
Abstract
The strength of plain-woven SiC/SiC composites was predicted with the multi-scale method. Firstly, a three-dimensional unit cell was used to characterize the geometric structure of plain-woven SiC/SiC composites. Secondly, the yarns were seen as minicomposites, whose axial mechanical properties were obtained by the shear-lag model, and the fiber defect model was adopted to simulate the failure process of minicomposites. The strength of plain-woven SiC/SiC composites predicted with the multi-scale method is in good agreement with the experimental result. Besides, the effects of heat treatment and load-carrying capacity of broken fiber on the strength of plain-woven SiC/SiC composites were evaluated, and the effect of woven geometry structure was also evaluated.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Fiber-reinforced ceramic matrix composites (CMCs) not only inherit ceramics’ outstanding properties, such as high strength, high modulus, high hardness, chemically inert and high melting temperature but also overcome the brittleness and notch sensitivity of ceramics. Given the excellent properties, CMCs have been applied to aero-engine, automobile brake system, and other modern engineering structures [1,2,3]. According to the yarn structure, CMCs can be divided into unidirectional, cross-ply, and woven structures. Compared with unidirectional and cross-ply CMCs, woven CMCs possess better delamination resistance and impact tolerance, and have become the main form in engineering applications. Hence, the strength prediction of woven CMCs is an essential and critical task in the design of CMCs structures.
Curtin [4, 5] was the first to present a theory incorporating the statistical nature of the fiber strength and the presence of fiber/matrix sliding to predict the ultimate tensile strength of CMCs. Although the theory can only be applied to unidirectional CMCs, it also gives guidance for strength prediction of woven CMCs.
Although woven CMCs possess complex geometric structures, many significant signs of progress in modeling the mechanical behavior of woven CMCs have been made. The conventional methods include micromechanics-based approaches [6,7,8,9], continuum damage mechanics [10], and multi-scale methods [11, 12]. However, in the above studies, the strength of woven CMCs has not been predicted.
Jacobsen et al. [13] predicted stress-strain response and failure strength of plain-woven CMCs by using the theory of a cross-ply laminate. While the lamination theory did offer an efficient method to predict in-plane effective properties, the unit-cell micro-stress and micro-strain variations were shown to be more complicated than that assumed by the lamination theory. Limited in plane stress, the lamination theory cannot be applied to 3D woven CMCs. Yang et al. [14] formulated a new methodology for damage coupling analysis and characterized the damage coupling behavior and its effect on the failure strength of CMCs. However, the theory is a phenomenological analytical method based on experimental results. Hence, it cannot be used to analyze the failure process in micro-scale. Besides, some researchers have found that the strength of SiC fibers could be changed by the high-temperature process [15]. However, the in situ strength of SiC fibers has not been used to predict the strength of woven SiC/SiC composites.
By combining the minimum repeating unit of periodic structure with the micromechanical model, the multi-scale method can establish the relationship between the macroscopic mechanical behaviors of woven composites and the microscopic constituent properties and the microscopic geometry structures, and it has been the tendency of modeling the mechanical behavior of woven composites. The purpose of this paper is to predict the strength of plain-woven SiC/SiC composites with the multi-scale method. Firstly, a three-dimensional unit cell was used to characterize the geometric structure of plain-woven SiC/SiC composites. To avoid the adjacent warps being fastened together, a narrow gap was set between the adjacent warps. Secondly, the yarns were seen as minicomposites, whose axial mechanical properties were obtained by the shear-lag model. To simulate the failure process of minicomposites, the defect model proposed by Zhang et al. [16] was adopted, and it was assumed that global load redistribution occurred upon fiber fracturing [4]. The in situ strength distribution of SiC fibers was count up to obtain the necessary experimental data for the fiber fracture model. The strength of plain-woven SiC/SiC composites predicted with the multi-scale method is in good agreement with the experimental result. Besides, the effects of heat treatment and load-carrying capacity of broken fiber on the strength of plain-woven SiC/SiC composites were evaluated, and the effect of woven geometry structure was also evaluated.
2 Material and Experimental Procedure
2.1 Tensile Tests of Plain-Woven SiC/SiC Composites
The manufacturing process of plain-woven SiC/SiC composites consisted of two steps. First, the preforms were manufactured with SiC fiber bundles (SLF-SiC-NF-10, Cerafil Ceramic Fiber Co., Ltd., Suzhou, China.), whose properties were similar to Nicalon™. Second, the SiC matrix was deposited through the CVI (Chemical Vapor Infiltration) technique at the temperature of 1100 °C for 500 h. Due to the low densification characteristic of CVI, there were lots of pores between the yarns, and the porosity was up to 34%.
Two plain-woven SiC/SiC specimens that were cut from the same plain-woven SiC/SiC plate were subjected to the uniaxial tensile tests. The specimens were cut into the shape of a dog bone (see Fig. 1) using high-pressure water jet cutting. Two aluminum stiffeners were glued to both ends of the specimens to prevent them from being crushed by the collet chucks of the testing machine.

Specimen dimension of plain-woven SiC/SiC composites
The tensile tests of plain-woven SiC/SiC composites were performed on a hydraulic servo load-frame (Model 793, MTS Systems Corp., Eden Prairie, MN USA) at room temperature under a constant displacement rate of 0.05 mm/min. An extensometer with a gauge length of 25 mm was used to determine the gauge-section strains.
2.2 Tensile Tests of Monofilaments
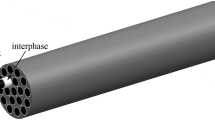
The method used herein to measure the in situ strength distribution of SiC monofilaments was similar to that used by Zhang et al. [16, 17]. Tensile tests of SiC monofilaments were performed on a YG001B monofilament strength tester under a constant displacement rate of 10 mm/min. The gauge length of monofilament was 25 mm. At the preparation stage, the monofilaments were heat-treated in the tube furnace filled with Ar. The maximum heating temperature was 1100 °C, and the total heating time was 500 h. The heating process was the same as the fabrication process of plain-woven SiC/SiC composites so that the strength distribution of tested fibers could represent the in situ strength distribution of fibers in plain-woven SiC/SiC composites. Each monofilament was glued to a mounting tab that was made of cardboard for ease of holding. Before tension, the cardboard was burnt out at the middle to ensure the monofilament to bear the whole load.
3 Modeling of Mechanical Behavior of Minicomposites
The primary damage and failure modes that dominate the mechanical behavior of minicomposites include matrix cracking, interfacial debonding, and fiber failure.
-
(a)
Matrix cracking
The matrix crack spacing L can be determined by [18].
where L is the matrix crack spacing, Lsat is the saturated matrix crack spacing, σ0 and m are the statistical parameters.
-
(b)
Interfacial debonding
Based on the shear-lag model [3], the fiber stress distribution can be described by
where σ is the minicomposite stress; vf is the fiber volume fraction; τ is the interfacial shear stress; rf is the diameter of the fiber.
The length of the debonding region d can be described by
The stress of fiber at the bonding region can be described by
where Ef and Em are the elastic modulus of fiber and matrix, respectively; vm is the matrix volume fraction, αf and αm are the coefficient of thermal expansion of fiber and matrix, respectively; ΔT is the variation between the room temperature and the manufacturing temperature.
The composite’s average stain \( \overline{\varepsilon_{\mathrm{c}}} \) can be determined by
-
(c)
Fiber failure
To simulate fiber failure, the defect model proposed by Zhang et al. [16] was adopted. The defects of fibers were divided into n kinds, and the actual fracture strength of fibers caused by the jth kind of defect was named as σj (σ1 < … < σj < … < σn).
It was assumed that the jth (j = 1… n) kind of defect was randomly distributed, and the probability of appearing at the arbitrary place was the same. Each fiber was uniformly divided into NΔl segment, and the length of each segment wasΔl. The incident that the ith segment had the jth kind of defect was named as\( {A}_j^i \). If each defect was independent, Pj could be used to represent for \( P\left({A}_j^i\right) \) which was the probability that the incident \( {A}_j^i \) may happen.
If Aj was used to represent for the incident that the fiber with length of L had the jth kind of defect, the probability that Aj may happen would be
Herein, set theory was adopted. ∪ is the union operation. ∩ is the intersection operation. \( {\overline{A}}_j^i \) represents the incident that the ith segment did not have the jth kind of defect.
If Bj was used to represent for the incident that the strength of the fiber with a length of L wasσj, the probability that Bj may happen would be
Tensile tests were conducted on NL fibers with a length of L, and the strength of each specimen was recorded as \( {\sigma}_i^{\ast } \) (i = 1…NL). Then, find out the minimum strength \( {\sigma}_{\mathrm{min}}^{\ast } \) and the maximum strength\( {\sigma}_{\mathrm{max}}^{\ast } \). Divide the region between \( {\sigma}_{\mathrm{min}}^{\ast } \) and \( {\sigma}_{\mathrm{max}}^{\ast } \) into n equal sections. The average strength of each section wasσj. After that, count up the sample size cj of each section. Then
Based on Eq. (7), the formula of P(Aj) could be derived.
Base on Eq. (6), the probability that the fiber with a length of Δl had the jth kind of defect could be calculated.
Herein, the Monte Carlo method was used to generate random numbers obeying uniform distribution for each segment. If the random number were smaller than the probability of the jth kind of defect happening, this segment would be seen to have the jth kind of defect. If this segment had the jth kind of defect and did not have a more severe defect, the strength of this segment would be equal to σj (see Fig. 2). Compare the strength with its stress distribution for each segment, and the fiber failure process could be simulated.

Schematic diagram of determining fiber segment strength
It was assumed that global load redistribution occurs upon fiber failure [4]. Once the fiber broke at some point, the fiber stress at this point would rapidly drop to zero. However, to understand the failure process better, a slow-motion was given to the failure process, then the fiber stress at the breakpoint could be seen to decrease step by step. At first, the fiber stress at the breakpoint only decreased by a very small value, and the fiber stress nearby would show an upward tendency through the interface shear stress transfer (see Fig. 3). The sliding region would increase step by step until the fiber stress dropped to zero at the breakpoint.

Schematic diagram of fiber stress distribution during fiber failure process: (a) fiber broke at bonding region, (b) fiber broke at matrix cracking region, and (c) fiber broke at debonding region
4 Modeling of Mechanical Behavior of Plain-Woven SiC/SiC Composites
4.1 Unit Cell Model
To obtain the mechanical behavior of plain-woven SiC/SiC composites, the multi-scale method was used by combining the unit cell model with the micromechanical model together. The minimum repeating unit of the periodic structure was chosen as the representative volume element, and its average mechanical behavior was seen as mechanical behavior of composites.
Based on the features of composite microstructure, some assumptions were made:
-
(a)
The plain-woven SiC/SiC composites were composed of warps and wefts, and what between yarns was all pores;
-
(b)
The curve of warp in the axial direction was a trigonometric function;
-
(c)
The weft in the axial direction was straight;
-
(d)
The cross-section of yarns was a rectangle.
Based on the above assumptions, microscopic geometric parameters, including wavelength and amplitude of warp, the width of yarn’s cross-section and height of warp’s cross-section were obtained by measuring its three views (see Table 1).
Figure 4 shows the unit cell model of plain-woven SiC/SiC composites. Because the adjacent warps are actually not fastened together, during the modeling process, a narrow gap was set between the adjacent warps. The wefts and warps were assumed to be perfectly bonded. Research on frictional sliding between weft yarns and warp yarns is in progress.

Unit cell model of plain-woven SiC/SiC composites
Figure 5 shows the finite element model that included 24,935 tetrahedron elements and 7759 nodes. Both the unit cell model and finite element model were established in the commercial finite element software. The finite element grid information was exported to an ASCII file in a particular format. In the calculation process, this information would be imported into a self-compiled program with C language. The algorithm is described in the following sections.

Finite element model of plain-woven SiC/SiC composites
4.2 Periodic Boundary Conditions
The load was applied to the unit cell in terms of periodic displacement boundary conditions [19].
where ui+ and ui- are the displacements of a couple of boundary surfaces of the unit cell in the direction of i; \( {\overline{\varepsilon}}_{ij} \) is the average strain of the unit cell; Δxj is the coordinate difference of the couple of boundary surfaces in the direction of j.
4.3 Element Stress
The yarn elements were seen as transverse isotropy material. The modulus along the yarn direction was modeled by the micromechanical model described in Section 3, and the concrete expression could be described by
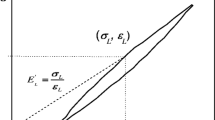
where σ is the nominal stress of yarns; \( \overline{\varepsilon_{\mathrm{c}}} \) is the average stain of yarns. \( \overline{\varepsilon_{\mathrm{c}}} \) can be calculated by Eq. (5). The modulus perpendicular to the yarn direction is a constant. Based on the above analysis, the yarn element stiffness matrix could be easily obtained.
However, there was a certain angle between the principal directions of yarns and the principal axis of the unit cell, and the strain transformation matrix was used to transform the element stiffness matrix of warps.
Herein, T is the strain transformation matrix; TT is the transposed vector of strain transformation matrix; D is the original element stiffness matrix; DT is the transformed one.
\( \mathbf{T}=\left[\begin{array}{cccccc}{l}_1^2& {m}_1^2& {n}_1^2& {m}_1{n}_1& {n}_1{l}_1& {l}_1{m}_1\\ {}{l}_2^2& {m}_2^2& {n}_2^2& {m}_2{n}_2& {n}_2{l}_2& {l}_2{m}_2\\ {}{l}_3^2& {m}_3^2& {n}_3^2& {m}_3{n}_3& {n}_3{l}_3& {l}_3{m}_3\\ {}2{l}_2{l}_3& 2{m}_2{m}_3& 2{n}_2{n}_3& \left({m}_2{n}_3+{m}_3{n}_2\right)& \left({n}_2{l}_3+{n}_3{l}_2\right)& \left({l}_2{m}_3+{l}_3{m}_2\right)\\ {}2{l}_3{l}_1& 2{m}_3{m}_1& 2{n}_3{n}_1& \left({m}_3{n}_1+{m}_1{n}_3\right)& \left({n}_3{l}_1+{n}_1{l}_3\right)& \left({l}_3{m}_1+{l}_1{m}_3\right)\\ {}2{l}_1{l}_2& 2{m}_1{m}_2& 2{n}_1{n}_2& \left({m}_1{n}_2+{m}_2{n}_1\right)& \left({n}_1{l}_2+{n}_2{l}_1\right)& \left({l}_1{m}_2+{l}_2{m}_1\right)\end{array}\right] \). Herein, li, mi and ni are the direction cosines between the principal directions of yarns and the principal axis of the unit cell (see Fig. 6), respectively.

Schematic diagram of the principal directions of yarns and the principal axis of unit cell
The element stress can be calculated by
4.4 Average Stress
Now that each element stress had been calculated, the average stress of the unit cell could be calculated using the volume average method.
Herein, V is the volume of the unit cell, and \( {\boldsymbol{\upsigma}}_{\mathrm{e}}^i \) is the stress of the ith element.
4.5 Multi-Scale Modeling Process
For convenience, neither the friction between adjacent warps nor the friction between warps and wefts was considered. The relevant study about this aspect will be the focus in the future.
Herein, the mechanical behavior of warps and wefts was the critical point. In terms of wefts, along the warp direction, fiber and matrix connected in series to bear the load, and the bearing capacity was feeble. It was assumed that once the wefts bore the load along the warp direction, their transverse stiffness would reduce to a small value. Hence, the failure process of warp elements was the focus of the whole multi-scale modeling process.
Because the strength of each warp element was very close, single warp element failure would lead to a large number of elements to fail like the domino. Hence, once a single warp element failed, the plain-woven SiC/SiC composites were considered to fail. The strength of warp elements is much higher than the nonlinear critical stress. Hence, the domino failure of single warp element would not affect the largely nonlinear stress-strain curves of plain-woven SiC/SiC composites. The flow chart of the multi-scale modeling process is provided in Fig. 7.

Flow chart of multi-scale modeling process of the strength of plain-woven SiC/SiC composites
5 Results and Discussion
5.1 Evaluation of the Strength of Plain-Woven SiC/SiC Composites
The microscopic material properties of yarns are provided in Table 2. The definition of these material parameters can refer to Eq. 1–5 in Section 3. The macroscopic material properties of yarns perpendicular to the yarn direction are provided in Table 3.
As mentioned above, the strength of SiC fibers could be changed by the high-temperature process [15]. Damage could be inevitably incorporated into SiC fibers during the fabrication process. Hence, the statistical strength of SiC monofilaments after heat treatment (see Fig. 8) was adopted to obtain accurate analysis results, and the theoretical model can refer to Eq. 6–10 in Section 3.

Statistical strength of SiC monofilament after heat treatment
The stress-strain response and strength of plain-woven SiC/SiC composites are presented in Fig. 9. It can be seen that the dispersion of the experimental results is very small, and the present analysis and the experimental results are in good agreement. Note that the average strength of experimental results 1 and experimental results 2 is 318.8 MPa, and the strength from present analysis is 300.3 MPa. The relative error is about 5.8%.

Stress-strain response and strength of plain-woven SiC/SiC composites
5.2 Effect of Heat Treatment
To evaluate the effect of heat treatment on the mechanical behavior of plain-woven SiC/SiC composites, the statistical strength of SiC monofilament before heat treatment (see Fig. 10) was also adopted in this Section. All the parameter values except SiC statistical strength were the same as that in section 5.1.

Statistical strength of SiC monofilament before heat treatment
The stress-strain response and strength of plain-woven SiC/SiC composites predicted with the statistical strength of SiC monofilaments before and after heat treatment are presented in Fig. 11. The strength predicted with the statistical strength of SiC monofilaments after heat treatment is 300.3 MPa, and the strength predicted with the statistical strength of SiC monofilaments before heat treatment is 520.3 MPa. The latter is much higher than the former, and the latter is in good agreement with the experimental results. The reason may be that the SiC monofilaments after heat treatment have much lower strength than the ones before heat treatment, and the strength of SiC monofilaments after heat treatment is approximately equal to the in situ strength.

Stress-strain response and strength of plain-woven SiC/SiC composites predicted with the statistical strength of SiC monofilament before and after heat treatment
5.3 Effect of Load-Carrying Capacity of Broken Fiber
In this section, the effect of the load-carrying capacity of broken fiber was evaluated. All the parameter values were the same as that in section 5.1.
The stress-strain response and strength of plain-woven SiC/SiC composites predicted with and without the load-carrying capacity of the broken fiber are presented in Fig. 12. The strength predicted without the load-carrying capacity of the broken fiber is 136.6 MPa, and the strength predicted with the load-carrying capacity of the broken fiber is 300.3 MPa. The former is much lower than the latter, and the latter is in good agreement with the experimental results. The reason may be that the latter was based on the assumption that the broken fiber could still carry load where away from the breakpoint, and this assumption was consistent with reality.

Stress-strain response and strength of plain-woven SiC/SiC composites predicted with and without load-carrying capacity of broken fiber
5.4 Effect of Woven Geometry Structure
The stress-strain response and strength of plain-woven composites with different wavelength of warp were analyzed to evaluate the effect of woven geometry structure.
Here, all the parameter values except the wavelength of the warp were the same as that in section 5.1, and the wavelength of the warp was 7.776, 9.720, and 11.664, respectively.
The stress-strain response and strength of plain-woven composites with the different wavelength of warp are presented in Fig. 13. With the decrease in wavelength of warps, the stress of composites also decreased. However, when the wavelength of warps decreased, the strength of composites increased. The reason may be as follow. The decrease in wavelength leads the warp to bend more severely. The stiffness of warp in the direction parallel with fibers is higher than the stiffness in the direction vertical with fibers, so the stiffness of warp is equivalently weakened. However, when the wavelength decreased, the failure strain of composites increased, which, as a whole lead to the increase of strength.

Stress-strain response and strength of plain-woven composites with difference wave length of warp
6 Conclusions
In this paper, the strength of plain-woven SiC/SiC composites was predicted with the multi-scale method. Firstly, a three-dimensional unit cell was used to characterize the geometric structure of plain-woven SiC/SiC composites. Secondly, the yarns were seen as minicomposites, whose axial mechanical properties were obtained by the shear-lag model, and the fiber defect model was adopted to simulate the failure process of minicomposites. The strength of plain-woven SiC/SiC composites predicted with the multi-scale method is in good agreement with the experimental result. Some conclusions can be obtained as follows:
-
(1)
The strength predicted with the statistical strength of SiC monofilament before heat treatment is much higher than the strength predicted with the statistical strength of SiC monofilament after heat treatment, and the latter is in good agreement with the experimental results. The reason may be that the SiC monofilaments after heat treatment have much lower strength than the ones before heat treatment, and the strength of SiC monofilaments after heat treatment is approximately equal to the in situ strength.
-
(2)
The strength predicted without the load-carrying capacity of the broken fiber is much lower than the strength predicted with the load-carrying capacity of the broken fiber, and the latter is in good agreement with the experimental results. The reason may be that the latter was based on the assumption that the broken fiber could still carry load where away from the breakpoint, and this assumption was consistent with reality.
-
(3)
With the decrease in the wavelength of warps, the stress of composites also decreased. However, when the wavelength of warps decreased, the strength of composites increased. The reason may be as follow. The decrease in wavelength leads the warp to bend more severely. The stiffness of warp in the direction parallel with fibers is higher than the stiffness in the direction vertical with fibers, so the stiffness of warp is equivalently weakened. However, when the wavelength decreased, the failure strain of composites increased, which, as a whole lead to the increase of strength.
References
Yin, X.W., Cheng, L.F., Zhang, L.T., Travitzky, N., Greil, P.: Fibre-reinforced multifunctional SiC matrix composite materials. Int. Mater. Rev. 62(3), 117–172 (2017). https://doi.org/10.1080/09506608.2016.1213939
Meyer, P., Waas, A.M.: FEM predictions of damage in continous fiber ceramic matrix composites under transverse tension using the crack band method. Acta Mater. 102, 292–303 (2016). https://doi.org/10.1016/j.actamat.2015.09.002
Gao, X.G., Zhang, S., Fang, G.W., Song, Y.D.: Distribution of slip regions on the fiber-matrix interface of ceramic matrix composites under arbitrary loading. J. Reinf. Plast. Compos. 34(20), 1713–1723 (2015). https://doi.org/10.1177/0731684415596596
Curtin, W.A.: Theory of mechanical properties of ceramic-matrix composites. J. Am. Ceram. Soc. 74(11), 2837–2845 (1991). https://doi.org/10.1111/j.1151-2916.1991.tb06852.x
Curtin, W.A.: Ultimate strengths of fibre-reinforced ceramics and metals. Composites. 24(2), 98–102 (1993). https://doi.org/10.1016/0010-4361(93)90005-s
Keith, W.P., Kedward, K.T.: The stress-strain behaviour of a porous unidirectional ceramic matrix composite. Composites. 26(3), 163–174 (1995). https://doi.org/10.1016/0010-4361(95)91379-j
Pryce, A.W., Smith, P.A.: Matrix cracking in unidirectional ceramic matrix composites under quasi-static and cycle loading. Acta Metall. Mater. 41(4), 1269–1281 (1993). https://doi.org/10.1016/0956-7151(93)90178-u
Curtin, W.A., Ahn, B.K., Takeda, N.: Modeling brittle and tough stress-strain behavior in unidirectional ceramic matrix composites. Acta Mater. 46(10), 3409–3420 (1998). https://doi.org/10.1016/s1359-6454(98)00041-x
Yang, C.P., Jia, F., Wang, B., Huang, T., Jiao, G.Q.: Unified tensile model for unidirectional ceramic matrix composites with degraded fibers and interface. J. Eur. Ceram. Soc. 39(2–3), 222–228 (2019). https://doi.org/10.1016/j.jeurceramsoc.2018.09.006
Aubard, X., Lamon, J., Allix, O.: Model of the nonlinear mechanical behavior of 2D SiC-SiC chemical vapor infiltration composites. J. Am. Ceram. Soc. 77(8), 2118–2126 (1994). https://doi.org/10.1111/j.1151-2916.1994.tb07106.x
Fagiano, C., Genet, M., Baranger, E., Ladeveze, P.: Computational geometrical and mechanical modeling of woven ceramic composites at the mesoscale. Compos. Struct. 112, 146–156 (2014). https://doi.org/10.1016/j.compstruct.2014.01.045
Ismar, H., Schroter, F., Streicher, F.: Modeling and numerical simulation of the mechanical behavior of woven SiC/SiC regarding a three-dimensional unit cell. Comput. Mater. Sci. 19(1–4), 320–328 (2000). https://doi.org/10.1016/s0927-0256(00)00170-1
Jacobsen, T.K., Brondsted, P.: Mechanical properties of two plain-woven chemical vapor infiltrated silicon carbide-matrix composites. J. Am. Ceram. Soc. 84(5), 1043–1051 (2001). https://doi.org/10.1111/j.1151-2916.2001.tb00788.x
Yang, C.P., Jiao, G.Q., Wang, B., Huang, T., Guo, H.B.: Damage-based failure theory and its application to 2D-C/SiC composites. Compos. Pt. A-Appl. Sci. Manuf. 77, 181–187 (2015). https://doi.org/10.1016/j.compositesa.2015.07.003
Araki, H., Suzuki, H., Yang, W., Sato, S., Noda, T.: Effect of high temperature heat treatment in vacuum on microstructure and bending properties of SiCf/SiC composites prepared by CVI. J. Nucl. Mater. 258, 1540–1545 (1998). https://doi.org/10.1016/s0022-3115(98)00293-1
Zhang, S., Gao, X.G., Song, Y.D.: In situ strength model for continuous fibers and multi-scale modeling the fracture of C/SiC composites. Appl. Compos. Mater. 26(1), 357–370 (2019). https://doi.org/10.1007/s10443-018-9696-y
Zhang, S., Gao, X.G., Dong, H.N., Ju, X.R., Song, Y.D.: In situ modulus and strength of carbon fibers in C/SiC composites. Ceram. Int. 43(9), 6885–6890 (2017). https://doi.org/10.1016/j.ceramint.2017.02.109
Zhang, S., Gao, X., Chen, J., Dong, H., Song, Y., Zhang, H.: Effects of micro-damage on the nonlinear constitutive behavior of SiC/SiC Minicomposites. J. Ceram. Sci. Technol. 7(4), 341–347 (2016). https://doi.org/10.4416/jcst2016-00040
Xia, Z.H., Zhou, C.W., Yong, Q.L., Wang, X.W.: On selection of repeated unit cell model and application of unified periodic boundary conditions in micro-mechanical analysis of composites. Int. J. Solids Struct. 43(2), 266–278 (2006). https://doi.org/10.1016/j.ijsolstr.2005.03.055
Gowayed, Y., Ojard, G., Santhosh, U., Jefferson, G.: Modeling of crack density in ceramic matrix composites. J. Compos. Mater. 49(18), 2285–2294 (2015). https://doi.org/10.1177/0021998314545188
Acknowledgements
This work was supported by the National Key Research and Development Program of China [grant number 2017YFB0703200], the National Natural Science Foundation of China [grant numbers 51575261, 51675266], the Fundamental Research Funds for the Central universities [NF2018002], and the Priority Academic Program Development of Jiangsu Higher Education Institutions.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Gao, X., Dong, H., Zhang, S. et al. Multi-Scale Modeling and Experimental Study of the Strength of Plain-Woven SiC/SiC Composites. Appl Compos Mater 26, 1333–1348 (2019). https://doi.org/10.1007/s10443-019-09783-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10443-019-09783-5