
Abstract
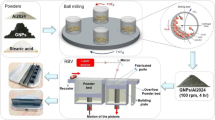
Alumina nanoparticles mixed with up to 1wt% graphene nanoplatelets (GNPs) were mixed by high-speed ball milling for 2 h at 350 rpm and sintered in a graphite die at 1650 °C for 20 min in an ultra-high-frequency induction heated system (UHFIHS) under uniaxial load in a vacuum chamber. The effect of different GNPs ratios on the microstructure, hardness and wear rate of alumina nanocomposites was examined. The results showed that the mechanical properties of Al2O3–GNPs nanocomposites gradually improved with GNP additions of 0.1 wt% to 0.6 wt%.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Nanotechnology expresses to the smallest units and can be applied to atoms and molecules. The science of this technology is used extensively to produce new products. These days, nanotechnology has quite a wide range of applications. It can be used in physics, chemistry, biology, computing, materials science and electronics. Powders which are 100 nm diameter or less are called nanoparticle powders. Nanoparticles are the basis of nano-sized materials and nanotechnology [1,2,3,4,5]. Novel applications with ever more demanding specifications require the combination of different materials [6].
Alumina is an oxide of aluminum, occurring in nature as various minerals such as bauxite, corundum, etc. It also serves as the raw material for a broad range of advanced ceramic products and as an active agent in chemical processing. It is used as an adsorbent, desiccating agent, catalyst and in the manufacture of dental cement and a refractory [7,8,9,10]. Abbasi et al. synthesized nanostructured an Al2O3–ZrB2 composite. The composite was mixed for 5 h by the ball milling method and sintered for 3 min by using a high-frequency induction heated sintering method. The results show that the relative density of the sintered sample reached to 99% of the theoretical density [11].
Graphene is a carbon allotrope that has aroused great interest in recent years. Graphene, with its combination of large specific surface area, two-dimensional high aspect ratio sheet geometry and outstanding mechanical properties should contribute to its application in ceramic matrix composites. Moreover, graphene is considered to have super-electrical properties and very high thermal properties [12,13,14].
The most important feature of the induction system is rapid heating. Generally, it’s used to heat the surfaces of materials. The induction system heats the material in one go, the heat transfer being 3000 times better than other heating systems. The depth of penetration depends on the frequency of the induction system. Also, the penetration depth at high temperature or high frequency is reduced [15,16,17,18,19].
Our study can be applied to the powder metallurgy industry which produces simple geometrical parts. It is particularly useful for manufacturers of structural parts for miniaturized devices. Al2O3–graphene composites are used in all industrial applications requiring high strength. These novel composites are often used in lithium–ion batteries, bio-sensors, transparent conductors, and supercapacitors.
Babu et al. [20] milled and unmilled AlMg5, and milled AlMg5–0.4 vol% Al2O3 nanocomposites which were sintered at 550 °C by the spark plasma sintering method. The effect of Al2O3 and the milling method on the mechanical properties of AlMg5 nanocomposite were investigated. Chen et al. [21] fabricated the graphene nanosheets (GNS)/alumina composites. Samples were mixed for 8 h using the ball milling method and hot pressed at 1500 °C under a pressure of 25 MPa in the argon atmosphere for 1 h. The maximum fracture value was obtained with the 0.2 wt% GNS/alumina composite (6.6 MPa m1/2). Graphene nanoplatelet/carbon nanotubes (GNTs) were added to an alumina matrix, as by Yazdani et al. [22]. All nanocomposites were sintered by the hot pressing and spark plasma sintering methods in Ar atmosphere. The sintering behavior of GNTs/alumina nanocomposites was investigated. Highly densified samples were obtained at 1650 °C under 40 MPa with dwell times of 1 h and 10 min for HP and SPS. Porwal et al. [23] mixed alumina and graphene nanosheets (GNS) with different lateral sizes (193, 373 and 1070 nm). Alumina-GNS (0.8 vol%) composites with different size GNS were prepared and consolidated by spark plasma sintering at 1400 °C for 8 min. The results show that the fracture toughness, hardness and elastic modulus of the composites decreased with increasing GNS size. Graphene oxide (GO) was mixed with alumina by Centeno et al. [24]. The material was consolidated by spark plasma sintering at 1300 and 1500 °C for 1 min. At the end of the process, both mechanical and electrical properties of the monolithic alumina showed a significant improvement.
In this work, Al2O3-GNP particles are consolidated by using a high-frequency induction heating system in the graphite die under a vacuum. Composites containing GNP at different ratios (from 0 to 5 wt%) were prepared. All composites were sintered at 1650 °C for 20 min. The effect of GNP on the mechanical properties and microstructure of Al2O3–GNP nano compacts was investigated.
2 Materials and Methods
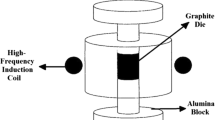
Alumina nanoparticles (44931 Alfa Aesar Aluminum Oxide NanoDur, the particle size of 40–50 nm, and purity of 99.5%) were used as the starting material, and graphene (47132 Alfa Aesar, Graphene nanoplatelets aggregates, sub-micron particles, S.A. 500 m2/g) were used as the additive s. GNP was added in several amounts up to 1 wt% of an alumina matrix. Al2O3–GNP nanopowders were mixed by High-Speed Ball Milling at 350 rpm at 2 h. 0.5 g of the mixture was weighed and placed in a graphite die (outside diameter 16 mm; inside diameter 10 mm; height 20 mm). The graphite die was placed into the induction system. The schematic representation of the system used is given in Fig. 1.

Schematic diagram of the used system
A High-Frequency Induction with a 2.5 kW and 900 kHz frequency was used to heat the graphite die at 1650 °C for 20 min under a vacuum of 10−3 Torr. The temperature of composites was measured with an infrared thermometer (± 5 °C) during the sintering process. All the sintering parameters are given in Table 1, and the samples are coded according to the various sintering compositions, as shown in Table 2.
The relative densities of the sintered nanocomposites were measured using the Archimedes Method. The Radwag As 220/C/2 Archimedes Scale was used for this test and the relative density was obtained according to ASTM standards. The composites were tested using the surface roughness test.
Vickers hardness was obtained using the FM 700 Microhardness Tester with a force of 1 kg and a dwell time of 20 s. The average of five measurements was obtained for each sample.
To obtain the distribution of GNP in the sintered alumina matrix, as-sintered samples were directly observed by SEM. To obtain the sintering behavior of alumina nanoparticles and the microstructural developments, the as-sintered samples were prepared metallographically using SiC grinding paper, polished and then thermally etched at 100 °C below the sintering temperature for 20 min. The microstructures were observed using a Zeiss Gemini Scanning Electron Microscope (SEM).
Ball on disc testing was used to evaluate the materials in well-controlled multiple passages sliding contact. Before starting the test, each sample was ground with 2000 grade SiC paper to obtain the same surface roughness. In this test, a WC ball was drawn over the surface for several revolutions in the same circular motion with a standard load of 10 N and a sliding speed of 10 cm/s. Tangential (friction) and normal forces were continuously measured with strain gauges and recorded by a computer. The test duration was associated with a traveling distance of 1000 m. The specific wear rate (W) was calculated using the Eq. (1) [25].
where ΔV is the volume loss after the test (mm3), Fn the applied load (N) and S the sliding distance (m).
3 Results and discussions
Theoretical densities and bulk densities of the samples were measured by the Archimedes method, calculated according to ASTM C373 standards and shown in Fig. 2. From C0 to C0.7, when the value of GNP increased, the density increased due to the homogeneous distribution of the GNP in the alumina matrix. It reached 99% for both C0.6 and C0.7 but after C0.7, the density of the samples decreased because of agglomeration in the structure. The crystal lattice structures of nanocomposites were distorted.

Densities of sintered samples (Error range: ± 0.055%)
The surface roughness test was carried out to detect the surface texture. The values of Ra (arithmetical mean roughness), Ry (maximum peak), Rz (ten-point mean roughness) were obtained during the test. The surface roughness of each sample was measured three times and the arithmetic average of the three values is given in Table 3. The surface roughness values also changed depending on the density. The reason for the decrease is the successful sintering of the samples. Ra, Ry and Rz values increased with the increase in the amount of GNP and the increase in porosity.
As received nano alumina particles and GNP materials are observed by SEM are given in Fig. 3. As seen in Fig. 3a, alumina clusters have spherical-like morphology where each particle is in nanosized (< 100 nm) and in Fig. 3b graphene clusters have platelets morphology.

SEM images of alumina (a) and GNP (b) at ×100,000 magnification
Metallographically prepared as-sintered nanocomposites were observed by SEM to obtain the distribution of GNP in the alumina matrix, the texture of GNP and densification of alumina grains after sintering (Fig. 4). It was observed for all samples that GNPs were homogeneously distributed in the matrix, where some agglomerates of GNP remained partially in the microstructure (Fig. 4a). The length of the GNP agglomerates did not exceed 60 µm. The homogeneous distribution of GNP in the matrix could be observed clearly at ×50,000 magnification (Fig. 4b) The texture of GNP clusters could be observed clearly at ×50,000 magnification as in Fig. 4c. The densification of alumina clusters can be seen in Fig. 4d. Alumina clusters formed alumina grains during sintering in the microstructure and neck formation was well developed between the alumina grains. The spherical inner pores are of nanoscale proportions and the open pores are of irregular shape.

SEM images of a C0.3, b C0.5, c C0.7, and d C1
Development of microstructure according to grain growth and sintering of grains are given in Fig. 5. As seen in Fig. 5a, grain formation, and grain growth are very rapid for an as-sintered pure alumina matrix. Grain sizes reached a value of 2–3 µm in 20 min of dwell time at 1650 °C. No inner pores were observed. As seen in Fig. 5b–e, the distribution of GNP ranging from 0.2 to 0.8 wt% in the alumina matrix hindered grain growth and reduced the maximum grain size to approximately 300 nm. This also explains the reason for the better mechanical properties. This amount of GNP is also a transition point in the microstructural development. Increasing the amount of GNP to 1 wt% develops grain growth again within the matrix where the maximum grain size is 1 µm (Fig. 5f).

Microstructures of thermally etched alumina-GNP nano composites of pure alumina (a), C0.2 (b), C0.4 (c), C0.6 (d), C0.8 (e), C1 (f) at ×50,000 magnification
XRD patterns of the C0.9 and C1 coded samples are given in Fig. 6. In the XRD analysis, C peaks appeared due to the presence of graphene. As the graphene amount increased, the intensities of C peaks in the graph also increased. In addition, studies have also shown that the increase in graphene contribution during sintering by induction did not cause a significant phase transformation in the structure.

XRD patterns of C0.9 and C1 coded samples
Vickers hardness measurements were obtained from the alumina matrix. There weren’t any GNP nanoparticles at the measuring points. Hardness values of the samples were measured and a graph showing the change in hardness values in relation to GNP amount is given in Fig. 7. Five different points of each sample were measured and the arithmetic average was calculated. The results showed that, while the hardness of pure alumina is 1644 HV, the hardness of Al2O3–GNP composites with 0.5% GNP content reached 2300 HV due to developing densification. The addition of more GNP distorted the homogeneity and crystal lattice structures because of volumetric expansion and subsequently caused a noticeable decline in hardness.

Microhardness of sintered nanocomposites (Error range: ± 15 HV)
% Weight loss of sintered nanocomposites is given in Fig. 8. While weight loss in alumina matrix without graphene contribution was 3.16%, this ratio decreased to 1.59% at Al2O3–GNP nanocomposites with 0.6 wt% GNP content. In addition, the wear rate (W) was calculated from the formula given in Eq. (1) and the results are shown in Fig. 9. It can be seen that, when compared to pure alumina, the wear rate of Al2O3–0.6 wt% GNP nanocomposite has been reduced by almost half. Graphene has improved wear resistance. Furthermore, the value of friction coefficient of pure alumina is very variable and it was seen to be stable at about 0.80 µ. However, 0.6 wt% graphene additive nanocomposites did not exhibit excessive variability and obtained a value of 0.60 µ. The reason why the coefficient of friction of pure alumina is so variable is that the local roughness values of alumina particles are very variable and the surface roughness value of alumina is very high.

% weight loss of nanocomposites

Wear rate of sintered samples
4 Conclusions
In this study, Al2O3–GNP nanocomposites were in-situ sintered and compacted by the High-Frequency Induction Heating Sintering (HFIHS) process at 1650 °C for 20 min by applying uniaxial press during compaction. The optimum mechanical properties were obtained for composites containing 0.6 wt% GNP. The density increased to 99% and the value of hardness obtained was 2300 HV. The maximum grain size of the sintered pure alumina composites increased to 2–3 µm. As the amount of (GNP) increased to 0.6 wt%, the max. grain size decreased to 300 nm. Therefore, mechanical properties such as hardness and abrasion resistance have increased. After the composition of Al2O3–0.7 wt% GNP, grain growth was obtained again and the mechanical properties were affected adversely. The matrix grain structure was arranged by the GNP additive. In the wear tests, weight loss in pure alumina was 3.16% and decreased to 1.59% with the addition of 0.6 wt% of GNP. The tribological study on an Ultra-High-Frequency Induction Sintered Al2O3/GNP nanocomposite showed an improvement of 40% in the wear rate and a reduction of 25% in the friction coefficient which is a promising development for wear resistant alumina parts.
Longer mixing may be required to prevent agglomeration of the GNP inside the alumina. The higher pressure during sintering can directly affect compaction of the composite, so the sintering process can be applied at lower temperatures. Further studies will be focused on higher amounts of GNP between 1 and 5 wt% under the same conditions. The evaluation of microstructure and mechanical properties within the 0.6–0.8 wt% GNP in the alumina matrix can additionally be studied.
References
K.E. Drexler, Engines of Creation: The Coming Era of Nanotechnology, Reprint Edition, 1987
A. Mnyusiwalla, A.S. Daar, P.A. Singer. Nanotechnology. (2003). https://doi.org/10.1088/0957-4484/14/3/201
X. Xin-Bo, L. Bai-Chao, H. Jian-Feng, Z. Xie-Rong, J. Inorg. Organomet. Polym. (2011). https://doi.org/10.1007/s10904-011-9482-x
S. Ananthakumar, S.M. Babu, J. Inorg. Organomet. Polym. (2018). https://doi.org/10.1007/s10904-018-1020-7
F.K. Fotooh, T.A. Baghemiyani, J. Inorg. Organomet. Polym. (2018). https://doi.org/10.1007/s10904-018-1018-1
M.N. Avettand-Fènoël, T. Nagaoka, H. Fujii, R. Taillarda, J. Manuf. Process. (2018). https://doi.org/10.1016/j.jmapro.2017.11.012
Y. Pachaury, P. Tandon, An overview of electric discharge machining of ceramics and ceramic based composites. J. Manuf. Process. 25, 369–390 (2017)
A. Zarei, S. Saedi, F. Seidi, J. Inorg. Organomet. Polym. (2018). https://doi.org/10.1007/s10904-018-0948-y
R.X. Shi, J. Li, Y.S. Yin, H.Y. Ge, Mater. Sci. Eng. A (2011). https://doi.org/10.1016/j.msea.2011.03.054
M. Hidouri, S.V. Dorozhkin, N. Albeladi, J. Inorg. Organomet. Polym Mater. (2018). https://doi.org/10.1007/s10904-018-0969-6
B.J. Abbasi, M. Zakeri, S.A. Tayebifard, Ceram. Int. (2014). https://doi.org/10.1016/j.ceramint.2014.01.141
W. Choi, J.W. Lee, Graphene Synthesis, and Applications, 10 (Taylor & Francis Group, New York, 2012), pp. 84–94 ISBN: 1439861870, ISBN-13: 978-1439861875$4
C.L.C. Rodriguez, F. Kessler, N. Dubey, V. Rosa, G.J.M. Fechine, Surf. Coat. Technol. (2017). https://doi.org/10.1016/j.surfcoat.2016.12.111
D. Li, Z. Yang, D. Jia, X. Duan, P. He, J. Yu, Y. Zhou, Ceram. Int. (2015). https://doi.org/10.1016/j.ceramint.2015.05.011
R.M. German, Sintering Theory, and Practice (Willey, Pennsylvania, 1996), pp. 7–34
S.W. Kim, K.A.R. Khalil, J. Am. Ceram. Soc. (2006). https://doi.org/10.1111/j.1551-2916.2005.00902.x
H.C. Kim, I.J. Shon, Z.A. Munir, Rapid sintering of ultra-fine WC-10 wt.% Co by high-frequency induction heating. J. Mater. Sci. (2005). https://doi.org/10.1007/s10853-005-2422-9
W. Kim, C.Y. Suh, K.M. Roh, J.W. Lim, S. Lee, S.L. Du, I.J. Shon, Ceram. Int. (2013). https://doi.org/10.1016/j.ceramint.2012.06.068
J.Y. Yoo, I.J. Shon, B.H. Cho, K.T. Lee, Ceram. Int. (2011). https://doi.org/10.1016/j.ceramint.2011.04.002
N.K. Babu, K. Kallip, M. Leparoux, K.A. AlOgab, X. Maeder, Y.A.R. Dasilva, Mater. Des. (2016). https://doi.org/10.1016/j.matdes.2016.01.138
Y.F. Chen, J.Q. Bi, C.L. Yin, G.L. You, Ceram. Int. (2014). https://doi.org/10.1016/j.ceramint.2014.05.107
B. Yazdani, H. Porwal, Y. Xia, H. Yan, M.J. Reece, Y. Zhu, Ceram. Int. (2015). https://doi.org/10.1016/j.ceramint.2015.04.054
H. Porwal, R. Saggar, P. Tatarko, S. Grasso, T. Sounders, I. Dlouhy, M.J. Reece, Ceram. Int. (2016). https://doi.org/10.1016/j.ceramint.2016.01.160
A. Centeno, V.G. Rocha, B. Alonso, A. Fernandez, C.F. Gutierrez-Gonzalez, R. Torrecillas, A. Zurutuza, J. Eur. Ceram. Soc. (2013). https://doi.org/10.1016/j.jeurceramsoc.2013.07.007
C.F. Gutierrez-Gonzalez, A. Smirnov, A. Centeno, A. Fernandez, B. Alonso, V.G. Rocha, R. Torrecillas, A. Zurutuza, J.F. Bartolome, Ceram. Int. (2015). https://doi.org/10.1016/j.ceramint.2015.02.061
Acknowledgements
The research in this paper was supported by The Scientific and Technological Research Council of Turkey (Project Number: 214M414).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Altintaş, A., Çavdar, U. & Kuşoğlu, İ.M. The Effect of Graphene Nanoplatelets on the Wear Properties of High-Frequency Induction Sintered Alumina Nanocomposites. J Inorg Organomet Polym 29, 667–675 (2019). https://doi.org/10.1007/s10904-018-1040-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10904-018-1040-3