
Abstract
A tool condition monitoring (TCM) system is vital for the intelligent machining process. However, literature has mostly ignored the interaction effect between product quality and tool degradation and has devoted less attention to the criterion of integrated diagnostics and prognostics to cutting tools. In this paper, we aim to bridge the gap and make an attempt to propose a novel integrated tool condition monitoring system based on the relationship between product quality and tool degradation. First, a cost efficient experimentation concerning high-speed CNC milling machining was implemented. Subsequently, a comprehensive correlation investigation was performed; revealing strong positive relationship exists between product quality and tool degradation. Mapping this relationship, an integrated TCM system pertaining to diagnostics and prognostics was proposed. Herein, the diagnostic reliability was enhanced by researching on the use of a multi-level categorization of degradation. The prognostic competence was enhanced by formulating it explicitly for the tools critical zone as a function of tool life. The system is integrated in a manner that, whenever the degradation curve of the tool reaches the critical zone, prognostics module is triggered, and remaining useful life is assessed instantaneously. To enhance the performance of this system, it is modeled employing support vector machine with optimal training technique. The proposed system was validated based on the experimental data. An extensive performance investigation showed that the proposed system provides a robust problem-solving framework for the intelligent machining process.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Innovation in machining systems has led to improved quality and higher productivity. Mainly these aids are extremely reliant on the smooth functioning of several machine components; cutting tool is one such essential component. According to Kurada and Bradley (1997) cutting tool failures usually, represent about twenty percent of the downtime of a machining system. It is also reported that tool degradation directly affects the integrity and the cost of the manufactured products. Whereas, the expense of these tools and their maintenance grosses about three to twelve percent of overall manufacturing cost (Malekian et al. 2009). Consequently, an expert tool condition monitoring (TCM) is essential to improve machining system availability, reducing downtime cost and enhancing operating reliability. The TCM systems require systematic methods of diagnostics and prognostics. Diagnostics involves estimating the health condition, and prognostics involve assessment of the remaining useful life (RUL) of the tool. The available TCM methodologies can be broadly classified as direct and indirect methods. Direct methods are offline, such as computer vision, etc., and used for wear estimation. Indirect methods are online and correlate appropriate measurable process signals (viz. cutting forces, vibration and acoustic emission, etc.) to tool wear.
Since the late 1980s, numerous investigations have been dedicated to the development of TCM systems. For example, Dey and Stori (2005) presented a Bayesian-based method for diagnosing the low and high level of tool wear variations using multiple sensor metrics. Likewise, Vallejo et al. (2006), and Elangovan et al. (2011) developed diagnostic models using vibration and acoustic measurements for classifying the tools health condition in different states viz. good-broke or worn-no worn or low-high blunt. Whereas, Chen and Li (2009) and Rizal et al. (2013) presented tool wear prediction models by quantifying the cutting force deviations in various machining process viz. turning, etc. From these studies, it is observed that the cutting dynamics is governed by the deviation in the cutting force and can be related to wear. As per, Li et al. (2009) tool dynamometers are generally employed to measure cutting forces. Though, Zhong et al. (2013) in the recent study demonstrated that dynamometers are not appropriate for industrial usage, because of their higher cost, negative effect on machining framework rigidity, geometric constraints, etc. Whereas, Alonso ad Salgado (2008) and Wang et al. (2014) proposed a tool wear evaluation model utilizing vibration investigation. Several characteristic measures indicative of tool wear was extracted from the processed vibration measurements and a strong relationship with tool wear is recognized. However, efficient utilization of these approaches requires placement of costly accelerometer sensors close to the tool-workpiece interface which becomes cumbersome with tools subjected to rotating motion viz. milling. Consequently, Chen and Chen (1999), Bhuiyan et al. (2012), and Ren et al. (2014) investigated aspects of acoustic emission (AE) in the machining process and developed new tool wear monitoring methodologies. The major issue with the application of these methods is the attenuation of the AE signal; also the AE sensor needs to be close to its source. Therefore, even with the realization of the AE methods, on its own, the evidence delivered by the AE method is not sufficient to provide a completely precise estimation of tool condition. Accordingly, the multi-sensor fusion techniques have received tremendous applications in recent studies. Like, Geramifard et al. (2012) proposed a temporal probabilistic approach based on hidden Markov model with multiple sensor fusion (force, vibration, and acoustics emission) to predict the real-valued health state metric (tool wear) instead of discrete types or stages in a CNC-milling machine. Similarly, Ghosh et al. (2007), Nakai et al. (2015) and Zhang et al. (2015) describes experimental and analytical models for TCM based on an examination of various process signals, namely cutting force, vibration, AE, and power, etc. These approaches work well for discrete events, for instance, breakage, wear estimation etc., however, are harder to implement for remaining useful life prediction. Some study deals with the angular approach, like Girardin et al. (2010) examined the angular speed occurring without delay through the spindle encoder measurements. In general, these measurements are required to be corresponded with a reference measurement, usually cutting force, to confirm their precision. As a consequence, these approaches not only cost a substantial amount of time and money on sensor setup but also possibly contain a substantial amount of errors because of handling complexities.
A direct method like computer vision has been pursued for over three decades now. The innovation in computer vision has directed the advancement of several vision sensors to gather data about the condition of the tool. Basically, an image of the tool is apprehended to deliver information about the behavior or level of wear. For example, Su et al. (2006) and Castejón et al. (2007) utilized this technology to formulate a wear quantifying system for drill and cutting inserts to identify the time for its replacement. Wang et al. (2005) suggested a method on sequential image scrutiny for periodic quantification of tool wear and to identify the wear area. In these works, characteristic measures from the tool image are extracted for classification of tool health state as new-worn or broke. However, these methods fail to perform under the variation of surrounding conditions, radiance of light, and the existence of chip or dust particles, thereby restricting the application in the real industrial environment.
Most recently, Ambhore et al. (2015) presented a comprehensive review of numerous methodologies for TCM based on direct and indirect methods. It is observed that direct methods are subjected to higher inaccuracies, as a result, are unreliable. Where, most of the indirect TCM systems are carried out on lathes, where the cutting tools are single point and non-rotating. Though, in machining process like milling, the wear evolution is different as the cutting edge move in and moves out the workpiece repetitively during the course of machining. Also, the attachment of sensors close to the tool-workpiece interface with the rotating motion of cutters is very difficult. Thus, the monitoring methods formulated for lathes do not guarantee to work adequately in a fully intermitted process like, milling. Although many types of research have been carried out on the TCM, still there are several issues like high cost, convenience, adaptability, inflexibility and robustness which hinder their application in a real-time environment. Consequently, a real-time, convenient and adaptable TCM system without sensor setup is not present in the existing literature. The available TCM systems either fit trends in the monitored parameters (cutting force for example) to predict the future wear state or do classification as a healthy or a failed tool. The extension of such systems for the multi-level characterization of degradation and remaining life assessment is not researched satisfactorily in the relevant literature. Therefore, many of the developed indirect or direct monitoring systems are not available yet or have not been tested in an industrial environment. Also, the available TCM approaches in the literature focus exclusively on the diagnostics or the prognostics task. In any case, integrating diagnostics information with prognostics will be of great interest to advance the TCM system. Such integrated TCM system is not reported in the relevant literature. Moreover, many investigators (Özel and Karpat 2005; Kaya et al. 2012; Tangjitsitcharoen et al. 2014) have perceived that there is a link between product quality and tool degradation, yet research in this area is still very constrained. An analytical evidence of such relationship will be beneficial to the industries; as product quality is affected by tool degradation. Thus, product quality can be an important element in estimating the health condition of the tool. However, no explicit real-time TCM system is reported mapping such relationship. In this regard, the objective of this work is to formulate a novel integrated tool condition monitoring system based on the relationship between product quality and tool degradation, for the milling process.
Firstly, a new cost efficient experimental strategy concerning high-speed CNC milling machining is executed. Further, a comprehensive correlation investigation between product quality and tool degradation is performed; revealing the strong positive relationship. Mapping this relationship; a novel integrated tool condition monitoring system pertaining to diagnostics and prognostics is formulated. The diagnostic reliability is enhanced by researching on the use of a multi-level categorization of wear, and the prognostic competence is improved by formulating it explicitly for the critical zone as a function of tool life. A new tool degradation indicator (TDI) with diverse functionality is introduced as the system input; it is the set of measures (tool current age and product quality measurements) sensitive to cutting tool degradation. The architecture of the proposed expert system comprises of diagnostics and prognostics modules linked together. The diagnostics module estimates the current health state of the tool, whenever, the degradation curve of the tool reaches the critical zone, the prognostics module is triggered, and remaining useful life is assessed instantaneously. To map the desired relationship, support vector machine (SVM) has been utilized. An optimal training technique is adopted based on grid search approach to advance the system performance. The developed system is validated based on the experimental data, and its performance is critically analyzed. The implementation results show that the enhanced maintenance performance can be obtained, which makes the system suitable for advanced industry maintenance.

Experimental setup
The novelty of this work is in the formulation of an integrated TCM system by quantifying and mapping the relationship between product quality and tool degradation. This system ascertains reliable health monitoring and life prediction of the machining system at the same time with a solitary experimentation. An added contribution lies in the outcomes; an exhaustive performance and comparative investigations of the proposed integrated TCM system is presented, to distinguish the suitability, stability, quality, reliability, robustness, applicability and comprehensibility in a real industrial environment. This expands the proposed system robustness and applicability in manufacturing industries.
The rest of the paper is structured as follows: in next section, the details of the new experimental strategy are given. “Analytical investigation” section illustrates the investigation of the relationship between product quality and tool degradation. “Integrated tool condition monitoring system” section shows detailed formulation and the architecture of the integrated TCM system. “Results and discussions” section briefly discusses the implementation results. Lastly, “Conclusions” section concludes the paper and contributions are highlighted.
Experimental details
The aim is to develop an experimental strategy which successfully attempts to improvise upon existing setups by removing their drawbacks like, system rigidity, geometric limitations, etc. Accordingly, setup is made free from exclusive sensors, fixtures, jigs etc., which makes it cost effective, convenient and adaptable for the real industrial environment. In the exercise, testing and validation of fault diagnostics systems is anything but difficult to implement, as the faults can be easily introduced to the cutting tools. In any case, this is not the case for the prognostics systems where the change in the health condition is the result of a long and slow degradation of cutting tool. Consequently, to test these strategies, it is important to create the degradation through accelerated degradation tests of cutting tool and quantify the health attributes for the duration of its entire life. Accordingly, in the current investigation, initially no defects are introduced in the cutting tools and each degraded cutting tool contains practically all sorts of defects (wear, breakage, etc.).
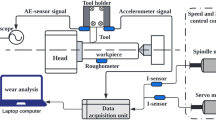
The complex high-speed CNC vertical milling machine (EMCO MILL E350) is utilized as the testing platform. A high-speed steel 6 mm milling cutter is utilized for the analysis. The milling process elected was face milling for generating a flat surface on the mild steel workpiece (165 \(\times \) 100 mm), with fixed operating profile (feed = 300 mm/min, speed =1000 RPM, depth of cut = 0.25 mm) in the absence of coolant. Mitutoyo TM-505 Toolmakers’ microscopy system at 15x eyepiece magnification and a resolution of 0.001 mm, according to ISO/IEC 17025 is used to measure the tool degradation of the tool in terms of flank wear. An HANDYSURF E-25A/B portable surface roughness device was utilized to quantify the product quality in terms of average surface roughness parameter \((R_{a})\), according to ISO’97 / JIS’01 / DIN. Run-to-failure tests with six milling cutters have been performed to investigate the degradation behavior of these tools. Two different failure types were witnessed namely tool worn-out and tool breakage. After every 1320 mm of machining distance, tool wear and average surface roughness of the finished product is measured and recorded. Current experimentation enables testing and validation of the proposed integrated TCM system. Figure 1 shows the developed experimental setup. The current arrangement is cost effective, convenient and adaptable to the real industrial environment, as no sensor or fixture is utilized with the test bed. Likewise, the quantifying instruments used are not required to be installed on the test bed and are kept discretely in order to keep the machining system rigidity and avoid any sort of geometric limitations.

Wear behavior versus tool life

Average surface roughness behavior versus tool life

Results of comprehensive correlation investigation
Analytical investigation
Experimental tests conducted on milling cutters direct that even the exact same cutters functioned at similar operating settings demonstrate diverse wear behavior. Figure 2 displays experimental wear measurements of two different failure types milling cutters. Where, Fig. 3 shows the average surface roughness of the finished product with different failure types cutting tool as a function of its life. Figure 3 depicts that average surface roughness value remains small and steady with small tool wear. Though, when tool wear moves towards moderate wear zone average surface roughness increases gradually, then it significantly increases as tool wear reaches the critical zone. This infers that some relationship exists between product quality and tool degradation. Analytical evidence of such relationship is missing in the relevant literature. Consequently, Pearson correlation coefficient (PCC) is employed to analytically evaluate the strength of the relationship between the product quality and tool degradation. PCC value is in the range of −1 to 1; where value closer to 1 shows a positive correlation. The mathematical expression for PCC is given in Eq. (1).
where \(P_{R_{a_{i}}}\) is the product quality in terms of average surface roughness of the \(\hbox {i}\)th product, \(\overline{P_{R_{a}}}\) is the mean of product quality in terms of average surface roughness, \({T_{W}}_{i}\) is tool degradation in terms of tool wear at \(\hbox {i}\)th cutting process and \(\overline{T_{W}}\) is the mean of tool degradation in terms of tool wear.

Tool health states as a function of tool life
To better comprehend this relationship a comprehensive correlation investigation is executed. Herein, three milling cutters of each failure type have been utilized to compute the value of PCC. Figure 4 shows the detailed results of correlation investigation. The results depict that the value of PCC ranges from 0.584 to 0.821 for the cutters failed owing to worn-out, while it ranges from 0.583 to 0.663 for the cutters failed owing to breakage. The average values of PCC in the case of worn-out and breakage are estimated as 0.731 and 0.628 respectively. These results clearly indicate that a strong positive correlation exists between product quality and tool degradation. To further verify these results, Spearman’s correlation coefficient (SCC) is employed to gauge the strength of the monotonic relationship between product quality and tool degradation. It is the non-parametric version of the PCC, and its interpretation is similar to that of PCC. Equation (2) shows the mathematical expression for SCC. Herein, the examination shows that the value of SCC ranges from 0.555 to 0.868 for the cutters failed owing to worn-out, while it ranges from 0.532 to 0.801 for the cutters failed owing to breakage. The average values of SCC in the case of worn-out and breakage are estimated as 0.739 and 0.658 respectively. These results confirm that even with different failure type’s tools there exist a strong positive relationship between product quality and tool degradation. Mapping this relationship will be of high significance to estimate the health condition of the tool based on product quality.
where \(P_{R_{a_{R_{i}}}}\) is the rank of the product quality in terms of average surface roughness of the ith product, \(T_{W_{R_{i}}}\) is the rank of the tool degradation in terms of tool wear at ith cutting process and N is the total number of cases in the analysis.
Integrated tool condition monitoring system
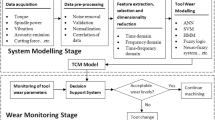
A reliable tool condition monitoring system is significant in manufacturing industries for fault diagnostics and prognostics to prevent machinery performance degradation and catastrophic failures. An integrated TCM system is scarcely studied in the relevant literature. Accordingly, an integrated TCM system based on the relationship between product quality and tool degradation is proposed. The architecture of a proposed integrated TCM system consists of two intelligent modules linked together. The first one is the diagnostics module; it is modeled to estimate the current health state of the cutting tool. Second is the prognostics module; it is formulated explicitly for the tools critical zone to predict remaining useful life. These modules are linked together to function as follows: the diagnostics module monitors the current health state of the cutting tool, whenever the degradation curve of the cutting tool reaches the critical stage the prognostics module is triggered and remaining useful life of the tool is assessed instantaneously. To model the desired mappings a supervised learning system, support vector machine is utilized. This SVM based integrated TCM system ascertains health monitoring and life prediction at the same time with a solitary experimentation. Theoretical and mathematical foundations of the developed diagnostics and prognostics modules are elaborated in following sub-sections.
Diagnostics module
A significant part of the past work on tool monitoring has regarded the problem as one of figuring out if the cutting tool is worn or not worn. In reality, tool wear is a dynamic process, with tools, moving from being new to progressively greater levels of wear and possibly to breakage. On that ground, and as it provides more valuable information to machinists, we explore the use of a multi-level categorization of wear. Considering the case of cutting tools, health states of the cutting tools are categorized in three stages as a function of tool life. Figure 5 demonstrates the splitting of the health states with their wear scopes. It splits the health state into three zones viz., Stage I: slight wear zone, Stage II: moderate wear zone and Stage III: critical or worn-out zone. A similar idea of quantized wear levels is also explored in Kurada and Bradley (1997) and Al-jonid et al. (2013). These literature and observation of the noticeable physical change in the surface roughness of the produced surface with tool degradation during experiments are the primary basis for selections of these wear scopes. In addition, to build the desired integrated TCM system, we propose a new tool degradation indicator with diverse functionality as an input to represent the degradation features of the cutting tool. The TDI is a set of measures (current age and quality measurements), sensitive to cutting tool degradation. Current age \((T_{i})\) is the current age of the tool. Product quality in terms of the most widely used parameter average surface roughness is used and defined as “the result of irregularities arising from the plastic flow of chips during the machining” (Lou et al. 1998). The product quality during current and previous inspection can be defined as follows:
Current inspection;
where the parameter L is the sampling length, and function Y(x) is the coordinate of the roughness profile curve.
Previous inspection;
The proposed TDI plays a distinctive role in diagnostics module. The tool current age is important for diagnostics module in estimating the degradation of the cutting tool. While, average surface roughness measurements of the present and previous inspection are useful in representing the current health condition of the cutting tool. Herein, the TDI is normalized. The output from the diagnostics module is the current health state of the cutting tool.
Modeling of the diagnostics module should be proficient in achieving the desired input-output mapping. Consequently, C-support vector classification (C-SVC) is utilized for modeling diagnostics module. Through, C-SVC, an optimum separating hyperplane is built in the higher-dimensional input space, for the classification of different health states of the milling cutter. Let the n-dimensional input training vectors \(y_{i} \in \hbox {S}^{\mathrm{n}},\, i=1,\, 2\ldots ,m,\) (m is the number of samples) in two classes and a label vector \(z\in \hbox {S}^{\mathrm{m}}\), such that \(z_i \in \left\{ {1,-1} \right\} ,\) slack variable \((\xi _{i})\) and regularization parameter C. The required optimum hyperplane is established by solving a convex quadratic optimization problem (Cortes and Vapnik 1995), given as:
where a is an n-dimensional vector and b is a scalar (utilized to decide the location of the separating hyperplane) and the function \(\phi \left( {y_{i}}\right) \) maps \(y_{i}\) in a higher dimensional space.
The variable a is possible to have high dimensionality; thus the problem is simplified by converting into the equivalent Lagrange dual problem through Kuhn-Tucker conditions and given as:
where \(\alpha \) is Lagrange multiplier, \(f=[1,\, \ldots ,1]^{T}\) is the vector of all ones, R is an l by l positive semi definite matrix and given as:
The kernel function \(\left( K\!\left( {y_i ,y_j } \right) \right) \) is used to project the data into a virtual space where it might be easier to separate them. Radial basis function (RBF) kernel is utilized as a part of this work to shape the decision boundary, since they are not sensitive to the outliers and have no equal variance requirement for the input data. The RBF kernel takes the following form:
To increase the diagnostic reliability of the system, we research on the use of multi-level categorization of degradation. This makes the current problem a multi-class classification problem. Accordingly, we reconstruct a multi-class classifier from binary C-SVC. According to a comparative investigation between different methods for multi-class C-SVC by Hsu and Lin (2002), it is established that the one-against-one (building and combining numerous binary classifiers) is a competitive method. Consequently, we employ the same method for binary decomposition. Herein, if k is the number of health states of the cutting tool, then \(k \left( {\left( {k-1} \right) /2} \right) \) binary classifiers are constructed and each separates each other overlooking entire supplementary health states. Various coupling schemes are used to associate binary classifiers for the global solution of this problem. We make use of a voting strategy, “each binary classification is considered to be a voting where votes can be cast for all data points y, in the end a point is designated to be in a class with the maximum number of votes” (Chang and Lin 2011). Subsequently, for the training samples of the ith and the jth health states, a binary classification problem given in Eq. (9) is solved.
Here, the support vectors are lesser than the training samples making C-SVC computationally efficient. Finally, the desired optimal decision function of the proposed diagnostics module is as follows:
This diagnostics module involves estimating the current health state of the tool; as the critical health state is detected, prognostic is needed to be involved in predicting the remaining useful life of the tool. Thus, a prognostics module is linked with the diagnostics module.
Prognostics module
In most of the available work, researchers built models for future wear prediction. This does not assist in the definitive function of tool condition monitoring. On this ground, and as it will be more significant, we formulate the prognostics module to deliver information about the remaining useful life of the cutting tools. Herein, the prognostics module predicts RUL by assessing the extent of degradation from its expected state of health in its expected usage conditions. The life of the cutting tool comprises of three health states as a function of tool life. In which, the tool is most failure-prone in its third stage, as tool wear is in the critical zone. The precise knowledge of RUL, while tool wear is in critical zone, is crucial to avoid failure consequences. Thus, to improve the prognostics module competence, we formulate the module explicitly for the critical zone as a function of tool life. This explicit module will be more beneficial than developing the module for the entire life of the tool. Also, as the module is built for a specific time frame, it will reduce the error in prediction. Based on real-time RUL assessment from the prognostic module, effective actions can be taken to minimize production loss and extend tool life.
The proposed tool degradation indicator (see, “Diagnostics module” section) plays a diverse role in prognostics module. The TDI consists of the current age of the tool \((T_{i})\) and product quality measurements in the present \((R_{a_{i}})\) and previous \((R_{a_{i-1}})\) inspection [see, Eqs. (3) and (4)]. Herein, \(T_{i}\) is important for prognostics module in estimating the RUL of the cutting tool. Whereas, \(R_{a_{i}}\) and \(R_{a_{i-1}}\) are useful in representing the tool’s working condition. For the output of the prognostics module remaining useful life is preferred and is denoted as \(\textit{RUL}\), as shown in Eq. (11).
where \(F_{t}\) is the tools time-to-failure (the time for which the tool is in service) and \(C_{t_{i}}\) is the time from when the RUL is estimated (the current time at which the RUL is required).
The RUL of a cutting tool is a non-linear function. To predict it, we need the powerful tool which can determine the mapping relationship between the tool degradation indicator from the cutting tool and the RUL of the tool. To achieve this, the v-support vector regression (v-SVR) is proposed; as it is a very powerful tool that can determine the non-linear function of the system. v-SVR is centered on the structural risk minimization principle and therefore capable to govern the upper bound of generalization risk at the same time cutting down the module complexity (Cortes and Vapnik 1995; Benkedjouh et al. 2015). Taking the set of input-output pairs from the tools critical zone \(\left\{ {\left( {\textit{TDI}_1 ,\, \textit{RUL}_1 } \right) ,\,\ldots ,\,\left( {\textit{TDI}_n ,\,\textit{RUL}_n } \right) } \right\} \), the aim is to approximate the non-linear relationship between tool degradation indicator and remaining useful life of the tool given in Eq. (12), in a manner that \(f\left( {\textit{TDI}} \right) \) must be closer to the actual \({ RUL}\) and must be flat to avoid over-fitting.
where w is the vector of weights, x is the bias and the function \(\phi \!\left( \textit{TDI} \right) \) characterizes the non-linear mapping function.
For ensuring that the \(f\!\left( \textit{TDI}\right) \) come across the aim of closeness and flatness, the primal objective is to minimize (Chang and Lin 2011):
where parameter \(\upvarepsilon \) is a deviation of a function \(f\!\left( \textit{TDI}\right) \) from its actual value and \(\xi ,\,\xi _i^*\) are supplementary slack variables.
For solving the problem in Eq. (13), its dual formulation is presented by building a Lagrange function (Bhatt et al. 2014); the dual optimization problem is as follows:
where \(K\!\left( {\textit{TDI}_{i}, \textit{TDI}_{j}}\right) \) represents the kernel function specified by \(K\!\left( {\textit{TDI}_i ,\textit{TDI}_{j}} \right) =\phi \!(\textit{TDI}_{i})^{T}.\phi \left( {\textit{TDI}_{j}} \right) \). The solution to Eq. (14) produces the Lagrange multipliers \(\alpha ,\,\alpha ^{*}\).
RBF kernel with parameter gamma \((\upgamma )\), as given in Eq. (8), is selected as it supplies high precision and has less execution time. Putting w in Eq. (12) gives the absolute approximated function of the proposed prognostics module, given as:
This explicit prognostics module will lead to a more precise estimate of RUL of the cutting tool. Consequently, guide towards the establishment of a well-organized preventive maintenance program based on an early warning of incipient defects.
Results and discussions
This section presents an exhaustive performance investigation of the proposed integrated TCM system. The tests and verification of the system are performed by using an Intel (R) Core (TM) i7-3770 CPU 3.40 GHz PC. The principal of the multi-class C-SVC and v-SVR formulations are implemented by using the WEKA (version 3.7.12).
Optimal module parameters setting
To train the developed integrated TCM system, we must specify the module and kernel parameters that play an imperative part in the performance of the system. In most work, the authors end up choosing parameter by trial and error, which is not efficient. In the diagnostics module, regularization parameter C and RBF kernel parameter \(\gamma \) are the tuning parameters that need to be optimized. The parameter C ranges from \(0<C\le \infty \), and controls over-fitting of the model; a high value of C means a strict classifier that does not admit many misclassified points. The parameter \(\gamma \) controls the degree of non-linearity of the model, a small value of \(\gamma \) will lead to curved hyper planes and a high value will constrain the hyper planes to be straighter. Likewise, in the prognostics module, model parameter v and RBF kernel parameter \(\gamma \) are the important tuning parameters. The value of v lies between 0 and 1, and governs the number of support vectors and training errors; higher support vectors reduces the computational efficiency of the module.
To optimize these parameters, a potential range of these parameters with the grid space is defined. Then, all the grid points are iterated to evaluate the one contributing the higher cross-validation accuracy. Finally, the parameters with the highest accuracy are selected for training the integrated TCM system. Usually, the search becomes slower as the values of these parameters become higher, thus it is better to restrict it to an equitable range. Accordingly, in the diagnostics module, the interval for the parameter C is taken as {1 1000 1000}, this will test the regularization parameter from 1 to 1000 with 1000 steps. Likewise, in the prognostics module, the interval for the parameter v is taken as {0.01 1 60}, this will test the parameter from 0.01 to 1 with 60 steps. The interval for the parameter \(\gamma \) is taken as {0.01 2 120}, this will iterate over the gamma parameter, using values from 0.01 to 2 with 120 steps. Employing this grid search technique, we obtained the optimal training parameters for diagnostics module as \(C=100\), and \(\gamma = 0.344\), and for prognostics module as \(v=0.497\), and \(\gamma = 0.110\) respectively. These optimal parameters are used to train the integrated TCM system to achieve the best generalization ability.
Performance investigation
In-depth performance assessment of the integrated TCM system is significant to recognize the practicability of the system in a real industrial environment. Accordingly, an exhaustive performance investigation is executed to distinguish the suitability, stability, quality, reliability, robustness, applicability and comprehensibility of the proposed integrated TCM system, for advanced industry maintenance. Consequently, the performance is verified by utilizing the life data of six milling cutters consisting of 321 samples drawn from experiments. Herein, K-fold cross-validation is designated for experimentally validating the integrated TCM system. It is a widely used statistical technique to evaluate the classification and regression systems. Kohavi (1995) has shown that 10-fold cross-validation is paramount to make sure the strength and consistency of the performance of the model; the same is employed in the current study. The investigation is carried out in two phases; in the first phase the diagnostics module is evaluated, in next phase the prognostics module is evaluated.
Experimental validation and assessment of diagnostics module
The effectiveness of the diagnostics module is distinguished as follows:
(a) Suitability
The diagnostic accuracy (DA) is evaluated to gauge the suitability of the diagnostics module. DA is the extent of the samples correctly categorized among the total number of samples evaluated. Detailed diagnostic accuracy per health state of the tool is demonstrated in Fig. 6. The weighted average DA accomplished by diagnostics module is 92.84 %; higher estimation of DA puts forward the suitability of the diagnostics module for classifying tool health states. The weighted average of the diagnostic accuracy is the sum of all diagnostic accuracy; each weighted according to the number of instances with that particular class label.

Detailed DA for different health states of the tool
where \(T_{P}\) and \(T_{N}\) are total number of correctly recognized true positive samples and true negative samples respectively, \(F_{P}\) and \(F_N \) are total number of correctly recognized false positive samples and false negative samples respectively.
(b) Stability
To illustrate the stability of the diagnostics module, specificity (SPF), sensitivity (SEN) and precision (P) are computed. SPF evaluates the extent of negatives which are correctly recognized. SEN evaluates the extent of actual positives which are correctly recognized. P is the proportion of true positives to the total number of positives recognized by the module. Their weighted average values are 95.80, 92.80, and 92.80%, respectively; this shows the stability of the diagnostics module, as it provides perfect predictions and lesser variance in predictions.
(c) Quality
For evaluating the quality of the classifications made by diagnostics module, Matthews correlation coefficient (MCC) and F-measure are calculated. MCC measures the quality of classifications, through the essence of correlation between the actual and predicted; its value lies between −1 and +1. Whereas F-Measure is interpreted as a weighted harmonic mean between precision and recall, its value stretches its best at 1 and its worst at 0. MCC value of 0.887 and F-Measure value of 0.928 from diagnostics module represents the good quality of predictions.
(d) Reliability
Reliability of the diagnostics module is verified through Kappa statistic; it is a chance-corrected indicator of agreement between the classified and the actual health states. Herein, the inter-class agreement is considered, making it more reliable degree. Its value lies between −1 and 1. A Kappa value of 0.888 from diagnostics module represents a reliable agreement for classification of tool health states.
where \(P_A \) is a percentage agreement and \(P_C\) is chance agreement.
(e) Robustness
Robustness of the diagnostics module is evaluated by plotting the receiver operating characteristics (ROC) curve. ROC curve contains a lot of information about the robustness of the modules predictive ability, as it provides an understanding of the complete spectrum of sensitivity and specificity, as all conceivable SEN / SPF sets for an individual examination are plotted. A worthy examination is one where SEN increases promptly and 1-SPF barely rises at all till SEN becomes high. Figure 7 shows the ROC curve for different tool health states, it is evident that ROC curve of the diagnostics module covers a maximum area among all three stages. The weighted average ROC area is 0.943, which indicates the robustness of the diagnostics module for tool health state classification.
(f) Applicability

ROC curve for different health states of the tool
Computational efficiency of diagnostics module is measured as 0.14 s in terms of the CPU time, making it computationally efficient to be applicable in real-time industrial environments.
(g) Comprehensibility
Judging the comprehensibility of the diagnostics module is significant to see the performance by each health state. The best classification of a particular health state requires the specificity, sensitivity and precision values to be near to 100. Similarly, the MCC, F-Measure, and ROC area values should approach towards 1. As shown in Table 1, the obtained specificity, sensitivity and precision values of each health state approach towards 100. Likewise, the MCC, F-Measure and ROC area values of each health state are very close to 1. These results underscore the merit of the classification performance of each health state.
These implementation results show that the diagnostics module is capable of effectively monitoring the health state of the milling cutters. This performance by the diagnostics module proves its worth for advanced industry maintenance.
Experimental validation and assessment of prognostics module
The performance of the prognostics module is distinguished in the following manner:
(a) Suitability
To check the suitability of the prognostics module, mean absolute error (MAE) is calculated. Herein, MAE measures how close RUL predictions are made by the module to the actual RUL. The MAE value of 1.613 from prognostics module shows predicted RUL is very close to the actual RUL, proving the suitability of the prognostics module in a real industrial environment.
where n is the total number of observations, \(\textit{RUL}_{P_i } \) is the predicted RUL and \(\textit{RUL}_{A_i } \) is the actual RUL.
(b) Stability
For stability, relative absolute error (RAE) and root relative squared error (RRSE) are evaluated; these are the measures of the variance in the predictions. Error rates of 39.16 and 45.60% represent the lesser variance in prediction and showing the stability of the module.
where \(\overline{\textit{RUL}_A}\) is the mean value of actual RUL.
(c) Quality
The quality of the prediction from the prognostics module is assessed through the goodness of fit. For which R-squared \((R^{2})\) correlation coefficient is calculated. Here, \(R^{2}\) equals the square of the Pearson correlation coefficient between the actual and predicted RULs, \(R^{2}\) represents how much predicted RULs are related to actual RULs. The \(R^{2}\) value of 0.884 from prognostics module shows perfect linear relationship and high strength of correlation between actual and predicted RUL.
(d) Reliability
Root mean squared error (RMSE) is chosen to signify the reliability of the predictions from the prognostics module; it characterizes the standard deviation of the differences between predicted RULs and actual RULs. RMSE value of 2.175 represents reliable RUL predictions.
(e) Applicability
Computational efficiency of prognostics module is measured as 0.25 s in terms of the CPU time, making it computationally efficient to be applicable in real-time industrial environments.
(f) Comprehensibility
Comprehensibility of the prognostics module is assessed by plotting the each output performance of the prognostics module, as shown in Fig. 8. Observation from this figure displays that each actual and predicted RUL are very close to each other. This performance shows that the prognostics module is robust in predicting the remaining useful life of the tool.

The output performance of prognostics module
These implementation results from the prognostics module are very promising. This will ensure the development of an efficient preventive maintenance program based on an early warning of incipient failures. In addition, this will improve machining system availability, reduce downtime cost and enhance operating reliability.
Influence of kernel function
This section presents a comparative study on the performance of the RBF kernel with other kernels namely sigmoid kernel and polynomial kernel. Table 2 shows the mathematical expressions for these kernels. Herein, we consider judging the best kernel that yields optimal results, as no definite way is reported to decide the best kernel type. We test the proposed integrated TCM system by comparing different kernels on the basis of accuracy and computational time using optimal kernel parameters and constant model parameters (\(C=100\) and \(v=0.497\)). Table 2 shows the detailed comparative results. The experimental evaluations demonstrated that satisfactory results are produced by all the kernels in diagnostics module. Among which the polynomial kernel produced the lowest diagnostic accuracy. In consistency with several researches, RBF kernel yielded a higher diagnostic accuracy. In other words, RBF obtains almost 1.6 and 2.5% better diagnostic accuracy compared with sigmoid and polynomial kernels respectively. In addition, RBF kernel shows the optimal results with respect to the fastest computational time, as it takes less training time than other kernels. Likewise, in prognostics module the results clearly show that, the RBF kernel provides lowest mean absolute error and having about 60% improvement in accuracy over other kernels. Where, the accuracies of the sigmoid and polynomial kernels are relatively same. Moreover, the RBF kernel is found capable of taking less computational time compared to other kernels. Herein, it is worth noticing that; polynomial kernel is not suitable for remaining useful life prediction, as it takes high computational time.
On the ground of this comparative study, it can be concluded that the RBF kernel is proficient in achieving higher accuracy with the fastest computation. Consequently, the advanced performance of the integrated TCM system is the consequence of utilizing RBF kernel.
Comparative analysis
In the direction of ensuring that the proposed integrated TCM system is having a robust problem-solving framework. We performed an exhaustive comparative analysis with widely used data-driven schemes build with the same set of experimental data. Herein, to verify the performance of diagnostics module it is compared with distinctive classification algorithms such as, Fuzzy system (Kaburlasos et al. 2007), Naïve Bayes (NB) (McCallum and Nigam 1998), Rule-based (RB) (Frank and Witten 1998), Hidden Markov model (HMM) (Xu and Ge 2004). Moreover, the performance of the prognostics module is verified by comparing it with the widely used artificial neural network (ANN) (Nakai et al. 2015). The detailed comparative results are shown in Table 3. From this table, it is evident that among all HMM has shown the worst performance with 0 MCC and Kappa value representing very less agreement for classification of tool health states. The low DA from fuzzy, NB, RB and HMM classifiers shows poor suitability, as well as lower values of SEN, SPF, P shows poor stability. The lesser value of F-Measure than 0.7 shows low classification quality. The robustness of the proposed diagnostics module is evident with a highest weighted average value of ROC area among other classifiers. Furthermore, results in Table 3 indicate that the high \(R^{2}\) correlation coefficient from prognostics module shows that predicted RUL are highly related to actual RUL compared to ANN. Lower values of MSE and RMSE from prognostics module show higher accuracy in RUL prediction compared to ANN’s output. Prognostics module has lesser error rate in the RAE and RRSE as it provides, the more perfect predictions and lesser variance in predictions. Moreover, the proposed prognostics module is also computationally efficient to be applicable in real-time environment.
Implementation results from this comparative study confirm that the proposed integrated TCM system is superior to other data-driven schemes and provides a robust problem-solving framework.
Conclusions
In this paper, a novel integrated tool condition monitoring system was formulated by quantifying and mapping the relationship between product quality and tool degradation. The purpose was to provide manufacturing industries with an intelligent integrated monitoring system to instantaneously prevent machining system performance degradation and sudden failures. The major contributions of this work are highlighted as follows:
A cost efficient experimentation strategy was implemented in an effort to create a simple, easily comprehensible monitoring system utilizing minimum resources to enable easy adaptation of the technology even in medium and small-scale machining industries.
A comprehensive analytical investigation of the correlation between product quality and tool degradation was realized; revealing the strong positive relationship. Based on the investigated relationship, an integrated tool condition monitoring system based on support vector machine with optimal training technique was formulated. The architecture of the proposed system includes a linked diagnostics module with a prognostics module. Herein, the diagnostic reliability was enhanced by researching on the use of a multi-level categorization of degradation. Whereas, the prognostics competence was improved by formulating it explicitly for the tools critical zone as a function of tool life. In addition, a new tool degradation indicator with diverse functionality was introduced as an input, to represent the degradation features of the cutting tool. The function of this integrated system was to monitor the current health state of the machining system, and whenever the degradation curve of the tool reaches the critical zone, prognostics module was triggered, and remaining useful life was assessed instantaneously.
The proposed system was thoroughly evaluated on a high-speed CNC milling machining system to recognize the practicability of the system in a real industrial environment. Consequently, a comprehensive performance examination was performed to distinguish the suitability, stability, quality, reliability, robustness, applicability and comprehensibility of the integrated TCM system. This extreme performance assessment expands the system’s robustness and applicability to the real industrial environment. The implementation results showed that the proposed system can monitor the machining system health condition effectively and improve the precision of remaining useful life prediction, thus it is pertinent to advance industrial maintenance.
In essence, the proposed system was proficient in capturing the relationship between product quality and tool degradation and provides a robust problem-solving framework for the intelligent machining process. This will enrich the existing tool condition monitoring systems by considering the product quality as a new element for tool health monitoring. The information obtained in the current course of action results in significant savings in cost, time and improving productivity in a heavily competitive manufacturing industry.
The restriction in this work is that the proposed approach is only suitable for the applications in which the operating conditions are fixed. The applicability of this approach can be seen in applications with high volume of productions. In future, the approach can be generalized by considering multiple operating conditions.
References
Al-jonid, K., Jiayang, W., & Nurudeen, M. (2013). A new fault classification model for prognosis and diagnosis in CNC machine. In Control and decision conference (CCDC), 2013 25th Chinese (pp. 3538–3543). IEEE.
Alonso, F. J., & Salgado, D. R. (2008). Analysis of the structure of vibration signals for tool wear detection. Mechanical Systems and Signal Processing, 22(3), 735–748.
Ambhore, N., Kamble, D., Chinchanikar, S., & Wayal, V. (2015). Tool condition monitoring system: A review. Materials Today Proceedings, 2(4–5), 3419–3428. doi:10.1016/j.matpr.2015.07.317.
Benkedjouh, T., Medjaher, K., Zerhouni, N., & Rechak, S. (2015). Health assessment and life prediction of cutting tools based on support vector regression. Journal of Intelligent Manufacturing, 26(2), 213–223.
Bhatt, D., Aggarwal, P., Devabhaktuni, V., & Bhattacharya, P. (2014). A novel hybrid fusion algorithm to bridge the period of GPS outages using low-cost INS. Expert Systems with Applications, 41(5), 2166–2173.
Bhuiyan, M. S. H., Choudhury, I. A., & Nukman, Y. (2012). Tool condition monitoring using acoustic emission and vibration signature in turning. In Proceedings of the world congress on engineering (vol. 3).
Castejón, M., Alegre, E., Barreiro, J., & Hernández, L. K. (2007). On-line tool wear monitoring using geometric descriptors from digital images. International Journal of Machine Tools and Manufacture, 47(12), 1847–1853.
Chang, C. C., & Lin, C. J. (2011). LIBSVM: A library for support vector machines. ACM Transactions on Intelligent Systems and Technology (TIST), 2(3), 27.
Chen, J. C., & Chen, W. L. (1999). A tool breakage detection system using an accelerometer sensor. Journal of Intelligent Manufacturing, 10(2), 187–197.
Chen, X. Q., & Li, H. Z. (2009). Development of a tool wear observer model for online tool condition monitoring and control in machining nickel-based alloys. The International Journal of Advanced Manufacturing Technology, 45(7–8), 786–800.
Cortes, C., & Vapnik, V. (1995). Support-vector networks. Machine Learning, 20(3), 273–297.
Dey, S., & Stori, J. A. (2005). A Bayesian network approach to root cause diagnosis of process variations. International Journal of Machine Tools and Manufacture, 45(1), 75–91.
Elangovan, M., Sugumaran, V., Ramachandran, K. I., & Ravikumar, S. (2011). Effect of SVM kernel functions on classification of vibration signals of a single point cutting tool. Expert Systems with Applications, 38(12), 15202–15207.
Frank, E., & Witten, I. H. (1998). Generating accurate rule sets without global optimization. In Machine learning: Proceedings of the fifteenth international conference.
Geramifard, O., Xu, J. X., Zhou, J. H., & Li, X. (2012). A physically segmented hidden Markov model approach for continuous tool condition monitoring: Diagnostics and prognostics. IEEE Transactions on Industrial Informatics, 8(4), 964–973.
Ghosh, N., Ravi, Y. B., Patra, A., Mukhopadhyay, S., Paul, S., Mohanty, A. R., et al. (2007). Estimation of tool wear during CNC milling using neural network-based sensor fusion. Mechanical Systems and Signal Processing, 21(1), 466–479.
Girardin, F., Rémond, D., & Rigal, J. F. (2010). Tool wear detection in milling—an original approach with a non-dedicated sensor. Mechanical Systems and Signal Processing, 24(6), 1907–1920.
Hsu, C. W., & Lin, C. J. (2002). A comparison of methods for multiclass support vector machines. IEEE transactions on Neural Networks, 13(2), 415–425.
Kaburlasos, V. G., Athanasiadis, I. N., & Mitkas, P. A. (2007). Fuzzy lattice reasoning (FLR) classifier and its application for ambient ozone estimation. International Journal of Approximate Reasoning, 45(1), 152–188.
Kaya, B., Oysu, C., Ertunc, H. M., & Ocak, H. (2012). A support vector machine-based online tool condition monitoring for milling using sensor fusion and a genetic algorithm. Proceedings of the Institution of Mechanical Engineers, Part B Journal of Engineering Manufacture, 226(11), 1808–1818.
Kohavi, R. (1995). A study of cross-validation and bootstrap for accuracy estimation and model selection. Proceedings of the Fourteenth International Joint Conference on Artificial Intelligence, 14(2), 1137–1145.
Kurada, S., & Bradley, C. (1997). A review of machine vision sensors for tool condition monitoring. Computers in Industry, 34(1), 55–72.
Li, X., Lim, B. S., Zhou, J. H., Huang, S., Phua, S. J., Shaw, K. C., & Er, M. J. (2009). Fuzzy neural network modelling for tool wear estimation in dry milling operation. In Annual conference of the prognostics and health management society (pp. 1–11).
Lou, M. S., Chen, J. C., & Li, C. M. (1998). Surface roughness prediction technique for CNC end-milling. Journal of Industrial Technology, 15(1), 1–6.
Malekian, M., Park, S. S., & Jun, M. B. (2009). Tool wear monitoring of micro-milling operations. Journal of Materials Processing Technology, 209(10), 4903–4914.
McCallum, A., & Nigam, K. (1998). A comparison of event models for naive bayes text classification. In AAAI-98 workshop on learning for text categorization (vol. 752, pp. 41–48).
Nakai, M. E., Aguiar, P. R., Guillardi, H., Bianchi, E. C., Spatti, D. H., & D’Addona, D. M. (2015). Evaluation of neural models applied to the estimation of tool wear in the grinding of advanced ceramics. Expert Systems with Applications, 42(20), 7026–7035.
Özel, T., & Karpat, Y. (2005). Predictive modeling of surface roughness and tool wear in hard turning using regression and neural networks. International Journal of Machine Tools and Manufacture, 45(4), 467–479.
Ren, Q., Balazinski, M., Baron, L., Jemielniak, K., Botez, R., & Achiche, S. (2014). Type-2 fuzzy tool condition monitoring system based on acoustic emission in micromilling. Information Sciences, 255, 121–134.
Rizal, M., Ghani, J. A., Nuawi, M. Z., & Haron, C. H. C. (2013). The application of I-kaz TM-based method for tool wear monitoring using cutting force signal. Procedia Engineering, 68, 461–468.
Su, J. C., Huang, C. K., & Tarng, Y. S. (2006). An automated flank wear measurement of microdrills using machine vision. Journal of Materials Processing Technology, 180(1), 328–335.
Tangjitsitcharoen, S., Thesniyom, P., & Ratanakuakangwan, S. (2014). Prediction of surface roughness in ball-end milling process by utilizing dynamic cutting force ratio. Journal of Intelligent Manufacturing, 28, 1–9.
Vallejo, A. J., Morales-Menéndez, R., Rodriguez, C. A., & Sucar, L. E. (2006). Diagnosis of a cutting tool in a machining center. In proceedings the 2006 IEEE international joint conference on neural network (pp. 3706–3713).
Wang, G. F., Yang, Y. W., Zhang, Y. C., & Xie, Q. L. (2014). Vibration sensor based tool condition monitoring using \(\nu \) support vector machine and locality preserving projection. Sensors and Actuators A Physical, 209, 24–32.
Wang, W., Wong, Y. S., & Hong, G. S. (2005). Flank wear measurement by successive image analysis. Computers in Industry, 56(8), 816–830.
Xu, Y., & Ge, M. (2004). Hidden Markov model-based process monitoring system. Journal of Intelligent Manufacturing, 15(3), 337–350.
Zhang, K. F., Yuan, H. Q., & Nie, P. (2015). A method for tool condition monitoring based on sensor fusion. Journal of Intelligent Manufacturing, 26(5), 1011–1026.
Zhong, Z. W., Zhou, J. H., & Win, Y. N. (2013, June). Correlation analysis of cutting force and acoustic emission signals for tool condition monitoring. In IEEE control conference (ASCC), 2013 9th Asian (pp. 1–6).
Acknowledgements
This research work was supported in part by the Department of Science and Technology (DST), Government of India, through Grant No. YSS/2014/000320. All the experiments were conducted at IIT Indore, India. We acknowledge the support.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Jain, A.K., Lad, B.K. A novel integrated tool condition monitoring system. J Intell Manuf 30, 1423–1436 (2019). https://doi.org/10.1007/s10845-017-1334-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10845-017-1334-2