
Abstract
The effects of the flux formulation temperature on the printing and wetting properties of solder paste were evaluated in this study. The tested flux formulation temperatures were 100, 150, and 200 °C. The fluxes were mixed with Sn–3.0Ag–0.5Cu (SAC305) solder powders to produce solder pastes. The slump ratio of the solder paste increased with increasing flux formulation temperature. Slump and bridge tests revealed that low flux formulation temperatures provided good slump properties. The flux viscosity decreased with the flux formulation temperature, which also decreased the solder paste viscosity. Hence, the high slump with high flux formulation temperature was due to low flux viscosity. The wetting properties of the flux were observed by wetting balance testing. The wettability was the lowest for the lowest flux formulation temperature because of its high viscosity. Although the viscosity was the lowest at a formulation temperature of 200 °C, the wettability was not the highest because of the low flux activation. Therefore, the flux formulated at 150 °C provided the best solder printing and wetting properties.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Components are attached to the surfaces of printed circuit boards (PCBs) using surface-mount technology (SMT). To mount components on a PCB, solder pastes must be well printed and properly wetted during the SMT process. Therefore, the rheological and wetting properties of solder paste are important for achieving sound solder joints during SMT. Lack of solder wetting induces SMT defects such as solder balls/beads, tombstoning, and open joints [1]. The viscosity and thixotropic properties of the solder paste also affect the solder printing efficiency, which can eventually cause solder joint defects [2, 3].
The rheological and wetting properties of the solder paste depend on the flux properties [4, 5]. In solder, the flux removes the oxide layers and organic contaminants from metal surfaces, providing good wettability for the solder materials [6]. The flux also reduces the surface tension of the molten solder, thus enhancing the solder wetting [4], and protects metal surfaces from reoxidation during soldering. Flux generally consists of rosin, an activator, solvent, and a thixotropic agent; the combination of the flux ingredients controls the rheological and wetting properties of the flux [7, 8]. Zhang et al. reported that the ratio of rosin to solvent affected the rheological properties of the solder paste [7]. Yu et al. also reported that the activator type influenced the wetting propertied of the solder [8]. However, the relationship between the flux and solder paste properties has not been actively studied because the ingredients of commercial flux are usually unknown. Moreover, the effects of the flux formulation conditions on the solder paste properties have not been reported yet.
In this study, flux was formulated at temperatures of 100, 150, and 200 °C and the effects of the flux formulation temperature on the wetting and rheological properties of solder paste were evaluated. The slump of the solder paste as a function of flux formulation temperature was observed during the solder reflow process to understand the rheological properties. Wetting balance testing was performed to estimate the effect of flux formulation temperature on the solder wetting properties.
2 Experimental procedure
The flux consisted of rosin, activator, solvent, and thixotropic agent. The rosin in our study was a hydrogenated rosin (Arakawa, KE604). The activator, solvent, and thixotropic agent were glutaric acid, diethylene glycol dibutyl ether, and hydrogenated castor oil, respectively. The solder powder was Sn–3.0Ag–0.5Cu (SAC305, BNF Co.) with particle diameters of 20–38 µm.
The flux formulation temperatures in this study were 100, 150, and 200 °C. During formulation, the ingredients were stirred with a magnetic bar at a rotation speed of 500 RPM. After flux formulation, the flux and solder powder were mixed with a paste mixer (Daewha Tech, PDM-300V) to fabricate the solder paste. The weight percentage of the flux in the solder paste was 12%. In this article, the fluxes formulated at 100, 150, and 200 °C are designated as F100, F150, and F200, respectively. In addition, the SAC305 solder pastes produced with the F100, F150, and F200 fluxes are designated as S100, S150, and S200, respectively.
The solder paste during heating was observed with a SMT scope (Sanyoseiko, SP-5000DS). For the SMT scope observation, the solder pastes were printed on a Cu plate and heated to 250 °C under N2. A metal mask with a circular opening was used for the solder paste printing. The diameter of the opening was 5 mm. During the heating, the area of the solder paste slowly increased because of the slump phenomenon. Hence, the increase in the solder paste area during heating represented the degree of slump. In this study, the slump ratio was defined as the area ratio between the initial solder paste (at 25 °C) and the slumped solder paste (at 150 °C). No further slump occurred above 150 °C; thus, the slump temperature was set to 150 °C for the slump ratio calculation. The area of the solder paste was measured using image analysis software (ING Plus, Image-Pro Plus).
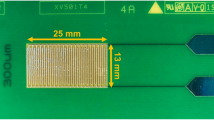
A slump and bridge test based on JIS standards (JIS Z 3284) was also performed to evaluate the degree of slump as a function of the flux formulation temperature [9]. Figure 1 illustrates the pad design for the slump and bridge test. Two pad sizes are used for each test: 3.0 × 0.7 mm and 3.0 × 1.5 mm for the slump test and 0.33 × 2.03 mm and 0.63 × 2.03 mm for the bridge test. The spaces between the two pads are varied from 0.2 to 1.2 mm for the slump test and from 0.08 to 0.75 mm for the bridge test. The produced solder paste is printed onto a PCB (see Fig. 2) with a stencil printer (Minami, MK-878Mx). For the slump test, the solder-printed PCB is heated at 150 °C for 10 min. For the bridge test, the solder-printed PCB is reflowed at the peak temperature of 250 °C with a reflow oven (Heller, 1809UL).

Pad designs for the a slump and b bridge tests

PCB for the slump and bridge tests
The wettability of the flux was measured using a wetting balance tester (Malcom tech, SWB-2). For the wetting balance test, a Cu coupon measuring 0.3 × 10 mm was dipped into the formulated flux. Then, the flux-applied Cu coupon was moved to a molten solder bath and the wetting force and time was measured. The molten solder for the wetting balance test was SAC305. The temperature of the molten solder bath was 245 °C. The viscosities of the formulated fluxes were evaluated with a rheometer (TA instrument, AR2000) with a shear rate of 2.5 RPM at room temperature (RT). The viscosity of the solder paste was measured using a viscometer (Brookfield, DV2T) with the shear rate of 2.5 RPM. The flux activation behavior was evaluated via differential scanning calorimetry (DSC, TA Instruments, Q100). The ramp rate for the DSC measurement was 10 ℃/min.
3 Results and discussion
3.1 Printability of the solder paste as a function of flux formulation temperature
The slump ratio was defined as the area ratio between the initial solder paste at RT and the slumped solder paste at 150 °C. Figure 3 shows the SMT scope images of the S100, S150, and S200 solder pastes at RT and 150 °C. As the reflow temperature increases from RT to 150 °C, the area of the printed solder paste increases due to hot slumping. The area of the S200 solder paste at the reflow temperature of 150 °C is the largest among the three samples, indicating that the degree of hot slump is the highest for S200. To understand the quantitative relationship between the hot slump and flux formulation temperature, the slump ratio is calculated as shown in Fig. 4. The slump ratio clearly increases with increasing flux formulation temperature.

SMT scope images of the solder paste at room temperature and 150 °C. The samples are a S100, b S150, and c S200

Slump ratio of the solder paste as a function of flux formulation temperature
Bridge and slump tests were also performed to evaluate the fine-pitch printability of the solder pastes with three different flux formulation temperatures; the results are shown in Fig. 5. Hot slump of the solder paste during heating up to 150 °C induces bridging between adjacent pads. The minimum non-bridging spaces are 0.2, 0.5, and 0.8 mm for the S100, S150, and S200 solder pastes, respectively, which also shows that the hot slump increases with increasing flux formulation temperature. Figure 6 shows the bridge test results for the S100, S150, and S200 solder pastes. Before heating, bridging does not occur for the S100 and S150 solder pastes, while the S200 solder paste shows poor printability with cold slump (or static slump) occurring before heating. After heating above the melting temperature of the SAC305, 217 °C, no bridging occurs for the S100 solder paste. As the flux formulation temperature increases, bridging begins to occur and the non-bridging space increases. The S150 solder paste shows bridging with a minimum non-bridging space of 0.10 mm. The minimum non-bridging space for the S200 solder paste is 0.15 mm, which is lower than that before heating (0.25 mm). The decreased non-bridging space after reflow heating is attributed to a photoimageable solder resist coating on the test PCB, which separates the molten solders.

Comparison of optical micrographs before and after the hot slump test: a S100, b S150, and c S200 solder paste

Optical micrographs before and after the bridge test. a, b S100, c, d S150, and e, f S200. a, c, and e were obtained before the bridge test and b, d, f were obtained after the bridge test
The slump of a solder paste is closely related to its viscosity. Hence, the viscosities of the fluxes (F100, F200, and F300) and the solder pastes (SP100, SP150, and SP200) were measured and are presented in Fig. 7. Figure 7a shows the viscosities of the fluxes with the formulation temperature. The viscosities of F100, F150, and F200 at 2.5 RPM are 32, 24, and 13 Pa s. The viscosity of the flux decreases linearly with increasing flux formulation temperature. The viscosity of F100 is twice that of F200. The solder pastes produced by F100, F150, and F200 also show viscosity drops as functions of the flux formulation temperature. However, unlike the fluxes, the viscosities of the solder pastes do not linearly decrease with increasing flux formulation temperature. The viscosity of S150 is slightly lower than that of S100. S100 and S150 also show viscosities similar to that of commercial solder paste. Meanwhile, the viscosity of S200 is only 5% of that of S100. This low viscosity yields high slump occurrence and poor printability for S200. Among the ingredients in the flux, the thixotropic agent strongly affects the viscosity. The thixotropic agent in this study was hydrogenated castor oil. The oil decomposed during the high-temperature flux formulation; thus, the decomposition of the thixotropic agent caused the low viscosity of the flux and solder paste.

Viscosities of the a fluxes and b solder pastes at 2.5 RPM
3.2 Wettability of the solder paste as a function of flux formulation temperature
The wettability with flux formulation temperature was evaluated by wetting balance testing and is shown in Fig. 8. The wetting balance test provides quantitative data on the wetting time and force during solder wetting. For the wetting balance test, Cu coupons were immersed in the flux and the flux-dipped Cu coupons were dipped into molten solder baths. From the wetting balance curve in Fig. 8, the zero cross time (t0) and maximum wetting force (Fmax) was obtained. The zero cross time t0 indicates the speed of solder wetting on the Cu coupon. The t0 of F100 is slightly higher than those of F150 and F200. In addition, the wetting force of F100 gradually increases to its maximum, while those of F150 and F200 rapidly increase to their maxima. Therefore, the wettability of F100 is lower than those of F150 and F200.

Wetting balance curves of the fluxes: a F100, b F150, and c F200
Figure 9 shows the zero cross time and maximum wetting force from the wetting balance curve with flux formulation temperatures. The t0 of all fluxes are < 1 s, comparable to those of commercial solder pastes. The t0 of F100 is slightly higher than those of F150 and F200. The average Fmax for F100 solder flux is lower than those for F150 and F200. In addition, the standard deviation of Fmax for F100 is much larger than those for F150 and F200. The low wetting properties of F100 are due to its high viscosity. The high viscosity of F100 causes poor flux coating of the Cu coupon, which decreases the wettability of the F100. Yu et al. [8] also reported that high flux viscosity caused low wettability in the wetting balance test. Meanwhile, the maximum wetting force should be high for F200 because of its low viscosity. However, the maximum wetting force of F200 is lower than that of F150, despite F200 being lower in viscosity.

Wettability as a function of flux formulation temperature: a zero cross time (t0) and b maximum wetting force (Fmax)
The decreased wetting force with increased formulation temperature may be related to the degradation of the flux activation. The flux activates at a reflow temperature of 100–150 °C, cleaning the oxide and the organic contaminants to provide good wetting. Figure 10 shows DSC curves for F100, F150, and F200. F100 and F150 exhibit wide and deep endothermic peaks at 100–150 °C, indicating flux activation. However, F200 shows a shallow peak at 100–150 °C. With increasing flux temperature, the activator in the flux loses oxide-cleaning ability. Conseil et al. [10] also reported the degradation of the activator with Fourier-transform infrared spectroscopic observation. Thus, the activation ability of the activator in the flux is decreased with increasing formulation temperature and the low activation of F200 decreases its wetting properties. Therefore, F200 does not show the highest Fmax even though it has the highest viscosity. Figure 11 shows the optical micrographs of the reflowed solders (S100, S150, and S200) with F100, F150, and F200. S100 shows poor wetting and S200 shows slight dewetting at the edge of the solder, corresponding to the wetting balance results shown in Fig. 9.

DSC curves of fluxes with varying formulation temperature

Optical micrographs of the solder pastes after the reflow. a S100, b S150, and c S200 solder paste
4 Conclusion
The effects of the flux formulation temperature on the printing and wetting properties of solder paste was investigated in this study. The flux formulation temperatures employed were 100, 150, and 200 °C. The slump of the solder paste increased with increasing flux formulation temperature because the flux viscosity decreased with increasing flux formulation temperature. The wetting properties for the solder with the low flux formulation temperature were poor because the high viscosity of the flux prevented proper application of the flux on the substrate during the wetting balance test. On the other hand, the wetting properties of the solder with a high flux formulation temperature were not as good as expected because the activation of the flux was degraded due to the high formulation temperature. In conclusion, the flux formulated at 150 °C yielded proper printing and wetting of the solder paste.
References
N. Draghiciu, G. Pepeneata, J. Comput. Sci. Control Syst. 9, 4 (2016)
R. Durairaj, S. Ramesh, S. Mallik, A. Seman, N. Ekere, Mater. Des. 30, 3812 (2009)
R. Kay, M. Desmulliez, Solder. Surf. Mount Technol. 24, 38 (2012)
J. Hwang, Solder Paste in Electronics Packaging (Van Nostrand Reinhold, New York, 1992)
F. Tu, Y. Wang, J. Zhou, F. Xue, in 2016 17th International Conference on Electronic Packaging Technology (ICEPT), vol. 1 (2016), p. 1112
F.G. Yost, F.M. Hosking, D.R. Frear, The Mechanics of Solder Alloy Wetting and Spreading (Von Nostrand Reinhold, New York, 1993)
C. Zhang, X. Xu, J. Zhou, F. Xue, in 2015 16th International Conference on Electronic Packaging Technology (ICEPT), vol. 2015 (2015), p. 576
S.-P. Yu, C.-L. Liao, M.-H. Hon, M.-C. Wang, J. Mater. Sci. 35, 4217 (2000)
JIS Z 3284-3, Solder Paste—Part 3: Test Methods For Printability, Viscosity, Slump And Tackiness (2014)
H. Conseil, V. Verdingovas, M.S. Jellesen, R. Ambat, J. Mater. Sci. Mater. Electron. 27, 23 (2016)
Acknowledgements
This work was financially supported through a grant from Korea Institute of Industrial Technology, Republic of Korea.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kwon, S., Lee, HJ. & Yoo, S. Effects of flux formulation temperature on printing and wetting properties of Sn–3.0Ag–0.5Cu solder. J Mater Sci: Mater Electron 30, 8493–8501 (2019). https://doi.org/10.1007/s10854-019-01169-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10854-019-01169-4