
Bending strength of composites produced by using two layers of woven preforms from glass and flax rovings is studied experimentally. Statistically significant models describing the process of deformation of the studied composite samples are constructed. A method of nondestructive monitoring is proposed for estimating strength of two-layer composites produced by using two-layer woven preforms.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Thanks to their high relative strength, flexibility, and low density, composites are used widely in automobile and aviation engineering [1], sport outfit making [2], construction [3], etc. Depending on the purpose of the composites, various, sometimes diametrically opposite, requirements are imposed on them. Because of this, for reinforcing composites, use can be made of fibres of various origin, which differ in both physicomechanical properties and price. Also, composites from natural fibres can be utilized with relative ease by burning in contrast, for example, to composites from glass fibres.
Of late, sport outfit makers are noticing heightened interest of consumers in environment-friendly (bio-based) products, which is stimulating manufacture of composites from natural fibres, primarily flax [4,5,6,7]. Natural fibres are often inferior to chemical fibres in strength properties, but in many cases can meet the requirements of physicomechanical properties of composites. No less important, from the consumer’s point, is creation of special visual effect on the composite surface, in which textile matrix from natural fibres is overlooked.
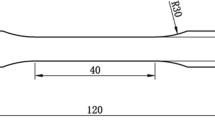
Complex technical items containing composites in their structure may have the most diverse shape that depends on their function, which may require for their manufacture creation of preforms that repeat various 3D surfaces. For creating preforms that repeat cylindrical, conical, and curved surfaces, use can be made of various radial weaving machines [8, 9]. A grass (field) hockey stick hook braided with flax roving on a Herzog RF 1/64-120 radial braiding machine [5] is shown in Fig. 1.

Grass hockey stick hook.
Comparative analysis of strength properties of composites made with both natural and chemical fibres is of practical interest. Mechanical bending properties of composites obtained by using preforms made on a Herzog RF 1/64-120 radial braiding machine from flax and glass rovings are studied within the scope of this work. The linear density of the used rovings was 0.8 ktex. The thickness of the composite is often critical for sport outfit manufacture, because of which a two-layer structure was formed within the scope of this investigation, which made it possible to restrict the composite thickness to 2 mm. Investigations of mechanical bending properties were conducted by three-point method using a Zwick 1455 universal testing machine [10, 11]. The test consisted in bending a 15 × 60 × 2 mm flat rectangular sample lying freely on two supports and loaded at a constant rate until breaking.
Four types of woven preforms differing in percentage ratio of roving contents (Table 1) were used within the scope of this work.
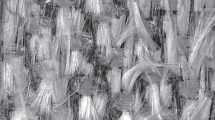
Photographs of the surface of woven preforms illustrating the form of type 2 and 3 weaving are shown in Fig. 2.

Weaves of type 2 (a) and 3 (b) preforms.
The composite was molded by vacuum infusion using two different epoxy systems, namely, a system with epoxy resin SR InfuGreen 810 and hardener SD 8824 of the Sicomin company and a system with epoxy resin INR and hardener INS0 of the Super SAP company. The images of the composite produced by computed microtomography using a CT-Alpha tomograph [12] is shown in Fig. 3.

Computed tomogram of composites using type 1 (a) and 2 (b) preforms.
The bending test data for samples of composites produced by using all four types of woven preforms and SR InfuGreen 810 + SD 8824 epoxy system of the Sicomin company are plotted in Fig. 4. As can be seen, the sample with use of preform consisting fully of glass fibre is far superior in strength properties to the materials containing flax fibres in their structure, which explains the lower breaking load of flax roving.

Deformation properties of samples of composite molded by using type 1-4 woven preforms.
The bending test data obtained for five single-type samples of two-layer composite by using purely flax fibre (type 1) and Sicomin SR InfuGreen 810 + SD 8824 epoxy system are plotted in Fig. 5. As will be seen, the deformation curves for single-type composite samples, which have a complex shape, illustrate the difference of strength properties. For a comparative analysis of the mechanical bending properties of composite samples differing in type of preform and epoxy system used for their formation it is essential to make a statistically significant evaluation of the deformation curve for each type of material [13, 14].

Deformation properties of samples of two-layer composite with use of all-flax preforms.
As evident from Figs. 4 and 5, after the point where the composite endures the maximum applied stress, the composite begins to break up and the stress required for its further deformation right up to the moment of final breakup begins to wane. In this connection, the segment of the deformation curve up to the moment of application of maximum stress, after which occurs irreversible breakup of the sample, is of interest. The left-hand segment of the deformation curve can be described with the aid of a model of the following type:
where P is the load, MPa; L is the bending of the sample, mm; b1 and b2 are the model parameters.
Model (1) meets the basic requirements for describing the deformation process, i.e., up to the moment of application of deforming stress (P = 0) the sample does not bend (L + 0), and it describes the segments most typical for the deformation curve, namely, the linear (b1L) and nonlinear (b2L2).
The bending test data plotted in Fig. 6 up to the moment of breakup of five samples of two-layer composite made purely of flax woven preform were obtained with a step of 3.3·10-3 mm. Statistically significant evaluation of model (1)- R2 = 0.983 (p-value = 2.2·10-16) and its confidence limits of 95% are also shown in this figure.

Modeling of deformation properties of samples of composite made purely with flax preform.
After taking the derivative from expression (1), equating it to zero, and solving relative to L, we get the expression for determining the predicted magnitude of bending at the instant of application of maximum load:
Putting expression (2) in expression (1) we get the expression for determining the predicted maximum load before the instant of breakup of the sample:
Using expression (3) for constructing confidence limits of the predicted value of the regression model [15] we get the estimate of the confidence interval for predicting the point estimate of the maximum load that the test sample endures before breaking up:
where t − Student distribution quantile; α − accepted significance level (for constructing 95% confidence interval, α − 0.05); N − experimental data sampling volume; Se − standard regression error; X − sample bending data matrix.
Expressions (1)-(4) can be used for implementing nondestructive monitoring of bending strength of two-layer composites molded by using woven preforms.
Estimates of predictable composite strength values obtained by using expressions (1)-(4) from the bending data for a sample of 1, 2, and 3 mm thickness are plotted in Fig. 7. As can be seen from this figure, before breakup the test sample endured a maximum load of 135.19 MPa for a bending of 6.08 mm, whereas the predicted value, as per model (1), is139.94 MPa for a bending of 5.64 mm with 95% confidence interval from 109.92 to 169.97 MPa.

Prediction of strength of composite produced by using all-flax preform.
The estimates of deformation curves obtained by model (1) for bending of samples of composites produced by using four types of preforms are plotted in Fig. 8. Analyzing the data in this figure we can draw the following conclusions;
-
samples obtained by using preforms consisting wholly of glass fibre have higher strength than samples obtained by using preforms consisting wholly of flax fibre; samples obtained by using all-flax preforms, however, breakup at higher magnitudes of bending, which explains the relatively better strength properties of glass fibres and greater breaking elongation of flax fibres;
-
use of preforms of both flax and glass fibres does not lead to a significant change in the composite strength in comparison with use of all-flax preform.

Deformation properties of samples of composite produced by using different types of preforms and Sicomin SR InfuGreen 810 + SD 8824 (a) and SuperSap INR + INS0 (b) epoxy systems.
The point and interval (95%) based estimates of maximum loads endured by samples of composites produced by using Sicomin SR InfuGreen 810 + SD 8824 and SuperSap INR + INS0 epoxy systems reinforced with various types of preform are shown in Fig. 9.

Maximum loads endured by samples of composite made by using various types of preform.
As evident form Fig. 9a, 95% confidence interval for composites with all-flax preforms of the 1-3 type overlaps, i.e., individual samples of composites with use of these preforms, have a statistically insignificant difference of strength properties.
References
Gilsu Park, Composite Structures, 184, 800-806 (2018).
B. V. Ramnath, J. Jeykrishnan, et al., Materials Today-Proceedings, Int. Conf. on Advancements in Aeromechanical Materials for Manufacturing, organized by MLR Institute of Technology, Hyderabad, Telengana, India, 4, No. 8, 9218-9223 (2017).
T. Gries, M. Raina, et al., “Manufacturing of textiles for civil engineering applications,” In: T. Triantafillou (editor), Textile Fibre Composites in Civil Engineering, Elsevier, Cambridge (2016), pp. 3-24.
V. Reimer and M.-I. Popzyk, GreenBraid:Entwicklung von widerstadsfahigen Flachsfaserverbundwerkstoffen, Gelsenkirchen: Expo Fortschrittsmotor Klimaschutz, GmbH, 2017, URL: http://leistungsschau.klimaexpo.nrw/projektevorreiter/greenbraid.html#filter%5Binit%5D=1 (Last Access: 28.03.2018).
M. I. Popzyk, V. Reimer, and T. Gries, Indian Textile J., July, 2017, 104—106.
M. I. Popzyk, V. Reimer, and T. Gries, Textile World, June 13, 2017. URL: http://www.textileworld.com/textileworld/2017/06/hockey-stick-made-using-natural-fibers/. (Last Access: 28.03.2018).
M. Zimniewska, J. Myalski, et al., Natural Fibers, 9, 229-239 (2012).
V. Reimer, A. S. Dyagilev, and T. Gries, Khim. Volokna, No. 5, 40-43 (2017).
V. Reimer, A. S. Dyagilev, and T. Gries, Fibre Chem., 49, No. 5, 330-333 (2018).
GOST R 56805−2015, Polymer Composites. Methods of Determination of Mechanical Bending Properties [in Russian].
ISO 14125, Fibre-reinforced Plastic composites. Determination of Flexural Properties.
CT-Alpha Computed Tomography System of ProCon X-Ray GmbH Company, URL: http://www.proconx-ray.com/ct-alpha (Last Access: 28.03.2018).
A. S. Dyagilev and A. G. Kogan, Izv. Vuzov. Tekhnol. Tekst. Prom., No. 6, 140-144 (2015).
A. S. Dyagilev, A. G. Kogan, and P. V. Murychev, Izv. Vuzov. Tekhnol. Tekst. Prom., No. 2, 29-33 (2013).
A. S. Dyagilev and A. G. Kogan, Methods and Tools for Investigating Technological Processes: A Textbook [in Russian], VGTU, Vitebsk (2012), p. 206.
The investigations were carried out with the support of NPSP and Holland Hockey, Netherlands, Barthels-Feldhoff, Germany, and the Eurostar Research Association within the framework of the Green-Braid Research Project.
The authors express their gratitude to the German Academic Exchange Service DAAD for providing support.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Khimicheskie Volokna, No. 6, pp. 61-65, November-December, 2018
Rights and permissions
About this article

Cite this article
Reimer, V., Dyagilev, A.S., Liebenstund, L. et al. Estimation of Strength of Composites Reinforced with Woven Preform. Fibre Chem 50, 538–542 (2019). https://doi.org/10.1007/s10692-019-10025-4
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10692-019-10025-4