
Abstract
Injection of concentrated bentonite suspensions into granular soils is one of the effective methods to improve the stability of the soil deposits against earthquake-induced liquefaction. While the constitutive model parameters of the suspensions are crucial to characterize their flow through granular soils, the determination of the model parameters is challenging because the flow characteristics of the bentonite suspensions vary with the amount of ionic additives and resting time. The objective of this study is to investigate the constitutive model parameters of concentrated bentonite suspensions modified with sodium pyrophosphate (SPP) in the context of their flow through granular soils and stability over time. 7.5, 10, and 12 wt% bentonite suspensions were tested at 0–7 wt% SPP concentrations. The time-dependent behavior of 10 wt% suspensions was also monitored at various resting times. Yield stress, flow consistency index (K) (or plastic viscosity), and flow behavior index (n) were determined by matching the experimental data to the Herschel–Bulkley or Bingham model. The results show that the yield stresses of the suspensions reach approximately 1 Pa at 1, 2, and 4 wt% SPP for the 7.5, 10, and 12 wt% suspensions, respectively. The K values increase sharply and then decrease with the increase of SPP concentration. The n values decrease with the initial dosage of the SPP, but increase with the additional amount of the SPP, converging to approximately 0.8. The yield stress of SPP-modified suspensions increases over resting time and the n values converge to 1. The critical storage modulus of the modified suspensions increases as yield stress increases, producing a strong time-independent correlation with yield stress.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
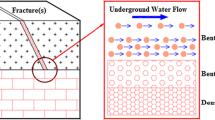
Bentonite suspensions are widely used for various civil and petroleum engineering applications such as temporary excavation fluids for slurry walls and drilling fluids for oil/gas exploration wells because of their low permeability and thixotropic nature [1–3]. Moreover, recent studies show that concentrated bentonite suspensions can be used as a grouting material to mitigate earthquake-induced liquefaction [4, 5]. Liquefaction is a phenomenon that loose saturated granular soil deposits lose their strength due to the buildup of excess pore water pressures during earthquake. The excessive horizontal and vertical ground deformations by this phenomenon result in the sinking and tilting of buildings, bridges, pipelines, and retaining structures [6]. High-bentonite-content suspensions are injected into the deposits at low pressure without disturbing the original soil structures (permeation grouting), resulting in the increased cyclic resistance of the granular soils by suppressing the generation of excess pore water pressures. However, the concentrated bentonite suspensions have small treatment areas due to their low mobility, so that the application of the suspensions to liquefaction mitigation becomes impractical. Therefore, various ionic additives such as sodium hydroxide and sodium silicate must be added to liquefy the bentonite suspensions for the proposed application. Moreover, the modified suspensions should gain their strength and stiffness to resist to the groundwater flow and the buildup of the excess pore water pressures.
Due to the presence of the ionic additives and time-dependent nature of bentonite suspension, the state of the bentonite suspension changes from a gel-like to liquid-like or vice versa. Previous studies on viscoelastic fluids such as bentonite and laponite suspensions showed that the resting time and particle fraction in suspensions significantly affected their rheological properties such as yield stress and modulus [2, 3, 5, 7, 8]. Penner and Lagaly [9] reported that the various ionic additives could change the rheological properties of clay (sodium montmorillonite) dispersions. The changes in rheological properties of bentonite suspensions are mainly due to the changes in microstructures of bentonite suspension. Depending on pH and appropriate ionic conditions, the bentonite suspension has a house-of-card [10] or band-like structure [11] in 3-D space. This structure is continuous and integrated in the suspension and contributes to form 3-D networks in bentonite suspension, producing yield stress and high modulus [12, 13]. The time-dependent rate of increase in rheological properties depends on hydration, amount of ionic additives, chemical composition, and resting time [14]. Tchillingarian [15] observed different degrees of flocculation in the clay suspensions treated with different types of ionic additives (e.g., complete flocculation in the suspension treated with sodium hexametaphosphate and complete deflocculation in the suspensions treated with sodium hydroxide after 3 days).
The objective of this study is to investigate the rheological behavior of concentrated bentonite suspensions modified with an ionic additive, sodium pyrophosphate (SPP), in the context of their flow through porous media and stability in pore spaces over time by evaluating the constitutive model parameters. The suspension flow during and/or after the injection process is typically analyzed by assuming the granular soil deposits as porous media consisting of a bundle of capillary tubes. For the analyses, the rheological parameters (constitutive model parameters) of the bentonite suspensions become important input parameters [16, 17]. However, the evaluation of constitutive parameters of the suspensions becomes challenging due to the change in state of the suspensions. The SPP was chosen as an additive because the SPP significantly liquefies the concentrated bentonite suspensions and allows their gradual gelation over time, both of which are desirable properties for the proposed application [14, 18]. It is hypothesized that the constitutive relationship of bentonite suspensions changes with the bentonite fraction, SPP concentration, and resting time because those factors affect the state of the suspensions. The flow behavior of the bentonite suspensions at different bentonite fractions and SPP concentrations is characterized by the Bingham or Herschel–Bulkley model parameters. The time-dependent change of each constitutive model parameter is investigated with ESEM images. An empirical correlation to evaluate the critical storage modulus of the modified bentonite suspensions using yield stress is also presented.
Background
Particulate suspensions that typically have a yield stress show a solid-like behavior with an infinite viscosity below the yield stress. Above the yield stress, the suspensions behave like a liquid and the apparent viscosity changes with the applied shear rates. Yield stress of the suspensions is determined by matching constitutive models, which represent a specific rheological behavior of the suspensions, to flow curve (shear stress–shear rate relationship). The flow of cement-based suspension is typically characterized by the Bingham model. In the model, the initiation of flow takes place when the applied stress exceeds the yield stress, then the shear rate becomes linearly proportional to the shear stress (Newtonian behavior at large shear rates). The model is expressed as the following relationships [19, 20]:
where τ is the shear stress, τ y is the yield stress, η pl is the plastic viscosity (the slope of the shear stress and shear rate plot at the shear rate of greater than zero), and \( \dot \gamma \) is the shear rate.
Bentonite suspension shows a shear-thinning behavior due to the change in microstructures (3-D networks) in the suspension during shearing. With a high shear rate, the small divisions broken from the 3-D network structures are rearranged with respect to the flow direction, causing the shear-thinning phenomenon. This rheological behavior of bentonite suspension is represented by the Herschel–Bulkley model [21] as follows:
where τ y is the yield stress, K is the flow consistency index, and n is the flow behavior index.
When shear stress is less than yield stress, the shear stress is expressed by
where τ is the shear stress, G is the shear modulus, and γ is the shear strain. The shear stress is shifted by a phase angle, δ, with respect to the applied strain and is expressed as the sum of an elastic component (in-phase, τ′) and a viscous component (out-of-phase, τ″) with the applied strain. Therefore, the shear modulus (Eq. 3) can be separated into elastic and viscous components, often referred to as storage (G′) and loss (G″) moduli, respectively (Eq. 4).
where γ is the shear strain, γ o is the maximum amplitude of the shear strain, ω is the angular frequency, t is the time, and G′ and G″ are the storage and loss moduli, respectively. The storage and loss moduli are calculated from the stress–strain measurements obtained from an oscillatory shear test that applies a sinusoidal shear stress with increasing amplitudes at a constant oscillation frequency. In the storage modulus (G′)–strain (γ) plot, the critical storage modulus (\( {G'_{\text{cr}}} \)) is determined as the initial storage modulus (lower strain levels) at which the values of G′ are essentially constant (the plateau can extend to strains as low as 30 % for 12 % unmodified suspensions and as high as 500 % for 5 % unmodified suspensions). This parameter is related to the cyclic resistance of a suspension and limits its elastic behavior similar to yield stress [13].
Materials and methods
Materials
Wyoming sodium bentonite (CP-200, CETCO, Wyoming, USA) was used in this study. The raw bentonite was screened through a No. 200 sieve (opening size of 75 μm) to minimize the large-sized impurities and their effects on the results [18, 22]. The average pH of the unmodified suspensions (immediately after mixing) was 9.3. The cation exchange capacity and specific surface area determined by a methylene blue adsorption technique were 91 meq/100 g and 712 m2/g, respectively. The specific surface area was calculated based on the method suggested by Santamarina et al. [23]. Chemical analysis using Philips/FEI XL30 ESEM (FEI Company, Hillsboro, OR, USA) equipped with energy diffraction analysis of X-ray (EDX) resulted in the Na/Ca molar ratio of 1.9. The same equipment was used to obtain the images of microstructures in bentonite suspensions. Commercially available sodium pyrophosphate decahydrate (Na4P2O7·10H2O, purity ≥99 %, Sigma-Aldrich, St. Louis, MO, USA) was used in the present study. Specific gravity and molecular weight of SPP are 1.8 and 446.06, respectively. A 5 % SPP solution was prepared in advance, and the appropriate amount of the solution was added to the water and bentonite. The pH of 5 % solution is 9.5. Deionized water was used for preparing all the bentonite suspensions and SPP solution.
Methods
Sample preparation
The samples were prepared at various weight fractions of bentonite (7.5, 10, and 12 wt%), SPP (0–7 wt%) concentrations, and resting times (up to 480 h). The three weight fractions are selected based on the penetrability and post-grouting performance of the suspensions. For the suspensions tested immediately after mixing, the screened bentonite powder was placed in a mixing cup and thoroughly mixed with deionized water and a designated amount of 5 % SPP solution using a high shear mixer (Hamilton Beach 950 spindle mixer) for 15 min. For the samples rested for extended periods of time, the suspensions were stored in the cups specifically manufactured for this study. A mineral oil was added on top of the suspensions, and they were tightly sealed to reduce any evaporation from the samples. The samples were stored in the cabinet that was free from vibration. The mineral oil was completely removed using an eyedropper, and the surface was slightly trimmed with a straight edge prior to shearing to ensure complete removal of the oil.
Rheological tests
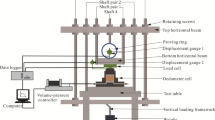
A Physica MCR 301 rheometer (Anton Paar, Graz, Austria) was used in this study. The six-bladed vane described in Barnes and Nguyen [21] was used, and each blade has a thickness of 1 mm and a height of 16 mm. The vane radius is 11 mm, resulting in a 3.46-mm gap between the cup and the vane. The cups manufactured for long-term resting of samples are 80 mm in length and 29 mm in internal diameter. The volume of each sample was maintained at approximately 37 ml. All tests were performed at a room temperature of 22 ± 0.3 °C (using the temperature controls in the MCR 301 rheometer) because the proposed application will be performed near such temperature. Stress ramp method was used in this study [24, 25]. In the technique, a constant level of stress (1 or 3 Pa/step) is maintained for 12 s, and the rotation is recorded at the end of the interval before increasing the stress to the next stress level (e.g., for the ramp rate of 1 Pa/step, 1 Pa, 2 Pa, etc.). The ramp rates were selected by comparing the yield stresses measured using different shear rates. More details on this selection are presented in Yoon and El Mohtar [25]. The samples were allowed to rest for 2 min after inserting the vane to provide a consistent initial condition by allowing partial recovery of structures disturbed during the insertion. No preshearing is applied when investigating the time-dependent change in yield stress of the initial mixing state. The flow curves (shear stress (τ) − shear rate (\( \dot \gamma \)) plot) were developed during tests. The time-dependent measurements were performed at different resting times of 0.5, 1, 24, 48, 120, 240, and 480 h. Sedimentation of bentonite particles was considered to be negligible during the designated resting times [14]. The flow curves were matched with the Bingham or Herschel–Bulkley model using root mean square error method up to the shear rate of 500 s−1 that is an upper bound shear rate that the tested bentonite suspensions are experiencing during the injection into the sands [26]. The method produced the R 2 value of at least 0.99. The time-dependent storage modulus–strain plots (0.5, 1, 24, 48, 120, 240, and 480 h) are developed through oscillatory shear tests by ramping up oscillatory strains at a constant level of frequency. The strain sweep test (0.01–1000 %) was performed with the vane used for the stress ramp test. A constant frequency of 1 Hz was maintained through the tests.
Results and discussion
Flow behavior of bentonite suspensions immediately after mixing
The flow behavior of concentrated bentonite suspensions varies with bentonite fraction in the suspensions. Figure 1 shows the flow curves for unmodified 7.5, 10, and 12 wt% bentonite suspensions. The increase of the bentonite fraction produces the high shear stress at the same shear rate. Figures 2, 3, and 4 show the yield stress (τy), flow consistency index (K) or plastic viscosity (η pl), and flow behavior index (n) for the unmodified 7.5, 10, and 12 wt% bentonite suspensions, respectively. As bentonite fraction increases, yield stresses of the suspensions increase (27.8, 140, and 470 Pa for 7.5, 10, and 12 wt%, respectively), and the K values decrease from 0.14 to 0.01 as a power function (R 2 = 0.99) with the increase in bentonite fraction. The n values increase from 0.87 to 1.0. The coefficient of variations (COV) of the yield stress, K, and n values range from 0.01 to 0.23. Although the rheological properties significantly vary with the testing conditions and material properties such as chemical composition of bentonite, resting time, and hydration, the model parameters presented in this study agree with the values reported in literature [2, 27]. Since the n value becomes 1, the flow behavior of bentonite suspension is transformed from Herschel–Bulkley fluid to Bingham fluid. Due to the change in the model, the flow consistency indices for 10 and 12 wt% (solid symbols in Fig. 3) become plastic viscosity. This implies that the highly concentrated bentonite suspensions do not show the typical shear-thinning behavior of the bentonite suspension after yielding at the given shear rate range (<500 s−1). For the proposed application, the concentrated bentonite suspensions, especially 10 and 12 wt% suspensions, require high initial pressures to initiate the flow of the suspensions due to their high yield stresses, but the flow rate significantly increases once they become mobilized due to the small K values.

Flow curves of unmodified bentonite suspensions: 7.5, 10, and 12 wt%

Constitutive model parameters of unmodified bentonite suspensions: yield stress (τ y) versus bentonite fraction (wt%) (the solid line is the regression line)

Constitutive model parameters of unmodified bentonite suspensions: flow consistency index (K) or plastic viscosity (η pl) versus bentonite fraction (wt%) (the solid symbol and line are the plastic viscosity and the regression line, respectively)

Constitutive model parameters of unmodified bentonite suspensions: flow behavior index (n) versus bentonite fraction (wt%) (the solid line is for visual aids)
All three bentonite fractions presented in this study (7.5, 10, and 12 wt% suspensions) can be used in permeation grouting with a certain percentage of the SPP depending on design considerations, but the 10 wt% suspensions are mainly utilized to explain the effect of SPP and the time-dependent flow behavior of the modified suspensions in this study. The constitutive parameters vary with the SPP modification of the suspensions. As shown in Fig. 5, the flow curve of the unmodified 10 wt% suspension shifts downward as the SPP concentration increases due to the reduction of flow resistance. Yield stresses of bentonite suspensions decrease significantly from 28, 140, and 470 Pa to approximately 1 Pa with the addition of 1, 2, and 4 wt% SPP, respectively (Fig. 6). The significant reduction of yield stress is because the phosphate anions are attached to the edge of bentonite particles, disrupting the formation of 3-D networks in the suspension [18]. The K values increase initially and then decrease with the increase in SPP concentrations. Moreover, the K values tend to reach equilibrium values of 0.18, 0.22, and 0.34 at the high SPP concentrations (3, 5, and 7 wt% SPP for 7.5, 10, and 12 wt% bentonite suspension, respectively) (Fig. 7). Because the formation of 3-D structures is disrupted by the presence of the SPP, the different K values at high SPP concentrations directly reflect the particle contents in each suspension and controls the apparent viscosity [25]. The n values initially decrease with the increase in the SPP concentration, but increase at a threshold SPP concentration (i.e., 1 or 2 wt%), converging to the n value of approximately 0.8 (Fig. 8). The 10 and 12 wt% suspensions show the transition of the model from Bingham to Herschel–Bulkley fluid, and thus flow consistency index for the suspensions, indicates the plastic viscosity (the solid symbols in Fig. 7). This implies that the suspensions modified with high concentration of the SPP (1, 3, and 4 % for 7.5, 10, and 12 wt%, respectively) will behave in a similar way and maximize the penetration distance when they flow through porous media if the porous media are not changed during the suspension flow (i.e., no filtration of particles). Based on these observations, the flow behavior of the bentonite suspensions modified with the high SPP concentrations during injection can be expressed by

Flow curves of modified bentonite suspensions: 10 wt% modified with 0, 1, 2, and 3 % SPP

Constitutive model parameters of modified bentonite suspensions: yield stress (τ y) versus SPP concentration (wt%)

Constitutive model parameters of modified bentonite suspensions: flow consistency index (K) or plastic viscosity (η pl) versus SPP concentration (wt%) (the solid symbols are the plastic viscosity)

Constitutive model parameters of unmodified bentonite suspensions: flow behavior index (n) versus SPP concentration (wt%)
where the K is a function of bentonite fraction (B in wt%) in the suspensions and τ min is the minimum applied stress step for experiment (τ min = 1 Pa in this study).
Time-dependent flow behavior of bentonite suspensions
The shear stress for modified 10 wt% suspension significantly increases over time, becoming similar to that of unmodified suspension (Fig. 9). The yield stresses of both the unmodified and modified suspensions increase with the increase in resting time (Fig. 10). However, the K values decrease with resting time, approaching the value of the unmodified suspension (Fig. 11). Moreover, the n values converge to 1 (Fig. 12). The solid symbol in Fig. 11 indicates the change in the model from the Herschel–Bulkley to Bingham model (i.e., flow consistency index to plastic viscosity). This implies that the flow behavior of the modified suspension becomes similar to that of the unmodified suspension over time. The data points in the plots are an average value of at least three independent measurements. The coefficient of variation (COV) of the values ranges from 0.01 to 0.3.

Flow curves of 10 % bentonite suspensions modified with 2 % SPP at various resting times

Constitutive model parameters of unmodified and modified 10 % bentonite suspensions: yield stress (τ y) versus resting time

Constitutive model parameters of unmodified and modified 10 % bentonite suspensions: flow consistency index (K) or plastic viscosity (η pl) versus resting time (the solid symbols indicate the plastic viscosity)

Constitutive model parameters of unmodified and modified 10 wt% bentonite suspensions: flow behavior index (n) versus resting time
The constitutive parameters of bentonite suspensions depend on the variation of the 3-D network structures in the suspensions due to their thixotropic nature. Figure 13 shows the evolution of 3-D networks in the unmodified and modified 7.5 % bentonite suspension at 2 and 216 h. The unmodified suspension shows a consistent increase in yield stress due to the increase in the network structures over time. The addition of the SPP to the bentonite suspensions retards the formation of network structures, resulting in low yield stresses. The network structures are formed slowly over time, increasing the yield stress. The rate of increase depends on bentonite fraction, SPP concentration, hydration, and chemical composition [14]. As the modified bentonite suspensions become a gel-like material from the formation of 3-D networks over time, the constitutive behavior of the modified suspensions becomes similar to that of unmodified suspensions. The observations support the hypothesis of this study that the constitutive model parameters change depending on bentonite fraction, SPP concentration, and resting time.

ESEM pictures of 3-D network in 7.5 % bentonite suspensions: a 2 h after mixing (with 0 % SPP), b 216 h after mixing (with 0 % SPP), c 2 h after mixing (with 1 % SPP), and d 216 h after mixing (with 1 % SPP)
The time-dependent variation of apparent viscosity (a total resistance to flow at a shear rate) provides an insight into the flow behavior of bentonite suspensions in pore spaces over time. Figure 14 shows the distribution of yield and viscous components of apparent viscosity of unmodified 10 wt% suspension and 10 wt% suspension modified with 3 wt% SPP at 500 s−1 based on resting time. The apparent viscosity at the high shear rate was selected because the apparent viscosities of the bentonite suspensions approach equilibrium values that are closely related to the flow characteristics of the suspensions through sands [26]. Yield and viscous components were estimated as the portion of apparent viscosity at the shear rate:

Time-dependent contribution of yield component of unmodified and modified 10 wt% suspensions to apparent viscosity at the shear rate of 500 s−1
Evaluation of critical storage modulus of bentonite suspensions
Similar to yield stress, the storage modulus of the particulate suspensions varies with particle fraction and resting time [5, 27–29]. As the resting time increases, both the yield stress and the storage modulus increase [2, 8]. This is because both yield stress and storage modulus are governed by the 3-D networks in the suspensions, which are directly affected by resting time [8, 13]. The critical storage modulus is a parameter that represents the degree of gel-like behavior of a suspension similar to yield stress. Therefore, the yield stress can be correlated with the critical storage modulus regardless of resting time. The relationship is of importance since the critical storage modulus is related to the cyclic resistance of the injected suspensions. The relationship between yield stress and critical storage modulus for bentonite suspensions can be expressed as
where τ y is the yield stress, \( {G'_{\text{cr}}} \) is the critical storage modulus, and a and b are the empirical constants, 0.62 and 1.33 for unmodified bentonite suspensions, respectively. Figure 15 shows the yield stress versus critical storage modulus plot for the 10 wt% bentonite suspensions modified with 1, 2, and 3 wt% SPP. The critical storage modulus was determined from modulus–strain curves as described in Yoon and El Mohtar [5], and the a and b parameters were estimated through a regression analysis. The modified suspensions produced a strong relationship (R 2 = 0.92) with a and b values of 0.33 and 1.19, respectively. However, the modified suspensions show approximately 70 % lower critical storage modulus than the unmodified suspensions at the same yield stress possibly due to the microstructural difference between the unmodified and modified suspensions. The critical storage modulus of both unmodified and modified suspension increases with time, but the pattern of inter-aggregate bonds that consist of the 3-D networks is different from each other. As shown in Fig. 13, the edge–face type connections (house-of-cards structure) are dominant in the unmodified suspensions, while the edge–edge type connections (band-like structure) are dominant in the modified suspensions at the similar resting times. It should noted that the relatively lower critical storage modulus of the modified suspensions does not mean their poor performance for the modified suspensions over the unmodified suspensions because the critical storage modulus keeps increasing with resting time, continuously reducing the liquefaction potential of the treated soils over time.

Relationship between yield stress and critical storage modulus of unmodified 10 wt% suspension and 10 wt% suspension modified with the 1, 2, and 3 % SPP (the dashed and solid lines are the regression lines for the unmodified and modified suspensions, respectively)
Conclusion
The flow behavior of concentrated bentonite suspensions varies with bentonite fraction. For the relatively low-bentonite-content suspension, the rheological behavior of the bentonite suspension can be modeled with the Herschel–Bulkley model. However, as the bentonite content increases, the flow behavior becomes closer to the Bingham fluid in the given range of shear rates. The addition of a small amount of sodium pyrophosphate (1–4 wt%) is found to transform the flow behavior into the Herschel–Bulkley fluid from the Bingham fluid. At high SPP concentrations, the yield stress becomes very small and the flow consistency indices approach the equilibrium values. The flow behavior indices converge to 0.8, implying that the suspensions would behave similar to each other regardless of bentonite fraction. This convergence of n value implies that the modified suspensions would behave similarly when they are injected through porous media.
The reduced yield stress is recovered gradually with resting time. The modified bentonite suspensions behave like the unmodified suspensions (the flow consistency indices approach 1) after 24 h. The flow consistency indices consistently decrease with the time, approaching 1. The yield–viscous component diagram shows that the yield component becomes dominant after 24 h, indicating that the flow modeling should focus on the yield stress. The unmodified and modified bentonite suspensions show a unique yield stress–critical storage modulus relationship. However, the modified suspensions show lower storage modulus at the same yield stress than the unmodified suspension possibly due to the different microstructures in the modified and unmodified suspensions.
The modified suspensions are injected into soils at low pressures, so that the reduction in yield stress is beneficial to increase the penetration distance of the suspensions into soils and thus increase the treatment area. Once the suspensions are injected into the pore space, the yield stress increases over time, improving its stability against the external groundwater flow. Moreover, the resistance to the liquefaction of the treated soils increases due to the increase in the critical storage modulus with time. However, a complete analysis of the flow and stability of the bentonite suspensions within the porous media should account for various factors such as constitutive model parameters of the suspensions, soil parameters of the target deposits, and change in hydraulic shear stress exerted by the groundwater flow and cyclic stress applied to the soils.
References
Filz GM, Adams T, Davidson RR (2004) Stability of long trenches in sand supported by bentonite-water slurry. J Geotech Geoenviron Eng 130(9):915–921
Chang WZ, Leong YK (2014) Ageing and collapse of bentonite gels—effects of Li, Na K and Cs ions. Rheol Acta 53(2):109–122
Kelessidis VC, Tsamantaki C, Dalamarinis P (2007) Effect of pH and electrolyte on the rheology of aqueous Wyoming bentonite dispersions. Appl Clay Sci 38:86–96
El Mohtar C, Bobet A, Santagata M, Drnevich V, Johnston C (2013) Liquefaction mitigation using bentonite suspensions. J Geotech Geoenviron Eng 139:1369–1380
Yoon J, El Mohtar CS (2013) Dynamic rheological properties of sodium pyrophosphate modified bentonite suspensions. Clay Clay Miner 61(4):319–327
Kramer SL (1996) Geotechnical earthquake engineering. Prentice-Hall Inc, Upper Saddle River
Au PI, Leong YK (2015) Surface chemistry and rheology of Laponite dispersions — Zeta potential, yield stress, ageing, fractal dimension and pyrophosphate. Appl Clay Sci 107:36–45
Ovarlez G, Coussot P (2007) Physical age of soft-jammed systems. Phys Rev E 76(1):011406
Penner D, Lagaly G (2001) Influence of anions on the rheological properties of clay mineral dispersions. Appl Clay Sci 19:131–142
Van Olphen H (1977) An introduction to clay colloid chemistry. Wiley, New York
Weiss A, Frank R (1961) Űber den Bau der Gerűste in thixotropen Gelen. Z Naturforsch 16:141–142
Nguyen QD, Boger DV (1985) Thixotropic behaviour of concentrated bauxite residue suspensions. Rheol Acta 24:427–437
Yoon J, El Mohtar CS (2014) Evaluation of time-dependent yield stress using dynamic rheological property of bentonite suspensions. ASTM Geotech Test J 37(1):85–93
Yoon J, El Mohtar CS (2014) Rheological properties of sodium pyrophosphate modified bentonite suspensions for seepage control. Eng Geol 179(4):32–40
Tchillingarian G (1952) Study of the dispersing agents. J Sediment Petrol 22:229–233
Axelsson M, Gustafson G, Fransson A (2009) Stop mechanism for cementitious grouts at different water-to-cement ratios. Tunn Undergr Sp Tech 24:390–397
Balhoff M (2005) Modeling the flow of non-Newtonian fluids in packed beds at the pore scale. Ph.D. dissertation, Louisiana State University, LO, USA
Abend S, Lagaly G (2000) Sol-gel transitions of sodium montmorillonite dispersions. Appl Clay Sci 16:201–227
Barnes HA (1999) The yield stress-a review or ‘παντα ρει’-everything flows? J Non-Newton Fluid Mech 81:133–178
Elyukhina I (2013) Oscillating-cup technique for yield stress and density measurement. J Mater Sci 48(12):4387–4395. doi:10.1007/s10853-013-7257-1
Barnes HA, Nguyen QD (2001) Rotating vane rheometry-a review. J Non-Newton Fluid Mech 98:1–14
Clarke JP (2008) Investigation of time-dependent rheological behavior of sodium pyrophosphate-bentonite suspensions. M.S. Thesis, Purdue University, USA
Santamarina J, Klein KA, Wang YH, Prencke E (2002) Specific surface: determination and relevance. Can Geotech J 39:233–241
Yoon J, El Mohtar CS (2013) Disturbance effect on time dependent yield stress measurement of bentonite suspensions. ASTM Geotech Test J 36(1):78–87
Yoon J, El Mohtar CS (2013) Groutability of granular soils using sodium pyrophosphate modified bentonite suspensions. Tunn Undergr Sp Tech 37:135–145
Yoon J, El Mohtar CS (2014) Groutability of granular soils using bentonite grout based on filtration model. Transport Porous Med 102(3):365–385
Bekkour K, Leyama M, Benchabane M, Scrivener O (2005) Time-dependent rheological behavior of bentonite suspensions: an experimental study. J Rheol 49:1329–1345
Gao D, Heimann RB, Williams MC, Wardhaugh LT, Muhammad M (1999) Rheological properties of poly(acrylamide)-bentonite composite hydrogels. J Mater Sci 34(7):1543–1552. doi:10.1023/A:1004516330255
Vallés C, Young RJ, Lomax DJ, Kinloch IA (2014) The rheological behaviour of concentrated dispersions of graphene oxide. J Mater Sci 49:6311–6320. doi:10.1007/s10853-014-8356-3
Acknowledgements
This work was partially supported by the National Science Foundation, Geomechanics and Geomaterials program, and Geotechnical engineering program, under Grant No. 1254763. This support is gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Yoon, J., El Mohtar, C.S. Constitutive model parameters of concentrated bentonite suspensions modified with sodium pyrophosphate. J Mater Sci 50, 5253–5261 (2015). https://doi.org/10.1007/s10853-015-9073-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-015-9073-2