
Abstract
One of the most important research goals of EAST concerns long steady-state high-performance plasma pulse. It is a fusion engineering challenge for divertor to handle steady-state high heat flux form plasma. To accomplish this aim, full tungsten divertor has been designed for EAST to withstand high heat flux which is increasing rapidly. Full tungsten divertor is an ITER-like design which consists of monoblock units, end boxes and cassette body. The newest divertor of EAST will withstand more than 10 MW/m2 heat flux in target zone. The full tungsten divertor should be reliable during plasma discharge campaign to reduce the failure risk of plasma components under critical thermal power from plasma. Analysis and experiment results proved full tungsten divertor of EAST will be very reliable for future long steady-state high-performance plasma pulse. The design and application of full tungsten divertor of EAST can also bring experiences and answers for ITER or any next divertor fusion device on nuclear phase.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Experimental Advanced Superconducting Tokamak (EAST) is designed for high power density and advanced physics operating modes [1]. The scientific mission of EAST is to explore the reactor relevant regimes with long pulse lengths and high plasma core confinement and to develop and verify solutions for power exhaust and particle control under steady-state operation. One of the main research goals of EAST involves long steady-state high-performance plasma pulse.
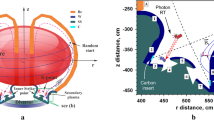
EAST divertor is a double-null divertor. Steady-state handling of divertor heat flux is a critical issue for EAST. With the EAST improves the performance of the plasma and the length of long plus plasma reach 1000 s the heat flux on the divertor will be more than 10 MW/m2. The excessive heat flux load on the divertor could result in melting and evaporation and not only reduce the performance of plasma but influence the lifetime and reliability of divertor. How to handling the steady-state high heat flux become very important for the research and design of the divertor of tokamaks. It is a fusion engineering challenge to handle steady-state high heat flux form plasma. To accomplish this aim, three generation divertors have been designed for EAST to withstand high heat flux whose peak values are increasing rapidly (Fig. 1).

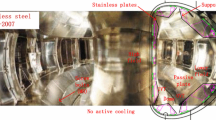
Three generation divertors of EAST
The first generation divertors were stainless steel divertor which plasma facing material is stainless steel. It had been applied for the first burning of the plasma in EAST since 2006–2007. During this phase the max plasma current reached 500kA and the plasma density range was 1–5 × 1019/m3 so that the real peak heat flux would be less than 1 MW/m2 [2]. Stainless steel divertor was 32 pieces (16 upper and 16 lower) of 5 mm thick 316 L stainless steel plates that bolted on the supports. The second generation divertor is graphite divertor which plasma facing material is graphite. It had been applied from 2008 to 2013. During this phase the longest EAST pulse has reached 400 s and the peak heat flux on divertor had exceeded 2 MW/m2 [3]. There are 32 modules of graphite divertor (16 upper and 16 lower). Each module comprises one inner target, one Dome and one outer target. Each target has 27 graphite tiles, one heat sink and one support. All Graphite tiles are mounted on the heat sink using screw bolts. The active cooling channels were arranged in the heat sink and connect to outer cooling pipes. Graphite can be used as plasma facing material because it is a good material to withstand high temperature. It is also a good thermal conductive material. Thus heat flux on the divertor can transfer rapidly to heat sink that at last is cooled by water. In order to make the heat transfer effectively, graphite tiles should be pressed on the heat sink tightly by a clamp force [4, 5].
The third generation divertors are full tungsten divertor which the plasma facing material is tungsten. Such newest design is expected to withstand the higher heat flux that is more than 10 MW/m2. There are total 160 full tungsten divertor modules (80 upper and 80 lower) in EAST vacuum vessel and upper 80 full tungsten divertor modules have been firstly assembled since Dec 2013. The full tungsten divertor is ITER-like design which based on cassette structure and Monoblock technology. Results of finite element analysis proved that such design have higher reliability and more duty time than the past design. The detailed stress and heat transfer analysis are described in Ref. [6, 7].
Structural Design Description
Module System
Upper full tungsten divertor of EAST has 80 modules. Modules are mounted in vacuum vessel by three joints and two guide ways. Three joints are inside joint (joint 1), outside joint (joint 2) and middle joint (joint 3). Joint 1 comprises a C shape hook and a socket of inside guide. The C shape hook can plug into socket and use a M16 screw bolt to lock the hook to avoid an unexpected motion of a module if the slider of joint 2 sudden damaged. Joint 2 comprises an L shape hook, a slide and a shaft. The slider can be drove by a M12 screw shaft and moves along an inclined plane on the hook to press the guide way. The inclination (θ) is 2.2° far less the max friction angle so that the slider can be self -locking. Joint 3 is an assistant joint which can withstand part of total loads. Joint 3 comprises a shaft, a nut and a base. The base is welded on vacuum vessel. Using the wrench operate the M16 bolt to drive the shaft and the shaft rotate the nut to force it move along the base. Then the nut can push or pull the module fixed to vacuum vessel (Fig. 2).

Five modules mounted on vacuum vessel
Two guide ways (inside guide way and outside guide way) are installed on vacuum vessel to provide datum for modules. Datum 1 constrain the freedom translate Z and rotation X. Datum 2 constrain the freedom translate X and rotation Z. Datum 3 constrain the freedom rotation Y. The freedom translate Y is limited by blocks between two modules (not showed on Fig. 2). Thus total six freedoms can be restrained.
Each module comprises two parts: Plasma facing components (PFCs) and Cassette body. As Fig. 3 shown PFCs comprise inner vertical target (IVT), Dome and outer vertical target (OVT). PFCs are mounted on the Cassette body by pins. Cassette body is a load-bearing member which has two hooks for joints. There are three operation holes on a module for three joints.

Structure of single module
Each module use four Connecting pipes to flow cooling water from OVT, Dome to IVT. Connecting pipe is a special design to reduce thermal stress. Each connecting pipe consists two boxes and one metal bellow. Boxes and metal bellow are made of 316 L.
IVT and OVT
Inner target and Outer target can be divided three parts (Fig. 4): End box A, End box B and monoblock units. Each Inner target has four Monoblock units and Each Outer target has five Monoblock units. End box A located near strike area of targets. End box B is used as baffle. End boxes and monoblock units are assembled by electron beam welding. Monoblock units are made by Hot Isostatic Pressing (HIP) technology [8].

Details of IVT and OVT
End box is a small pressure vessel. Its work pressure is 0.5 Mpa. All parts should be welding very well so that all interface can be sealed under work pressure. End box A consists two half parts that made of CuCrZr. One part with L shape has 1 mm thick pure copper sheet and 2 mm thick tungsten coating on its surface to face plasma. Two sheets are pressed on CuCrZr part under large pressure (100 Mpa) and hot temperature (600 °C). Before put two parts together, this part should connect to monoblock units firstly. Another part has mounted two Inconel 625 pipes. Two parts are assembled using electron beam welding. End box B consists one heat sink and a connecting block. Heat sink and connecting block have 1 mm thick pure copper sheet and 2 mm thick tungsten coating on its surface too. Heat sink has mounted inlet or outlet pipe and supporting legs. Connecting block has to join with monoblock units and then assembly with heat sink.
Monoblock unit consists of tungsten block, pure copper sheet and CuCrZr pipe. The wideness of tungsten block has two dimensions. The wideness of IVT monoblock is 26 mm and wideness of OVT monoblock is 27.1 mm. Some tungsten blocks have supporting legs. Table 1 shows the parameters of design. Test results and heat transfer analysis proved that monoblock units can alive under state heat flux of 10 MW/m2 [9].
Dome
Dome has two half parts (Fig. 5): upper part and bottom part. Upper part has 1 mm pure copper and 2 mm tungsten coating on its front surface. These two sheets should be put on upper part by HIP at first. Bottom part has four Inconel 625 pipes and supporting legs which has been welded on it. Each half part has four half cooling channels. Two parts can be joined by electron beam welding.

Details of Dome
The center holes of Dome is designed for joint 3 to let the wrench can across the hole to pull bolt. The hole has a sink step to weld. A long seam around the side surface of Dome should be welded carefully because the thermal stress may lead cooling channel leaking.
Cassette Body
Cassette body should has enough strength and stiffness to resist large electromagnetic force. It must withstand the loads of electromagnetic force and thermal deformation.
Cassette body is a bending beam with H shape section. Its main structure consists of a front plate, a bottom plate, side walls and several ribs (Fig. 6). On the front surface there are some connecting blocks to fix IVT, OVT and Dome. The front and bottom plate are 20 mm thick. Side walls and ribs are 10 mm thick. The holes of connecting blocks are 6 mm in diameter and should be coaxial in same row.

Details of cassette body
Cassette body has two hooks and a center hole to form three supports. The inside is a C shape hook and outside is an L shaped hook. The center hole is a sink hole for a M16 inside hexagonal bolt.
Discussion and Conclusion
EAST divertor design and application proved that full tungsten divertor is very important for the long pulse steady state high performance plasma. Because of some reasons it has to employ some special design for EAST. Design end boxes to deal with coolant flow. The joints can self-locking and install or uninstall using a simple tool. Using metal bellow to connect cooling channels of IVT, OVT and Dome to remove thermal stress on hard cooling pipes. Using a lot of pins to mount IVT, OVT and Dome.
Full tungsten divertor validate a robust ITER-like design to withstand rapidly increase in particle and power impact onto plasma facing surface in EAST. Compare with graphite divertor full tungsten divertor is expected a long lifetime and reliability to support discharge of 1MA and 1000 s plasma. EAST H-mode and steady state regimes will provide relevant plasma condition for ITER-like plasma facing components technology validation. EAST full tungsten divertor can also bring answers for ITER full divertor for the nuclear phase.
References
Y.X. Wan, P.D. Weng, J.G. Li et al. Progress of EAST project in China, FT/3-3 (2005)
B.J. Xiao, J.Li, J.R. Luo, et al. The first diverted plasma on EAST Tokamak, 34th EPS conference on plasma phys. ECA Vol.31F, P-4.014 Warsaw, 2–6 July 2007 (2007)
Q. Jinping, G. Xianzu, L. Jiangang et al., Operation with 1 MA plasma current in EAST. Plasma Sci. Technol. 13(1), 1–2 (2011)
L. Cao, Y.T. Song, The loosing mechanism of screw bolts on the first graphite tiles in EAST. Fusion Eng. Des. 86, 1710–1713 (2011)
C. Lei, S. Yuntao, Preload analysis of screw bolt joints on the first wall graphite tiles in east. Plasma Sci. Technol. 14(9), 850–854 (2012)
C. Liang, M. Ye, D. Yao et al., The structure analysis of the EAST updated divertor. J. Fusion Energ. 33(5), 471–475 (2014)
L.I. Lei, Y. Damao, L. Changle et al., Optimization of the water-cooled Structure for the divertor plates in EAST based on an orthogonal theory. Plasma Sci. Technol. 17(5), 435–440 (2015)
Q. Li, S. Qin, W. Wang et al., Manufacturing and testing of W/Cu mono-block small scale mock-up for EAST by HIP and HRP technologies. Fusion Eng. Des. 88(9–10), 1808–1812 (2013)
Q. Li, P. Qi, H.S. Zhou et al., R&D issues of W/Cu divertor for EAST. Fusion Eng. Des. 85(7–9), 1106–1112 (2010)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Cao, L., Zhou, Z. & Yao, D. EAST Full Tungsten Divertor Design. J Fusion Energ 34, 1451–1456 (2015). https://doi.org/10.1007/s10894-015-9951-2
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10894-015-9951-2