
Abstract
Tungsten coatings on oxygen-free copper substrates were fabricated by atmospheric plasma spraying (APS) technique. The properties of the microstructure, porosity, microhardness and oxidation of the coatings were characterized and measured. In order to evaluate the thermal properties of the APS-W coating, a high current pulsed electron beam facility was introduced to carry out the transient high heat load tests. Three power densities of 0.2, 0.5 and 1.0 GW/m2 and total pulse duration of 5 ms were performed on the coating surfaces. The surface temperature and behavior of the APS-W coatings under the transient high heat load were investigated. Obvious melting and re-solidification were found on the treated APS-W coatings, and cracks were also observed on coating surface.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Tungsten has been chosen as one of the excellent candidate armor materials for plasma facing components (PFCs) in nuclear fusion reactors due to it has the highest melting point of all metal, the lowest vapor pressure, excellent thermal conductivity and high physical sputtering threshold energy [1–4]. Atmospheric plasma spraying (APS) is a prospective coating technology which can provide simultaneously the fabrication of W and joining it to heat sink even with complex shape. It is an attractive process for its relatively low cost, high deposition rate and convenience to in situ repair of damaged coatings [5, 6]. Plasma facing components in a nuclear fusion reactor will be subjected to extreme high heat loads (transient as well as steady-state) and irradiation by various particles from the plasma [7–9]. To assess the suitability and fatigue life of material in a fusion device, high heat flux test facilities based on intense electron and ion beams have been successfully utilized to carry out the simulation experiments under the similar conditions [10–12].
In this work, thick tungsten coatings were fabricated on the oxygen free copper substrates by atmospheric plasma spraying technique. The mechanical properties like microstructure, porosity, microhardness and oxidation of the coatings were characterized and measured. To evaluate the thermal performance of APS-W coating, transient high heat load tests were performed on the coating by High Current Pulsed Electron Beam (HCPEB), the behavior of APS-W coating under transient high heat load were investigated.
Experimental Procedures
Tungsten Coating Fabrication
Tungsten coatings were fabricated onto oxygen-free copper substrates by atmospheric plasma spraying technique using a plasma spray system and SG-100 spray gun (PRAXAIR, USA), a median size of 6 μm commercial tungsten powder was used as the feedstock. Copper substrates were grit-blasted and ultrasonically cleaned before deposition in order to enhance the adhesion of coating and substrate. The spray power was 17 kW (40 V 425 A). During plasma spraying, the coating surface was cooled by dry compressed air to avoid the detachment of the coating and copper substrate.
The mechanical properties of the APS-W coating were characterized and measured. The microstructure of the coating was characterized by Scanning Electron Microscopy (SEM, U-70, Hitachi, Japan). X-ray diffraction (XRD) and energy-dispersive X-ray spectroscopy (EDS, INCA) analytical system installed on SEM were used to analyze the composition and oxidation of the coatings. The microhardness was measured with a digital Vickers hardness testing machine (BUEHLER 5114, Japan). The porosity and pore size distribution was measured by means of a mercury porosimeter instrument (AutoPore 9500, USA).
Transient High Heat Load Test
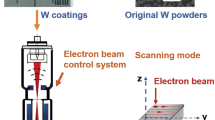
A high current pulsed electron beam facility (SOLO-M, Russia) was introduced to carry out the transient high heat load test. The coating surface was grinded before the experiment. Three power densities with 0.2, 0.5 and 1.0 GW/m2 and total pulse duration of 5 ms were performed on the coating surface. The main parameters are as follows: The electron accelerating voltage was 10 kV; the e-beam current was set to 25, 65 and 130 A, corresponding to the power density 0.2, 0.5 and 1.0 GW/m2, respectively. 25 pulses with single pulse duration of 0.2 ms and frequency 1 Hz were performed on the surface of the tungsten coating.
The surface temperature was real time detected by a high speed infrared thermometer (KLEIBER, Germany); the surface microstructure of the coatings after treatment was characterized by Scanning Electron Microscopy, the behavior of APS-W coatings under transient high heat load were investigated.
Results and Discussion
Characterization of APS-W Coating
Figure 1 shows the surface and cross-section SEM micrographs of the APS-W coating. Overall, a relatively dense tungsten coating has been obtained, but some pores and a rough surface which are typical characteristics of APS coating were also observed. The porosity and pore size distribution estimated from the mercury porosimeter instrument are shown in Fig. 2. The density of the coating is 17.69 g/cm3, the porosity is 10.67 % and the pore size diameter of the APS-W coating is distributed in the range of 60–500 nm, mainly concentrated in about 250 nm, the micron pores have not been detected. The Vickers microhardness of the coating surface is 243 HV which an average value of 5 measurements at different locations (the maximum value is 256 HV, and the minimum value is 230.7 HV). The composition and oxidation of the APS-W coating analyzed by XRD and EDS was shown in Fig. 3, It was difficult to find tungsten oxide appears from the XRD pattern, but the EDS-mapping shows the presence of oxygen. The oxygen content tested by EDS was 7.62 wt%.

SEM images of the APS-W coating, cross-section (a), surface (b)

Pore size distribution of the APS-W coating

XRD pattern and EDS-mapping of the APS-W coating
Behavior of APS-W Coating Under Transient High Heat Load
Surface morphologies of the APS-W coating after the transient thermal shocks are shown in Fig. 4. Obvious surface melting and re-solidification occurred on all coatings at three power densities, Cracks were also observed on coating surface. There is no essential difference on the performance of these coatings at three power densities; it is not obvious that the surface melting and crack development were aggravated with the increasing power density. Figure 4d shows the surface morphology of the APS-W coating undergone 200 pulses heat load with power density 0.5 GW/m2, compared with Fig. 4b, we can see that the cracks increased and aggravated with the increase of pulse number.

Surface morphology of the APS-W coatings after transient high heat load tests. 0.2 GW/m2, 25 pulses (a), 0.5 GW/m2, 25 pulses (b), 1.0 GW/m2, 25 pulses (c) and 0.5 GW/m2, 200 pulses (d)
Surface temperature was real time detected by a high speed infrared thermometer, the response time and measuring range of the infrared pyrometer are 10 μs and 350–3500 °C, respectively, the temperature below 350 °C are all recorded as 350 °C. Figure 5 shows the surface temperature variation under the first five pulsed heat loads with power density 0.5 GW/m2, the temperature variation under other pulsed heat loads are very similar to those shown in Fig. 5. The peak temperature has reached the melting point of tungsten, melting would occur on the coating surface, this has been observed in Fig. 4. The heating and cooling rate of the coating surface are very fast, coating surface rapidly cooled down to room temperature from the molten state, the cooling rate up to 105 K/s, the melting tungsten re-solidify, shrink rapidly and form a droplet-shaped which we can clearly see in Fig. 4. The pulse interval is 1 s, which is enough time for the surface cooling, so the surface temperature does not cumulatively increase under the pulsed heat loads with frequency 1 Hz.

Surface temperature variation of the APS-W coating under pulsed heat loads
Conclusion
Tungsten coatings were fabricated on oxygen free copper substrates by atmospheric plasma spraying technique. The mechanical properties of the APS-W coating were characterized. The density of the coating is 17.69 g/cm3, the porosity is 10.67 % and the pore size diameter is distributed in the range of 60–500 nm, no micron pores were detected. XRD pattern and EDS-mapping show that minimal oxidation occurred during the deposition process. Transient high heat load with three power densities of 0.2, 0.5 and 1.0 GW/m2 and total pulse duration of 5 ms were performed on the coating surface for evaluating the thermal properties of the coating. The peak temperature has reached the melting point of tungsten, Obvious melting and re-solidification occurred on the APS-W coating after treated, some cracks were also observed. The heating and cooling rate of the coating surface are very fast, which was up to 105 K/s. The coating surface was fast heated to the molten state, and then re-solidified rapidly, shrunk and formed a droplet-shaped. The surface temperature did not cumulatively increase under the pulsed heat loads with frequency 1 Hz.
References
M. Kaufmann, R. Neu, Tungsten as first wall material in fusion devices. Fusion Eng. Des. 82, 521–527 (2007)
Ningbo Sun, Yingchun Zhang, Shaoting Lang et al., Performance of electrodeposited tungsten coating on low activation steel substrate. J. Fusion Energ. 34, 1417–1422 (2015)
H. Bolt, V. Barabash, W. Krauss et al., Materials for the plasma-facing components of fusion reactors. J. Nucl. Mater. 329–333, 66–73 (2004)
G.N. Luo, Q. Li, M. Liu et al., Coating materials for fusion application in China. J. Nucl. Mater. 417, 1257–1261 (2011)
Huang Jianjun, Wang Fan, Liu Ying et al., Properties of tungsten coating deposited onto copper by high-speed atmospheric plasma spraying. J. Nucl. Mater. 414, 8–11 (2011)
M. Merola, M. Akiba, V. Barabash et al., Overview on fabrication and joining of plasma facing and high heat flux materials for ITER. J. Nucl. Mater. 307–311, 1524–1532 (2002)
Y. Yahiro, M. Mitsuhara, K. Tokunakga et al., Characterization of thick plasma spray tungsten coating on ferritic/martensitic steel F82H for high heat flux armor. J. Nucl. Mater. 386–388, 784–788 (2009)
Lei Cao, Zibo Zhou, Damao Yao, East full tungsten divertor design. J. Fusion Energ. 4, 1451–1456 (2015)
M. Ferrari, L. Giancarli, K. Kleefeldt, Evaluation of divertor conceptual designs for a fusion power plant. Fusion Eng. Des. 56–57, 255–259 (2001)
T.A.N. Jun, Z.H.O.U. Zhang-jian, Z.H.U. Xiao-peng et al., Evaluation of ultra-fine grained tungsten under transient high heat flux by high-intensity pulsed ion beam. Trans. Nonferrous Met. Soc. China 22, 1081–1085 (2012)
K. Tokunaga, T. Hotta, K. Araki et al., High heat loading properties of vacuum plasma spray tungsten coatings on reduced activation ferritic/martensitic steel. J. Nucl. Mater. 438, S905–S908 (2013)
Zhangjian Zhou, Shuxiang Song, Weizhi Yao et al., Fabrication of thick W coatings by atmospheric plasma spraying and their transient high heat loading performance. Fusion Eng. Des. 85, 1720–1723 (2010)
Acknowledgments
This work is supported by the Special Item of ITER Project (Domestic Research) from the Ministry of Science and Technology of China (Grant No. 2011GB110004), and the Planned S&T Program of Shenzhen (Grant No. JC201105170703A).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Wang, F., Huang, J. Transient High Heat Load Performance of Atmospheric Plasma Sprayed Tungsten Coating. J Fusion Energ 35, 608–612 (2016). https://doi.org/10.1007/s10894-016-0078-x
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10894-016-0078-x