
Consolidation of commercial silicon carbide powder was performed by means of spark plasma sintering. It is shown that mechanical preactivation is a promising method for introducing a high content of boron additives into silicon carbide. The effect of the boron-additive amount on sintering, microstructure, and properties of the ceramic material was studied. A ceramic showing promise for use as a structural material in nuclear reactors and gas-turbine engines was obtained on the basis of silicon carbide with boron weight content 10%, density 3.12 g/cm3, hardness 31.9 GPa, and crack resistance 5.65 MPa·m1/2.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
A great deal of attention is now being devoted to the development of materials securing stable operation under extreme operating conditions, specifically, under combined exposure to high temperatures and mechanical loads and chemically corrosive media [1,2,3,4]. Oxygen-free refractory compounds [5, 6] — silicon carbide, boron carbide, and their compositions — are promising for solving such problems. Both compounds are stable against high-energy ionizing radiation, which on passing through matter interacts with the electronic shells and nuclei of atoms and can disrupt the structure and cause other damage to the materials.
A test performed in [7] on silicon carbide composites using ion radiation with flux density 7.7 × 1025 neutrons/m2 at temperature 800°C did not show any significant changes in the mechanical properties. Irradiation at 750°C with flux 1.2 × 1026 neutrons/m2 likewise did not result in any serious changes in the strength characteristics.
The tolerance of boron carbide for ionizing radiation depends on its content of the isotope B10. The thermal neutron capture cross section of the boron isotope is equal to about 3.85 × 10 – 21 cm2, decreasing slowly and monotonically with increasing radiation energy and remaining high in absolute value [8]. This makes silicon carbide materials promising for use in nuclear reactors, GTE parts and radio-technical articles whose operating temperatures can reach 1800 – 2000°C.
One way to activate the sintering process for silicon carbide is to alloy it with boron, carbon, or their combinations [9]. Carbon alloying during firing of silicon carbide results in the reduction of silicon oxides with formation of SiC as a by-product, which decreases the mass losses associated with the release of gaseous products and promotes porosity reduction in the material.
The introduction of boron as an activator into silicon carbide can result in compaction of the material without the participation of a liquid phase owing to the formation of solid solutions of boron in silicon carbide, which, segregating on particle surfaces, lower the surface energy and the activation energy of atomic diffusion. The sintering of silicon carbide is appreciably intensified when this activator is introduced in amounts (weight content) 0.5 – 1%Footnote 1 [10,11,12].
The introduction of a large amount of modifier can result in the precipitation of crystalline phases of boron carbide, but this phase-formation process has not been studied exhaustively. As the amount of boron forming a solid solution increases, the departure of the system from equilibrium increases, which will create the prerequisites for sintering of α-SiC commercial powder at temperatures below 2000°C.
The aim of the present work is consolidation of commercial silicon carbide powder (α-SiC) by means of spark plasma sintering (SPS method) and study of the effect of the amount of boron additive introduced on the sintering, structure, and properties of the material.
Spark plasma sintering is considered to be a fast method of sintering where energy release occurs not only over the entire volume of the powder blank on a macroscopic scale and also as a method where energy is dissipated precisely in certain sections on a microscopic scale, specifically, at the points of contact of the powder particles with one another [13].
Experimental Procedure
The initial components were F-100 grade commercial α-SiC powder and amorphous boron (MRTU 6-02-292-64). The SiC powder, comminuted to sub-micron size (D50 = 0.215 μm), was obtained from the Volga Abrasives Works. Its composition is presented in Table 1. The comminution was performed in a planetary mill (PM-400, Retsch, Germany) in drums (volume 250 ml), using milling bodies made of WC (d = 10 mm); the comminution time was 3 h. An Analysette 22 Micro Tec/XT laser particle analyzer (Fritsch Company) was used to analyze the dispersivity of the materials.
Mechanical activation was used to introduce boron additives into silicon carbide. This method is of great interest because of the possibility of ‘deformation mixing’ of the components of the mixture, i.e. mixing of the initial components at the atomic level. The mixing occurs when diffusion processes are inhibited, and this makes it possible to stabilize different metastable phases that arise during mechanical actions and manifest in the course of subsequent heat-treatment [14]; the mass content of the introduced boron in the mixture was 3, 6, 8, and 10%. Mechanical activation was conducted in a PM-400 planetary mill in drums (250 ml), using milling bodies made of WC (d = 10 mm) for 120 min, and the ratio of the material and milling bodies was 1 : 10. Next, the mixture was passed twice through a No. 002 sieve.
A Shimadzu EDX-8000 (Japan) energy-dispersive x-ray fluorescence spectrometer and the HCAM 439-PC method were used to perform chemical analysis of the composition of the initial F-1000 silicon carbide powder from the Volga Abrasives Works. A D2 Phaser x-ray diffractometer (Bruker, Germany) was used to determine the phase composition of the initial silicon carbide powder. The mechanically actived powders were investigated by means of IR spectroscopy (IR Fourier Spectrometer, Thermo Fisher Scientific Inc., USA).
A setup for performing hybrid spark plasma sintering (model H-HPD 25-SD, FAST/SPS + induction heating, FCT Company, built by order at VIAM, Project 8598-VIAM) was used to consolidate the silicon-carbide-based powder mixtures. The mechanically activated powders were placed into a graphite compression-mold (outer diameter 95 mm and inner diameter 31.5 mm). The inner surface was covered with graphite foil in order to keep the powder from coming into contact with the compression-mold and to safely remove the finished samples.
After the compression-mold is placed into the working chamber of the SPS-sintering setup premolding occurred at pressure 20 MPa and the chamber was filled with argon gas to pressure 20 mbar. Next, the temperature was raised to 300°C at rate 100 K/min and the pressing pressure to 30 MPa, next, the temperature was raised to 450°C at the rate 50 K/min and the pressing pressure to 60 MPa. Subsequently, the temperature was raised to 1600°C at rate 100 K/min and then to the final temperature of consolidation 1750°C at rate 50 K/min. The soaking time at the maximum temperature varied from 5 to 25 min (5, 10, 15, 20, 25 min).
The apparent density of the consolidated samples was determined by means of hydrostatic weighing. The Vickers hardness of the samples was measured with an HV-1000 microhardness tester (TIME Group, China) under load 9.81 N. The crack resistance was determined by the Niihara method [15]. In the indentation method using a Vickers pyramid the crack resistance of the material is determined as
where K1c is the crack resistance, MPa·m1/2; Φ is a constant (Φ ≈ 3); Hv is the microhardness (Vickers hardness), GPa; E is the elastic modulus, GPa; l is the average length of radial cracks, appearing near the imprint of the indenter (Vickers pyramid) and measured from the corner of the imprint, μm; a is the length of the semi-diagonal of a Vickers pyramid imprint, μm.
A JSM-6490LV (Jeol, Japan) scanning electron microscope was used to determine the grain size and other parameters of the structure.
Results and Discussion
The weight content of the primary substance in the grade F-1000 commercial silicon carbide powder exceeds 99.6% (Table 1); SiC is represented in the form of two polytypes: hexagonal (6H–SiC) and rhombohedral (15R–SiC) modifications.
No peaks belonging to the crystalline carbide phase were observed in the spectrogram after the introduction of 10% boron (Fig. 1f ), as opposed to Fig. 1a where boron carbide formation occurs even after the introduction of 2% additive. This is confirmed by the sharp change in the intensity of the peak with wavelength 1080 cm – 1. In addition, after mechanical activation (MA) of mixtures with 3, 6, 8, and 10% boron a halo was observed to appear in the wavelength range 1200 – 1450 cm – 1, which is uncharacteristic for silicon and boron carbide phases.

Results of IR spectroscopy: a) mixtures without preliminary MA (the numbers on the curves correspond to the weight content of boron, %) [4]; b ) initial comminuted SiC powder before MA; c, d, e, f ) MA-mixtures with 3, 6, 8, and 10% boron, respectively.
This compound comprises a separate phase different from the phases SiC and B4C, which could be due to the solid solution of boron and silicon carbide formed according to the reactions
where B is the boron atom; SiC is silicon carbide; \( {V}_{\mathrm{Si}}^{\prime \prime \prime } \) is a silicon vacancy; \( {\mathrm{C}}_{\mathrm{C}}^{\mathrm{x}} \) is carbon in the carbon sublattice; \( {V}_{\mathrm{C}}^{\bullet \bullet \bullet } \) is a carbon vacancy; \( {\mathrm{B}}_{\mathrm{Si}}^{\prime } \) is boron in the silicon sublattice; \( {\mathrm{B}}_{\mathrm{C}}^{\bullet \bullet \bullet } \) is boron in the carbon sublattice; and, \( {\mathrm{Si}}_{\mathrm{Si}}^{\mathrm{x}} \) is silicon in the silicon sublattice.
The study of the spectrograms of the comparison mixtures and the mixtures obtained in the present study shows that the activation method is promising for introducing a large amount of boron into the silicon carbide.
To study the effect of the soaking time at temperature 1750°C on the degree of sintering of ceramic materials, consolidation of silicon carbide powder was performed with the addition of 8% boron with soaking times 5, 10, 15, 20, and 25 min. The results of firing with different soaking times are presented in Fig. 2.

Variation of the density ρ of silicon carbide samples with the addition of 8% boron and increasing soaking time τ at maximum firing temperature 1750°C.
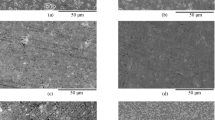
As the soaking time increases, the density of silicon carbide samples with the addition of 8% boron grows monotonically (see Fig. 2), reaching 3.12 g/cm3, close to the theoretical density of SiC (ρtheor = 3.21 g/cm3 ), after 25-min soaking at 1750°C. In studying the microstructure of silicon carbide samples with the addition of 8% boron, which were consolidated with different soaking times at the maximum firing temperature (Fig. 3), it was found that increasing the soaking time results in a very small growth of fine grains, but growth of large grains present in the system is not observed. The particle morphology is preserved; dissolution of small particles does not occur, which could attest the absence of a liquid phase through which matter can be transported from convex sections and small crystals (i.e. their dissolution) to flatter (or concave) sections and large crystals. Closed intercrystalline porosity about 1 μm remains after firing at 1750°C.

Photographs of the microstructure of cleavage faces of samples of silicon carbide with the addition of 8% boron, obtained by the SPS method with different soaking times at the maximum firing temperature: a) 10 min; b ) 15 min; c) 20 min; d ) 25 min.
An elemental analysis of the microstructure (Fig. 4) showed the presence of silicon, carbon, and boron in the system. In addition, silicon content reduction is observed inside grains, which could be associated with silicon replacement by boron and formation of a substitutional solid solution via the reaction (1).

Elemental analysis of the microstructure of a silicon carbide sample with the addition of 8% boron, obtained by the SPS method at temperature 1750°C and soaking time 25 min: a) photomicrograph of sample [+) region of analysis]; b ) elemental composition of the region of analysis.
To determine the effect of the boron additive (modifier) amount on the physical and mechanical properties of silicon carbide with the addition of 3, 6, 8, and 10% modifier, consolidation was performed for 25 min at temperature 1750°C and pressure 60 MPa. The obtained values of the density, hardness, and crack resistance are presented in Table 2.
An investigation of the change in the density of SiC-based ceramic materials with increasing boron weight content shows that the introduction of large amounts of boron results in higher silicon carbide density. This could be associated with the formation of a solid solution where boron predominantly replaces silicon and crystal lattice defects in the form of carbon vacancies are formed. The number of vacancies formed is directly proportional to the boron content in the system, since IR spectroscopy showed that the peak intensity due to the new boron compound with silicon carbide increases (see Fig. 1) and therefore the amount of this compound in the ceramic material increases.
The replacement of silicon by boron occurs on the surface, as shown in [8], and results in the reduction of the surface energy as well as the activation energy of atomic diffusion, which decreases the activation energy of the sintering process [9].
The maximum density, equal to 3.12 g/cm3, obtains upon the introduction of 8% boron and does not change when its contents increases to 10%, which attests the formation of a densely sintered framework. Upon a transition into a high-density state, i.e. the density exceeds 95% of the theoretical value, the hardness increases as a result of an increase in the volume fraction of interpore bridges. An increase in the hardness of densely sintered material from 30.3 to 31.9 GPa with the introduction of 10% boron can be explained by growth of silicon carbide crystals (see Fig. 3).
The values of K1c decrease with increasing boron content as a result of a change in the mechanism of failure of the material from intercrystallite to transcrystallite type. In the case of the intercrystallite mechanism the tolerance for crack propagation in the experimental material based on SiC can be explained by the creation of a microporous structure where the energy of a crack is dissipated on passage along the grain boundaries on which stresses are concentrated.
The creation of a denser structure results in reduction of the stress concentrators in form of micropores on grain boundaries, which facilitates recrystallization at the final stage of sintering.
In turn this results in failure of the material predominantly by the transcrystallite mechanism, i.e. when a crack passes through a grain of the sintered framework. In this mechanism the propagation path of a crack is truncated and the material fails under smaller loads.
Conclusions
The use of mechanical activation at the stage of mixing of silicon and boron carbide powders makes it possible to increase the content of the additive to 10% without precipitation of crystalline compounds of boron with carbon or silicon.
Increasing the amount of boron additives promotes compaction of silicon carbide to a high-density state at temperature 1750°C by the diffusion sintering mechanism, where defects in the form of vacancies play the primary role. The formation of a solid solution can intensify sintering owing to segregation of the solution on the surface of grains, which results in a reduction of the surface energy as well as the activation energy of atomic diffusion.
The introduction of boron results in growth of fine grains owing to segregation of the formed solid solution, which, in turn, promotes reduction of the surface energy of the grains. In addition, appreciable growth of large grains is not observed owing to the small curvature and, therefore, small driving force of the recrystallization process.
Consolidation in spark plasma at temperature 1750°C with 25-min soaking makes it possible to obtain a high-density material based on silicon carbide with boron weight content 10%. The obtained ceramic material possesses the following properties: density — 3.12 g/cm3, Vickers hardness — 31.9 GPa, crack resistance — 5.65 MPa·m1/2.
Notes
Here and below, content by weight, %.
References
E. N. Kablov, D. V. Grashchenko, N. V. Isaeva, et al., “Promising high-temperature ceramic composite materials,” Ross. Khim. Zh., 54(1), 20 – 24 (2010).
V. G. Sevast’yanov, E. P. Simonenko, D. V. Grashchenko, et al., “Production of filamentary silicon carbide crystals by the sol-gel method in the bulk of SiC ceramic,” Kompozity Nanostrukt., 6(4), 198 – 211 (2014).
E. N. Kablov, “Composites: today and tomorrow,” Metally Evrazii, No. 1, 36 – 39 (2015).
A. S. Chainikova, M. L. Vaganov, N. E. Shchegoleva, and Yu. E. Lebedev, “Technological aspects of the production of radio-transparent glass ceramic materials based on high-temperature aluminum silicate systems,” Tr. VIAM: Electron. Nauch.-Tekhn. Zh., No. 12, Article No. 04 (2015); URL: http://www.viam-works.ru (Date of access December 10, 2016). dx.doi.org/10.18577/2307-6046-2015-0-11-4-4.
Yu. E. Lebedev, N. V. Popovich, and L. A. Orlova, “Protective high temperature coatings for composite materials based on SiC,” Tr. VIAM: Electron. Nauch.-Tekhn. Zh., No. 2, Article No. 06 (2013); URL: http://www.viam-works.ru (Date of access December 10, 2016).
Yu. E. Levedev, D. V. Grashchenko, N. V. Popovich, et al., “Development and research of heat-stable coatings obtained by the sol-gel method in the system Y2O3–Al2O3–SiO2 for SiC-containing materials,” Tr. VIAM: Electron. Nauch.-Tekhn. Zh., No. 12, Article No. 03 (2013); URL: http://www.viam-works.ru (Date of access December 10, 2016).
Y. Katoh, L. L. Snead, and C. H. Henager, “Current status and critical issues for development of SiC composites for fusion applications,” J. Nuclear Mater., 367 – 370, 659 – 671 (2007).
H. Gu, Y. Shinoda, and F. Wakai, “Detection of boron segregation to grain boundaries in silicon carbide by partially resolved electron energy-loss spectroscopy,” J. Am. Ceram. Soc., 82(2), 469 – 472 (1999).
A. Malinge, A. Coupe, Y. Le Petitcorps, and R. Pailler, “Pressureless sintering of beta silicon carbide nanoparticles,” J. Europ. Ceram. Soc., 32, 4393 – 4400 (2012).
E. Elzbieta, W. Ptak, and L. Stobierski, “Influence of sintering activators on structure of silicon carbide,” Solid State Ionics, 141 – 142, 523 – 528 (2001).
D. A. Ray, S. Kaur, and R. A. Cutler, “Effect of additives on the activation energy for sintering of silicon carbide,” J. Am. Ceram. Soc., 91 [4], 1135 – 1140 (2008).
P. Barick, D. Chakravarty, and B. P. Saha, “Effect of pressure and temperature on densification, microstructure and mechanical properties of spark plasma sintered silicon carbide processed with β-silicon carbide nanopowder and sintering additives,” Ceram. Int., 42, 3836 – 3848 (2016).
R. San Millan Torresilyas, N. B. Salis Pinargote, A. A. Okun’kova, and P. Yu. Peretyagin, Principles of the Process of Spark Plasma Sintering of Nanopowders [in Russian], Tekhnosfera, Moscow (2014).
K. A. Niihara, “Fracture mechanics analysis of indentation-induced Palmqvist crack in ceramics,” J. Mater. Sci. Lett., 2, 221 – 223 (1983).
E. G. Avvakumov and A. A. Gusev, Mechanical Methods of Activation and the Processing of Native and Technogenic Raw Materials [in Russian], Geo, Novosibirsk (2009).
E. N. Kablov, “Innovative development work at FGUP VIAM GNTS RF on the realization of strategic directions of development of materials and their processing technologies in the period to 2030,” Aviats. Mater. Tekhnol., No. 1(34), 3 – 33 (2015); DOI: https://doi.org/10.18577/2071-9140-2015-0-1-3-33.
This work was performed as part of the implementation of the complex scientific direction 14.1: Structural ceramic composite materials (‘Strategic direction of development of materials and their processing technologies in the period to 2030’) [16].
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Steklo i Keramika, No. 4, pp. 10 – 15, April, 2018.
Rights and permissions
About this article

Cite this article
Modin, S.Y., Popova, N.A., Lebedeva, Y.E. et al. Effect of High Boron Additive Content on SPS-Consolidation and Properties of Commercial Silicon Carbide Powder. Glass Ceram 75, 133–138 (2018). https://doi.org/10.1007/s10717-018-0042-5
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10717-018-0042-5