
Abstract
This study investigates the recycling process of plastic mixture wastes of polyamide/polypropylene/polyethylene (PA/PP/PE) from the food packaging sector to produce composite materials. The production is a two-step process where composite pellets were first prepared by compounding the plastic wastes with short glass fibers (SGF) (7–40 wt%) and maleic anhydride grafted polypropylene (PPgMAH) (3–6 wt%) as a coupling agent using a twin screw extruder. The composite pellets were then injection molded to produce composite materials for different commercial and engineering applications. Rheological tests showed the importance of adding PPgMAH as compatibilizer during twin screw compounding. The use of 3 wt% of PPgMAH increases the viscosity of the extruded blends at low frequencies and consequently the mechanical properties of the composite material. Furthermore, the DSC results indicate that using PPgMAH as a coupling agent increases the nucleating role of the SGF by effectively distributing the fibers inside the matrix. Morphological results showed that the fibers have a good size distribution and were evenly distributed in the matrix with a good fiber–matrix adhesion. Tensile, flexural and impact results showed that SGF obviously improves the tensile strength and the tensile modulus of the recycled composite material.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Statement of Novelty
Up to now, recycling of plastic mixture wastes of polyamide/polypropylene/polyethylene from the food packaging sector is not well elaborated and few studies are available in the literature. Also, mechanical recycling of these wastes is not a trivial process, depending strongly on degradation stage and degree of contamination and incompatibility of the waste stream materials. The uniqueness of this work lies in adopting an innovative method to recycle these wastes by adding suitable coupling agents and short glass fibers as reinforcement using classical processes as extrusion and injection in order to develop a novel composite material for different applications (automotive, electronic applications, home appliance…).
Introduction
The production of plastics has increased remarkably over the last decades due to their important properties such as lightweight, low cost, ease of manufacture and versatility. Plastic products are used in a wide range of applications and 50% of them are used to make disposable items for packaging. Packaging is the main source of plastic wastes and the improper management of this waste can generate several environmental problems [1, 2]. To reduce the impact of post-consumer plastic waste on the environment effective recycling processes are required. Many technologies are currently used to recycle plastics such as incineration, depolymerization, land filling and mechanical recycling. The mechanical recycling is the most interesting process of plastic recycling since it combines technical viability, acceptable costs and environmental benefits. Mechanical recycling refers to the method by which the material is recovered via mechanical processes (grinding, washing, separating, drying, re-granulating and compounding) into new raw materials. A major problem of mechanical recycling is that the plastic waste is a high complex mixture of commodity polymers incompatible with each other and with various degrees of damage. The incompatibility of most polymers in the plastic mixturecan produce bulky blends with mediocre mechanical properties [3]. Mechanical properties of immiscible polymerscould be improved by the compatibilization and the incorporation of different types of additives. This process is complicated and expensive, since simultaneous compatibilization of several damaged polymers is needed [3, 4]. Many studies have reported the mechanical recycling of plastics in the literature [5]. Satapathy et al. [4] have studied the utilization of plastic wastes, particularly high density polyethylene (HDPE) for making high value products by blending these wasteswith virgin HDPE and subjecting the blend to electron beam irradiation [2]. Dorigato and Fambri [2] have succeeded to reutilize the post consumed polyamide 66 (PA66) short fibers derived from carpets as reinforcement in polyamide 12 based composites through a double-step process of melt mixing and compression molding at 200 °C. Zgheib et al. [6] have developed a method to produce polyamide waste/metallocene linear low-density polyethylene (PAW/mLLDPE) composite films with sufficient mechanical properties using an anhydride-modified linear low-density polyethylene as coupling agent and calcium carbonate as fillers.
Polyamides (PA) are commonly used in a wide range of engineering applications due to their low cost, good chemical resistance, high crystalline regions, excellent mechanical properties and good processability [5]. The high moisture absorption and notch sensitive properties are the major deficiencies of this type of polymerthat can affect directly the dimensional stability and the properties of the finished products. Many studies describe the use of elastomers in the presence of compatibilizers to toughen polyamides. Oliveira et al. [7] showed that methyl methacrylate-co-maleic anhydride is a suitable compatibilizer for polyamide 6/acrylonitrile–butadiene–styrene (PA6/ABS) blends and that the use of this coupling agent can enhance the stiffness and toughness of these blends. Polymers chemically modified with maleic anhydride (MA) are often used in the compatibilization of polyamide-based materials as a result of the reaction between the anhydride and the amine end groups of PA6 that leads to the formation of an imide [8].
To further enhance the mechanical properties of polyamide-based polymers, fillers such as SGFand carbon fibers could be incorporated inside polymer matrices to produce composite materials with superior mechanical properties. Darshan et al. [9] have showed that the physical and mechanical properties of polyamide 66/polypropylene (PA66/PP) blend composites were significantly improved by adding SGF and carbon fibers. Cuvalci et al. [5] have reported the production of cast polyamide composite materials reinforced with SGF by the injection molding process. They found that the mechanical properties of cast polyamide composites were improved with increasing fiber content up to 35 wt%. Lingesh et al. [3] have produced a composite material by first compatibilizing blends of PA 66 and PP using MA as a coupling agent and then adding SGF. This study showed that the best mechanical properties were obtained for 25 wt%of SGF. Novello et al. [10] have recycled bottle-grade post-consumer polyethylene terephthalate (PET) by compounding the plastic waste with virgin PA66 and SGF. They reported that the obtained new thermoplastic composites present good flexural, tensile and impact properties and could be used in the well-established market of PA66/SGF composites.
PP/SGF composites are also popularly used in many sectors, especially in automotive. However the major issue of these composites is the week interfacial adhesion between the fibers and the PP due to the non-polarity of these polymers. To increase the polarity of these polymers, usually maleic anhydride modified polypropylene (MAPP) containing the functional group –COOH are introduced to the mixture. The interfacial adhesion between the resin and the fibers and hence the mechanical properties of the composite is improved through covalent bonds and hydrogen bonds between the fibers and the PP matrix [11].
The aim of this study is to present an innovative manufacturing process to recycle food packaging cast films produced by Indevco Company in Lebanon. The composition of these films consists of a mixture of PE, PP and PA, represented hereunder as “PEPPA” waste. The chemical composition and the thermal behavior of these wastes were evaluated before the manufacturing process. To enhance the compatibility of SGF with the matrix an anhydride grafted polypropylene (PPgMAH) (3–6 wt%) was used as a compatiblizer during the compounding. Also, different percentages of SGF (7–40 wt%) were introduced into the plastic mixtures as reinforcing agents to produce the composite materials. The effect of the incorporation of PPgMAH and the different percentages of the SGF on the physical and mechanical properties of the composites will be thoroughly investigated during this study.
Experimental
Materials
The food packaging cast films postindustrial wastes were supplied as flakes by the company Indevco (Lebanon). The bulk density of these flakes is about 0.9613 g/cc. The chemical composition of these wastes was determined by Fourier transform infrared spectroscopy (FTIR) (results of these tests are presented in the “Results and Discussion” section). For confidentiality reasons the detailed list of the grade names in the different components present in the wastes is not given. The waste is composed of a ratio of 30/70 by weight of PA6/PP, along with some ethylene content coming from Vistamax propylene-based elastomer and from the PP random copolymer, in addition to a small amount of PPgMAH coupling agent that acts as a tie layer between PP and PA6 in the coextruded cast film wastes.
The SGF used were commercial grade (3B E-CR: DS 1125-10N) supplied by the BrajBinani Group with a nominal diameter of 10 µm and a density of 2.60 g/cc. The glass fibers used are treated with organosilaneto reinforce a broad range of polyamide resinsandwere supplied by the company in the form of chopped strand with a length of 4 mm.A PPgMAH was used as a compatiblizer to enhance the compatibility of glass fiber with the PP present in the wastes. The PPgMAH used is a random copolymer resin obtained from DuPont Packaging & Industrial Polymers.
Phenolic antioxidant Irganox 1076and phosphitic antioxidant Irgafos 168, were added at 0.1 wt% loading in order to protect the composites against the damaging effects of thermo-oxidative degradation during and after the twin screw extrusion and injection molding processing.
Manufacturing Process
As mentioned, the aim of this study is to present an innovative manufacturing process to recycle food packaging cast films waste composed of incompatible material, being post-industrial or post-consumer. Mechanical recycling, followed by twin screw extrusion and injection molding will be utilized to fabricate molded parts for testing of the composite. The main challenge and novelty in this work is the fabrication of the composite itself during the compounding phase. Specifically, coupling agents are utilized in order tocompatibilize polar PA to the nonpolar polyolefins (PE and PP), in addition to improving the interfacial adhesion between the polyolefins and the polar fibers so as to retain key mechanical properties including stiffness and elastic modulus. Furthermore, the twin screw element setup was modified (see shaded sections) in order to preserve as much as possible the glass fiber length (Fig. 1), keeping the length of the fibers above a critical length for effective reinforcement. High shear kneading block elements were concentrated in the first part of the twin screw, and the glass fibers were side fed at a later stage as shown in Fig. 1. Besides, kneading blocks were separated as much as possible to decrease their demolishing effect on the fiberglass. Moreover, left handed elements were placed between conveying parts in order to prevent backwards flow into the kneading blocks that can drastically reduce fiber length to below the critical length for polymer reinforcement.

Screw configuration and feed locations of the twin-screw extruder
Before the start of the extrusion process, a moisture test was performed on the PEPPA waste using a moisture analyzer AND MX-50 with 0.01% accuracy. Since the moisture content in the PEPPA waste was high (0.6 wt%), the flakes were dried in an oven at 60 °C overnight prior to the extrusion process. To further reduce the moisture content the vacuum system of the extruder was used during the extrusion. The dried PEPPA flakes and the SGF were then compounded in an intermeshing co-rotating twin screw extruder with an L/D of 48 and a screw diameter of 22 mm. The waste and the coupling agent were fed in the main feeder, while the SGF were fed at a later stage by a side feeder located after five sets of kneading blocks. A calibration system was created to get the percentages needed by varying feeding screw speeds.
Extrusion temperatures were incrementally increased from 200 °C at the feeding zone to 220 °C at the die, as follows: 200 °C Zone 1—205 °C Zone 2—210 °C Zone 3—215 °C Zone 4—220 °C Zone 5—220 °C Zone 6—220 °C Die. A 400 rpm twin screw speed was used corresponding to an output of 10 kg/h. The extrudates obtained were quenched in cold water and then pelletized. Table 1 showed the composition of the different blends prepared during this study. Each blend was then injection molded into standard specimens for mechanical tests (ASTM standard bars for Tensile, Charpy Impact and Flexural tests) using a Teknika Industrial 150 Tons clamping force machine. The following conditions were used during the injection: 220 °C all along the barrel, screw speed of 300 rpm, holding time of 30 s, mold temperature of 23 °C, and mold cooling time of 30 s.
Characterization Method
The chemical composition of PEPPA wastes were studied byFTIRusing a Bruker Tensor II FTIR Spectrometer operated in attenuated total reflectance (ATR) mode according to the ASTM E1252. ATR measures surface properties of the sample with a penetration depth of 0.5–2 µm into the sample.
Thermal analysis was performed by differential scanning calorimetry (DSC) using a Netzsch DSC Polyma 214 and according to ASTM D3418 standard. For each sample, a mass of 10 mg was taken from the core of the injection-molded specimens. Samples were heated from 30 to 300 °C (above the melting point of the polymers to erase previous thermal history) under nitrogen atmosphere (20 mL/min) using a heating rate of 10 °C/min. The samples were then held isothermally for 5 min before cooling back to 30 °C at a rate of 10 °C/min. Finally, samples were again held isothermally for 5 min and reheated from 30 to 300 °C also at a rate of 10 °C/min. The cooling and second heating thermograms were recorded to study the composition and the crystallization kinetics. The crystallinity of the samples was calculated from DSC data using the following relationship:
were \({X}_{c}\) is the crystallinity, \({\varDelta H}_{m}\) is the total heat of melting of the different polymers in J/g; \({\varDelta H}_{m}^{^\circ }\)is a reference value that represents the heat of melting if the polymers were 100% crystalline; and \(f\) is the weight fraction of SGF. The reference heat of melting of pure polymers was taken from the literature and corresponds to 207.1 J/g for pure PP [12], and 230.1 J/g for pure PA6 [13]. A ratio of 30/70 by weight of PA6/PP was used in order to calculate \({\varDelta H}_{m}^{^\circ }\).
The relative viscosities of the pellets were estimated using an Anton Paar MCR 502 stress-controlled torsional shear rheometer having a parallel plate geometry. The analysis was performed with a frequency sweep over a range of 0.1–512 rad/s, at a chamber temperature of 230 °C, with a constant strain of 1% to remain within the linear viscoelastic regime, and a die gap of 25 mm.
An ash test was performed on the injection molded bars prior to mechanical testing to check the percentage of glass fibers. All the obtained results have showed that the percentages of glass fibers are close to the initial glass fiber content introduced during the extrusion process. The fiber % in the extruded pellets and in the injection-molded PEPPA/SGF composites was measured by burning off the matrix and separating the fibers. The analysis was performed in a furnace at 600 °C for 30 min. Furthermore, the glass fiber lengths in the injection molded samples were determined using an Olympus BX53 microscope and the images were analyzed using Image J software. Approximately 50 fibers were examined for each sample. The number average length (ln), the weight average length (lw) and the polydispersity index (P) of the glass fibers were calculated according to Eqs. 2, 3 and 4, respectively, where ni is the number of glass fibers with length li.
The critical length \({l_c}\) for effective polymer reinforcement was determined using Eq. (5):
where d is the fiber diameter, l is the fiber length, σf is the tensile strength of the fiber, andτi is the shear strength of fiber–matrix interface. The value of τi can be approximated to the value of the shear strength of the polymer matrix assuming that there is a perfect adhesion between the fiber and the polymer. Assuming that the shear strength of PA6 and PP are equal to 66 MPa and 40 MPa respectively [10] and that the composition of the PA6/PP in the different blends is 30/70 by weight it follows that the shear strength of the matrix is equal to 48 Mpa. The tensile strength of the glass fibers is around 1500 MPa, thus the critical fiber length calculated is around 0.157 mm.
The tensile properties of the PEPPA/SGF composites were carries out on type I specimens (narrow section: 57 × 12.7 × 3.2 mm) using anYL-15 (Yammine & Lama, capacity 15 tons) universal testing machine, according to standard practices ASTMD 638 at a crosshead speed of 5 mm/min. Flexural properties (three point bending) were conducted using an YL-15 (Yammine & Lama, capacity 15 tons) universal testing machine, on type I specimens (narrow section: 57 × 12.7 × 3.2 mm) according to standard practices ASTM D 790 at a crosshead speed of 2 mm/min. Impact testing was conducted using impact tester from Sciteq-Type CIT. We used Charpy impact test setup with unnotched molded specimens subjected to flat wise impact mode according to ASTM D4812. The microstructure of the composite was observed by scanning electron microscopy (SEM) using an AIS 2100C model from Beijing Yimei Science Co., Ltd. at an acceleration voltage of 0.5–30 kV, a magnification of ×300,000 and a resolution less than 3 nm.
Results and Discussion
PEPPA Waste Composition
The FTIR spectrum of the PEPPA wastes used is shown in Fig. 2. The spectrum reveals the presence of PP, PA6 and Vistamax (a propylene-based elastomer containing ethylene). The characteristic peaks of PA are at 3296 cm−1 corresponding to the stretching of NH; at 1637 cm−1 attributed to the amide ICO stretching vibration; at 1544 cm−1 corresponding to the amide II N–H bending vibration and C–N stretching vibration [14] and at 2867 and 2917 cm−1 attributed to the symmetrical and asymmetrical stretching of CH2. The characteristic peaks of PP are; the shoulder at 2867 cm−1, the asymmetric and symmetric in-plane C–H (–CH3) at 1458 cm−1 and the shoulder at 1358 cm−1. Also the peak at 1375 cm−1 which is assigned to –CH3 group confirms the presence of PP [14]. The peak at 1543 cm−1 confirms the presence of Vistamax a PP-based elastomer.

FTIR spectrum of PEPPA wastes
Effect of SGF and PPgMAH Content on Thermal Properties
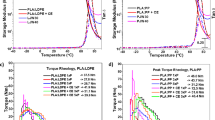
The influence of SGF and PPgMAH content on the thermal properties of PEPPA/SGF composite materials was studied using a DSC. Five blends were tested (PEPPA/SGF 0, PEPPA/SGF 7 without PPgMAH, PEPPA/SGF 7, PEPPA/SGF 20 and PEPPA/SGF 40). As we could perceive in the results of the melting behavior (Figs. 3, 4) for all the samples, two peaks were found at 145.6 °C and 157 °C indicating the presence of polypropylene random copolymer, while a third peak obtained at 207.8 °C indicate the presence of PA6. The shifting in melting temperatures with respect to the pure polymers occurs because of the presence of other components including Vistamax propylene-based elastomer, in small percentages.

DSC curves for melting and crystallization behavior of PEPPA and PEPPA/SGF 7 composites with and without 3 wt% PPgMAH

DSC curves for melting and crystallization behavior of PEPPA/SGF composites at different SGF %
The comparison of the crystallization temperature (Tc) and the melting temperature (Tm) of PA6 present in the PEPPA/SGF 7 composites with and without 3 wt% PPgMAH is indicated in Fig. 3 and Table 2. The results indicate that similar Tm of PA6 were obtained for both samples (Tm = 215 °C) but higher crystallization temperatures were observed in the presence of 3 wt% PPgMAH (Tc = 184 °C vs. 180 °C). The presence of PPgMAH as a coupling agent increases the nucleating role of the SGF by effectively distributing the SGF during reactive compatibilization with PEPPA waste and hence increases the Tc of the PA6. A maximum percentage of crystallization is observed in the pure PEPPA composite (Table 2), which could be attributed to restrictions created by the glass fibers on the development of a spherulitic structure as glass fiber content increases. A lower % of thermally-induced crystallization would imply lower strength and stiffness, but also less chain embrittlement.
The comparison of the Tc, the Tm of PA6 and the percentage of crystallinity of the PEPPA/SGF composites at different SGF % is illustrated in Fig. 4 and Table 2. The results indicate that the incorporation of SGF restricts the mobility of the PA6 chains, as evidenced by higher melting point Tm of PA6 obtained with increasing the SGF content. It could be seen also from the comparison of the composites at different SGF % that at 20% loading, the highest percentage of crystallinity is obtained and the SGF act as efficient nucleating agents since the Tc of PA6 increases up to 187 °C. At 40% loading, the SGF begin to form bundles as shown by the SEM images (Fig. 5), and subsequently lose nucleation efficiency as the interactive area with the polymer chains decreases.

Scanning electron microscopy photographs of a fractured surface of PEPPA/SGF20 composites: Tensile fracture, b fractured surface of PEPPA/SGF40 composites: flexural fracture, and c unbroken sample of PEPPA/SGF40
Microstructure
Fiber Length
Table 3 below shows the calculated values of ln, lw and P for the PEPPA/SGF composites obtained after the injection process. For all the blends, the ln values lies between 108 and 199 µm, the lw values between 62 and 242 µm and the P values between 1.16 and 1.5. Accordingly, the ln and lw values are similar to or higher than the critical glass fiber length (157 µm according to the calculations using Eq. 5) required for the effective mechanical reinforcement.
Figure 5a, b show the SEM images of PEPPA/SGF composites with 20% and 40% of SGF subjected to tensile and flexural test and Fig. 5c the SEM image of an unbroken sample loaded with 40% glass fiber. The three figures verify an appropriate degree of dispersion and a homogeneous distribution of the glass fibers in the polymer matrices during the twin-screw extrusion and the injection molding. The images shows a good interfacial adhesion between the SGF and the PEPPA matrix and this is due to a coupling reactions between the organosilane treated fiber glass and the polyamide (reaction between the epoxy pendant group on the surface of the fiber glass and the carbonyl group of the PA6). Also the improvement of the interfacial adhesion between the SGF and the polypropylene is due to the addition of PPgMAH to the different blends as demonstrated hereafter by the rheological results. According to Lin et al. [10] the esterification between the hydroxyl groups on the surface of SGF and the acid anhydride groups of the PPgMAH forms a covalent bond. The combination of excellent dispersion and distribution of the glass fibers along with the improvement of the interfacial adhesion between the SGF and PP coincides with the improvement of mechanical properties including tensile and flexural moduli and strengths, which will be discussed later.
The SEM photographs of the fractured surfaces subjected to tensile and flexural test (Fig. 5a, b) show the breakage of the SGF and the damage of the PEPPA matrix. The holes that appear in these figures are due to fiber pullout during the tensile and flexural tests and can therefore be ignored in the evaluation of the adhesion between the SGF and the matrix. A larger number of fibers is seen in these images when compared with the unbroken sample (Fig. 5c). Also the fibers appear to be misaligned and voids are seen between the matrix and the fiber. This shows that the fracture was done mainly by breaking the SGF since the fibers are more brittle than the PEPPA matrix.
Mechanical Properties
Effect of the Addition of the Coupling Agent PPgMAH
Rheological tests were performed to study the importance of adding the coupling agent PPgMAH to the blends during the twin screw compounding. Figure 6 shows that the addition of 3 wt% of PPgMAH to the PEPPA/SGF 7 composite increases the complex viscosity (η*) of PEPPA/SGF0 much more dramatically than PEPPA/SGF7. Also the steeper η* drop at low angular frequencies/shear rates obtained for the composite PEPPA/SGF 7 with PPgMAH reveals the improvement of the interfacial adhesion between the fibers and the matrix and consequently the improvement of the stiffness of the material when compared to the composite PEPPA/SGF 7 without PPgMAH.

Viscosity versus shear rate of PEPPA waste and composites PEPPA/SGF 7 with and without PPgMAH
To further validate the rheological tests we compared the experimental modulus value for the composite PEPPA/SGF 7 obtained with and without the addition of PPgMAH. The results shows that the addition of 3 wt% of PPgMAH improves the elastic modulus by about 25% since the young modulus has increased from 718 ± 55 to 906 ± 72 MPa.
Effect of Fiber Glass Content
Figure 7 shows the rheological values for the PEPPA/SGF composites prepared by varying the SGF content from 0 to 40%. The results show that the reinforcement η* at low angular frequencies increases with the % of fiber content. This implies a higher stiffness during the initial phases of tensile or flexural deformations. Furthermore, the incremental increase in complex shear viscosity with SGF content confirms a good dispersive and distributive mixing of the fibers inside the polymer matrix. As the SGF content increases, the interfacial area between the fibers and the matrix is also increased, resulting in a higher interfacial strength and matrix-fiber load transfer.

Viscosity versus shear rate of PEPPA/SGF composites with different SGF content (SGF content range from 0 to 40%)
The effectiveness of reinforcement due to the increase in SGF content was further studied by determining the flexural, tensile and impact properties for the composites with different SGF content. The tensile young modulus and the tensile strength for the PEPPA/SGF composites with different SGF content (range from 0 to 40%) are shown in Figs. 8 and 9. The results show that the modulus of elasticity and the tensile strength for the neat PEPPA waste were equal to 450 MPa and 21 MPa respectively. The incorporation of SGF increases significantly these values and an elastic modulus of around 1635 MPa and a tensile strength around 41 MPa were attained with a glass fiber content of 20%. No significant increase in tensile and elastic modulus are obtained with a higher % of SGF (30% and 40%). Also, it can be noticed that the standard deviation of measures is higher for the composite reinforced with 30% and 40% SGF. From these results we can conclude that an effective reinforcement could be achieved with 20% of SGF.

Tensile young modulus of PEPPA/SGF composites with various SGF content

Tensile strength of PEPPA/SGF composites with various SGF content
The flexural modulus and flexural strength for the PEPPA/SGF composites with different SGF content (SGF content range from 0 to 40%) are shown in Figs. 10 and 11. The flexural modulus and strength for composites reinforced with 40% SGF reached 2.5 GPa, and 78 MPa respectively. The results show that the flexural modulus and strength increase with SGF content, reaching a maximum at 30% loading and start to decrease at 40% SGF loading. This small decrease in the mechanical properties at high SGF content is probably due to the presence of fiber agglomerates or because more PPgMAH are needed to maintain a good matrix-fiber adhesion. The mechanical properties obtained from the flexural test are higher than those obtained from the tensile test as a result of a better orientation of the SGF in the longitudinal direction at the outer layers of the bars. This difference in fiber orientation at the outer and inner layer of the bar is due to the high shear present along the barrel and the mold surfaces.

Flexural modulus of PEPPA/SGF composites with various SGF content

Flexural strength of PEPPA/SGF composites with various SGF content
The impact strength values for the PEPPA/SGF composites with different SGF content (range from 0 to 40%) were measured using the Charpy method (see Fig. 12). The impact energy used was 15 joules which is the maximum value attained by the machine. Since the composites reinforced with 0%, 7% and 11% were not broken we didn’t represent their values on the figure. The Fig. 12 shows that the impact strength decreases with increasing the SGF content to reach a value of 38 kJ/m2 for the composite reinforced with 40% SGF.

Unnotched impact strength of PEEPA composites with various SGF content
Conclusion
An innovative manufacturing process to recycle food packaging postindustrial cast films wastes has been developed in this study. The composition of these films was revealed by FTIR as a mixture of PE, PP and PA, represented hereunder as “PEPPA” waste. The main challenge and novelty in this work was the fabrication of the composite itself during the compounding phase.
The PEPPA waste films were recycled by melt compounding using a twin screw extrusion and injection molding and glass fibers were added as fillers to produce PEPPA/SGF composites. During the compounding the twin screw element setup was modified in order to preserve as much as possible the glass fiber length and to assure a good dispersion and distribution of the glass fibers inside the matrix. Kneading blocks were separated as much as possible to decrease their demolishing effect on the fiberglass and the left handed elements were placed between conveying parts in order to prevent backwards flow into the kneading blocks. The glass fiber lengths in the injection molded samples were determined and we found that the number average length (ln), the weight average length (lw) values are similar to or higher than the critical glass fiber length (157 µm) required for the effective mechanical reinforcement.
PPgMAH was used as a coupling agent to compatiblilize polar PA and nonpolar polyolefins (PE and PP) and to improve the compatibility between reinforcement and matrix. The rheological results showed that the addition of 3 wt% of PPgMAH to the composite improves the interfacial adhesion between the fibers and the matrix and this result was further revealed by the increase of the values of elastic modulus after the addition of PPgMAH.
The composites showed good mechanical performance in flexural, tensile and impact tests. A high level of reinforcement was achieved in the composites with a glass fiber content of 20%. The tensile modulus and strength increase around 220% and 100% respectively by adding 20% of glass fibers.
The maximum flexural strength was obtained with 30% of SGF. The enhancement of about 200% in flexure strength was obtained against the neat PEPPA waste.
The impact strength decreases as the SGF content increases in the composite material. This is due to the addition of the SGF that increases the brittleness of the material.
The SEM images of the fractured surfaces revealed that the increase in tensile and flexural strength and moduli with the SGF content is due to the good dispersion of the SGF inside the matrix and the good fiber matrix interfacial adhesion.
References
Meran, C., Ozturk, O., Yuksel, M.: Examination of the possibility of recycling and utilizing recycled polyethylene and polypropylene. Mater. Des. 29(3), 701–705 (2008)
Dorigato, A., Fambri, L.: Thermo-mechanical behavior of polyamide 12-polyamide 66 recycled fiber composites. Polym. Compos. 32(5), 786–795 (2011)
Lingesh, B.V., Rudresh, B.M., Ravikumar, B.N.: Effect of short glass fibers on mechanical properties of polyamide66 and polypropylene (PA66/PP) thermoplastic blend composites. Proced. Mater. Sci. 5, 1231–1240 (2014)
Satapathy, S., Chattopadhyay, S., Chakrabarty, K.K., Nag, A., Tiwari, K.N., Tikku, V.K., et al.: Studies on the effect of electron beam irradiation on waste polyethylene and its blends with virgin polyethylene. J. Appl. Polym. Sci. 101(1), 715–726 (2006)
Çuvalci, H., Erbay, K., İpek, H.: Investigation of the effect of glass fiber content on the mechanical properties of cast polyamide. Arab. J. Sci. Eng. 39(12), 9049–9056 (2014)
Zgheib, N., Seif, S., Tahan, D., El Hajj, N.: Influence of processing parameters on the tensile strength of PA-W/mLLDPE composite films produced by blown film extrusion. In: Proc First Int Conf Energy Power Pet Petrochem Eng E3PE 2017 Fac Eng - Leban Univ Beirut, Lebanon (2017)
de Oliveira, A.D., de Castro, L.D.C., Beatrice, C.A.G., de Lucas, A., Pessan, L.A.: Effect of maleic anhydride content in properties of PA6/AES blends compatibilized with MMA-MA. Mater. Res. 20(6), 1630–1637 (2017)
Kudva, R.A., Keskkula, H., Paul, D.R.: Properties of compatibilized nylon 6/ABS blends. Polymer 41(1), 239–258 (2000)
Darshan, R., Lingesh, B.V., Reddappa, H.N., Ravi Kumar, B.N.: Effects of SGF on physical and mechanical properties of PA66/PP blend composites. JETIR 2(10), 9–15 (2015)
Novello, M.V., Carreira, L.G., Canto, L.B.: Post-consumer polyethylene terephthalate and polyamide 66 blends and corresponding short glass fiber reinforced composites. Mater. Res. 17(5), 1285–1294 (2014)
Lin, J.-H., Huang, C.-L., Liu, C.-F., Chen, C.-K., Lin, Z.-I., Lou, C.-W.: Polypropylene/short glass fibers composites: effects of coupling agents on mechanical properties, thermal behaviors, and morphology. Materials 8(12), 8279–8291 (2015)
Varga, J.: Polypropylene Structure, Blends and Composites. Chapman & Hall, London (1995)
Wunderlich, B.: Macromolecular Physics: Crystal Melting. Academic Press, New York (1971)
Lobo, H.: (ed.) Handbook on Plastics Analysis. Marcel Dekker, New York (2003)
Acknowledgements
This work has been funded by Indevco PACT (Polymer Application Center for Technology) R&D Center and by LIRA program. We give special thanks to Dr. Roland Habchi from the Lebanese University and Dr. Jihad Reshmani from Balamand University for their help in the experimental tests.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
El Hajj, N., Seif, S., Saliba, K. et al. Recycling of Plastic Mixture Wastes as Carrier Resin for Short Glass Fiber Composites. Waste Biomass Valor 11, 2261–2271 (2020). https://doi.org/10.1007/s12649-018-0446-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12649-018-0446-z