, the thermal stability and rheological properties of R-PET with and without 0.4 wt% and 0.8 wt% CE are investigated at 270 °C and 285 °C. Figure 3a shows the possible chemical reactions between polyterephthalates and a generic epoxide while Fig. 3b illustrates the schematic of branching mechanism in the presence of Joncryl 4468 CE.

a Chemical representation of chain extension reaction of polyterephthalates with a generic epoxide and b schematic mechanism of branching in the presence of Joncryl 4468 CE [36]
Figure 4 shows the effect of CE on the time sweep rheological behavior of R-PET at 270 °C and 285 °C. As seen, the complex viscosity of R-PET samples significantly increased with the addition of 0.4 wt% and 0.8 wt% CE due to the induced branched structure. It should be noted that the increase in complex viscosity was already significant when 0.4 wt% CE was incorporated. Moreover, at both testing temperatures, the complex viscosity of the samples kept increasing. As discussed earlier, polycondensation reactions among the short molecules of R-PET could cause the increase in viscosity, specifically at 285 °C. Such increase with time was, however, more remarkable in R-PET with CE, specifically in R-PET with 0.8 wt% CE. This is because the unreacted CE molecules could also keep reacting with R-PET molecules during the rheological experiments resulting in a more pronounced complex viscosity increase. Therefore, the combined effects of polycondensation reactions among the R-PET molecules and the further reaction of CE with R-PET molecules could synergistically cause a dramatic viscosity increase after 20 min. This behavior was more noticeable at 285 °C as the polycondensation and CE reactivity stimulate at higher temperatures. The frequency sweep experiments (not shown here) of the noted R-PET samples at 270 °C and 285 °C also illustrated similar viscosity increase towards the low frequencies, which was more noticeable in R-PET samples with CE and at higher testing temperature.

Complex viscosity versus time of R-PET and chain extended R-PET at a 270 °C and b 285 °C
Frequency sweep experiments were also conducted for R-PET and R-PET with 0.8 wt% CE subsequent to the time sweep experiments. This was to confirm the polycondensation reaction among the R-PET molecules and further CE reaction occurred during the rheological experiments, which resulted in a dramatic increase in complex viscosity. Figure 5 compares the frequency sweep experiments of the noted samples with those conducted after the time sweep experiments at 270 °C. According to Fig. 5a, subsequent to the time sweep, the complex viscosity of the R-PET increased within the whole frequency range. This means that the polycondensation during the time sweep already increased the molecular weight of R-PET. Such polycondensation continues even during the subsequent frequency sweep where the R-PET viscosity keeps increasing towards the low frequencies. Moreover, the frequency sweep results of R-PET sample with 0.8 wt% CE (subsequent to the time sweep experiment) showed a severe complex viscosity increase as well as shear-thinning behavior. This was due to the generated highly branched structure that was further induced during the time sweep. It should be reminded that the polycondensation among the R-PET molecules during the time sweep also contributes to such complex viscosity increase and shear thinning behavior during the shown frequency sweep. Figure 5b also confirm that the storage moduli of treated samples were increased at low frequencies which was more noticeable in PET with 0.8 wt% CE.

Comparison of the frequency sweep results of R-PET and R-PET with 0.8 wt% CE samples with those obtained subsequent to the time sweep experiments: a complex viscosity and b storage modulus versus angular frequency. The tests were conducted at 270 °C during both time and frequency sweep experiments
The structural changes upon the addition of 0.4 wt% and 0.8 wt% CE to R-PET before and after the time sweep rheological experiments were studied through FTIR spectroscopy and the results are shown in Fig. 6. The main chain extension reactions proceed between epoxide functional groups of CE and -OH functional groups of R-PET. Therefore, the intensities of the functional primary alcohol -OH bending and -C-O- stretching signals were compared against the normalized C = O stretching band at 1712 cm− 1. In R-PET samples with 0.4 wt% CE (Fig. 6a) and 0.8 wt% CE (Fig. 6b), the signal intensities of both -OH bending band at 1344 cm− 1 and -C-O- stretching band at 978 cm− 1 decreased as a result of chain extension reaction occurred during the processing. The FTIR results of the same samples subsequent to the rheological time sweep experiments conducted at 270 °C and 285 °C are also given in Fig. 6. As shown, in both R-PET samples with 0.4 wt% and 0.8 wt% CE, the carboxylic acid -OH bending signal at 1340 cm− 1 either completely disappeared or significantly reduced after time sweep conducted at both testing temperatures. These results clearly confirm that the CE reaction with R-PET continued during the time sweep experiments. Note that the polycondensation reactions among the R-PET molecules also occur during the time sweep.

FTIR spectra of R-PET with and without CE: a with 0.4 wt% CE and b with 0.8 wt% CE. (*) the FTIR spectra after time sweep experiment at 270 °C and (**) at 285 °C
Synergistic Effects of CE and PBT on the Thermal Stabilization of R-PET
Figure 7 shows the frequency sweep experiments of R-PET/PBT blends at various ratios without and with a lower content of CE (i.e., 0.2 wt% CE at 270 °C). In samples without CE, the complex viscosity of the blends (Fig. 7a) increased within the whole frequency range as the PBT content increased. Moreover, in the blend with 75 wt% R-PET (i.e., R-PET/PBT 75w/25w), the possible polycondensation in R-PET and the thermal degradation in PBT could have compensated each other’s effect as the complex viscosity towards the low frequency appeared to be almost stable. When the PBT content in the blend increased, the decrease of complex viscosity at low frequencies became more noticeable. In other words, the PBT thermal degradation effect on the rheological behavior became more dominant than that of polycondensation among the R-PET molecules. This is obviously due to the more sensitivity of PBT to the thermal degradation (see Fig. 2) and its higher concentration in the blends which highlights thermal degradation over polycondensation. Although the addition of only 0.2 wt% CE improved the complex viscosity of all blends, it enhanced the complex viscosity and the thermal stability of the blends with higher R-PET content more effectively. This is most likely due to the higher available internal and terminal reactive sites of the much shorter R-PET molecules than those available in long PBT molecules. As Fig. 7a shows, in R-PET/PBT 75w/25w blend with 0.2 wt% CE, not only the complex viscosity of the blend increased dramatically (among all blends), but the complex viscosity towards the low frequency also behaved more stable. This indicates the existence of a compensation among the chain branching in the presence of CE, PBT thermal degradation, and the polycondensation among the R-PET molecules which could cause such stabilization of the rheological behavior at low frequencies. In blends with higher PBT content, however, such stability equilibrium disappeared and the complex viscosity of the blends towards the low frequency kept decreasing even in the presence of CE. As Fig. 7a shows, the viscosity at low frequencies decreased more significantly in blends containing CE with higher PBT content (i.e., R-PET/PBT 25w/75w with 0.2 wt% CE). Figure 7b also confirms that the storage moduli of the blends significantly increased at low frequencies with the addition of 0.2 wt% of CE and this increase is more remarkable in blends with higher PET contents.

Complex viscosity versus angular frequency of R-PET/PBT blends without CE (filled shapes) and with 0.2 wt% CE (empty shapes): a complex viscosity and b storage modulus versus angular frequency
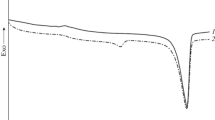
The higher number of functional sites to react with CE in R-PET could also be examined by FTIR analysis (Fig. 8). While -OH bending signal at 1336 cm− 1 is almost absent in R-PET/PBT (25w/75w) blend, it appeared more clearly in R-PET/PBT (75w/25w) sample. This could be attributed to the larger available internal reactive sites in blends with higher R-PET content. The addition of 0.2 wt% CE to R-PET/PBT (50w/50w) blend also showed a structural change at 978 cm− 1 from a broad to a sharper small peak.

FTIR spectra of R-PET/PBT blends with and without CE
Conclusions
In this study, the thermal stability of R-PET and PBT samples was first investigated through time sweep rheological experiments. The polycondensation reaction during rheological experiments appeared to be more pronounced in R-PET due to the much shorter molecules of R-PET (i.e., existence of larger number of available internal and terminal functional groups). On the other hand, thermal degradation was more dominant in PBT with longer chains. Such polycondensation and thermal degradation in, respectively, R-PET and PBT became more noticeable at higher testing temperatures.
The time sweep rheological experiments also revealed that upon the addition of CE, the complex viscosity of R-PET considerably increased due to the induced branched structure. Such increase however continued more dramatically over time due to the further reaction of remained unreacted CE molecules with R-PET while the polycondensation among the R-PET molecules should have also contributed.
The synergistic effects of melt blending of R-PET with PBT at different compositions with or without 0.2 wt% CE on the thermal stability and rheological properties of the samples were also examined. The addition of 0.2 wt% CE resulted in enhanced rheological properties of the blends. However, in R-PET/PBT blends with higher R-PET content such complex viscosity improvement was more noticeable due to the higher reactivity of CE with R-PET molecules that possessed larger number of available internal and terminal functional groups. Overall, it was observed that the complex viscosity improvement and thermal stability appeared remarkably in R-PET/PBT (75/25) blend with 0.2 wt% CE. This study proposes that through formulation optimization, a simple one-step melt blending of R-PET with PBT and Joncryl CE could balance the thermal stability and enhance the rheological properties of a polymeric system containing R-PET. Therefore, the processability and the final properties of a product containing post-consumer R-PET could be improved while moving towards a more sustainable environment and encountering a world with minimized land fill with plastic wastes.
References
Utracki LA (2013) Commercial polymer blends. Springer Science & Business Media
Kannan G, Grieshaber SE, Zhao W (2016) Thermoplastic polyesters. Handb Thermoplast 41:319
Lepoittevin B, Roger P (2011) Poly (ethylene terephthalate). Handb Eng Spec Thermoplast 3:97–126
Ghanbari A, Heuzey MC, Carreau PJ, Ton-That MT (2013) A novel approach to control thermal degradation of PET/organoclay nanocomposites and improve clay exfoliation. Polymer 54:1361–1369. https://doi.org/10.1016/j.polymer.2012.12.066
Raffa P, Coltelli M-B, Savi S, Bianchi S (2012) Castelvetro, Chain extension and branching of poly (ethylene terephthalate) (PET) with di-and multifunctional epoxy or isocyanate additives: An experimental and modelling study. React Funct Polym 72:50–60. https://doi.org/10.1016/j.reactfunctpolym.2011.10.007
Xu XF, Ghanbari A, Leelapornpisit W, Heuzey MC, Carreau P (2011) Effect of ionomer on barrier and mechanical properties of PET/Organoclay nanocomposites prepared by melt compounding. Int Polym Process 26(4):444–455. https://doi.org/10.3139/217.2477
Zhang Y, Guo W, Zhang H, Wu C (2009) Influence of chain extension on the compatibilization and properties of recycled poly (ethylene terephthalate)/linear low density polyethylene blends. Polym Degrad Stab 94:1135–1141. https://doi.org/10.1016/j.polymdegradstab.2009.03.010
Shen L, Worrell E, Patel MK (2010) Open-loop recycling: a LCA case study of PET bottle-to-fibre recycling. Resour Conserv Recycl 55:34–52. https://doi.org/10.1016/j.resconrec.2010.06.014
Galanty PG, Richardson JJ (1988) Polyethylene Terephthalates (PET). ASM Int. Eng. Plast Eng Mater Handbook 2:172–176
MacArthur DE, Waughray D, Stuchtey MR (2016) The new plastics economy, rethinking the future of plastics. In: World Econ. Forum
Gourmelon G (2015) Global plastic production rises, recycling lags. Vital Signs 22:91–95
Al-Sabagh AM, Yehia FZ, Eshaq G, Rabie AM, ElMetwally AE (2016) Greener routes for recycling of polyethylene terephthalate. Egypt J Pet 25:53–64. https://doi.org/10.1016/j.ejpe.2015.03.001
Sang T, Wallis CJ, Hill G, Britovsek GJP (2020) Polyethylene terephthalate degradation under natural and accelerated weathering conditions. Eur Polym J. https://doi.org/10.1016/j.eurpolymj.2020.109873
European Union (2019) Turning the tide on single use plastics. [Brochure] https://op.europa.eu/en/publication-detail/-/publication/fbc6134e-367f-11ea-ba6e-01aa75ed71a1
Badia JD, Strömberg E, Karlsson S, Ribes-Greus A (2012) The role of crystalline, mobile amorphous and rigid amorphous fractions in the performance of recycled poly (ethylene terephthalate) (PET). Polym Degrad Stab 97:98–107. https://doi.org/10.1016/j.polymdegradstab.2011.10.008
Kang DH, Auras R, Vorst K, Singh J (2011) An exploratory model for predicting post-consumer recycled PET content in PET sheets. Polym Test 30:60–68. https://doi.org/10.1016/j.polymertesting.2010.10.010
G.P. Karayannidis, E.A. Psalida (2000) Chain extension of recycled poly (ethylene terephthalate) with 2, 2′-(1, 4‐phenylene) bis (2‐oxazoline), J. Appl. Polym. Sci. 77:2206–2211
Japon S, Boogh L, Leterrier Y, Månson J-A (2000) Reactive processing of poly (ethylene terephthalate) modified with multifunctional epoxy-based additives. Polymer 41:5809–5818. https://doi.org/10.1016/S0032-3861(99)00768-5
Torres N, Robin JJ, Boutevin B (2000) Study of thermal and mechanical properties of virgin and recycled poly (ethylene terephthalate) before and after injection molding. Eur Polym J 36:2075–2080. https://doi.org/10.1016/S0014-3057(99)00301-8
Awaja F, Daver F, Kosior E (2004) Recycled poly (ethylene terephthalate) chain extension by a reactive extrusion process. Polym Eng Sci 44:1579–1587. https://doi.org/10.1002/pen.20155
Zhang Y, Zhang C, Li H, Du Z, Li C (2010) Chain extension of poly (ethylene terephthalate) with bisphenol-A dicyanate. J Appl Polym Sci 117:2003–2008. https://doi.org/10.1002/app.32136
Incarnato L, Scarfato P, Di Maio L, Acierno D (2000) Structure and rheology of recycled PET modified by reactive extrusion. Polymer 41:6825–6831. https://doi.org/10.1016/S0032-3861(00)00032-X
Costa ARM, Almeida TG, Silva SML, Carvalho LH, Canedo EL (2015) Chain extension in poly (butylene-adipate-terephthalate). Inline testing in a laboratory internal mixer. Polym Test 42:115–121. https://doi.org/10.1016/j.polymertesting.2015.01.007
Berg D, Schaefer K, Moeller M (2019) Impact of the chain extension of poly (ethylene terephthalate) with 1, 3-phenylene‐bis‐oxazoline and N, N′‐carbonylbiscaprolactam by reactive extrusion on its properties. Polym Eng Sci 59:284–294. https://doi.org/10.1002/pen.24903
Jacques B, Devaux J, Legras R, Nield E (1996) Reactions induced by triphenyl phosphite addition during melt mixing of poly (ethylene terephthalate)/poly (butylene terephthalate) blends: influence on polyester molecular structure and thermal behaviour. Polymer 37:1189–1200. https://doi.org/10.1016/S0032-3861(97)00097-9
Jacques B, Devaux J, Legras R, Nield E (1996) Investigation on model molecules of the reactions induced by triphenyl phosphite addition during polyester processing. Macromolecules 29:3129–3138
Jacques B, Devaux J, Legras R, Nield E (1997) Reactions induced by triphenyl phosphite addition during melt mixing of PET/PBT blends: chromatographic evidence of a molecular weight increase due to the creation of bonds of two different natures. Polymer 38:5367–5377. https://doi.org/10.1016/S0032-3861(97)00097-9
Pesetskii SS, Shevchenko VV, Dubrovsky VV (2018) Morphology and properties of poly (ethylene terephthalate) and thermoplastic polyester elastomer blends modified in the melt by a diisocyanate chain extender and filled with a short glass fiber. J Appl Polym Sci 135:45711. https://doi.org/10.1002/app.45711
Tuna B, Ozkoc G (2017) Effects of diisocyanate and polymeric epoxidized chain extenders on the properties of recycled poly (lactic acid). J Polym Environ 25:983–993. https://doi.org/10.1007/s10924-016-0856-6
Arayesh H, Golshan Ebrahimi N, Khaledi B, Khabazian Esfahani M (2020) Introducing four different branch structures in PET by reactive processing: a rheological investigation. J Appl Polym Sci. https://doi.org/10.1002/app.49243
Kahraman Y, Özdemir B, Kılıç V, Goksu YA, Nofar M (2021) Super toughened and highly ductile PLA / TPU blend systems by in situ reactive interfacial compatibilization using multifunctional epoxy-based chain extender. J Appl Polym Sci 138(20):50457. https://doi.org/10.1002/app.50457
Nofar M, Salehiyan R, Sinha Ray S (2019) Rheology of poly (lactic acid)-based systems. Polym Rev 59:465–509. https://doi.org/10.1080/15583724.2019.1572185
Nofar M, Zhu W, Park CB, Randall J (2011) Crystallization kinetics of linear and long-chain-branched polylactide. Ind Eng Chem Res 50:13789–13798. https://doi.org/10.1021/ie2011966
Nofar M (2018) Synergistic Effects of Chain Extender and Nanoclay on the Crystallization Behavior of Polylactide. Int J Mater Sci Res 1:1–8. https://doi.org/10.18689/ijmsr-1000101
Jalali A, Huneault MA, Nofar M, Lee PC, Park CB (2019) Effect of branching on flow-induced crystallization of poly (lactic acid). Eur Polym J 119:410–420. https://doi.org/10.1016/j.eurpolymj.2019.07.045
Standau T, Nofar M, Dorr D, Altstädt V (2021) A review on multifunctional epoxy-based Joncryl® ADR chain extended thermoplastics” . Polym Rev. https://doi.org/10.1080/15583724.2021.1918710
Villalobos M, Awojulu A, Greeley T, Turco G, Deeter G (2006) Oligomeric chain extenders for economic reprocessing and recycling of condensation plastics. Energy 31(15):3227–3234. https://doi.org/10.1016/j.energy.2006.03.026
Raffa P, Coltelli MB, Castelvetro V (2014) Expanding the application field of post-consumer poly (ethylene terephthalate) through structural modification by reactive blending. J Appl Polym Sci. https://doi.org/10.1002/app.40881
Tavares AA, Silva DF, Lima PS, Andrade DL, Silva SM, Canedo EL (2016) Chain extension of virgin and recycled polyethylene terephthalate. Polym Test 50:26–32. https://doi.org/10.1016/j.polymertesting.2015.11.020
Duarte IS, Tavares AA, Lima PS, Andrade DL, Carvalho LH, Canedo EL, Silva SM (2016) Chain extension of virgin and recycled poly (ethylene terephthalate): Effect of processing conditions and reprocessing. Polym Degrad Stab 124:26–34. https://doi.org/10.1016/j.polymdegradstab.2015.11.021
Xiao L, Wang H, Qian Q, Jiang X, Liu X, Huang B, Chen Q (2012) Molecular and structural analysis of epoxide-modified recycled poly (ethylene terephthalate) from rheological data. Polym Eng Sci 52:2127–2133. https://doi.org/10.1002/pen.23175
Härth M, Dörnhöfer A, Kaschta J, Münstedt H, Schubert DW (2021) Molecular structure and rheological properties of a poly (ethylene terephthalate) modified by two different chain extenders. J Appl Polym Sci 138(13):50110. https://doi.org/10.1002/app.50110
Nofar M, Oğuz H (2019) Development of PBT/recycled-PET blends and the influence of using chain extender. J Polym Environ 27:1404–1417. https://doi.org/10.1007/s10924-019-01435-w
Escala A, Stein RS (1979) Crystallization studies of blends of polyethylene terephthalate and polybutylene terephthalate. ACS Publications. DOI:https://doi.org/10.1021/ba-1979-0176.ch024
Avramova N (1995) Amorphous poly (ethylene terephthalate)/poly (butylene terephthalate) blends: miscibility and properties. Polymer 36:801–808. https://doi.org/10.1016/0032-3861(95)93111-X
Szostak M (2004) Mechanical and thermal properties of PET/PBT blends. Mol Cryst Liq Cryst 416:209–215. https://doi.org/10.1080/15421400490481377
Aravinthan G, Kale DD (2005) Blends of poly (ethylene terephthalate) and poly (butylene terephthalate). J Appl Polym Sci 98:75–82. https://doi.org/10.1002/app.22017
Ito K, Haraguchi Y, Hayakawa S, Toda A (2008) Enhanced crystallization of blended poly (ethylene terephthalate) and poly (butylene terephthalate). Polym J 40:992. https://doi.org/10.1295/polymj.PJ2007197
Baxi RN, Pathak SU, Peshwe DR (2010) Mechanical, thermal, and structural characterization of poly (ethylene terephthalate) and poly (butylene terephthalate) blend systems by the addition of postconsumer poly (ethylene terephthalate). J Appl Polym Sci 115:928–934. https://doi.org/10.1002/app.30647
Marcinčin A, Körmendy E, Hricová M, Rusnák A, Aneja AP (2006) Rheologicalbehavior of polyester blend and mechanical properties of thepolypropylene–polyester blend fibers. J. Appl. Polym. Sci. 102(5):4222–4227. https://doi.org/10.1002/app.24682
Marcinčin A, Körmendy E, Hricová M, Rusnák A, Aneja AP (2006) Rheological behavior of polyester blend and mechanical properties of the polypropylene–polyester blend fibers. J Appl Polym Sci 102(5):4222–4227. https://doi.org/10.1002/app.24682
Stocco A, La Carrubba V, Piccarolo S, Brucato V (2009) The solidification behavior of a PBT/PET blend over a wide range of cooling rate. J Polym Sci Part B: Polym Phys 47(8):799–810. https://doi.org/10.1002/polb.21687
Kruse M, Wagner M (2016) Time-resolved rheometry of poly(ethylene terephthalate) during thermal and thermo-oxidative degradation. Rheol Acta 55(8):789–800. https://doi.org/10.1007/s00397-016-0955-2
Acknowledgements
The authors would like to acknowledge the financial supports from Istanbul Technical University Scientific Research Project (ITU-BAP) with the project number of 42102. We thank Arçelik A.Ş. and Hazal Oguz for kindly providing us the materials used in this study. The authors would also like to sincerely thank Professor Seniha Fatma Guner and Professor Gurbuz Gunes for providing us their laboratory space to perform rheological and compression molding experiments.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Guclu, M., Alkan Göksu, Y., Özdemir, B. et al. Thermal Stabilization of Recycled PET Through Chain Extension and Blending with PBT. J Polym Environ 30, 719–727 (2022). https://doi.org/10.1007/s10924-021-02238-8
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-021-02238-8