
Abstract
An easily peelable coating was prepared using silane-terminated polyurethane dispersions (SPUDs) and UiO-66 catalyst (a zirconium(IV)-based metal–organic framework), to capture and decompose the nerve agent simulant, methyl paraoxon (MPO), at room temperature. SPUDs were used as the binder. The peel strength of the SPUD film containing UiO-66 decreased with increasing UiO-66 content, and the film with 40 wt% UiO-66 could not be easily peeled off. In contrast, the SPUD/PVB/UiO-66 peelable coating film could be easily peeled off. With increasing UiO-66 content, the Young’s moduli of the SPUD/UiO-66 and SPUD/PVB/UiO-66 coating films gradually increased, while the elongation decreased. The increase in the glass transition temperature was less than approximately 5%, depending on the UiO-66 content of the SPUD/UiO-66 film. Two peaks of tan δ appeared for the SPUD/PVB/UiO-66 coating film. As the UiO-66 content increased, the second peak shifted to the right. This could be attributed to the bond strength between the mixed polymeric binder and the nanoparticles. Furthermore, MPO decomposition by the SPUD/PVB/UiO-66 coating film increased with increasing UiO-66 content. These findings suggest the possibility of the development of a peelable coating film for the capture and decomposition of MPO.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Metal–organic frameworks (MOFs) have a porous crystalline structure and inherent properties of hybrid solids such as low density and high surface area. MOFs are used in a variety of applications such as sensing [1], catalysis [2, 3], gas separation [4], gas storage [5], drug delivery [6], and the removal of toxic substances [7]. In particular, UiO-66 is composed of twelve 1,4-benzenedicarboxylic acid linkers coordinated to the metal atoms of Zr6O4(OH)4 octahedra, resulting in a highly packed face-centered cubic structure [8].
Recently, nanosized MOF particles have been studied [9,10,11,12]. The nanostructures of porous MOFs provide higher efficiency because of a larger external surface area. In particular, the studies on the decomposition of organic phosphates, which are used as nerve agent simulant, by UiO-66 are crucial for industrial and military researches. The coating of such a catalyst with a nanosized MOF that dispersed in a polymer coating has a wide range of application. Recently, zirconium-based MOFs have been extensively studied owing to their high thermal, mechanical, and hydrolytic stabilities. Extensive research has been conducted to determine the thermal, mechanical, and viscoelastic properties of peelable coatings containing MOF particles. Alternatively, the decomposition of methyl paraoxon (MPO) using a polyurethane coating, in which MOF-structured UiO-66 was dispersed, has been evaluated in some of the studies.
To use the UiO-66 catalyst in polymer coating films, the selection of the binder is important. For military and industrial applications, the polymer coating films may be applied as a peelable coating on a substrate, dried, and then peeled easily. Peelable coatings as temporary protective coatings are mainly used to protect surfaces during the manufacture, assembly, and transportation of products and components. These coatings are used to prevent surface damage and to simplify the cleaning operation. Peelable coatings that are removable after drying can be prepared using rubber-based paints, poly(vinyl alcohol) (PVA) resin, poly(vinyl acetate) resin, poly(vinyl butyral) (PVB) resin, and waterborne polyurethane dispersions (WPUDs) [13,14,15,16]. WPUDs are environmentally friendly and are used in many applications such as coatings, adhesives, and finishes. When WPUD is used in the temporary protective coating of a product, it can be peeled easily after drying. Peelability is a very important factor for peelable coatings. WPUD coatings generally have a high peel strength because of low cohesion due to the lack of cross-linking. The film properties and adhesive properties of WPUDs are mainly determined by the polyol and polymer chain structures [17, 18]. Self-cross-linking has been induced by introducing a silanol group to improve the physical properties of WPUD. A few papers have reported on silane-terminated polyurethane dispersions (SPUDs) prepared by the acetone process [19]. Recently, studies on SPUD synthesis without the use of an organic solvent have been actively conducted [20].
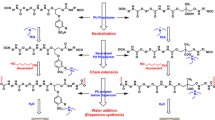
SPUDs are synthesized by the acetone process, in which waterborne PU is synthesized and dispersed in water to obtain waterborne SPUDs. The PU prepolymer terminated with the NCO group contains carboxylate in the backbone. The terminal NCO group of the PU prepolymer is reacted with (3-aminopropyl)triethoxysilane (APTES) to obtain a SPU capped with a silane group. Finally, waterborne SPUDs were obtained by dispersing in water. The characteristics of the SPUDs were determined by gel permeation chromatography (GPC), Fourier transform infrared (FTIR) spectroscopy, and particle size analysis of the synthesized SPUD binder.
This is a fundamental study on the application of a peelable coating to military equipment for preventing secondary pollution by capturing and decomposing pollutants and chemical agents. In this study, a UiO-66 catalyst with a nanoporous MOF structure was dispersed in SPUDs to fabricate a peelable coating. The polymer coating film was prepared by varying the UiO-66 content. The peel strength of the coating containing the functional catalyst for easy removal after drying was determined, and the tensile properties and viscoelastic behavior were studied. In addition, the performance of the UiO-66 catalyst in the polymer coating film in the decomposition of MPO was investigated.
Materials and methods
Materials
The following chemicals were used in the study: 2,2-bis(hydroxymethyl)propionic acid (DMPA, Sigma-Aldrich, USA), isophorone diisocyanate (IPDI, Sigma-Aldrich, USA), poly(tetrahydrofuran) (PTMG, Mn = ~ 1000 g/mol, Sigma-Aldrich, USA), acetone (Sigma-Aldrich, USA), ethylene glycol (EG, 99.8%, Sigma-Aldrich, USA), (3-aminopropyl)triethoxysilane (APTES, Sigma-Aldrich, USA), triethylamine (TEA, Sigma-Aldrich, USA), PVB (Sigma-Aldrich, USA), ethyl alcohol (EtOH, 99.5%, Samchun, Republic of Korea), 1-methyl-2-pyrrolidone (NMP, Sigma-Aldrich, USA), and dibutyltin dilaurate (DBTDL, 95%, Sigma-Aldrich, USA).
Terephthalic acid (98%, Sigma-Aldrich, USA), zirconium(IV) chloride (ZrCl4, ≥ 99.5%, Sigma-Aldrich, USA), N,N-dimethylformamide (DMF, ≥ 99.8%, Sigma-Aldrich, USA), hydrochloric acid (HCl, Sigma-Aldrich, USA), and EtOH (99.5%, Sigma-Aldrich, USA) were used for the synthesis of UiO-66. 4-Ethylmorpholine (4-EM, > 99.0%, TCI, Japan), MPO (Sigma-Aldrich, USA), and methanol (anhydrous, 99.8%, Sigma-Aldrich, USA) were used in the hydrolysis experiments.
Synthesis and characterization of waterborne SPUDs and UiO-66 (Zr(IV)-based MOF) catalyst
SPUDs were synthesized using the acetone method (Scheme 1). The DMPA-based WPUD affects the hard segment content of the synthesized WPUD and the mechanical properties of the peelable coating, depending on the molecular weight of poly(tetrahydrofuran) (PTMG) [21]. If the tensile strength is too high, the film will break; if the elongation is too high, the peelable coating film would peel off. Therefore, polyol was selected as PTMG to achieve intermediate values in both tensile strength and elongation for the peelable coating film. In addition, the silane group was introduced to increase the cross-linking density and hence increase the tensile strength. DMPA (12 g, 0.089 mol), NMP (15 g), and PTMG (164.56 g, ~ 0.165 mol) were charged into a 2-L double-jacketed glass reactor and stirred at 75 °C at 300 rpm for 15 min under argon atmosphere. IPDI (84.18 g, 0.379 mol) and DBTDL (catalyst, 0.16 wt% of the total solids (0.46 g)) were mixed and dropped over 5 min into the glass reactor, and the mixture was stirred at 300 rpm for 3 h. Then, EG (6.24 g, 0.101 mol) was slowly dropped and stirred at 300 rpm for 2 h. The reaction mixture was cooled to 40 °C, and 200 mL of acetone was added. Then, TEA (9.05 g, 0.089 mol) was dropped and stirred for 1 h. APTES (11.13 g, 0.050 mol) was slowly dropped, and the mixture was stirred at 300 rpm for 1 h. After lowering the temperature to room temperature, distilled water (432.53 g) was added to the mixture under stirring at 800 rpm so that the final solid content was approximately 38% (theoretically 40%). The mixture was then stirred at 1000 rpm for 1 h to disperse water. Rotary evaporation was performed at room temperature for 30 min to 1 h to remove the solvent.

Synthesis of waterborne silane-terminated polyurethane dispersions (SPUD)
UiO-66 was synthesized as follows: Terephthalic acid (0.86 mol, 142 g) and ZrCl4 (0.86 mol, 200 g) were added to 6266 mL of DMF (86 mol, 100 eq) in a 10-L glass bottle and stirred using a magnetic bar at room temperature for 2 h to dissolve the compounds. A 37 wt% HCl solution (0.86 mol, 95 g) was added, and the reaction was allowed to proceed in a 120 °C conventional oven for 24 h to dissolve the compounds. After diluting with DMF, the mixture was filtered, and a white precipitate was collected. The solid was washed with excess DMF and ethanol three times for 24 h each. Finally, the obtained UiO-66 was dried at 80 °C for 12 h (total yield: ~ 60%).
The number average molecular weight (Mn) and the polydispersity (Mw/Mn) were determined by GPC (PL-GPC 220, Agilent Technologies, USA) performed at 25 °C using THF as the eluent at a flow rate of 1 mL min−1 using polystyrene calibration standards. FTIR spectroscopy was performed in the transmittance mode (NICOLET 6700, Thermo Electron Co., USA) in the range of 600–4000 cm−1 with a resolution of 4 cm−1. The specimens were measured after forming KBR pellets. The particle size was measured using a particle size analyzer (ELS-Z2, Otsuka Electronics Co., Japan) at 25 °C in distilled water. The measurements were repeated three times, and the average size was recorded.
The structure of the synthesized UiO-66 was determined by field-emission scanning electron microscopy (FESEM SUPRA 55VP, Carl Zeiss, Germany). The crystalline phase of the synthesized powders was analyzed by powder X-ray diffraction (PXRD) spectroscopy (D8 Advance, Bruker, USA) performed at 45 kV and 100 mA using CuKα radiation with λ = 0.15406 nm in the 2θ angle range of 5°–40° with a step size of 0.02° at a scanning rate of 2° min−1. The specific surface area, total pore volume, and average pore size were measured using a Brunauer–Emmett–Teller (BET) instrument (ASAP-2010, Micromeritics Instrument Corporation, USA). All the samples were analyzed by the BET method after pretreatment at 200 °C for 6 h in vacuum.
Preparation of the peelable coating material
First, UiO-66 was dispersed in EtOH at a solid content of 10% using a paste mixer (ARV-310, Thinky, Japan) at 2000 rpm for 10 min. Then, PVB was dissolved in EtOH at a solid content of 20% using the paste mixer at 2000 rpm for 30 min. Subsequently, the dispersed UiO-66 nanoparticles were added in stages to the SPUD solution corresponding to the wt% equation below [Eqs. (1) and (2)].
where
Here, \( W_{UiO 66} \) is the weight of UiO-66 nanoparticles dispersed in EtOH, \( W_{PVB} \) is the weight of PVB in the PVB solution, and \( W_{SPUDs} \) is the weight of SPU in the SPUDs. Five coating films were prepared by varying the UiO-66 content (10, 20, 30, 40, and 60 wt% with respect to the binder content as Table 1).
Two types of binders were used: (a) SPUD and (b) SPUD/PVB (70:30). In the case of mixed binder, the SPUD and PVB solutions were mixed using the paste mixer at 2000 rpm for 10 min. Then, the mixture was allowed to stand for 30 min. Finally, UiO-66, SPUD and PVB mixture, and EtOH were blended using the paste mixer at 2000 rpm for 3 min. The solid content of the mixture was approximately 10%.
Fabrication of peelable coating
In order to replicate the actual application of the peelable coating (i.e., as the outmost layer on the painted steel of a military tank), we applied a matte enamel paint (thickness: 50 µm, Noroo Paint, Republic of Korea) on a corona-treated PET film (thickness: 100 µm) and dried it at room temperature for 3 days. The coating specimen for the peel test was spray-coated onto the painted PET film using a commercial spray gun (LPH-80, ANEST IWATA, Japan) with a nozzle size of 1.2 mm and a pressure of 0.1 MPa (Scheme 2). This allowed us to measure the bonding force between the peelable coating and the paint layer.

Preparation of a peelable coating on a paint-coated substrate
The structure and morphology of the coating layer on the PET film were observed by FESEM (SUPRA 55VP, Carl Zeiss, Germany). The sample was dried in a vacuum oven at 60 °C for 12 h to remove moisture, and the cross section and surface were observed.
Determination of mechanical properties of the peelable coating film
Peel test
The 180° peel test was performed using a texture analyzer (TA-TX plus, Micro Stable Systems, UK) at a speed of 300 mm min−1, temperature of 23 °C, and 50% relative humidity. The specimens coated on the substrates were prepared with a width of 25 mm after drying for 12 h at room temperature. In the time–load graph, the average load of the peak for a certain time interval is defined as the peel strength, and the average load of the depth, which is the height of the peak for the same interval, is calculated as drop-off. The applied force was recorded in N for three different runs, and the peel strength was calculated as the average force for a width of 25 mm (N/25 mm).
Tensile test
The tensile test was conducted using a universal testing machine (AllroundLine Z010, Zwick Co., Germany) according to ASTM D 638-14 at a crosshead speed of 300 mm min−1 at room temperature.
The specimens were prepared according to the dimensions of ASTM D638-14 Type IV specimens using a sample-cutting machine (WL1200 J, Withlab, Korea). Three specimens were measured to determine the tensile properties.
Viscoelastic properties
The temperature dependence of the dynamic storage modulus (G′) and the tan δ values of the adhesives were evaluated by dynamic mechanical analysis (DMA Q800, TA instruments, USA) in the film-tension mode in the temperature range of − 50 °C to 150 °C at a heating rate of 5 °C min−1, strain rate of 0.1%, and frequency of 1 Hz. Flat specimens with approximately 11–13 mm length, 10 mm width, and 0.1 mm thickness were prepared.
Evaluation of hydrolysis of MPO
The hydrolysis experiments were performed at room temperature. In the case of coating films, rectangular specimens with a size of 10 × 10 × 0.015 mm (width × length × thickness) were prepared. The specimens were placed in 1 mL of a 4-EM aqueous solution (0.45 M) in a 1.5-mL vial, and MPO (6.2 mg, 0.025 mmol) was added to the suspension. A 20-µL aliquot was extracted from the reaction mixture and diluted with an aqueous solution of 4-EM (10 mL, 0.45 M). The hydrolysis reaction was observed by monitoring the formation of p-nitrophenoxide, which is the hydrolysis product of MPO, at λmax = 407 nm by UV–visible spectroscopy (UV-2550, Shimadzu, Japan) [22,23,24].
Results and discussion
Characterization of waterborne SPUDs and UiO-66 catalyst
The reaction was monitored by performing FTIR spectroscopy of the reaction mixture during the synthesis. The FTIR spectra of the WPU prepolymer and the synthesized SPUDs are shown in Fig. 1a–c. Three hours after the commencement of the synthesis, prepolymer I and TEA were added, followed by the addition of prepolymer II (after approximately 5 h) and APTES (Scheme 1a–c). In the final product formed after the addition of APTES to the prepolymer, the NCO group was capped with silicon. Thus, the peak at 2262 cm−1 disappeared. The intensity of the peak of the carbonyl group (C=O) and amino group (NH) of urethane slightly increased [25]. Figure 1c shows that the C = O group of both PU and esters gives rise to very strong peaks at 1714 cm−1. The peaks for the OH stretching vibration were observed at 2948 cm−1, while those for the bending vibration were observed at 1467 and 1116 cm−1. Strong peaks for the stretching vibration appeared at 3332 cm−1 for NH3, 1714 cm−1 for C = O, and 1240 cm−1 for CN, while the in-plane bending vibration peak of NH appeared at 1540 cm−1, indicating the presence of polyuria groups (–NH–CO–NH–) [26, 27]. In addition, the symmetric stretching and bending vibrations of Si–O–Si networks were observed at 958 and 773 cm−1, respectively [20, 25, 28].

FTIR spectra of specimens in the synthesis of SPUD: (a) prepolymer I, (b) prepolymer II (chain extension), (c) final production (after capping)
As the k value (equilibrium constant) of the chemical reaction for the conversion of the ethoxy group of APTES to Si–OH after silane capping was not zero, the molecular weight and particle size of prepolymer II rather than those of the final product were measured. The measured Mw of prepolymer II was ~ 5500, and the particle size was ~ 150 nm.
The morphology and size of UiO-66 were investigated by FESEM (Fig. 2a). The PXRD profile of the synthesized UiO-66 is shown in Fig. 2b. The two most intensive peaks at 2θ = 7.3° and 8.5° can be indexed to the (111) and (200) crystal planes and are consistent with the previous reports [12, 29]. The BET specific surface area, total pore volume, and pore diameter were found to be 1075 m2 g−1, 0.37 cm3 g−1, and 1.39 nm, respectively.

a FESEM images of synthesized UiO-66 and b PXRD profile of UiO-66 catalysts
Morphology of SPUD/UiO-66 peelable coating film
The cross sections of the SPUD/UiO-66 coating coated on painted substrates were observed to determine the distribution of the UiO-66 catalyst. The FESEM images are shown in Fig. 3. With increasing UiO-66 content, its dispersion in the polymer matrix improved. At a UiO-66 content of 60 wt%, the polymer binder content is low, and the cross section shows an empty space in the matrix after drying because of the aggregation of the UiO-66 catalyst. The surface porosity of the SPUD/PVB/UiO-66 coating film increased with increasing UiO-66 catalyst content (Fig. S1). This is because the content of the polymeric binder relatively decreased, which led to the polymer matrix acting as a bridge, resulting in the generation of many empty spaces.

Cross-sectional FESEM images of SPUD/UiO-66 film, with a SPUD b 10 wt%, c 20 wt%, d 30 wt%, e 40 wt%, and f 60 wt% UiO-66, at ~ × 400 magnification
Mechanical properties of the peelable coating film
Peel strength
In general, SPUDs show excellent adhesion to a variety of surfaces including PVC, glass, and steel substrates. This could be because of the reaction of the siloxane end group with the substrate surface. Fu et al. reported that the peel strength of a SPU film could be controlled by adjusting the molecular weight of polypropylene glycol during the synthesis of the SPU film for use as a pressure-sensitive adhesive [30]. For application in temporary protective coatings, the level of adhesion should be contained low enough to peel off from the substrate. Many temporary protective coatings are mainly composed of a polymer in an aqueous phase that can be easily removed from the substrate upon drying. In other cases, an additive is added to control the adhesion and viscosity [14, 31,32,33,34,35].
First, the average peel strengths were measured for commercial peel-off products using various types of resins such as rubber, PVA, and PVB. All the films were coated onto painted substrates (Fig. 4a). In the case of a peelable coating, a certain film thickness was required for ease of peeling without stretching and tearing. The film could be easily removed from a glass substrate up to thickness of at least 500 µm [14]. The peel strength was measured according to the thickness of the rubber-based resin. When the thickness was more than or equal to 150 μm, the film could no longer be elongated (Fig. S2). The thickness of all the specimens was approximately 150 μm (standard deviation: ~ 50 μm). Figure 4a shows that the peel strength of rubber and the PVA resin is approximately 5 N/25 mm, whereas the average peel strength of the others is below 5 N/25 mm. Therefore, the peelable film had an average peel strength of ≤ 5 N/25 mm and could be easily peeled off.

Peel average for a various peelable coatings and b SPUD/UiO-66 and SPUD/PVB/UiO-66 peelable coating
According to Fig. 4b, the peel strength of the peelable coating film is affected by the content of the added catalyst. The average peeling force was affected by the catalyst content in the material. The peel strength of the SPUD/UiO-66 film slightly increased at 10 wt% of UiO-66 content and gradually decreased as the UiO-66 content increased. In particular, stick–slip occurred at 40 wt% of UiO-66 content (Fig. S3). At a UiO-66 content of 60 wt%, no peeling was observed. In the case of the SPUD/PVB/UiO-66 coating (SPUD: 70 wt%, PVB: 30 wt%), the average peel strength of the peelable coating film decreased up to 20 wt% of UiO-66 and then slightly increased to 30 wt% of UiO-66. At 40 wt% of UiO-66, the peel strength increased due to cohesive failure between the polymer coating film and the interface of the painted substrate. The polymeric coating film with 60 wt% UiO-66 could not be peeled off. Thus, the blend of SPUD and UiO-66 was unsuitable for peelable films, despite the good dispersion of the synthesized UiO-66 nanoparticles. However, the coating film containing the mixed SPUD and PVB binder was suitable for the peelable coating. In particular, the coating films with a UiO-66 content of up to 30 wt% could be easily removed.
Figure 5 shows the time–load graph of the two different binder types, SPUD and SPUD/PVB (70:30) with 20 wt% of UiO-66. The mean value of the force was determined as the peel strength by setting the interval for a certain time. We set the lowest and highest peaks for the same interval as Pnumber, respectively. Pn+1 − Pn was defined as the depth, and dnumber was calculated. The average value [Eq. (4)] of the depths for a certain time interval was calculated as the drop-off value by expressing the peak height as the depth.

Time–load graph of the two different binder types
First, we calculated the drop-off value for a commercial peelable paint (Fig. 6a). Similar to the peel strength, the drop-off value differs depending on the resin type. The drop-off value was lower than 0.25 N overall. The drop-off values of rubber and PVA-1 are lower than 0.10 N, and those of PVA-2 and PVB are approximately 0.15 N. In the case of PVB + pigment, the drop-off value is approximately 0.07 N, similar to those of rubber and PVA-1. The drop-off value showed a trend similar to that of the average peel strength.

Drop-off with a various peelable coatings and b SPUD/UiO-66 and SPUD/PVB/UiO-66 peelable coating
Figure 6b shows the drop-off values of the two binders according to the catalyst content. The drop-off value is 0.5 N or less for up to 30 wt% catalyst content regardless of the binder type. The drop-off value of the SPUD and PVB blend binder is similar to that of commercially available removable products (approximately 0.10 N or less). However, for 40 wt% SPUD binder, the drop-off value is approximately 5 N. This is caused by the difference between the cohesive force between the coating films and the force acting at the interface between the substrate and the coating due to the stick–slip that occurred during the peel test. This is because a stick–slip occurred during peeling evaluation. Stick–slip is a phenomenon that occurs in the debonding process in which the coating film separates from the adherend. This is caused by the difference between the cohesive force of the coating film and the adhesion force between the coating film and the adherend. When the peelable coating is peeled from the adherend, a large contact pressure is applied. Tensile stress is concentrated at the bonding interface, so that compressive stress first occurs and then tensile stress is generated sequentially. As a result, stick–slip is a repetitive phenomenon of compressive stress and tensile stress at the bonded interface, explaining that the peelable coating is not easily peeled from the substrate. In the case of stick–slip, the peel strength is within the range of that required for easy peeling (approximately 5 N or less). However, the drop-off value indicates that the coating cannot be easily peeled off and thus is difficult to use as a peelable coating.
These results show that the relationship of the force between the substrate and the interface of the coating can be explained using the drop-off value, which is the depth of peak in the peeling test. The smaller the deviation of the depth of the peak, the stronger the cohesion between the coating films compared with the force acting between the coating film and the substrate. This implies that peeling is possible. As a result, it could be shown that not only the peel strength, but also the drop-off values determine the peelability of the coating.
Tensile properties
Fig. 7a shows that the strain–stress curve of the peelable coating film with the UiO-66 content in the SPUD binder. As the catalyst content increased, the Young’s modulus increased, while the elongation decreased. At 60 wt% UiO-66, the film was too brittle, and the modulus and elongation at break rapidly decreased. In the case of the PVB and SPUD mixed binder, the Young’s modulus increased sharply, and the elongation decreased with an increase in the catalyst content (Fig. 7b). At 60 wt% UiO-66 catalyst, the tensile strength of the polymer coating material could not be measured because it was too brittle. The results show that the physical properties of the polymer coating film improved when PVB was added.

Strain–stress curve and tensile properties for a SPUD/UiO-66 film b SPUD/PVB/UiO-66 film
Viscoelasticity
The viscoelastic behaviors of the films depending on the UiO-66 catalyst content of the polymeric SPU binders are shown in Fig. 8a, b. The incorporation of UiO-66 nanoparticles affected the storage modulus of the peelable coating, but not the glass transition temperature (Tg). The storage modulus of the peelable coating film increased as the UiO-66 nanoparticle content increased up to 40 wt%. This was due to the “locking” effect between the nanoparticles and the primary and secondary PU polymer chains with an increase in nanoparticle content of the polymer coating films. The polymer chains became much more rigid as the content of UiO-66 nanoparticles increased, as they immobilized the polymer chains, which were less likely to be relaxed due to binding with UiO-66 nanoparticles. According to Fig. 8b, the addition of nanoparticles to the SPUD hardly changed the Tg of the resulting peelable coating, which increased by ~ 10 °C. This implies that near the Tg, the mechanical response is dominated by the SPU matrix. The modulus of the polymer coating film containing 60 wt% UiO-66 dropped sharply. This indicates that when the nanoparticle content is higher than the content of polymer binder, only a small amount of polymer matrix is dominant in the mechanical reaction, and therefore, the mechanical reaction cannot properly proceed.

Graphs or plots of a storage modulus, E′ (log-scale) and b tan δ of the SPUD/UiO-66 peelable coating film (f = 0.1 Hz)
The measured Tg values of SPUD and PVB were approximately 28 °C and 82 °C, respectively. When SPUD and PVB were mixed, the Tg increased as the weight fraction of PVB increased (Fig. S6). The viscoelastic behavior of the SPUD and PVB mixed polymer binder with a PVB content of 30 wt% is shown in Fig. 9. In the glassy region (T < Tg), there is almost no difference in modulus; however, in the rubbery region (T > Tg), the modulus increased with increasing nanoparticle content. When the tan δ values were taken into account, one peak was observed for the neat polymer without the UiO-66 nanoparticles. When the UiO-66 nanoparticles were added, two peaks were observed. When the UiO-66 content increased, the height of the first peak decreased, and a second peak appeared, which was shifted to the right as compared with the Tg peak of the neat polymer. This suggests that the two peaks appeared due to an increase in the nanoparticle content of the blended polymeric binder, which increased the binding force between the nanoparticles and the binder compared with the force acting between the polymer and the binder. Thus, the interaction between the SPU matrix and nanoparticles occurred at a low UiO-66 content of 10 wt%, resulting in the first peak of tan δ. With an increase in the UiO-66 content, the interaction between PVB and the nanoparticles significantly increased, and the second peak shifted to the right [36].

Graphs or plots of a storage modulus, E′ (log-scale) and b tan δ of the SPUD/PVB/UiO-66 peelable coating film (f = 0.1 Hz)
Hydrolysis of MPO by the peelable coating film
The MPO hydrolysis reaction was monitored by the p-nitrophenoxide absorbance at 407 nm (Fig. 10). The conversion profile was calculated by the Beer–Lambert law for the absorbance of the p-nitrophenoxide peak [12, 21, 23, 24, 37]. Figure 11 shows the conversion rate of MPO as a function of the UiO-66 content in the SPUD/PVB/UiO-66 film. MPO decomposition experiments were carried out at time intervals of 0 min, 30 min, 60 min, 90 min, 2 h, 3 h, 6 h, 12 h, 1 day, 2 days, and 3 days. The decomposition performance increased with increasing reaction time. At 2 days, it reached the peak value of approximately 56–81%, and after that the conversion rate of MPO decreased or became constant. Such a decrease in MPO conversion with reaction time was reported to be due to the degraded activity of UiO-66 in the 4-EM aqueous solution under a high pH of 12 [38]. As shown in the FESEM micrographs, the SPUD/PVB/UiO-66 peelable coating film has a porous structure with many holes owing to the addition of PVB. The decomposition performance increased with an increase in the UiO-66 content for up to 1 d, and the MPO conversion was about 50% or more. Long et al. had measured the MPO conversion rate at 1 d by PU/UiO-66 film to be 36.0–63.2% [38]. This is comparable to the 50% or more MPO hydrolysis observed here and demonstrates that the added UiO-66 catalyst decomposed the nerve simulant. Particularly, at 2 d, the maximum decomposition performance was observed with a UiO-66 content of 10 wt%. Due to the porous structure of the film, the decomposition performance increased with increasing UiO-66 catalyst content, as the contact area between the catalyst and MPO increased. Over time, a high UiO-66 catalyst content is retained as a single large particle with no change in the contact area. However, in the case of a polymer film with a low UiO-66 catalyst content, it is expected that the binder swelled, and the contact area of the catalyst increased, thereby increasing the decomposition performance.

Hydrolysis of methyl paraoxon (MPO)

Conversion profiles for the decomposition of methyl paraoxon according to UiO-66 content in SPUD/PVB/UiO-66 film
Conclusion
The peelability of SPUD/UiO-66 and SPUD/PVB/UiO-66 coating films used as peelable polymer coatings on paint-coated substrates was determined from the peel strength and drop-off value, and the relationship of the forces between the two coatings and the criteria for easy peeling were described. With an increase in the UiO-66 content in the SPUD/UiO-66 coating film, the modulus increased, while the elongation decreased. When PVB was added, the polymer coating film became brittle and its Young’s modulus rapidly increased. The Tg of the polymer coating film produced by adding UiO-66 nanoparticles changed only slightly, indicating that the viscoelastic behavior is dominated by the SPUD matrix. Furthermore, the SPUD film with UiO-66 dispersed in the matrix could decompose the nerve agent simulant MPO. The decomposition performance of the SPUD/PVB/UiO-66 coating film increased with an increase in UiO-66 content for up to 1 day; however, afterwards that the decomposition value converged and the decomposition performance was approximately 50% or more. In conclusion, by using the synthesized SPU binder and UiO-66, a peelable coating with both good adhesion and decomposition performance could be successfully manufactured.
Abbreviations
- GPC:
-
Gel permeation chromatography
- Tg:
-
Glass transition temperature
- MOF:
-
Metal–organic framework
- MPO:
-
Methyl paraoxon
- PVB:
-
Poly(vinyl butyral)
- SPUD:
-
Silane-terminated polyurethane dispersion
References
Kreno LE, Leong K, Farha OK et al (2012) Metal–organic framework materials as chemical sensors. Chem Rev 112:1105–1125. https://doi.org/10.1021/cr200324t
Lee J, Farha OK, Roberts J et al (2009) Metal–organic framework materials as catalysts. Chem Soc Rev 38:1450–1459. https://doi.org/10.1039/B807080F
Liu J, Chen L, Cui H et al (2014) Applications of metal–organic frameworks in heterogeneous supramolecular catalysis. Chem Soc Rev 43:6011–6061. https://doi.org/10.1039/C4CS00094C
Li J-R, Sculley J, Zhou H-C (2012) Metal–organic frameworks for separations. Chem Rev 112:869–932. https://doi.org/10.1021/cr200190s
Mason JA, Veenstra M, Long JR (2014) Evaluating metal–organic frameworks for natural gas storage. Chem Sci 5:32–51. https://doi.org/10.1039/C3SC52633J
Della Rocca J, Liu D, Lin W (2011) Nanoscale metal–organic frameworks for biomedical imaging and drug delivery. Acc Chem Res 44:957–968. https://doi.org/10.1021/ar200028a
Moghadam PZ, Fairen-Jimenez D, Snurr RQ (2016) Efficient identification of hydrophobic MOFs: application in the capture of toxic industrial chemicals. J Mater Chem A 4:529–536. https://doi.org/10.1039/C5TA06472D
Cavka JH, Jakobsen S, Olsbye U et al (2008) A new zirconium inorganic building brick forming metal organic frameworks with exceptional stability. J Am Chem Soc 130:13850–13851. https://doi.org/10.1021/ja8057953
Schaate A, Roy P, Godt A et al (2011) Modulated synthesis of Zr-based metal–organic frameworks: from nano to single crystals. Chem Eur J 17:6643–6651. https://doi.org/10.1002/chem.201003211
Liu X, Shen Z-Q, Xiong H-H et al (2015) Hierarchical porous materials based on nanoscale metal–organic frameworks dominated with permanent interparticle porosity. Microporous Mesoporous Mater 204:25–33. https://doi.org/10.1016/j.micromeso.2014.11.005
Katz MJ, Brown ZJ, Colón YJ et al (2013) A facile synthesis of UiO-66, UiO-67 and their derivatives. Chem Commun 49:9449. https://doi.org/10.1039/c3cc46105j
Cho KY, Seo JY, Kim H-J et al (2019) Facile control of defect site density and particle size of UiO-66 for enhanced hydrolysis rates: insights into feasibility of Zr(IV)-based metal–organic framework (MOF) catalysts. Appl Catal B Environ 245:635–647. https://doi.org/10.1016/j.apcatb.2019.01.033
Natali I, Carretti E, Angelova L et al (2011) Structural and mechanical properties of “peelable” organoaqueous dispersions with partially hydrolyzed poly(vinyl acetate)-borate networks: applications to cleaning painted surfaces. Langmuir 27:13226–13235. https://doi.org/10.1021/la2015786
Lewandowski K, Krepski LR, Mickus DE (2004) Dry-peelable temporary protective coatings from waterborne self-crosslinkable sulfourethane-silanol dispersions. J Appl Polym Sci 91:1443–1449. https://doi.org/10.1002/app.13316
Shirai M, Bamba T, Hayashi K et al (2000) Sheet for protecting paint film
Ozeki K, Wada T, Ito K et al (1982) Peelable film-forming urethane/isocyanate paints
Rahman MM, Kim H-D, Lee W-K (2009) Properties of waterborne polyurethane adhesives: effect of chain extender and polyol content. J Adhes Sci Technol 23:177–193. https://doi.org/10.1163/156856108X344667
Lei L, Zhong L, Lin X et al (2014) Synthesis and characterization of waterborne polyurethane dispersions with different chain extenders for potential application in waterborne ink. Chem Eng J 253:518–525. https://doi.org/10.1016/j.cej.2014.05.044
Li S, Kong X, Feng S (2015) Preparation of uniform poly(urea-siloxane) microspheres through precipitation polymerization. RSC Adv 5:90313–90320. https://doi.org/10.1039/C5RA18140B
Hou Z, Qu W, Kan C (2015) Synthesis and properties of triethoxysilane-terminated anionic polyurethane and its waterborne dispersions. J Polym Res 22:111. https://doi.org/10.1007/s10965-015-0757-8
Kim K, Seo JY, Baek K-Y et al (2019) Metal–organic framework (UiO-66)-dispersed polyurethane composite films for the decontamination of methyl paraoxon. Polym Int. https://doi.org/10.1002/pi.5856
Mondloch JE, Katz MJ, Isley WC III et al (2015) Destruction of chemical warfare agents using metal–organic frameworks. Nat Mater 14:512–516. https://doi.org/10.1038/nmat4238
Katz MJ, Mondloch JE, Totten RK et al (2014) Simple and compelling biomimetic metal–organic framework catalyst for the degradation of nerve agent simulants. Angew Chem 126:507–511. https://doi.org/10.1002/ange.201307520
Katz MJ, Moon S-Y, Mondloch JE et al (2015) Exploiting parameter space in MOFs: a 20-fold enhancement of phosphate-ester hydrolysis with UiO-66-NH 2. Chem Sci 6:2286–2291. https://doi.org/10.1039/C4SC03613A
Mirmohseni A, Akbari M, Najjar R, Hosseini M (2019) Self-healing waterborne polyurethane coating by pH-dependent triggered-release mechanism. J Appl Polym Sci 136:47082. https://doi.org/10.1002/app.47082
Feng L, Iroh JO (2013) Novel polyimide-b-polyurea supramacromolecule with remarkable thermomechanical and dielectric properties. Eur Polym J 49:1811–1822. https://doi.org/10.1016/j.eurpolymj.2013.04.007
Maya-Visuet E, Gao T, Soucek M, Castaneda H (2015) The effect of TiO2 as a pigment in a polyurethane/polysiloxane hybrid coating/aluminum interface based on damage evolution. Prog Org Coat 83:36–46. https://doi.org/10.1016/j.porgcoat.2015.02.001
Wu G, An J, Sun D et al (2014) Robust microcapsules with polyurea/silica hybrid shell for one-part self-healing anticorrosion coatings. J Mater Chem A 2:11614–11620. https://doi.org/10.1039/C4TA01312C
Moghaddam ZS, Kaykhaii M, Khajeh M, Oveisi AR (2018) Synthesis of UiO-66-OH zirconium metal–organic framework and its application for selective extraction and trace determination of thorium in water samples by spectrophotometry. Spectrochim Acta A Mol Biomol Spectrosc 194:76–82. https://doi.org/10.1016/j.saa.2018.01.010
Yuan Y, Zhang Y, Fu X et al (2016) Silane-terminated polyurethane applied to a moisture-curable pressure-sensitive adhesive using triethoxysilane. RSC Adv 6:83688–83696. https://doi.org/10.1039/C6RA19883J
Blaine SJ, Wilson KK (1996) Protective solvent free liquid masking compounds and related method. US Patent 5,494,702, 27 Feb, 1996
Muller H-P, Gruttmann H, Casselmann H, et al (1999) Cosolvent-free aqueous, anionic polyurethane dispersions and their use as peelable coatings. US Patent 5,965,195, 12 Oct, 1999
Salamon PA 54) Temporary protective coatings for precision surfaces. 14
Polymeric peel-off coating compositions and methods of use thereof. Google Patents US6124044A. https://patents.google.com/patent/US6124044A/en. Accessed 24 May 2019
Adhesion performance of PSA–clay nano-composites by the in situ polymerization and mechanical blending. ScienceDirect. https://www.sciencedirect.com/science/article/pii/S0143749613001395. Accessed 2 July 2019
Mahdi EM, Tan J-C (2016) Dynamic molecular interactions between polyurethane and ZIF-8 in a polymer-MOF nanocomposite: microstructural, thermo-mechanical and viscoelastic effects. Polymer 97:31–43. https://doi.org/10.1016/j.polymer.2016.05.012
Li P, Klet RC, Moon S-Y et al (2015) Synthesis of nanocrystals of Zr-based metal–organic frameworks with csq-net: significant enhancement in the degradation of a nerve agent simulant. Chem Commun 51:10925–10928. https://doi.org/10.1039/C5CC03398E
Long NH, Park H, Chae G et al (2019) Preparation of peelable coating films with a metal organic framework (UiO-66) and self-crosslinkable polyurethane for the decomposition of methyl paraoxon. Polymers 11:1298. https://doi.org/10.3390/polym11081298
Acknowledgements
This work was supported by the National Research Council of Science and Technology (NST) grant by the Korean government (MSIP) (No. CMP-16-04-KITECH).
Author information
Authors and Affiliations
Contributions
K-M Kim, H-J Kim, and S Shin designed the experiments. H-W Park, G-S Shim, and G Chae carried out the measurements. S-W Jang and J-H Lee analyzed the data. K-M Kim wrote the manuscript.
Corresponding authors
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Kim, KM., Park, HW., Shim, GS. et al. Mechanical properties and decomposition performance of peelable coating containing UiO-66 catalyst and waterborne silane-terminated polyurethane dispersions. J Mater Sci 55, 2604–2617 (2020). https://doi.org/10.1007/s10853-019-04184-2
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-019-04184-2