
Abstract
The performance of a solar photovoltaic module can be improved with aid to predictive, corrective and preventive maintenance procedures. Most of the solar modules installed in the roof top are under non-maintenance state. For the locations like dusty environments and deserts, the dust accumulation will be more. Hence, it is the major requirement to clean the PV modules which are much costlier to do in regular basis. In this paper, an anti-reflective coating (hydrophilic) is used to deteriorate the losses due to reflectance in a solar PV module and thereby enhancing its efficiency. In addition to it, easy-to-clean coating (super hydrophilic) is used to improve the dust cleaning effectiveness in a solar PV module. The material employed for anti-reflective coating is MgF2 and for easy-to-clean coating is SiO2. Two polycrystalline solar PV modules of 10 Wp capacity with model ADT12AN are connected to similar kind of optimized load of 40 Ω in a field condition. American Standard Testing Methodology (ASTM: E948) is used for standard test measurements. Based on the characteristics of different coating techniques, the optimized coating performance is considered. One module coated with anti-reflective and easy-to-clean coatings is considered for the analysis. The comparative analysis between the modules is undertaken with LABView software. An extensive analysis for module performance validation with experimental setup is carried out to show the effectiveness of the proposed system. From the results, it can be clearly observed that a 2% rise in the overall power performance using anti-reflective coating is achieved. This can lead to an increase in yearly energy output of the solar plant.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Energy manifests itself in many forms which are required to sustain and improve the quality of life and keeps people lively. With the advent of industrial revolution, the man began to use energy sources like coal, oil, and natural gas. Nowadays, 95% of the world energy demand is met through these sources and rest through other sources like nuclear, hydro, etc. The need for energy is increasing in day-to-day life due to the need of human, increase in the development and industrialization process.
The present source of energy is mostly non-renewable and will be getting exhausted. The enrichment of the environmental problems and the need of energy in everyday life are motivating people for looking forward for non-eco-hazardous alternate energy resources. Presently, use of renewable and clean sustainable energy sources is the goal of many countries. The wind energy and hydraulic energy as renewable energy sources are not distributed on the earth evenly and are also not available at all time due to climatic changes in weather in a year. So these energy resources are not able to generate large amount of energy that fulfill the world energy consumption [1]. For a country like India, solar power has the potential to provide large amount of energy. The sun rays supply the earth surface with approximately 125,000 TW annually which greatly exceeds the capacity of any energy resource on earth. Most of the energy in use has undergone various transformations before reaching the earth surface. Thereby, an extensive research and development efforts resulted in solar photovoltaic modules for improving its efficiency higher than the existing modules.
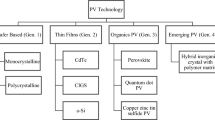
Solar energy is very relevant for a tropical country like India, where there is a bright sunshine for about 300 days in 1 year. The impact of solar systems on the environment is significantly lower than comparable non-solar systems. Solar energy can be converted into useful energy like solar thermal and solar photovoltaic energy [2, 3]. Figure 1 shows the solar energy conversion route. Solar water heater is the main application of solar thermal collectors. Indirectly electric power can be generated from solar energy using various thermoelectric generators like sterling engines converts heat energy into electrical energy. Solar PV is the process of converting photon energy into electrical energy. Figure 2 shows a brief classification of PV cell technologies.

Solar energy conversion route

PV cell technologies
The ancient Indian saints perceived long back the importance of sun as a great source of energy. “Maharishi Bhardwaz” has described “Kiranjanya”, the method of producing electricity using solar rays. Now in the language of scientists, it is “Photovoltaics”. The generation of emf by a p–n junction under illumination is photovoltaic effect. Adams and Day in 1876 originally observed it in selenium. Later this effect in Cu2O attracted a great deal of attention. Coblenz and Dember noted the generation of emf between illuminated and non-illuminated parts of semi-conducting crystals, notably.
In 1954 Chapin, Fuller and Pearson reported the first solar cell made of silicon with 6% conversion efficiency. In 1955, RCA group took a theoretical study and showed that the optimum band gap semiconductor for solar cell fabrication is about 1.5 eV. Experimentally the factors such as diffusion length, availability of material, cost, technology, and stability are the important parameters to choose the desired semiconductor. Silicon is the most common material used widely when compared with other cell technologies. Efficiency is the important parameter of solar PV as it indicates the amount of sunlight being converted into useful electricity. The present day available solar cell efficiency is around 23%, and hence, it is imperative to improve it. Out of various methods available to progress the solar cell efficiency, the dust cleaning, and coatings plays a pivotal role when compared to other methods such as solar PV tracking and cooling techniques in the perspective of cost savings.
To verify the improvement in efficiency, there are many standard methods for photovoltaic modules measurement under a natural sunlight (i.e. outdoor condition). Among all the standards, ASTM (American Standard Testing Methods) is considered to be most predominant. Thereby, ASTM: E948 is considered which explains the performance of PV module and electrical parameters (current and voltage) measurement with a resolution of at least 0.02 variations and total error of less than 0.1% of the maximum measurement encountered [4].
The main intention of the proposed study is to perk up solar PV module efficiency with aid of coatings by reducing deposition of dust and increasing transmittance. The efficiency for a solar photovoltaic system is low, while this may be further reduced due to the dust deposited on the glass surface which leads to reflectance loss. A thorough literature survey is conducted for improving the solar PV efficiency using functional coatings and the performance is evaluated in the field condition.
Bautista et al. [1] surveyed three methods to acquire silica anti-reflective films on glass to figure out the optimized way to create anti-reflective outcome on glass by initiating convinced degree of porosity. Per Nostell et al. [5] prepared anti-reflective film on glass by dip-coating method from sol–gel method. Ballif et al. [6] has developed a porous SiO2 anti-reflective coating on a solar glass. Xintong et al. [7] customized glass substrates using SiO2 and TiO2 nanoparticles. Xintong et al. [8] showed coating on the glass substrate by using TiO2 and SiO2 nanoparticles. Meiwen Cao et al. [9] have developed highly anti-reflective porous silicon surfaces with super hydrophobicity. Minglin Ma and Hill [10] have equipped super hydrophobic sol using several processing techniques. Chang et al. [11] fabricated an inverter pyramid structure using electron beam (EB) lithography and anisotropic etching. Marco Faustini et al. [12] combined anti-reflective, photocatalytic (self-cleaning), water repellent and high water-wetting (anti-fogging) properties into a coating put down onto glass substrates. Zhaoyue Liu et al. [13] has coated SiO2 layer at bottom TiO2 layer at top for meeting out multiple objectives.
Verma et al. [14] demonstrated the AR coating on a glass surface and kept for twenty two days in external conditions for analysis. Chein-Hung Chen et al. [15] replaced amorphous SiO2 with zeolite for improving the anti-reflective coating strength. Jaesung Son et al. [16] postulated nanopatterned superhydrophillic glass which improves the efficiency to a great extent.
Mir and Niasari explained photovoltaic properties of TiO2 nanoparticle prepared via a two-step sol–gel method [17]. Amiri et al. [18] estimated the optical band gap of the CuInS2 microsphere to be 2.28 eV [18]. Mir and Niasari suggested the improvement in conversion efficiency when TiO2 films were prepared using the diaminodioxaoctane ligand [19].
All the literature cited above have discussed the preparation and improvement in the optical properties (transmittance properties) on a solar PV module glass using functional coatings like anti-reflective coating and easy-to-clean coating. An optimizing coating performance evaluation has been carried out using solar simulator. But the performance improvement of the module and the degradation of coating performance can be analyzed in a long-term study [2,3,4, 20,21,22,23,24,25,26,27,28,29,30,31]. Hence, the proposed method alleviates the issues in the existing methods and makes use of MgF2 for anti-reflective coating and SiO2 for easy-to-clean coating. The experimental analysis is conducted in a real environment in lieu of solar simulator and the performance is evaluated with respect to efficiency and I-V characteristics.
The paper is organized as follows: Sect. 2 exhibits the experimental analysis. Section 3 illustrates the load optimization for PV modules, Sect. 4 describes the optimal properties for functional coatings, and Sect. 5 postulates the results and discussions with concluding remarks in Sect. 6.
2 Experimental analysis
A commercially available polycrystalline PV module of 10Wp rated capacity along with rheostat as a standard load and data acquisition module for continuous data tracking at equal sampling rate (equal intervals of time) were used during the experiment. The specifications of the equipments considered are shown in Table 1, and the PV module specifications are given in Table 2.
2.1 Rheostat
The experiment is intended to conduct a comparison test between two modules of same rating. Hence, a rheostat is more suitable to be considered as a load for the modules.
2.2 Data acquisition module
To continuously measure the data between both the module and record the data, a data logging system is required. It helps to record voltage, current, and power from the modules. It converts analog input into digital output and displays the data on the screen.
2.3 Multimeter
At some instance of time, it is required to check the voltage and current manually.
2.4 Temperature and humidity meter
The temperature and humidity meter is to measure the ambient temperature of the environment for comparing it with module temperature.
2.5 PV module
Two polycrystalline PV modules which are commercially available are used for comparative study in a field and lab conditions. The photovoltaic module has been tested under STC (Standard Test Conditions) using a solar simulator [28] and the rated values were obtained as shown in Table 3 [20]. The I–V characteristic of the module is shown in Fig. 3.

I–V characteristic at STC
A rheostat which is used as load is connected in series with the solar module, and a standard resistor of 0.1 Ω is connected in series to calculate the current through the circuit. It is fed to a DAQ (Data Acquisition) module for continuous data logging by selecting equal sampling time. The experimental setup is shown in Fig. 4, and functional block diagram is illustrated in Fig. 5. This work has been carried out using LABVIEW 2011 software by developing a program. The purpose of utilizing this software is for the continuous data logging using the DAQ module.

Experimental setup

Functional block diagram
The interface for the system is shown in Fig. 6. The DAQ module records the data as per the corrections and will be displayed on screen for the given sampling time. The output results voltage, current, and power which will be saved in a text document and can be used for reference. The back screen interface is shown in Fig. 7. Using this program interface, the data logging comparison between the identical modules is carried out. To measure the voltage and current of a single module, it can be carried out manually. But for measuring the same parameters, when there are two or more modules are used at the same time, it is better to log the data using such data logging modules using LABView 2011 software.

Front screen interface of the program

Back screen interface
3 Load optimization for solar PV module
An experiment is conducted to select the load to get a maximum power output from the module. The purpose of conducting this experiment at the same equal time interval is that the solar irradiation level is almost observed to be over head, and there is not much reflectance observed. The experimental setup is depicted in Fig. 8. The irradiance level is at most the same (i.e. varying from 650 W/m2 to 800 W/m2) at which the module can show the same result at that particular time. The experiment is performed in a field condition, so it is very important to ensure that there must not be any diffused radiations but that must be a bright sunny day. For a solar module, voltage and current are the varying parameters due to the variation of solar irradiance, but the load is said to be constant.

Block diagrammatic representation
The experimental study is carried out by varying the loads at equal time intervals during the peak intensity hours. The load optimization is carried out as per the timings for different loads as shown in Table 4. It is clear that the maximum power can be extracted at an optimized load of 40 Ω, and the same is shown in the Fig. 9 as the comparison between the average power and load in a field condition.

Graph drawn between average power (W) and load (Ω) in a field condition
The purpose of conducting this experiment only in the peak operating hours is to calculate the load at which we can extract the maximum power. Therefore, this optimum load was fixed constantly for the variation of tilting angle and performance of PV module with coatings in field condition. This experiment is completely related to the comparative study between the two solar PV modules. So a constant load is given to both the modules which are optimized to give the maximum power from the modules.
The same experiment is carried out in a standard test condition (STC), i.e. using a solar simulator [20]. The solar PV module is placed on the stand, and artificial light using solar simulator is projected on the surface of the module. A continuous data logging was carried out for different load conditions as shown in Table 5.
From Table 5, it is clear that the maximum power can be extracted at an optimized load of 25 Ω and the same is shown in the graph as the comparison between the average power and load using a solar simulator.
The purpose of conducting this experiment using solar simulator is to observe the maximum load at which the module can operate in a STC (i.e. 1000 W/m2, 25 °C). This artificial light is been switched on and off for every change in the load (done manually) to ensure that the panel temperature will not increase beyond 25 °C. If the temperature increases, the peak load which has to be optimized cannot be extracted, i.e. there will be a variation in loads. The graph shown in Fig. 10 clearly states that the maximum power can be extracted by connecting the load at 25 Ω.

Graph drawn between average power (W) and load (Ω) using solar simulator
The variation of load in field and lab conditions is mainly to take out greatest output from photovoltaic module in the outdoor conditions. In this experiment, the performance test using functional coatings in an outdoor conditions is carried out, so the load is been optimized at 40 Ω and the performance study is been carried out in a field condition.
4 Optimal properties for functional coatings
Easy-to-clean coating (super hydrophobic) has an excellent water repellent property on its surface. The property of this coating is mainly to decrease the overall maintenance for any solar plant in the field condition and maintaining the throughput from the plant. Similarly, the rated power drop must not be affected. It may be affected due to the coating performance, thickness on the surface of module [10].
From Table 6, it can be noted that easy-to-clean coating deposited on the glass substrate by spray, brush and flow-coating techniques show almost similar transmission values compared to bare substrate. Moreover, flow and brush coating show little better than spray coating technique. All the coating techniques are showing similar transmission property. Table 7 shows the specular reflectance (angle of light incident on the substrate is equal to the angle of reflection) properties for coating techniques.
Table 8 shows the total reflectance (the light is reflected in different directions, i.e. either direct or diffused light) properties for coating techniques.
This super hydrophobic property is said to be when the water droplet on the surface of the coated glass substrate is greater than 90˚ angle. It is purely dependent on the nature of sol which is been prepared [13]. It is measured using goniometer. For a bare substrate, the water contact angle is 60° and is as shown in Fig. 11. The glass substrate is coated with the same easy-to-clean sol using different coating techniques, and the results are shown in Table 9 by which the water contact angle is observed to be high for the flow-coated substrate which concludes that it shows the best water repellant property which is super hydrophobic in nature when compared to other coated substrates. The Water contact angle on different coating techniques is given in Fig. 12. After carrying out the super hydrophobic and optical characterizations results, flow-coating technique is showing the best optimum results. This coating technique is used for solar PV module coating.

Water contact angle on a bare substrate

Water contact angle on different coating techniques. a Water contact angle for a flow-coated substrate (108.34°), b Water contact angle for a spray-coated substrate (105.43°), c Water contact angle for a brush-coated substrate (98.3°)
To decrease the reflection through the glass, this improves the overall performance of the module. The optical distinctiveness of transmission and total reflectance of the coating is detailed in [14, 24]. Figure 13 depicts a graph which is plotted between transmissions (%T) vs. wavelength (λ nm) for the different coating techniques. It is clear that dip-coating technique is showing the maximum transmittance. For obtaining a uniform layer, flow-coating technique is an optimized coating technique. Similarly Fig. 14 shows a graph which is plotted between total reflectance (%R) vs. wavelength (λ nm) for the different coating techniques. It is clear that total reflectance is similar for both the coating techniques. A uniform layered coating must be given on the surface which is possible only by using flow-coating technique.

Transmission properties of ARC using different coating techniques

Total reflectance properties of ARC using different coating techniques
After observing the optical properties results for anti-reflective coating, flow-coating technique is showing better results. This coating technique is performed on a solar module for improving transmission properties.
5 Results and discussions
Two similar solar photovoltaic modules of same capacity are placed in an identical manner as shown in Fig. 15. The block diagram shown in Fig. 16 gives us a clear idea. Both the modules are connected with the same optimized loads as shown in Table 4. The output power from the modules will be monitored for the whole day and compared. The same experiment is continued for 5 days for obtaining the similar wattage levels between both the modules [12].

Two identically placed solar PV modules

Block diagrammatic representation for comparative study
Module 1 shows a maximum power of 9.3 W and an average power of 6.89 W, whereas module 2 shows a maximum power of 9.1 W and an average power of 6.73 W. The results show that both the modules are having similar wattage levels in the same operating time period as given in Fig. 17.

Power output (W) vs. time (s) for a module 1 and b module 2
This is studied to know the performances of the two modules are having similar results in a field conditions before coating the module. Before coating the module, we have to ensure that the module is clean. Later the coating is been coated on the module surface using different coating techniques as follows:
5.1 Roller coating
A roller brush which is soft can be used for and coated in a dust-free room maintaining standard temperature at 25 °C. The purpose of using a roller brush is that it covers large area while coating on glass surface. After coating, we place it for 120 s in the same room and then place the PV module for curing in a vacuum oven maintaining a temperature of 100 °C for 3 h. After cooling down, the property check on the module is been carried out and taken to field conditions.
An ideal module is compared with an easy-to-clean coated module which is coated by roller brush coating process. This study is to compare the wattage levels between both the modules. The results are shown at different operating time intervals using brush coating techniques as we have achieved the best optical transmission results when compared to other coating techniques.
Uncoated module shown in Fig. 18a shows a Pmax = 10.02 W and an average power of 5.89 W, whereas a coated module shown in Fig. 23b shows a Pmax = 10.06 W and an average power of 5.37 W. Also, from the graphical comparison between both coated and uncoated modules, we observe a similar wattage levels from both the modules when the sun is perpendicular to the module (i.e. from 10:30 am to 2:30 pm) and then a linear decrease in the wattage level for a coated module after 3:00 pm which results in a very high reflectance loss through the glass. This study has been carried out for 25 days for testing the property in the field condition.

Graphical representation of power output for a uncoated module and b roller coated module
This study has been carried out for 25 days for testing the property in the field condition. Due to the presence of non-uniform coating layer on the glass surface of the module, the porosity is being developed, which results in the coating degradation. To overcome this, an alternative coating technique is carried out.
5.2 Brush coating
A fine brush which is soft can be used for coating in a dust-free room maintaining standard temperature at 25 °C. The purpose of using such a soft bush is to avoid scratches on the glass surface and also a uniform layered coating can be developed. After coating, we place it for 120 s in the same room and then place the PV module for curing in a vacuum oven maintaining a temperature of 100 °C for 4 h. After cooling down, the property check on the module is been carried out and taken to field conditions. The I–V characteristic of brush-coated module is given in Fig. 19.

I-V characteristics of a brush-coated module
An ideal module is compared with an easy-to-clean coated module which is coated by brush coating process. This study is to compare the wattage levels between both the modules. The results are shown at different operating time intervals using brush-coating techniques as we have achieved the best optical transmission results when compared to other coating techniques.
A study has been conducted to check the property of the coating. The coated and uncoated modules are placed identically and an equal amount of dust deposition on the surface as shown in Fig. 20. It is observed that the dirt on the surface of the coated module is started to slide through the surface. The module are then cleaned by using de-ionized water and observed that uncoated module requires more water to be cleaned, whereas an ample amount of water would be sufficient for the coated module.

Property comparison of coated and uncoated module (with dust deposition)
Figure 21 shows the property comparison of coated and uncoated modules on PV module (After cleaning the surface with water). Figure 22 depicts the graphical representation of uncoated and fine brush-coated PV modules. Uncoated module shows a maximum power of 8.81 W and an average power of 5.67 W, whereas a coated module shows a maximum power of 8.11 W and an average power of 5.27 W.

Property comparison of coated and uncoated module on PV module (After cleaning the surface with water)

Graphical representation of power output for a uncoated module and b fine brush-coated module
From the graphical comparison between both coated and uncoated modules, we observe a similar wattage levels from both the modules when the sun is perpendicular to the module (i.e. from 10:30 am to 2:30 pm) and then a linear decrease in the wattage level for a coated module after 3:00 pm which results to reflectance loss through the glass. This study has been carried out for 15 days for testing the property in the field condition.
A linear decrease in wattage level is obtained from the coated module. Thereby, an alternative coating technique is carried out.
5.3 Flow coating
Using a burette, we perform this coating. A burette is cleaned thoroughly so that no dust particles are present within it. Also the PV module is cleaned and kept it ready for coating in a dust-free room maintaining temperature at 25 °C.
The module is placed in a tray so as to collect the sol, and then the burette is filled with the sol. The module is placed at an angle above 50˚, and we release the sol present in the burette slowly. Due to gravity, the sol will be flowing towards downward direction. we ensure that the surface is completely coated from the top.
It is placed it out of the tray for 5 min and the PV module is placed in a vacuum oven for 2 h at 100 °C and later at 80 °C for 3 h and check the surface if the coating has been dried or not. If the module is still having that sticky layer than the curing process must be continued. After cooling down, the property check on the module is been carried out and taken to field conditions. An ideal module is compared with an easy-to-clean coated module coated by flow-coating process and the wattage levels between both the modules. The results are shown at different operating time intervals using brush-coating techniques as we have achieve the best optical transmission results when compared to other techniques. Figure 23 depicts the graphical representation of uncoated and coated PV modules.

Graphical representation of power output for a uncoated module and b flow-coated module
Uncoated module shows a maximum power of 8.96 W and an average power of 5.61 W, whereas a coated module shows a maximum power of 8.83 W and an average power of 5.26 W. From the graphical comparison between both coated and uncoated modules, we observe a similar wattage levels from both the modules even when there are direct, diffused and scattered rays. This study has been carried out for 15 days for testing the property in the field condition and is found satisfactory.
As a uniform coating layer is developed, the output results are similar to the coated module results. The comparison graph is clearly shown during mid-day the sun lies perpendicular to the module where we could extract maximum power from the modules but the difference between both is a property-wise comparison, i.e. the dust will be accumulated on the uncoated module which results to poor transmission in the later time, whereas the coated module shows a very high dust repellent property resulting to improved transmission.
The panels are coated using different coating techniques and compared with the uncoated module. This rated comparison study has been done at STC, and the results are obtained using a solar simulator in a lab. Table 10 shows the comparative analysis. I–V characteristic curve comparison for all the modules is shown in Fig. 24. Among the different coating techniques, flow-coating technique results are showing similar results comparing it with an uncoated module. The advantage of using this coating is to decrease the maintenance of the module.

I–V characteristic curve comparison for all the modules
Before coating the module, module must be clean. Later coating on the module surface using flow-coating technique is carried out as follows:
5.4 Flow coating
Using a burette, the coating is performed. A burette is cleaned thoroughly so that no dust particles are present within it. Also the PV module is cleaned and kept it ready for coating in a dust-free room maintaining temperature at 25 °C. The module is placed in a tray so as to collect the sol, and then the burette is filled with the solution. The module is placed at an angle above 50°, and we release the sol present in the burette slowly. An important consideration which has to be done is avoid bubble formation within the burette.
Due to gravity, the solution will be flowing towards downward direction. we ensure that the surface is completely coated from the top. It is placed it out of the tray for 30 min and the PV module is placed in a vacuum oven for 2 h at 100 °C and check the surface if the coating has been dried or not. If the module is still having that sticky layer than the curing process must be continued. After cooling down, the property check on the module is been carried out and taken to field conditions.
Graphical comparison between the coated and the uncoated modules is given in Fig. 25. An ideal module is compared with an anti-reflective coated module. This study is to compare the wattage levels between both the modules. The results are shown at different operating time intervals using flow-coating techniques as we have achieved the best optical transmission results when compared to other coating techniques.

Graphical comparison between the coated and the uncoated modules
Uncoated module shows a maximum power of 7.35 W and an average power of 5.68 W, whereas a coated module shows a maximum power of 9.3 W and an average power of 7.05 W. From the graph shown in Fig. 25, it is clear that coated module provides approximately 2% rise in the output power increasing the overall efficiency of the module in comparison with the uncoated module.
Table 11 depicts the comparative analysis between uncoated and flow-coated PV modules. Figure 26 illustrates the I-V characteristic curve comparison for the modules using ARC.

I–V characteristic curve comparison for the modules using ARC
6 Conclusion
Increasing demand for solar photovoltaics has brought these systems under the limelight. Thus, making its performance evaluation is a must. The International Electrotechnical commission (IEC) proclaimed standard guidelines for photovoltaic modules testing. The work has been carried out at ARCI, Hyderabad, India for performance enhancement. The aspects which are considered for this study are as follows:
-
Performance enhancement of PV module using easy-to-clean coating.
-
Performance enhancement of PV module using anti-reflective coating.
An easy-to-clean coating on the surface of module which shows an excellent water repellent property can decrease the maintenance of any solar plant and improve the plant throughput. For this, flow-coating technique is an optimized coating technique due to its uniform layered coating which shows a similar power output when compared to other techniques like, spray coating and brush coating.
In the present study, the efficiency of the panel is being affected by a rise in temperature. Hence, the future scope is to synthesize the solution which has characteristics of both easy to clean with low emissive property. With the property of low emissivity, this solution would prove to be promising in controlling the panel temperature and thereby not affecting the efficiency of the panel, and the same coating can be evaluated in a field conditions for higher capacity modules. This work can be extended for a long time performance study with consideration of coating degradation on a photovoltaic system and its effect on temperature changes.
References
M.C. Bautista, A. Morales, Silica AR films on glass produced by the sol-gel method. Solar Energy Mater. Solar Cells 80, 217–225 (2003)
A. Khaligh, O.C. Onar, Energy Harvesting; Solar, Wind & Ocean Energy Conversion System (CRC Press, Boca Raton, 2010).
C.J. Chen, Physics of Solar Energy (Wiley, New York, 2011).
ASTM (American Society for Testing and Materials) Codes and Standards; E2527 - 09, E948 – 09.
P. Nostell, A. Roos, B. Karlsson, Optical and mechanical properties of sol-gel antireflective films for solar energy applications. Thin Solid Films 351, 170–175 (1999)
C. Ballifa, J. Dickerb, D. Borcherta, T. Hofmann, Solar glass with industrial porous SiO2 antireflection coating: measurements of photovoltaic module properties improvement and modelling of yearly energy yield gain. Solar Energy Mater. Solar Cells 82, 331–344 (2004)
Z. Xintong, T. Murakami, A. Fujishima, Sol-gel SiO2/TiO2 bilayer films with self cleaning and anti reflection properties. Solar Energy Mater. Solar Cells 92, 1434–1438 (2008)
Z. Xintong, C. Yang, U. Tartaglino, Development of multi-functional sol-gel coatings: anti reflective with enhanced self cleaning capacity. Solar Energy Mater. Solar Cells 94, 1081–1088 (2010)
M. Cao, X. Song, J. Zhai, J. Wang, Y. Wang, Fabrication of highly antireflective silicon surfaces with superhydrophobicity. J. Phys. Chem. B 110, 13072–13075 (2006)
M. Ma, R.M. Hill, Superhydrophobic surfaces. Curr. Opin. Colloid Interface Sci. 11, 193–202 (2006)
Y.C. Chang, G.H. Mei, T.W. Chang, T.J. Wang, D.Z. Linand, C.K. Lee, Design and fabrication of a nanostructured surface combining antireflective and enhanced-hydrophobic effects. Nanotechnology 18, 285303 (2007)
M. Faustini, L. Nicole, C. Boissiere, P. Innocenzi, C. Sanchez, D. Hrosso, Hydrophobic, antireflective, self-cleaning, and antifogging sol-gel coatings: an example of multifunctional nanostructured materials for photovoltaic cells. Chem. Mater. 22, 4406–4413 (2010)
Z. Liu, X. Zhang, T. Murakami, A. Fujishima, Sol–gel SiO2/TiO2 bilayer films with self-cleaning and antireflection properties. Sol. Energy Mater. Sol. Cells 92, 1434–1438 (2008)
L.K. Verma, M. Sakhuja, J. Son, A.J. Danner, H. Yang, H.C. Zeng, C.S. Bhatia, Self-cleaning and antireflective packaging glass for solar modules. Renew. Energy 36, 2489–2493 (2011)
C.-H. Chen, S.-Y. Li, A.S.T. Chiang, A.T. Wu, Y.S. Sun, Scratch-resistant zeolite anti-reflective coating on glass for solar applications. Solar Energy Mater. Solar Cells 95, 1694–1700 (2011)
J. Son, S. Kunda, L.K. Verma, M. Sakhuja, A.J. Danner, C.S. Bhatia, H. Yang, A practical superhydrophilic self cleaning and AR surface for outdoor PV applications. Sol. Energy Mater. Sol. Cells 98, 46–51 (2012)
N. Mir, M. Salavati-Niasari, Preparation of TiO2 nanoparticles by using tripodal tetraamine ligands as complexing agent via two-step sol–gel method and their application in dye-sensitized solar cells. Mater. Res. Bull. 48, 1660–1667 (2013)
O. Amiri, M. Salavati-Niasari, M. Sabet, D. Ghanbari, Synthesis and characterization of CuInS2 microsphere under controlled reaction conditions and its application in low-cost solar cells. Mater. Sci. Semicond. Process. 16, 1485–1494 (2013)
N. Mir, M. Salavati-Niasari, Photovoltaic properties of corresponding dye sensitized solar cells: effect of active sites of growth controller on TiO2 nanostructures. Sol. Energy 86, 3397–3404 (2012)
T. Weia, Y. Yanga Performance evaluation of a PV module. PhD thesis.
A. Luque, S. Hegedus, Handbook of PV Science & Engineering (Wiley, England, 2003).
J. Wiles, Photovoltaic Power Systems and the National Electrical Code: Suggested Practices (Sandia National Laboratories, Albuquerque, NM, 1996).
R.A. Messenger, A. Abtahi, Photovoltaic Systems Engineering (CRC Press, Boca Raton, 2017).
Y. Lua, X. Zhanga, J. Huanga, J. Li, T. Weia, P. Lana, Ye. Yanga, H. Xub, W. Song, Investigation on antireflection coatings for Al:ZnO in silicon thin-film solar cells. Optik 124, 3392–3395 (2012)
C. Xin, C. Peng, Xu. Yudong, Wu. Jianqing, Effects of polysiloxane doping on transmittance and durability of sol–gel derived antireflective coatings for photovoltaic glass. Sol. Energy 86, 3345–3352 (2012)
L. Alves, N. Boling. High-efficiency solar coatings. PhD thesis
S. Grebler, U. Fiedeler, M. Simko, A. Gazso, M. Nentwich, Self Cleaning, Dirt and Water Repellent Coatings on the Basis of Nanotechnology (Nano Trust Dossiers-Institute of Technology Assessment of the Austrian Academy of Sciences, 2010), pp. 1–6
Solar Simulator, Oriel Product Training Manual (NewPort, Stratford, CT), pp. 1–27
C.S. Solanki, Solar Photovoltics; Fundamentals, Technologies & Applications (Prentice-Hall of India Pvt, New Delhi, 2015).
S.A. Sulaiman, H.H. Hussain, N.S.H. Nik Leh, M.S.I. Razali, Effects of dust on the performance of PV panels. World Acad. Sci. Eng. Technol. 58, 588–593 (2011)
Funding
This study was funded by Science and Engineering Research Board (Grant No. CRD/2018/000075)
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Loganathan, A.K., Stonier, A.A. & Maheswari, Y.U. Performance enhancement of a photovoltaic module using solar functional coatings. J Mater Sci: Mater Electron 32, 1242–1257 (2021). https://doi.org/10.1007/s10854-020-04897-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10854-020-04897-0