
Abstract
To manufacture micro-drawn cups featuring high CH/CD (cup height/cup diameter ratios) and high quality, a three-stage micro-deep drawing (MDD) system was designed and studied. TA1 pure titanium (Ti) foils with the thickness of 50 μm were annealed at 600–700 °C for 1 h to obtain different grain sizes. Then, the effects of different grain sizes on the deformation behavior of multi-stage MDD and the quality of the formed cups were analyzed. The results show that the as-received pure Ti has a poor formability, suffering a slight fracture problem and significant wrinkling problem of the final drawn cup. At the optimal annealing temperature of 600 °C, the drawn cups show very few wrinkles and a good shape profile. Besides, high CH/CD ratios can be produced for the final drawn cups. Moreover, with the increase in drawing stage, the wrinkling of the cup is significantly reduced due to the "ironing effect" in the multi-stage MDD process. The research can provide a basis for forming high-quality and high CH/CD ratios micro-parts by multi-stage MDD and enrich the knowledge from behavior deformation behavior and product quality assurance.
Graphical abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
With the rapid development in the field of high-precision micro-electromechanical systems (MEMS) [1], the application and demand for micro-parts are increasing. The 3D precision miniature components are widely used in military and consumer fields, such as precision equipment, aerospace, communication devices, and micro-electromechanical [2,3,4]. Compared with the conventional silicon-based micromanufacturing techniques, metal micro-forming technology is available to produce three-dimensional metal micro-parts due to the advantages of near net shape, low cost, high productivity, and excellent mechanical performance [5,6,7].
Micro-forming is a process used to manufacture parts and structures with two-dimensional sizes of at least less than one millimeter. However, due to the influence of size effect [8], the production of micro-parts with high productivity, high precision, high quality, and low cost is challenging. Many small factors, such as the mechanical properties of the material [9], the deformation temperature [10], and the friction factor [11], have a significant impact on the accuracy of the microformed parts.
As a fundamental micro-forming technology, micro-deep drawing (MDD) is used mainly in the manufacture of microcups and box products [12, 13], which has a wide range of applications in the forming of micro-metallic parts. Therefore, to manufacture high-quality micro-parts and effectively reduce the size effect in the deep drawing process, a lot of studies have been carried out on the MDD and forming process. Zhao et al. [14] investigated the effect of microstructure on the MDD properties of stainless steel foils and found the significant influence of the material's microstructural characteristics on the forming quality of the micro-drawn cups. Within the annealing temperature range from 900 to 950 °C, a better forming quality of micro-drawn cups can be obtained. Tetsuhide et al. [15] evaluated the effect of plasticity anisotropy on the quality of MDD of phosphor bronze foils by using the anisotropy index r-value. It can be seen from the result that the rolled foils have a high r-value due to the existence of a strong texture. Although there is a strong correlation between the r-value and the thickness distribution of the micro-drawn cup, a higher r-value does not mean lower formability of the metal foil. In addition, the lubrication conditions and blank holder-die gap also have a significant influence on the forming quality of the drawn cups. Feng et al. [16] conducted a MDD study on C1100 and found that the utilization of polyethylene (PE) film could effectively reduce the drawing force and improve the drawing ratio. At the blank holder force of less than 4.2 N, the cup wrinkling was obvious, while when it was greater than 5.6 N, significant fracture occurred. Liang et al. [17] established a FE model for the investigation of the MDD process considering the surface morphology and material inhomogeneity of the foils at micro-scale. It was found that a combination of appropriate gap size and punch/die corner radius may lead to in-process springback before the occurrence of maximum draw forces, which is beneficial to the MDD process. Moreover, size effects have a significant influence on the MDD process not only in terms of material and friction, but also in the case of MDD tools [18, 19]. They found that variations in punch diameter, die radius, and punch-die gap have a significant effect on the limit drawing ratio and the thickness distribution of the micro-drawn cups; among them, a large die radius and a small grain size can lead to uniform plastic deformation of the grains. Tetsuhide et al. [20] implemented 300 micro- and milli-scale drawing experiments under dry friction conditions to investigate the size dependence of the material adhesion behavior of work material on micro-tools. It was found in the study that the adhesion of the material is stronger at the milli-scale compared with the micro-scale, and the adhesion of the particles seems to have a reduced effect on the friction properties, providing a certain theoretical basis for the design of the surface roughness of the punch.
The MDD behavior of different materials has been studied extensively, and the wrinkling and cracking are still the main problems in the micro-drawing process. However, there are few studies on micro-forming of metals with multi-stage MDD. Moreover, pure titanium (Ti) has the advantages of light weight, high specific strength, good biocompatibility, and corrosion resistance, which can be used as a key material in important micro plastic deformation [21, 22]. Therefore, in this paper, through annealing heat treatment of TA1 pure Ti foil, and using multi-stage MDD process, we explore the mechanism of high-quality and high CH/CD (cup height/cup diameter ratios) ratio micro-drawn cup forming and promote the progress of micro-forming technology.
Experimentation
New multi-stage micro-deep drawing system
In this paper, the design of micro-drawn cup with the inner diameter of 0.6 mm and the height of 1.16 mm is illustrated in Fig. 1. The drawing ratio of the final part is 2.67. Due to the constraints of the limit draw ratio of pure titanium (Ti) foils in MDD, the formation of the final part at room temperature is not available by using the single-stage MDD. Therefore, a three-stage process of MDD was proposed for achieving this goal.

Dimensions of the micro drawn part (mm)
Multi-stage MDD process can achieve lower deformation resistance of parts by reducing the deformation during single-stage forming and form the cup product with high CH/CD ratio based on multi-stage deep drawing die. Table 1 illustrates the related dimensions of the designed three-stage MDD die sets. And the intermediate preform profile at each stage is shown in Fig. 2.

Schematic of the initial blank and the drawn parts (mm)
Materials
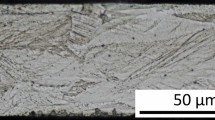
In this paper, hot-rolled TA1 pure Ti foils with the thickness (t) of 50 μm were employed, which are widely used as a micro-fabrication material. It has been found that the grain size and microstructure have a significant influence on the forming and fracture behavior of the sheet at the micro-scale, so that different grain sizes were achieved by annealing pure Ti foils with the thicknesses of 50 μm. Therefore, the as-received TA1 pure Ti foils were annealed at 600, 650, and 700 °C for 1 h under an argon gas protection atmosphere to obtain different grain sizes. The microstructural data of all samples were acquired by using a field emission scanning electron microscope (SEM) with a normal electron back-scattered diffraction (EBSD) detector at 20 kV. All samples were electrolytically polished in a solution of CH3OH/CH3(CH)2OH/HCLO4 = 30:17:3 at the polishing voltage of 40–50 V and the temperature of the polishing solution of – 30 to – 20 °C. Besides, all EBSD data were processed with the HKL Channel 5 software from HKL Technology. The microstructures of the as-received and the annealed specimens are shown in Fig. 3(a–d). It can be clearly seen that these as-received Ti foils were distributed with fine grains whose size increased significantly with the increase in annealing temperature. The EBSD data were used to measure the grain size of the foils at different annealing temperatures. The range of grain sizes and the corresponding average grain sizes for these foils are shown in Table 2.

Microstructure of the as-received and the annealed specimens a As-received b 600 °C /1 h c 650 °C /1 h d 700 °C /1 h
Micro-tensile tests
The INSTON 5566 tensile test machine was used for room temperature tensile tests to obtain the mechanical properties of the as-received and the annealed specimens at different temperatures. Considering the stiffness of the thin samples, the samples for the uniaxial tensile test were cut into non-standard dimensions in the rolling direction [23], as shown in Fig. 4. The video extensometer was used for precision measurement of the strain. All tensile experiments were carried out at the speed of 0.5 mm/min., and each group was repeated three times to reduce experimental error.

Dimensions of the tensile testing sample (mm)
Micro-deep drawing design and procedure
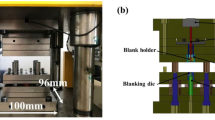
The desktop micro-forming test machine DT-C324 was utilized for MDD tests, as shown in Fig. 5a, and the key parameters of the first stage of drawing are shown in Fig. 5b. To mitigate the influence of the deformation of the blank during handling and effectively improve the positioning accuracy of the central axis between the blank and the punch during the MDD process, this test is based on a combination of blanking and drawing process. Firstly, the blanking holder and the blanking die move downward at the speed of 0.05 mm/s to contact the blanking punch for the completion of the blanking. During this process, the die stayed still as a blanking punch, and a raw blank was cut for the following drawing process. After that, the drawing punch moves down to contact the blank for the completion of the drawing, and at the end of the drawing, a microcup with a round bottom with ϕ = 1 mm can be achieved.

a Desk-top servo press machine DT-C324 b MDD drawing process sketch
For multi-stage micro-part forming, the first-stage MDD produces a cup with the diameter of 1 mm, while the redrawing process is available for a cup of 0.8 mm. Then, the second-stage drawn cup is redrawn to obtain the final micro-drawn part with the diameter of 0.6 mm. The schematic view of third-stage MDD process is shown in Fig. 6. In the process of multi-stage MDD, a pressure sensor with the range of 10 KN was used to collect data and transmit the drawing force to the computer for data analysis. Each group of MDD tests was carried out for five times, and the average values were obtained for analysis. The MDD speed of each stage was set to 0.05 mm/s, and lubricant was added in each stage. The MDD cups with domed bottom were cleaned in the ultrasonic bath for 1 min, before and after the experiment, which was then air-dried and placed under the microscope for observation.

Schematic view of three-stage MDD process
Results and discussion
Deformation behavior
The drawing force is an important parameter in the multi-stage MDD process. Five repeated MDD tests were implemented for each stage of the drawing force, and the average values were taken for analysis. Figure 7 shows the drawing force–stroke curves for each stage of MDD, and it can be found that the overall trend of the drawing force curve at each stage is the same. The variation of the drawing force with stroke at the first stage is shown in Fig. 7a, and the variation of the entire stroke can be described by using four characteristic points. Firstly, the force generated due to the contact between the punch and the blank changes until Point A; at this stage, the drawing force is mainly dominated by the bending resistance of the blank with low growth rate [24]. From the continuous increase in the stroke, it can be found that the change in the drawing force increases significantly from Point B. The thicker flange was drawn into the gap between the punch and the die during the drawing process, causing the drawing force to increase rapidly to the peak point C [25]. At the last stage, the drawing force gradually decreases to a nonzero point D [26], and the entire drawing process was completed. Moreover, the variation of the drawing force with stroke at the second-stage and the third-stage can be observed, as shown in Fig. 7b and c, respectively. The overall characteristics of the variation curve of the drawing force at these two stages remain the same, and the variation of the drawing force is significantly higher than that at the first stage, indicating that the degree of drawing deformation at this stage is significantly higher than that at the first stage.

Variations of drawing force with stroke during MDD a The first-stage b The second-stage c The third-stage
In addition, it is also observed from Fig. 7 that the drawing force decreases with the increase in annealing temperature. The change in drawing force reflects the strength of the material, which has a close relationship with the structural characteristics of the material. Figure 8 illustrates the comparisons of the typical true stress–strain tensile curves of the as-received and the annealed specimens, respectively. It can be found that the flow stress decreases with the annealing temperature. The variation of the deformation load at different annealing temperatures can be explained based on the grain boundary strengthening behavior [27] and the surface layer model [28]. For the Hall–Petch relation, the characteristics of grain boundary are closely related to the effect of grain size on material strengthening during deformation process. The grain boundaries prevent slip transfer, further leading to dislocation accumulation and grain boundary strengthening effect. It can be seen that with the increase in annealing temperature, the grain size increases, and the grain boundary strengthening effect decreases gradually, causing a reduction in flow stress. In addition, for the blanks with the same thickness of Ti foils, the increase in grain size leads to the increase in the fraction surface grain. In the process of deformation, the surface grains have few constraint forces than that of the inner grains, indicating that the flow stress is low. Therefore, in the multi-stage MDD process, with the increase in grain size, the strength of the material decreases, and the drawing force decreases gradually.

True stress and strain curves of the as-received and the annealed pure Ti foils
As can be seen from Fig. 8, the total elongation of the material decreases with the increase in annealing temperature. With the increase in annealing temperature, the grain size increases gradually, and the number of grains in the thickness direction decreases [29]. In the process of plastic deformation, the decrease in the number of grains in the thickness direction may lead to the rapid growth of microcracks and the decrease in elongation. It was observed that for the specimens annealed at the temperature of 700 °C, the fracture occurred in the MDD process of the second stage, as shown in Fig. 7b. This is because that when the annealing temperature reaches 700 °C, there is only one or even less than one complete grain in the thickness direction of the specimen, and fracture occurs during the fast development of microcracks in the MDD process. In addition, at the end of each stage of deep drawing, the drawing force will not be zero due to the stored strain energy. With the removal of the deep drawing punch from the blank, the stored strain energy was released, and the deep drawing cup springs back. The nonzero value of the curve at the three stages decreases gradually at the end of drawing, showing that the strain energy stored at the end of drawing decreases gradually, and the springback effect of drawing cup decreases gradually.
Quality evaluation of the formed cups
Figure 9 illustrates the side view of the drawn cups after the first-stage drawing of the as-received pure Ti foil annealed at different temperatures. It can be seen that the drawn cups of the as-received pure Ti foil exhibit serious wrinkling around the mouth of the cup (Fig. 9a), indicating that the forming properties of the as-received blank are poor. At the annealing temperature of 600 °C, as shown in Fig. 9b, the number of wrinkles is significantly reduced, and a few minor wrinkles were seen on the surface of the cup. With the further increase in the annealing temperature, for the foils annealed at 650 and 700 °C, the non-uniformity of the deformation is increased, and the wrinkling becomes increasingly significant (Fig. 9(c–d)).

Side view of the first-stage drawn cups a As-received b Annealed of the 600 °C cAnnealed of the 650 °C d Annealed of the 700 °C
Figure 10 shows the side view of the drawing cups after the second-stage drawing of the as-received blanks annealed at different temperatures. It can be clearly seen that the second-stage drawing cups of the as-received blank (Fig. 10a) and at the annealing temperature of 650 °C (Fig. 10c) are all featured by the wrinkling at the cups’ surfaces. However, at the annealing temperature of 600 °C, as shown in Fig. 10b, the wrinkles on the surfaces of the cups can hardly be seen, showing better forming effect. In addition, the drawing fracture occurs on the drawn cup during the second stage of MDD with the specimen annealed at 700 °C (Fig. 10d), indicating the poor forming effect.

Side view of the second-stage drawn cups a As-received bAnnealed of the 600 °C cAnnealed of the 650 °C d Annealed of the 700 °C
Figure 11 shows the side and top view of the final micro-drawn parts after the third-stage drawing of the as-received blanks annealed at different temperatures. It can be seen that the formed parts of the as-received blank after three-stage MDD have a few wrinkles and a slight fracture at the cup mouth (Fig. 11a). The final micro-part with the specimen annealed at 600 °C showed almost no wrinkles (Fig. 11b), but the wrinkles increase gradually with the increase in annealing temperature from 600 to 650 °C (Fig. 11c). Therefore, it can be found that the annealing temperature of 600 °C for Ti foil provides micro-drawn cups with better forming properties.

Side and top view of the final drawn cups a As-received b Annealed of the 600 °C c Annealed of the 650 °C
Through the comparison of the appearance features of three-stage MDD cups, it can be seen that the number and size of the wrinkles on the final formed part were reduced compared with the first-stage drawn cups. Because the clearance between punch and die decreases gradually in the process of multi-stage MDD, the larger wrinkles were pressed into the narrower gap, generating the “ironing effect” [30].
The ratio of CH/CD is essential to reflect the forming behavior of the sheets. In this paper, Eq. 1 was employed to determine the average height of the final micro-drawn parts. The definitions of both the smallest and the largest cup height expressed in Eq. 1 are shown in Fig. 12a.
where Have represents the average cup height and HL and HS stand for the largest and the smallest cup height, respectively. Equation 2 was used to compute the average cup outer diameter. The definitions of Diameter 1 (ϕ1) and Diameter 2 (ϕ2) expressed in Eq. 2 are shown in Fig. 12b.
where ϕave represents the average outer diameter and ϕ1 and ϕ2 stand for Diameter 1 and Diameter 2, respectively.

Measurement of the final micro drawn cup a Height and b Outer diameter
Figure 13 presents the comparison between the average cup heights and the outer diameters of the final micro-drawn cups with as-received and annealed blanks. It can be clearly seen that the final micro-drawn cups were slightly spring back, resulting in the cup height and outer diameter lower and higher than the predetermined values, respectively. Moreover, it can be found that the average cup heights are very close regardless of the annealed temperatures, and the average outer diameter also shows the same characteristics. The ratio of the average cup heights to the average cup out diameters (\( (H_{{{\text{ave}}}} ,\,\phi _{{{\text{ave}}}} ) \)) is around 1.6 regardless of the as-received or annealed specimen. Therefore, micro-drawn parts with high CH/CD ratio at room temperature can be manufactured based on the three stages of deep drawing.

The plot of the average cup height and out diameter
Defects analysis
In deep drawing, wrinkling and cracking have always been the major defects of the final drawn parts. In particular, in the process of MDD, minor wrinkles have more significant influence on the quality of formed part. Wrinkling refers to the formation of uneven wrinkles in the tangential direction in the flange deformation area during deep drawing, which generally occurs at the early stage of deep drawing. There are several factors influencing wrinkling, including the mechanical properties of the material [31], the relative thickness of the material in the flange part [32], the degree of deformation [33], and the geometry of tooling [34]. The application of a suitable blank holding force has been proven to be the main measure to prevent wrinkling [16]. However, in the MDD process, it is rather difficult to select the appropriate blank holder force due to the extremely thin blank. Therefore, in this paper, the high-quality micro-drawn cup was manufactured by altering the mechanical properties of the material and reducing the degree of deformation.
In this paper, the formability of micro-drawn cups can be effectively improved by annealing the blanks at different temperatures. Figure 14 shows the recrystallization trend of pure Ti foil at different annealing temperatures. It can be observed that there are a large number of deformed grains in the as-received pure Ti foil with high grain aspect ratio (Fig. 10a). The elongated grain has higher lattice distortion energy [35], inducing inhomogeneous deformation during MDD. At the annealing temperature of 600 °C, as shown in Fig. 14b, the degree of recrystallization is significantly enhanced, and the number of deformed grains is obviously reduced. In this process, the uniformly recrystallized grains contribute to a more homogeneous deformation during MDD, which is beneficial to suppress the wrinkling [36]. When the annealing temperature is further increased to 650 °C, as shown in Fig. 14c, the recrystallized grains grow abnormally, and the distribution of different grains becomes uneven, resulting in the inhomogeneous and localized deformation of coarse grains, and the wrinkling can be easily reached.

Recrystallization microstructure of the as-received and the annealed specimens a As-received b Annealed of the 600 °C c Annealed of the 650 °C
When the annealing temperature reaches 700 °C, the average grain size of the specimen can be as high as 54 μm. At this time, the average grain size is larger than specimen’s thickness and each grain will play a significant role in the MDD deformation [37]. Consequently, it may easily generate wrinkles and even fracture due to inhomogeneous and localized deformation. Figure 15 shows the drawn cup of the second-stage MDD of the specimen at the annealing temperature of 700 °C, and it can be seen that significant drawing fracture occurred at the mouth of the cup. The reason for the fracture lies in the large wrinkle at the mouth of the MDD drawn cup at the first stage, and the wrinkle was pulled into the narrower gap between the punch and the die at the second stage of the MDD process, resulting in the fracture eventually.

Side view of the second-stage drawn cup with the annealed of the 700 °C
Moreover, the wavy-shaped edges, i.e., earing, formed at the mouth of micro-drawn cups have a significant impact on the quality of the final formed part [38]. The wavy edges of the as-received formed cup after different stages of MDD are shown in Fig. 16, and it can be seen that the wavy edges at the open end are formed during the second stage and the third stage of MDD. The deformation texture in different directions of the as-received blank causes anisotropy in the deformation process, resulting in the occurrence of earing. Furthermore, with the increase in drawing stages, the development of earing increases gradually. The height difference of the ear develops more significantly after the second stage and the third stage of MDD, which is mainly because that the material deformation of multi-stage MDD is larger than that of single-stage MDD.

Side view of the drawn cup of the as-received at each stage
Conclusions
In this paper, a multi-stage MDD system was designed for the micro-drawn cups with high quality and high drawing ratio. The effects of deformation behavior, microstructure characteristics, and grain size of pure Ti foil at different stages on the formability of the MDD cups were investigated, and the optimal annealing temperature for the formation of high-quality and high-drawing-ratio drawn parts was obtained. Based on the present work, the following conclusions are drawn:
-
(1)
Grain size has a significant effect on drawing force during the deep drawing of the multi-stage MDD process. The fraction of the surface grains and the grain boundary increases with the increase in grain size, resulting in the decrease in drawing force and flow stress. Moreover, the change in drawing force at the second and third stages is significantly greater than that at the first stage, indicating that larger deformation has occurred at the second and third stages of MDD process.
-
(2)
The as-received pure Ti has a poor formability and suffers a slight fracture problem on the final multi-stage drawn cup. The final formed cups with Ti foils annealed at 600 °C have almost no wrinkles. However, within the annealing temperature range from 600 °C to 650 °C, serious wrinkles increase gradually, and the inhomogeneous and localized deformation of coarse grains leading to the wrinkling can be easily reached.
-
(3)
The multi-stage MDD can effectively mitigate the wrinkling trend of the final formed cup. With the progress of multi-stage MDD, the clearance between punch and die gradually decreases, and the wrinkles are pulled into the narrower gap, resulting in "ironing effect" and weakening the wrinkle phenomenon.
-
(4)
The recrystallization degree of pure Ti foil increases significantly with the increase in annealing temperature, and the number of deformed grains is greatly reduced. A uniform distribution of equiaxed grains can be observed in the specimens annealed at 600 °C, and the uniformly recrystallized grains contribute to a more homogeneous deformation during MDD, which is beneficial to the suppression of the wrinkling.
-
(5)
The wrinkling and earing lead to a significant decline of the quality of multi-stage micro-drawing cups. Significant drawing fracture occurred at the mouth of the cup at the second stage of MDD with the specimen annealed at 700 °C. The ear phenomenon becomes more serious in multi-stage MDD, and the height difference in the ear develops more significantly after the second and third stages of MDD.
-
(6)
Appropriate selection of annealing temperature and the number of drawing stages is very important for the micro-drawing cups with high quality and high drawing ratio. In the present work, the annealing of Ti foils at 600 °C and the three-stage MDD are available for the micro-drawn parts with high quality and high CH/CD ratio.
References
Tao K, Tang LH, Wu J, Lye SW, Hl C, Miao JM (2018) Investigation of multimodal electret-based mems energy harvester with impact-induced nonlinearity. J Microelectromech S 27(2):276–288. https://doi.org/10.1109/JMEMS.2018.2792686
Persano A, Quaranta F, Taurino A, Siciliano PA, Iannacci J (2020) Thin film encapsulation for RF MEMS in 5G and modern telecommunication systems. Sensors 20(7):2133. https://doi.org/10.3390/s20072133
Mallik S, Chowdhury D, Chttopadhyay M (2019) Development and performance analysis of a low-cost MEMS microphone-based hearing aid with three different audio amplifiers. Innov Syst Softw Eng 15:17–25. https://doi.org/10.1007/s11334-019-00325-7
Xu J, Wang XW, Wang CJ, Yuan L, Chen WJ, Bao JX, Su Q, Xu ZH, Wang CJ, Wang ZL, Shan DB, Guo B (2020) A Review on Micro Nanoforming to Fabricate Metallic Structures. Adv Mater 33(6): 5. doi: https://doi.org/10.1002/adma.202170044.
Jiang ZY, Zhao JW, Xie HB (2017) Microforming technology. Academic Press
Cao J, Brinksmeier E, Fu MW, Gao RX, Liang B, Merklein M, Schmidt M, Yanagimoto J (2019) Manufacturing of advanced smart tooling for metal forming. CIRP Ann - Manuf Techn 68(2): 22. doi: https://doi.org/10.1016/j.cirp.2019.05.001.
Fu MW, Zheng JY, Meng B (2018) A review of progressive and compoundforming of bulk microparts by using sheet metals. Matec Web Conf 190(2):01001. https://doi.org/10.1051/matecconf/201819001001
Fu MW, Wang JL (2021) Size effects in multi-scale materials processing and manufacturing. Int J Mach Tool Manu 167:103755. https://doi.org/10.1016/j.ijmachtools.103755
Fang Z, Jiang ZY, Wang XG, Zhou CL, Wei DB, Liu XH (2015) Grain size effect of thickness/average grain size on mechanical behavior, fracture mechanism and constitutive model for phosphor bronze foil. Int J Adv Manuf Technol 79(9–12):1905–1914. https://doi.org/10.1007/s00170-015-6928-2
Jiang ZY, Zhao JW, Lu HN, Wei DB, Manabe KI, Zhao XM, Zhang XM, Wu D (2017) Influences of temperature and grain size on the material deformability in microforming process. Int J Mater Form 10: 753–764. doi: https://doi.org/10.1007/s12289-016-1317-4
Wang CJ, Cheng LD, Liu Y, Zhang H, Wang Y, Shan DB, Guo B (2019) Research on micro-deep drawing process of concial part with ultra-thin copper foil using multi-layered DLC film-coated die. Int J Adv Manuf Technol 100:569–575. https://doi.org/10.1007/s00170-018-2757-4
Çetin ME, Cora ÖN, Sofuoğlu H (2020) Micro deep drawability of the superplasticZn–22Al alloy at a high strain rate and room temperature. J Eng Mater Technol 142(1):011008. https://doi.org/10.1115/1.4044440
Zha CL, Chen W (2019) Theories and experiments on effects of acoustic energy field in micro-square cup drawing. Int J Adv Manuf Technol 104:4791–4802. https://doi.org/10.1007/s00170-019-04338-1
Zhao JW, Wang T, Jia FH, Li Z, Zhou CL, Huang QX, Jiang ZY (2021) Experimental investigation on micro deep drawing of stainless steel foils with different microstructural characteristics. Chin J Mech-En 34(2):1174. https://doi.org/10.1186/s10033-021-00556-5
Shimizu T, Ogawa M, Yang M, Manabe KI (2014) Plastic anisotropy of ultra-thin rolled phosphor bronze foils and its thickness strain evolution in micro-deep drawing. Mat Des 56:604–612. https://doi.org/10.1016/j.matdes.2013.11.048
Gong F, Yang Z, Chen Q, Xie ZW, Yang S (2015) Influences of lubrication conditions and blank holder force on micro deep drawing of C1100 micro conical-cylindrical cup. Precisi Eng 42:224–230. https://doi.org/10.1016/j.precisioneng.2015.05.004
Luo L, Wei DB, Zu GQ, Jiang ZY (2021) Influence of blank holder-die gap on micro-deep drawing of SUS304 cups. Int J Mech Sci 191:106065. https://doi.org/10.1016/j.ijmecsci.2020.106065
Behrens G, Trier FO, Tetzel H, Vollertsen F (2016) Influence of tool geometry variations on the limiting drawing ratio in micro deep drawing. Int J Mater Form 9:253–258. https://doi.org/10.1007/s12289-015-1228-9
Zhang ZC, Chen N, Furushima T, Li B (2018) Deformation behavior of metal foil in micro pneumatic deep drawing process. Proc Manuf 15:1422–1428. https://doi.org/10.1016/j.promfg.2018.07.339
Shimizu T, Murashige Y, Iwaoka S, Yang M, Manabe KI (2013) Scale dependence of adhesion behavior under dry friction in progressive micro-deep drawing. J Solid Mech Mater Eng 7(2):251–263. https://doi.org/10.1299/jmmp.7.251
Zhu CX, Xu J, Yu HP, Shan DB, Guo B (2021) Size effect on the high strain rate micro/meso-tensile behaviors of pure titanium foil. J Mater Res Technol 11:2146–2159. https://doi.org/10.1016/j.jmrt.2021.02.022
Wang S, Niu L, Chen C, Pang Y, Liao B, Zhong ZH, Lu P, Li P, Wu XD, Coenen JW, Cao LF, Wu YC (2018) Size effects on the tensile properties and deformation mechanism of commercial pure titanium foils. Mater Sci Eng A 730:244–261. https://doi.org/10.1016/j.msea.2018.06.009
Tang XF, Peng LF, Shi SQ (2019) Fu MW (2019) Influence of crystal structure on size dependent deformation behavior and strain heterogeneity in micro-scale deformation. Int J Plasticity 118:147–172. https://doi.org/10.1016/j.ijplas.2019.02.004
Jia FH, Zhao JW, Luo L, Xie HB, Jiang ZY (2017) Experimental and numerical study on micro deep drawing with aluminium-copper composite material. Procedia Eng 207:1051–1056. https://doi.org/10.1016/j.proeng.2017.10.1129
Gong F, Guo B (2013) Effects of solid lubrication film on SKD11 in micro sheet forming. Surf Coat Technol 232:814–820. https://doi.org/10.1016/j.surfcoat.2013.06.103
Luo L, Jiang Z, Wei D, Manabe KI, Sato H, He XF, Li PF (2015) An experimental and numerical study of micro deep drawing of SUS304 circular cups. Manuf Rev 2:27. https://doi.org/10.1051/mfreview/2015029
Chan WL, Fu MW (2011) Experimental studies and numerical modeling of the specimen and grain size effects on the flow stress of sheet metal in microforming. Mater Sci Eng A 528(25–26):7674–7683. https://doi.org/10.1016/j.msea.2011.06.076
Fang Z, Jiang ZY, Wang XG, Zhou CL, Wei DB, Liu XH (2015) Grain size effect of thickness/average grain size on mechanical behaviour, fracture mechanism and constitutive model for phosphor bronze foil. Int J Adv Manuf Technol 79(9–12):1905–1914. https://doi.org/10.1007/s00170-015-6928-2
Nie DM, Lu Z, Zhang KF (2017) Grain size effect of commercial pure titanium foilson mechanical properties, fracture behaviors and constitutive models. J Mater Eng Perform 26:1283–1292. https://doi.org/10.1007/s11665-017-2559-0
Gau JT, Teegala S, Huang KM, Lin HTJ (2013) Using micro deep drawing with ironing stages to form stainless steel 304 micro cups. J Manuf Process 15:298–305. https://doi.org/10.1016/j.jmapro.2013.01.009
Ma X, Lapovok R, Gu C, Molotnikov A, Estrin Y, Pereloma EV, Davies CHJ, Hodgson PD (2009) Deep drawing behaviour of ultrafine grained copper: modeling and experiment. J Mater Sci 44:3807–3812. https://doi.org/10.1007/s10853-009-3515-7
Fu MW, Yang B, Chan WL (2013) Experimental and simulation studies of micro blanking and deep drawing compound process using copper sheet. J Mater Processing Technol 213(1):101–110. https://doi.org/10.1016/j.jmatprotec.2012.08.007
Wang GF, Li Y, Liu SY, Yang JL, Yang M (2018) Micro deep drawing of T2 copper foil using proportional decreased tools. Int J Adv Manuf Technol 95(1–4):277–285. https://doi.org/10.1007/s00170-017-1111-6
Fu MW, Chan WL (2011) Geometry and grain size effects on the fracture behavior of sheet metal in micro-scale plastic deformation. Mater Design 32(10):4738–4746. https://doi.org/10.1016/j.matdes.2011.06.039
Liu N, Wang Y, He WJ, Chapuis A, Luan BF, Liu Q (2018) Microstructure and textural evolution during cold rolling and annealing of commercially pure titanium sheet. T Nonferr Metal Soc 28(6):1123–1131. https://doi.org/10.1016/S1003-6326(18)64748-X
Zhao JW, Huo MS, Ma XG, Jia FH, Jiang ZY (2019) Study on edge cracking of copper foils in micro rolling. Mater Sci Eng A 747:53–62. https://doi.org/10.1016/j.msea.2019.01.048
Molotnikov A, Lapovok R, Gu CF, Davies CHJ, Estrina Y (2012) Size effects in micro cup drawing. Mater Sci Eng A 550:312–319. https://doi.org/10.1016/j.msea.2012.04.079
Li WT, Fu MW, Wang JL, Meng B (2016) Grain size effect on multi-stage micro deep drawing of micro cup with domed bottom. Int J of Precis Eng and Man 17(6):765–773. https://doi.org/10.1007/s12541-016-0094-9
Acknowledgements
This work was supported by the Shanxi Province Unveils Bidding Project (20201101020).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Handling Editor: Megumi Kawasaki.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Han, P., Xing, Y., Yuan, G. et al. Experimental investigation of the multi-stage micro-deep drawing of pure titanium foils with different grain sizes. J Mater Sci 57, 15094–15108 (2022). https://doi.org/10.1007/s10853-022-07556-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-022-07556-3