
Abstract
No-clean flux systems are used today for the soldering of electronic printed circuit board assemblies assuming that all the aggressive substances of the flux will vanish during the soldering process i.e. evaporate, decompose or being enclosed safely in the residues. However this is not true in most cases, as the flux residue left on a printed circuit board assembly is a key factor compromising the corrosion reliability under humid conditions. This investigation focuses on the chemical degradation of three kinds of solder flux systems based on adipic, succinic, and glutaric acid as a function of temperature, thus simulating the soldering process. Differential Scanning Calorimetry, Fourier Transform Infrared Spectroscopy, and Ion Chromatography were employed for decomposition and residue analysis. Aggressiveness of the residue was investigated using a pH indicator gel test and by acid value determination. Effect on corrosion reliability was investigated by exposing the test printed circuit board assemblies to humidity after pre-contaminating with pure acids and desired solder flux systems and measuring the charge transferred between electrodes under applied potential bias. Results showed that the fluxes do not decompose fully within the temperature regime of the soldering process, leaving behind significant level of weak organic acid residues. The residue depending on the type and amount can be can be very aggressive towards the corrosion on the printed circuit board assemblies. The glutaric acid based flux showed highest leakage current when exposed to humidity compared to the adipic and succinic based fluxes.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
One of the predominant factors for accelerated corrosion in electronics under humid conditions is the intrinsic contamination on printed circuit board assemblies (PCBAs) originating from the use of no-clean flux systems during soldering. Most important factors are the flux chemistry and its decomposition characteristics during the soldering process that results in left over residues. The most commonly used flux systems contain: (a) Solvent—a medium for mixing all the components of the flux, often a mix of alcohols, (b) Activators—mainly weak organic acids, or halogenides (less common in no-clean fluxes), and (c) Vehicle—a non-volatile compound such as a resin or ester which is stable in the range of temperatures involved in the soldering process [1, 2]. The assumption behind the no-clean flux technology is that the aggressive chemicals used in the flux solution will burn off, i.e. evaporate or decompose to volatile substances during the soldering process, and only leave a minimum level of residue of aggressive nature on the PCBA surface. However, in practice this seldom happens, and the PCBAs are contaminated with substantial amounts of flux residues [3, 4] consisting of ionic compounds that are used as activators in the original or decomposed form. These can interact with humidity due to their hygroscopic nature making the adsorbed water layer a good electrolyte for current conduction and subsequent corrosion [5]. Therefore a number of PCBA failures have been reported in the literature due to the presence of these flux residues [6–8], which commonly cause the reduction of surface insulation resistance (SIR) resulting in an increased leakage current, or under certain conditions, electrochemical migration and dendrite formation [9, 10]. The amount, distribution, and morphology of the flux residue vary considerably with specific soldering process and related parameters [11–13]. The results show that variation in process conditions such as temperature of the PCBA surface during soldering is of great importance and can result in considerable variation in the amount of localized residues [14].
There is limited literature [15–18] on the difference in the behaviour of various weak organic acids (WOAs) used in the no-clean flux systems under humid conditions, and these studies focus on the effect of the WOAs on surface insulation resistance. However, most of the studies deal with the flux chemistry as a whole without differentiating the effect of individual activator, such as various types of WOA [7, 9, 19–22] as they vary in their aggressiveness and water absorption capability resulting in significantly different behaviour of the residues towards corrosion reliability. The potentially aggressive and corrosive effects of flux residue related to its chemical nature must therefore be understood in order to prevent long term reliability problems of electronics arising from the process related residues. The investigations in this paper aim to show the importance of the flux chemistry including the effect of WOAs as activator used for the soldering process in reducing the corrosion reliability issues. The studies include the decomposition characteristics of some typical flux types used today in comparison with the type of WOA activator, amount and type of residue formed, and their effect on the leakage current and electrochemical migration under exposure to humidity.
2 Experimental details
2.1 Flux types and WOAs
Three conventionally used no-clean flux systems named SFa, SFb, and SFc for wave or selective soldering process were selected for investigation, consisting of three different WOAs as active component. Table 1 shows the characteristics of the fluxes with the type of acid and solvent, the solid content (acids and resin part), and the acid number. Additionally three pure WOAs were used for comparison with respective flux systems. Solutions of WOAs were prepared using isopropyl alcohol as the solvent. The characteristics of the short-chain dicarboxylic acids are summarized in Table 2 [23].
2.2 Decomposition treatment and analysis
In order to study the decomposition behaviour of the pure WOAs and solder fluxes, three different heat treatments have been carried out, namely: (1) at room temperature (RT), (2) at 170 ± 5 °C for 45 s (approx. temperature on top of a typical PCBA during wave and selective soldering), and (3) 250 ± 5 °C for 45 s (equivalent to maximum temperature during lead free soldering, i.e. liquid solder temperature) [11], in an air circulated oven. The temperature values were chosen to simulate the conventional lead-free soldering process. The thermal degradation and thermal transitions have been performed with Thermo Gravimetric Analysis and Differential Scanning Calorimetry. The chemical and quantitative analyses have been performed with Fourier transform infrared spectroscopy and Ion Chromatography.
2.3 Thermo gravimetric analysis (TGA) and differential scanning calorimetry (DSC)
The TGA analysis was employed to investigate the decomposition of WOA and solder fluxes, and the corresponding weight loss as a function of temperature. The DSC analysis was employed to determine the endothermic melting transition and the decomposition temperature. The tests were performed on the pure acid crystals and on the flux residues (after evaporation of the solvent at RT) in alumina crucibles in the temperature range from 30 to 400 °C at a rate of heating of 10 °C/min (TGA/DSC 1, Mettler Toledo).
2.4 Fourier transform infrared spectroscopy (FT-IR)
The attenuated total reflection (ATR) was employed to identify the functional groups in organic mixtures like flux residues. This method was used for investigating the chemical bond properties of the solder fluxes, for identification of the acid type, and the chemistry changes after heating (Nicolet iN10 MX FT-IR microscope, Thermo Scientific, supported by Omnic Picta software).
2.5 Ion chromatography (IC)
The residues of 1 mL of fluxes after heat treatments (1) and (3) were dissolved using 10 mL of isopropyl alcohol for 15 min. Mild stirring was performed to remove the residues thoroughly and the solution was analyzed for the quantification of WOA in an ion chromatograph (IC) using a AS11-HC column with a gradient feeding KOH eluent system (Dionex ICS 2000).
2.6 Aggressiveness of residues
For a simple and rapid visualization of the decomposition of flux, a patented product called residues reliability assessment testing (Residues RAT) gel method was used [24]. The residues RAT test makes use of a gel with indicator to reveal the WOAs in the flux residue. The gel was heated and sprayed on to the surface consisting of residues, and after 2 min the colour change was observed due to the chemical reactions with the indicator in the gel and the active acid in the residues. The gel was applied to the residues of 1 mL of flux exposed to various heat treatments (1), (2), and (3) as described in section 2.2.
2.7 Acid value titration
Acid value (or “acid number” or “acidity”) was used to quantify the volume of KOH needed to neutralize the amount of acid present in 1 g of soldering flux after different heat treatments (1), (2), and (3). It is an indication of aggressiveness of the acid residues. The residue was dissolved in 50 mL of isopropyl alcohol, which was titrated with a solution of 0.1 N of KOH and with phenolphthalein as a colour indicator. The alkali was added until a faint pink colour persisted throughout the titration solution for 30 s. Each experiment was repeated three times. The acid value was calculated using the following formula:
where V—volume (mL) of alkali consumed for sample, N—normality of KOH, m—mass (mg) of the sample.
2.8 Humidity exposure and corrosion testing
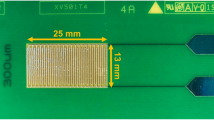
Potentiodynamic leakage current measurements on the surface insulation resistance (SIR) patterns were used for assessing the corrosive effect of flux residues and the WOAs on a surface of a PCBA. The measurements were performed on the SIR patterns with hot air solder levelled (HASL) finish (Sn/Ag/Cu solder alloy). The dimensions of SIR patterns are 13 mm × 25 mm, while the pitch and spacing size is 0.3 mm. Nominal square count of SIR patterns is 1476. The test board with SIR patterns is made on FR4 laminate, with a solder mask, and complies with IPC-4101/21. The detailed description of the test board can be found elsewhere [25].
Prior to testing, the test boards were cleaned with deionized Millipore™ water. The cleaned SIR patterns were pre-contaminated with WOAs and soldering fluxes at approximate concentration of 100 µg cm−2. The measurements were conducted in the humidity range from 60 to >98 % RH in a climatic chamber “Espec PL-3KPH”. The measurements were performed at RH levels of 60, 70, 80, 90, 95, 98 and >98 %, while the temperature was kept constant at 25 °C. The leakage current was measured with varying potential from 0 to 10 V at a sweep rate of 2 mV s−1 using Bio-Logic VSP workstation. The detailed description of the test method can be found elsewhere [17, 26].
The results from the humidity testing on the SIR pattern are shown in the paper as charge transferred between the electrodes. The magnitude of charge transferred indicates the conductivity of the electrolyte and corrosivity of the contamination on the PCBA in relation to the RH. A significant increase of charge also indicates narrowing of the gap between the electrodes due to corrosion and dendrite growth.
3 Results
3.1 TGA and DSC
The TGA scans for pure WOAs (Fig. 1a, c, e) were essentially smooth curves showing a sudden sharp decrease starting at ~190 °C, and ending with a 0 % weight residue at higher temperatures, respectively at 250, 290 and 270 °C for succinic, adipic, and glutaric acids. The TGA scans for the solder fluxes (Fig. 1b, d, f) revealed similar degradation behaviour showing an evaporative regime, which level off at higher temperature with a lower amount of residue given as a wt% of the original sample weight. It corresponds to the resin part for the alcohol-based fluxes SFa and SFb, which is decomposed at higher temperature and will remain during the soldering process. The DSC scans showed two endothermic peaks: the first peak does not correspond to any weight loss and is attributed to the melting temperature of the WOAs; second peak at higher temperature, which corresponds to a maximum rate of weight loss in the TGA and represents the decomposition temperature of the respective acids. The values extracted from the plots are shown in Table 3.

TGA and DSC curves of: a Succinic acid, b SFa, c Adipic acid, d SFb, e Glutaric acid and f SFc
3.2 FTIR analysis
The FTIR spectra of the solder flux systems were compared with the pure WOA, and the respective functional groups that are important for decomposition analysis were identified. The spectra (Figs. 2, 3) show C–H bonds at around 2950 and 2870 cm−1, which are assigned to the symmetric and asymmetric CH3 and CH2 stretching vibration bands. The C–H bending vibrations for CH3 and CH2 were observed at around 1380 and 1460 cm−1. The OH stretch was observed in the range of 2750–2550 cm−1, while the carbonyl band (C=O) appeared at 1710 cm−1. The alkene double bond (–C=C–) stretching vibration showed a little peak and as a shoulder presented near the C=O band at around 1630 cm−1 [27]. In order to investigate the chemical change of flux residues as a function of flux concentration and heating temperature, FT-IR analysis was conducted on the residue after heat treatments (2) and (3). After heating at 170 °C, distinct changes appeared in the spectrum of the flux based on succinic acid for the low concentration of 0.5 µL cm−2 of flux (Fig. 2a bottom), nearly all bands decrease in intensity. Degradation of the fluxes based on adipic and glutaric acid were not observed even at the lowest flux concentration (Fig. 2b, c). Several changes were observed on the FT-IR spectra after heating at 250 °C for the fluxes SFa, SFb, and SFc when their concentrations reached respectively to 11, 5.3 and 0.5 µg cm−2 (Fig. 3a, b, c). The intensities of the CH3-stretches [both symmetric (at 2870 cm−1) and asymmetric (2930 cm−1)] have decreased relative to the asymmetric CH2-stretch, which was still existing and intense. The O–H–stretch absorption from the acid (2750–2550 cm−1) also dramatically decreased and viewed alongside the decrease in the ‘acidic’ C=O intensity (at 1710 cm−1), indicating that a substantial amount of the acid was degraded at these concentrations and temperatures.

The FTIR spectra after thermal decomposition at 170 °C at different concentrations of: a SFa, b SFb and c SFc

The FTIR spectra after thermal decomposition 250 °C at different concentrations of: a SFa, b SFb and c SFc
3.3 Ion-chromatography analysis
Quantitative analysis of the ionic content of the dry residue of the solder fluxes had been performed using IC. The solder flux SFc contained initially a high amount of WOA in the residue (~5 wt%), while the solder fluxes SFa and SFb contained 1.4 and 0.8 wt% of WOAs in the residue respectively. The results in Fig. 4 showed that after heating the fluxes (1 mL of flux corresponding to 53 µL cm−2) at 250 °C for 45 s, the amount of remained WOA was about 55 % for the flux based on succinic acid (SFa), about 70 % for the flux based on adipic acid (SFb), and about 95 % for the flux based on glutaric acid (SFc). For comparison, pure WOAs (5 wt%) have also been heated at 250 °C for 45 s and the remaining of acid was about 52, 79, and 73 % for succinic, adipic, and glutaric acids respectively.

Ion Chromatography quantification of WOA in the left residues of the pure acids and of the solder fluxes heated at 250 °C for 45 s
3.4 Residues RAT tests
Figure 5 shows images of pure WOA and solder flux residue samples heated in glass dishes (1 mL of flux corresponding to 53 µL cm−2) at different temperatures and then tested with Residues RAT™ gel. The Residues RAT™ gel makes use of pH change due to the presence of acid in the flux residue by using an indicator in the gel in an optimized manner [24]. The images showed distinct red colouration for all the residues that were evaporated at room temperature. At 170 °C, all of them displayed comparable residue levels as those at RT, showing very little degradation of the acid part. However, after heating at 250 °C, the amount of residues varied depending on the type of acid or flux system. The solder flux SFc with glutaric acid showed more intense colour. Both the behaviours can be correlated either to the higher amount of residue or more aggressive acid.

Residues RAT™ test images of weak organic acids and flux residue after different heat treatments
3.5 Acid value determination
Figure 6 shows the acid value of pure WOA solutions and of solder fluxes extracted after different heat treatments. Considering the acid value of the sample at RT as 100 %, the acid value after heating at 250 °C was about 65 % for the pure succinic acid and for the flux SFa, while ~75 % for the pure adipic acid and the flux SFb. The conventional flux type SFc is a more aggressive water based flux due to its high concentration of acid, but did not show any decrease in acid value after heating.

Acid value of: a WOA solutions (5 wt%) and b solder fluxes after different heat treatment
3.6 Effect of residues on leakage current and charge transfer
The plots in Figs. 7 and 8 represent the effect of WOAs and flux residue on the electrical performance of the PCBA. The magnitude of charge transfer represents the magnitude of leakage currents on the SIR pattern measured in the RH range of 60 to >98 %.

Charge transferred between the electrodes of SIR pattern versus time for: a WOAs and b soldering flux (without exposure to heat)

Charge transferred between the electrodes of SIR pattern versus time for: a WOAs and b soldering flux (after exposure to 250 °C for 45 s)
For the WOAs and flux residues which were not exposed to the soldering temperature (Fig. 7), the highest charge was measured for the pure glutaric acid and glutaric acid based flux SFc. The red arrows in the graphs indicate a significant increase of charge transferred between the electrodes, which is attributed to the narrowing of the gap between the SIR electrodes due to the corrosion products formation and dendrite growth. Significant corrosion and bridging of the electrodes was observed for glutaric acid at 80 % RH, and for the solder flux SFc at 70 % RH, while similar significant increase appeared for the succinic acid and SFa at a RH level of 98 %. For adipic acid and SFb, no significant increase in charge transfer was measured and the overall charge levels were the lowest from the very beginning of experiment at 60 % RH until >98 % RH. The RH level at which significant increases of transferred charge were observed are in accordance with the deliquescence points of the WOAs, which are 80, 98 and >99 % RH for glutaric, succinic and adipic acids respectively.
The effect of exposure to the soldering temperature on the decomposition and reduced corrosiveness of the residues is further illustrated in Fig. 8. A significant reduction of charge transfer was measured after exposure to 250 °C for 45 s for all the WOAs and solder fluxes. However, the trend of lowest charge for adipic, intermediate for succinic, and highest for glutaric acid as observed before heating in Fig. 7 remained the same. The reduced charge level measured, led to lower probability of electrochemical migration, although the increase of charge at the highest RH level of >98 % for the glutaric acid based flux SFc has nevertheless led to dendrite formation.
4 Discussion
The FT-IR analysis indicates that the degradation of succinic acid occurred at lower temperature than the degradation of adipic and glutaric acids. After heating at 170 °C, only succinic acid based flux showed degradation of the acid but for a very low initial concentration of flux (0.5 µL cm−2). The degradation of the acids after heating at 250 °C occurred when the initial flux concentrations were below 11, 5.3 and 0.5 µL cm−2 respectively for succinic, adipic, and glutaric acid based fluxes.
Further, the TGA results for pure WOAs and solder flux systems show a progressive evaporation of the acid above the melting point without any decomposition [28]. Succinic acid evaporates in the temperature range of 190–250 °C. The flux based on succinic acid shows the lowest degradation temperature peak (10 °C below the solder temperature), and therefore expected to leave the lowest level of ionic residues after the soldering process. Adipic acid evaporates in the temperature range of 190–290 °C, and adipic acid based flux shows the highest degradation temperature peak at a temperature above the soldering temperature [29, 30]. Therefore adipic acid based flux system is expected to leave the highest amount of ionic residues. These results can be correlated with IC analysis, in which the SFa and SFb are found to leave 55 and 70 % of WOA respectively in the residues (with initial flux concentration of 53 µL cm−2). The water based glutaric acid containing flux showed a different behaviour. In spite of the fact that its degradation temperature peak is close to the soldering temperature, the amount of WOA did not decrease after heating. This is expected to be due to the the higher latent heat of evaporation of water (2260 kJ/kg), its evaporation is slower and therefore limiting the degradation of the acid.
The results from the tests showing the aggressiveness of the residue are in agreement with the above observations. The Residue RAT™ gel test and the acid value determination show that all types of acids and flux systems leave significant levels of acids even after heating. The fluxes show the aggressive behaviour similar to the behaviour of their respective acids except for SFc. The acid value of SFc is high due to its high content of glutaric acid (~5 wt%), and in this case the acid activity remains the same after heating at 250 °C.
The analyses showed that the chemical nature of the WOA in the solder flux is of great importance in the degradation of the flux during the soldering process, and therefore determined the level of residue on the PCBA surface. The corrosion failure due to the contamination on printed circuit board assemblies will be related to the amount of the WOAs, its chemical nature, but also to the climatic conditions at which the PCBAs will be exposed.
Significant corrosion reliability differences between the three pure WOAs and the three solder flux systems have been found on the SIR test PCB during exposure to 25 °C at different RH levels. For the residues evaporated at RT, a sudden increase in the charge transfer between the electrodes occurred for glutaric and succinic acids and for the fluxes containing these acids. This is attributed to the electrochemical migration and dendritic growth, which is also reported elsewhere [17, 26]. Adipic acid causes only a steady increase of charge transfer with the increase of humidity, and no significant increase in transferred charge related to the electrochemical migration. Earlier studies also reported that there was no dendrite formation under similar conditions with adipic acid as contaminant [17, 26]. The level of charge at 98 % RH for succinic acid, and at 70 % RH for glutaric acid is more than four orders of magnitudes higher than the charge value from adipic acid. Glutaric acid and glutaric acid based flux show significant increase of charge transfer at lower humidity levels (70–80 % RH), and a similar behaviour was observed for the residue heated at 250 °C and exposed to >98 % RH. The residues of glutaric acid appeared to be the most aggressive among the three WOAs tested, which is also reported earlier [16]. The residues from glutaric acid are more hydrophilic than those from either adipic acid or succinic acid [as related to higher solubility of glutaric acid (cf. Table 2)]. When the deliquescence RH level is reached, it could lead to a higher conductive water layer on the SIR pattern causing higher leakage currents and a greater propensity for the dendritic growth [31]. Overall the investigations show the importance of flux chemistry in determining the amount of process related residues and its effects on corrosion reliability under humid conditions. Further, the work shows that all the flux chemistries are not similar, while some are better than others which is determined by the constituting ionic component in the flux system and its properties.
5 Conclusions
The main objectives of this investigation were to show the effect of the acid type and content, the processing temperature, and the solder flux residues effect on the corrosion reliability of electronics.
-
Residues RAT™ testing, acid value determination, and ion chromatography results showed that significant amounts of acid residue or flux residue are left and their aggressiveness are a function of acid type and temperature. The acid residues were easily extractable, hence no safe encapsulation of WOA in the residues took place.
-
Results showed that no significant decomposition of fluxes and acids takes place in the simulated temperature regime of a soldering process, which is also confirmed by FT-IR spectroscopy showing solely the original acid in the residue.
-
TGA and DSC results showed only an evaporation regime, indicating that above the melting point and until the peak temperature of soldering process (~250 °C), only evaporation takes place without significant levels of decomposition. For the flux systems, the major evaporation is expected to be due to the low vapour pressure solvent leaving higher amounts of aggressive residues.
-
Humidity testing showed that the corrosion failures depend on the type of flux systems, implying the type of acid. Glutaric based flux showed higher levels of charge transfer due to leakage current and tendency for electrochemical migration compared to succinic and adipic acid.
References
T. Munson, Foresite Inc., www.residues.com. Accessed 02 July 2014
M.L. Minges, Electronic Materials Handbook, vol. 11, 1st edn. (ASM International, Almere, 1989)
J.H. Lau, Solder Joint Reliability (Springer, Van Nostrand Reinhold, 1991)
P. Biocca (2001) in Proceedings of Surface Mount Technology Association (SMTA International) 2001, Chicago, Illinois, 30 Sept to 4 Oct 2001
U. Rathinavelu, M.S. Jellesen, P. Møller, R. Ambat, IEEE Trans. Compon. Package Technol. 2(4), 719–728 (2012)
D. Geiger, D. Shangguan, Solder. Surf. Mt. Technol. 17(4), 27–32 (2005)
P. Zhalefar, A. Dadoo, M. Nazerian, A. Parniabaran, A.G. Mahani, M. Akhlaghifar, P. Abbasi, M.S. Zabhi, J. Sabbaghzadeh, IEEE Trans. Compon. Package Manufact. Technol. 3(1), 46–51 (2013)
T. Munson, Foresite Inc., PDF-file at www.residues.com, 07 June 2012
V. Verdingovas, M.S. Jellesen, R. Ambat, Corros. Eng. Sci. Technol. 48(6), 426–435 (2013)
T. Munson, Circuits Assem. 17(11), 44 (2006)
K. S. Hansen, M. S. Jellesen, P. Westermann, P. Møller, and R. Ambat et al. (2009) in Proceeding of Annual Reliability and Maintainability Symposium (RAMS 2009), Fort Worth, United States,pp. 502–508, 26–29 Jan 2009
K. Sweatman, J. Masuda, T. Nozu, M. Koshi and T. Nishimura (2010) in Proceeding of IPC APEX EXPO Technical Conference 2010, Las Vegas, United States, 2, pp. 921–925, 6–9 April 2010
H. Conseil, M.S. Jellesen, R. Ambat, Solder. Surf. Mt. Technol. 26(4), 194–202 (2014)
M.S. Jellesen, D. Minzari, U. Rathinavelu, P. Møller, R. Ambat, Eng. Fail. Anal. 17(6), 1263–1272 (2010)
J.E. Sohn, U. Ray, Circuit World 21(4), 22–26 (1995)
B.A. Smith, L.J. Turbini, J. Electron. Mater. 28(11), 1299–1306 (1999)
V. Verdingovas, M.S. Jellesen, R. Ambat, Solder flux residues and humidity-related failures in electronics: relative effects of weak organic acids used in no-clean flux systems. J. Electron. Mater. 44(4), 1116–1127 (2015)
C. Hunt, L. Zou, The impact of temperature and humidity conditions on surface insulation resistance values for various fluxes. Solder. Surf. Mt. Technol. 11(1), 36–43 (1999)
K.G. Schmitt-thomas, C. Schmidt, Solder. Surf. Mt. Technol. 3(18), 4–7 (1994)
S. Zhan, M.H. Azarian, M. Pecht, IEEE Trans. Device Mater. Reliab. 8(2), 426–434 (2008)
M. Koscielski, J. Sitek, Solder. Surf. Mt. Technol. 26(1), 2–7 (2014)
C. Dominkovics, G. Harsanyi (2006) in Proceeding of 29th International Spring Seminar on Electronics Technology (ISSE), St. Marienthal, Germany, pp. 206–210, 10–14 May 2006
D.R. Lide, CRC Handbook of Chemistry and Physics (Chemical Rubber Publishing Company, Boca Raton, 1994)
D. Minzari, M. S. Jellesen, R. Ambat, P. Møller, P. Westermann (2009) Patent Number: WO2011048001-A1, 21 Oct 2009
D. Minzari (2010) PhD thesis, Mechanical Department, Technical University Denmark, Lyngby, Denmark
V. Verdingovas, M.S. Jellesen, R. Ambat, Relative effect of solder flux chemistry on the humidity related failures in electronics. Solder. Surf. Mt. Technol. 27(4), 146–156 (2015)
C.Y. Huang, M.S. Li, C.L. Ku, H.C. Hsieh, K.C. Li, Microelectron. Int. 26(3), 41–48 (2009)
C.F.J. Caires, L.S. Lima, C.T. Carvalho, M. Ionashiro, Eclet. Quim. 35(4), 73–80 (2010)
W.K. Ng, J.W. Kwek, A. Yuen, C.L. Tan, R. Tan, AAPS PharmSciTech. 11, 1 (2010)
S.F. Wright, D. Dollimore, J.G. Dunn, K. Alexander, Thermochim. Acta 421(1–2), 25–30 (2004)
J.A. Jachim, G.B. Freeman, L.J. Turbini, A. Member, IEEE Trans. Compon. Package Manufact. Technol. 20(4), 443–451 (1997)
Acknowledgments
Current research has been conducted as part of the CELCORR/CreCon consortium (www.celcorr.com) and the authors acknowledge the funding from the consortium partners and for their commitment and help.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Conseil, H., Verdingovas, V., Jellesen, M.S. et al. Decomposition of no-clean solder flux systems and their effects on the corrosion reliability of electronics. J Mater Sci: Mater Electron 27, 23–32 (2016). https://doi.org/10.1007/s10854-015-3712-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10854-015-3712-x