
Abstract
Natural fiber reinforced composites are currently used in various fields such as automobile, building construction and furniture materials considering the increasing environment pollution caused by the extensive use of plastic products. In this study, jute fiber and polylactic acid (PLA) were combined to prepare jute PLA-based biodegradable composites. PLA is one of the most attractive research pursuits among thermoplastic composites due to its excellent biodegradability and the ultimate degradation products of PLA are carbon dioxide and water, which have no pollution to the environment. Basically, the mechanical and thermal performances of the jute/PLA laminated composites were characterized and analyzed in this work. The analytical results on jute/PLA sandwiches reveal that different ply counts and stacking sequences significantly influence the mechanical properties of the composites material. The study on jute/PLA composites will provide quantitative experimental data for potential applications with advantages of lightweight, cost effective, easy manufacture, biodegradable and excellent mechanical properties.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
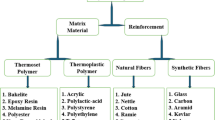
The extensive use of conventional petroleum-based composite materials, together with the white plastic in the nature have awaken people’s awareness of environment protection. Hence, the natural fiber is usually combined instead of synthetic fiber in composite materials fabrication in recent years because of their superior comprehensive properties such as low cost, abundance, environmental and the excellent mechanical properties. As a kind of natural cellulose fiber, jute fiber possesses outstanding performance compared with other nature and man-made fiber as demonstrated in Table 1 (Gosline et al. 1999; Fu et al. 2015; Chandrasekar et al. 2017; Sudamrao Getme and Patel 2020). Jute fiber reinforced composites have been successfully applied in the fields of automobile interior decoration and architectural furnishing (Reddy et al. 2014). Shivamurthy et al. (2020) explored the possibility of alkali treated jute fiber reinforced cashew shell liquid mixed with epoxy resin composites. The feasibility of prepared jute composites is characterized by mechanical properties testing and quantified by tensile strength and bending strength. Basak et al. (2018) and Maharan et al. (2019) investigated the effects of preparation technology, jute fiber content and orientation on the properties of jute reinforced epoxy resin composites respectively. Rajole et al. (2019) analyzed the bulletproof impact of jute/epoxy composite. Some other natural fiber such as hemp fiber (Moonart and Utara 2019) and straw (Masłowski et al. 2019) based on natural rubber composites were also fabricated successfully and performed with good mechanical properties.
PLA, a good candidate of thermoplastic matrix, owns many attractive advantages, such as light weight and biodegradability, is regarded as one of important biodegradable materials used for composite production (Mathew et al. 2005; Suryanegara et al. 2010; Yin et al. 2017). Hassan et al. (2019) prepared thermoplastic starch/PLA/cellulose composite foams by compression moulding technique and investigated the thermo-mechanical, water barrier properties as well as morphologies of the composites. Kurokawa and Hotta (2019) prepared regenerated cellulose nanofibers reinforced PLA composites. Cellulose-acetate nanofibers (CA-NF) and regenerated cellulose nanofibers (RC-NF) were separately compounded as reinforcement materials for enhancement of the mechanical property of polylactide (PLA) and better mechanical properties were exhibited in RC-NF/PLA compared with CA-NF/PLA composites. Cordenka rayon fibres and flax fibres reinforced PLA composites were prepared by injection moulding rspectively. The mechanical properties of these composites which are examples for entirely biodegradable composites were tested and characterized. A poor adhesion between the matrix and the fibres was shown for both composites using SEM. The promising impact properties of the presented Cordenka/PLA composites show their potential as an alternative to traditional composites (Bax and Jrg 2008).
There are many ways to prepare composite materials, the overall use of laminating was found to be economical and effective (Sarangi and Ray 2011; Luo et al. 2013; Pantamanatsop et al. 2014). Gupta (2017) prepared hybrid jute/sisal fiber reinforced epoxy composite by laying-up technique with different percentages of jute and sisal fibers. The dynamic mechanical properties of the composite were tested and demonstrated with storage modulus and loss modulus. With jute/linen as the reinforcement and polypropylene as the resin matrix, the tensile and bending properties of the composite materials under different laying-modes, such as linen-jute-linen, linen-jute-jute, jute-linen-jute and jute-linen-linen were investigated. It was found that the tensile and bending strength of jute/linen/polypropylene composites varied significantly with the layer structure (Singh et al. 2019). Mohsen et al. (2018) examined E-glass/epoxy cross-ply face laminates and sandwich beams consisting of glass/epoxy face laminates and polyethylene terephthalate foam core loaded in four-point flexure. The effect of elevated temperatures on stiffness and strength of composite face sheet and failure mode were measured to determine the effect of elevated temperatures. Papa et al. (2017) prepared PLA/jute woven fabric composite laminates by film stacking and compression molding techniques. An ultrasonic technique was used to investigate the delamination on woven jute/PLA composites caused by low velocity impact tests. In terms of thermal properties, Boccardi et al. (2017) focused on monitoring the impact damage of a PLA matrix reinforced by jute fibers using infrared thermography. The visualization of thermal signatures that develop under impact supplied information useful to understanding the impact damage mechanisms of composites, from the formation of cracks to the overall extension of damage.
Based on these considerations, we reported a novel process to fabricate jute/PLA laminated composites using jute fiber and PLA particles as raw materials. Jute nonwoven/PLA composite was fabricated under the same compression moulding processing technology. The effects of different layering pattern and material formulation of jute/PLA laminated composites have been investigated and reported in this paper. Moreover, the resultant surfaces were characterized by means of scanning electron microscope (SEM), thermo-gravimetric analysis (TGA), dynamic mechanical thermal analysis (DMTA) and relevant mechanical measurements.
Experimental details
Materials
In this study, Polylactic acid (PLA; 4032D; 1.24 g/cm3) was supplied by Nature Works Company, USA. Jute fibers (1.45 g/cm3) were purchased from Jiang Ke Linyi Co., Ltd, Shandong, China.
Preparation of jute nonwovens
According to manufacturing of nonwovens, the key preparation process of jute nonwoven is shown in Fig. 1. Before cross lapping, the fluffy jute fiber needed to be carded first. Once the web was formed, four layers of jute web were finally consolidated through the needle-punch machine. In addition, more setting parameters of the pre-needling program are listed in Table 2. The final thickness of the jute nonwoven fabric was 0.51 ± 0.04 mm, and the areal density was 200 ± 2 g/m2.

The fabrication procedure of jute nonwovens
Preparation of PLA membrane
In order to remove the moisture from PLA particles, it was first dried in a vacuum oven at 80 °C for 6 h after which a certain amount of PLA was evenly dispersed on the polytetrafluoroethylene (PTFE) membrane followed by two steps of hot-pressing as shown in Fig. 2.

Fabrication of PLA membrane
Fabrication of jute/PLA laminated composites
To ensure that all moisture was removed, PLA films and jute mats were firstly oven-dried at 80 °C for 6 h before further processing. Subsequently, different laminated designations of the composites were prepared by the compression moulding machine in a variety of jute/PLA film stacking sequences as shown in Table 3. Ultimately, all the composite samples were obtained comprising of seven layers of jute and PLA at a certain pressure of 666 psi with a molding temperature of 190 °C for 3 h (Fang et al. 2020) followed by cooling naturally with the equipment. Furthermore, the pressure, temperature, compression time and cooling time of the samples were all controlled at the same rate. The preparation of sample 6 is taken as an example to illustrate the fabrication process of jute/PLA composites as shown in Fig. 3. The size of the prepared composite material is suitable for the mold size of 150 mm × 150 mm, and then cut into the required size for related tests.

Fabrication of jute/PLA composites
The composite density was calculated via Eq. (1) which will be also used in mechanical tests subsequently.
where ρ is the density of composite laminate, R is the weight percent of PLA, D is the density of PLA resin, r is the weight percent of jute and d is the density of jute (g/cm3).
Testing of samples
In order to investigate the influence of laying-up pattern on the tensile properties of jute/PLA laminated composites, the specimens were cut into a rectangle with the size of 125 mm × 12.5 mm and the gauge length was set as 75 mm. A universal tensile testing machine (INSTRON 3365, USA) was used to measure the tensile properties of the jute/PLA laminated composites at a cross head speed of 2 mm/min. Further, the testing was conducted following ASTM D3039 standard method and each test was performed until the failure occurred in composites structure. Corresponding to every composition of samples, four specimens were tested and averaged in mechanical testing. Additionally, the tensile specific strength was calculated by Eq. (2).
where STS is the specific tensile strength of composite laminate, TS is tensile strength of the composite and ρ is the composite density.
The thickness of prepared laminates as shown in Table 3 was measured via a micrometer (San Liang with the range of 0–25 mm) and the values were calculated by five values averagely. Furthermore, to provide scientific analysis better, varying layer pattern diagrams of the jute/PLA laminated composites were shown in Fig. 4.

Different laminated designation diagrams of jute/PLA composites (Jute: different depths of yellow, PLA: different depths of green)
The flexural testing was also conducted on an electronic universal testing machine (INSTRON3365, USA) and measured through three-points bending method at the speed of 2 mm/min. Specimens were cut with a dimension of 50 mm × 25 mm in accordance with GBT1449-2005 standard. The flexural stress and strain were calculated by Eqs. (3) and (4) respectively.
where L = span length, P = force, b = sample width, h = sample thickness.
where L = span length, S = flexural displacement, h = sample thickness.
To study and observe damage morphology of composite samples that were subjected to tensile testing, SEM images of the fracture surfaces were taken by scanning electron microscope (TM 3030, Hitachi, Japan). The samples were all gold coated and observed with a field emission gun at an acceleration voltage of 3.0 kV.
Thermo-gravimetric analysis (TGA) was carried out in a thermogravimetric instrument (Q800, TA, USA) under N2 environment. About 8 mg powder of sample was placed in an alumina crucible and heated from room temperature to 800 °C at a heating rate of 20 °C/min.
Dynamic mechanical thermal analysis (DMTA) was carried out in a single cantilever mode using TA instruments (Q800, V21.3, Build 96, USA). The measurements were dynamic time sweep tests starting from room temperature to 180 °C at a heating rate of 3 °C/min and frequency of 1 Hz. The storage modulus (E′), loss modulus (E″), and loss factor (tan δ) of the samples were tested.
Results and discussions
Tensile testing analyses
To bring into notice the influence of layering pattern on the tensile strength of composite laminates, Fig. 5a exhibits the stress–strain curves and Fig. 5b gives the specific mechanical data including tensile stress and tensile modulus of all six laminated composites. It is found that the sample 5 has the maximum tensile strength of 8.13 MPa as well as the highest specific strength. The least tensile strength and specific strength is found in sample 2. The main difference between them is the layer counts of jute nonwoven. It is clearly evaluated that the sample performs higher tensile strength with the increase of jute nonwoven layers due to the reinforcement effort of jute to PLA matrix. More noticeably, when the total number of PLA layers is constant, less PLA in upper layer results in better tensile strength from the comparison of sample 1 and 2, which is also verified via comparison between sample 5 and 6. This is probably because when the upper layer of PLA is less, the fiber and matrix can be better combined under the pressure and vertical flow of PLA resin. Furthermore, as for the ply stacking sequence of composite laminates, when jute nonwoven cross-ply in parallel with PLA, the extent of mechanical interlock between jute fiber and PLA is improved partly. Consequently, the laminate approach an optimal tensile strength concluded from the comparison between sample 5 and 6. In addition, it is observed from Fig. 5c that the sample 3 shows the maximum tensile modulus which is slightly higher than sample 4. Generally, the fiber volume content of sample 3 and 4 is medium compared with other four samples which maybe results in better adhesion between reinforcement and matrix. Among other four samples, either jute or PLA is dominant content making the initial stiffness of sample is comparatively weak.

The tensile properties of the jute/PLA laminas a tensile stress–strain curves; b bar graphs of tensile strength; c bar graphs of tensile modulus
Morphology analyses of fracture surfaces
In an attempt to further explore the failure mode of damaged composites after suffering from tensile load, SEM images after tensile tests are shown in Fig. 6. SEM images of sample 4 demonstrated in Fig. 6a, b reveal an effective bonding between jute fibers and PLA resins and the length of pullout fiber is shorter compared with sample 5 shown in Fig. 6c, d which is due to more reasonable combination of jute nonwoven layer and PLA film. When four layers of jute nonwoven in the middle and together with two layers of PLA films over it, the composite material compounding is poor because of the incompletely infiltration of PLA resins as clearly shown in Fig. 6c. As a result, a great deal of fibers are pulled out on the fracture surface and holes in PLA matrix are left visibly.

The tensile fractured morphologies of jute/PLA composites: a, b fiber fracture of sample 4; c, d fiber pulling out of sample 5; e, f holes left by the fiber pulling out of sample 6
Flexural property analyses
Figure 7 shows the flexural stress–strain curves and modulus graphs of jute/PLA laminated composites. As evident from Fig. 7, the sample 5 shows the optimal flexural strength and modulus which is 13.1 MPa and 448 MPa respectively while the flexural strain is 2.6%. This is owing to the suitable counts of jute layers and proper stacking sequence which resulted in a better interface properties of the composites in comparison with other samples. When the number of jute layers is far less than that of PLA films, the composite shows lower flexural strength and modulus and the flexural strain increases in the meanwhile as shown in sample 2.

Flexural properties of composites a stress–strain curves and b bar graphs of flexural strength
TGA and differential thermogravimetry (DTG) analyses
Thermal properties determined by the TGA and its derivative data (DTG) are shown in Fig. 8. The plots further reveal the fact that the thermal stability of PLA based composites is in the range of 30–60 °C. The weight loss of the samples is related to the evaporation of water initially followed by the thermal decomposition of jute fiber at about 250 °C. Whereas in case of PLA matrix degraded at nearly 340 °C as illustrated in DTG curves and the fastest decomposition rate of the composite is at approximately 390 °C. The rapid weight loss can be easily observed in this stage in the result of degradation of cellulose together with volatile compounds including carbon dioxide and carbon monoxide produced by PLA. Specifically, there is no evident influence on the thermal properties of the jute/PLA composite with the varying structural designation and material formulation.

a TGA and b DTG plots of the composites
Dynamic mechanical thermal analyses (DMTA)
DMTA has been widely used in the characterization of thermo-mechanical properties and also to understand viscoelastic behavior of matrix. The dynamic storage modulus (E′), loss modulus (E″) and the loss factor tan δ (E″/E′) of the composites from room temperature to 180 °C are represented in Fig. 9. It is obvious that for all the samples the storage modulus decreased in three stages with the increase of temperature due to the decline of stiffness of the composites. Glass transition temperature (Tg) of the PLA matrix is about 60 °C according to the DMA plots. Below 60 °C, the PLA deformation is mainly caused by the variation of bond length and bond angle as the tan δ is lower. Therefore, the composite is in the glassy state. When the temperature reaches the glass transition temperature, the tan δ reaches a peak as a result of the motion of the PLA chain segments and shows the characteristics of rubber. Nevertheless, the internal loss of the material is also high caused by the high viscosity which is subject to great resistance of the chain motion of PLA. The material then enters into the rubber state platform due to the free motion of the chain segments after the glass state. At about 150 °C, storage modulus decreased significantly because of the intermolecular slip which leads to the increase in internal friction of the samples. Simultaneously, the material is softer and transforms to viscous flow state at final stage. With the increase of jute nonwoven layers, the composites show higher storage modulus and lower loss tangent due to the reinforcement of jute fiber concluded from the E′ and tan δ plots in Fig. 9a, c. With regard to layering up designation, the cross-ply of sample 4 presents better thermo-mechanical properties compared with sample 3. Further, less PLA upper layers exhibit a better thermo-mechanical performance than the less underlying PLA films which is in accordance with the tensile results analyses.

a Storage modulus (E′) and b Loss modulus (E″) of the composites, c Tan δ (E″/E′) of the produced composites at various temperatures
Conclusions
In summary, jute nonwoven/PLA degradable laminated composites were successfully manufactured by compression molding method. To investigate and compare the influence of structural design on jute/PLA laminates, the mechanical and thermo-mechanical properties were analyzed in detail. It is revealed that both layering up sequence and jute/PLA layer counts have a significant effect on the mechanical performance of the composites. The stacking sequence in cross-ply of jute and PLA conducted on sample 4 performs best in all layering up sequence. On the other hand, the composites show preferable tensile and flexural strength with the increase of jute layers as with DMTA analyses. Overall, designed composites in present research exhibit with excellent characteristics of low density, low cost, degradable and have a great prospect in the fields of architecture, furniture, decoration and car interiors.
References
Basak R, Choudhury PL, Pandey KM (2018) Effect of temperature variation on surface treatment of short jute fiber-reinforced epoxy composites. Mater Today Proc 5:1271–1277
Bax B, Jrg M (2008) Impact and tensile properties of PLA/Cordenka and PLA/flax composites. Compos Sci Technol 68(7–8):1601–1607
Boccardi S, Carlomagno GM, Meola C, Russo P (2017) In-line monitoring of jute fiber-reinforced poly(lactic acid) composite subjected to impact loading using infrared thermography. J Appl Polym Sci 134(48):45579–45586
Chandrasekar M, Ishak MR, Sapuan SM, Leman Z, Jawaid M (2017) A review on the characterisation of natural fibres and their composites after alkali treatment and water absorption. Plast Rubb Compos 46(3):119–136
Fang CC, Zhang Y, Qi SY, Li YY, Wang P (2020) Characterization and analyses of degradable composites made with needle-punched jute nonwoven and polylactic acid (PLA) membrane. Cellulose 27:5971–5980
Fu C, Porter D, Chen X, Vollrath F, Shao Z (2015) Understanding the mechanical properties of Antheraea Pernyi silk-from primary structure to condensed structure of the protein. Adv Funct Mater 21:729–737
Gosline JM, Guerette PA, Ortlepp CS, Savage KN (1999) The mechanical design of spider silks: from fibroin sequence to mechanical function. J Exp Biol 202:3295–3303
Gupta MK (2017) Effect of frequencies on dynamic mechanical properties of hybrid jute/sisal fibre reinforced epoxy composite. Adv Mater Process Technol 3(4):651–664
Hassan MM, Le GMJ, Tucker N, Parker K (2019) Thermo-mechanical, morphological and water absorption properties of thermoplastic starch/cellulose composite foams reinforced with PLA. Cellulose 26:4463–4478
Kurokawa N, Hotta A (2019) Regenerated cellulose nanofibers fabricated through electrospinning and saponification of cellulose acetate as reinforcement of polylactide composites. Cellulose 26:7797–7808
Luo SJ, Tong MB, Ma K (2013) Numerical simulation of high speed impact damage dependence on boundary condition in fiber reinforced laminated composite. J Mater Sci Eng 31:298–304
Maharan M, Samal P, Dehury J, Mohanty PP (2019) Effect of fiber content and orientation on mechanical properties of epoxy composites reinforced with jute and Kevlar. Mater Today Proc 26:273–277
Masłowski M, Miedzianowska J, Strzelec K (2019) Silanized cereal straw as a novel, functional filler of natural rubber biocomposites. Cellulose 26:1025–1040
Mathew AP, Oksman K, Sain M (2005) Mechanical properties of biodegradable composites from poly lactic acid (PLA) and microcrystalline cellulose (MCC). J Appl Polym Sci 97(5):2014–2025
Mohsen R, Vasileios K, Christian B, Carlsson LA (2018) The effect of elevated temperature on the mechanical properties and failure modes of gfrp face sheets and pet foam cored sandwich beams. J Sandw Struct Mater 22(4):1235–1255
Moonart U, Utara S (2019) Effect of surface treatments and filler loading on the properties of hemp fiber/natural rubber composites. Cellulose 26:7271–7295
Pantamanatsop P, Ariyawiriyanan W, Meekeaw T, Suthamyong R, Arrub K, Hamada H (2014) Effect of modified jute fiber on mechanical properties of green rubber composite. Procedia Eng 56:641–647
Papa I, Lopresto V, Simeoli G, Langella A, Russo P (2017) Ultrasonic damage investigation on woven jute/poly (lactic acid) composites subjected to low velocity impact. Compos B Eng 115:282–288
Rajole S, Ravishankar KS, Kulkarni SM (2019) Performance study of jute-epoxy composites/sandwiches under normal ballistic impact. Def Technol
Reddy N, Jiang JS, Yang YQ (2014) Biodegradable composites containing chicken feathers as matrix and jute fibers as reinforcement. J Polym Environ 22:310–317
Sarangi SK, Ray MC (2011) Active damping of geometrically nonlinear vibrations of laminated composite shallow shells using vertically/obliquely reinforced 1–3 piezoelectric composites. Int J Mech Mater Des 7:29–44
Shivamurthy B, Naik N, Thimappa BHS, Bhat R (2020) Mechanical property evaluation of alkali-treated jute fiber reinforced bio-epoxy composite materials. Mater Today Proc. https://doi.org/10.1016/j.matpr.2020.04.016
Singh S, Deepak D, Gupta VK (2019) Effect of layering pattern on the mechanical properties of jute-linen reinforced polypropylene hybrid laminated composites. Mater Today 18:4182–4189
Sudamrao Getme A, Patel B (2020) A review: bio-fibers as reinforcement in composites of polylactic acid (PLA). Mater Today Proc 26:2116–2122
Suryanegara L, Nakagaito AN, Yano H (2010) Thermo-mechanical properties of microfibrillated cellulose-reinforced partially crystallized PLA composites. Cellulose 17:771–778
Yin Y, Zhao L, Jiang X, Wang H, Gao W (2017) Poly(lactic acid)-based biocomposites reinforced with modified cellulose nanocrystals. Cellulose 24(11):4773–4784
Acknowledgments
The work is gratefully supported by National Natural Science Foundation of China (Grant No. 11602156), Natural Science Research Project of Jiangsu Higher Education Institutions (Grant No. 18KJB540003), Foundation project of Jiangsu Advanced Textile Engineering Technology Center (Grant No. XJFZ/2018/03), Nantong Science and Technology Planning Project (Grant No. JC2019012) and Undergraduate Innovation and Entrepreneurship Training Program of Jiangsu Province (Grant No. 201910285116Y).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Fang, Cc., Zhang, Y., Qi, Sy. et al. Influence of structural design on mechanical and thermal properties of jute reinforced polylactic acid (PLA) laminated composites. Cellulose 27, 9397–9407 (2020). https://doi.org/10.1007/s10570-020-03436-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-020-03436-8