
Abstract
Fiber reinforced composite materials can be seen everywhere in our daily life. The development speed of thermoplastic composites has gradually surpassed that of thermosetting materials because of their low density, recyclability and high production efficiency. Polylactic acid (PLA) and jute fibers are two of the most attractive research pursuits in the field of biodegradable materials nowadays. In this work, PLA films and jute nonwovens were made firstly, then biodegradable composite materials were produced combining PLA as the matrix with jute fiber as reinforcement using the film-stacking method. The mechanical properties of the prepared biodegradable materials were characterized by tensile testing and 3-point bending testing. The biodegradable composite materials have great potential applications in various fields with advantages of low cost, easy manufacture, low density and excellent mechanical properties.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
With the increasing environmental pollution caused by the extensive use of plastic products, global warming has become a serious issue nowadays which leads to the fact that green and recyclable composite materials attract intensive concern in recent years. Since petroleum-based polymer products are difficult to recycle, it is urgent to explore biodegradable materials to replace them. Polylactic acid (PLA) is among such biodegradable materials that have attracted wide attention among scholars as a green thermoplastic resin (Aliotta et al. 2017; Jiang et al. 2019). Wang et al. (2019) selected worm-like helical carbon nanotubes as an additive to improve the ductility of PLA. It was proved that this strategy can be used to optimize the properties of PLA composites. Huda et al. (2008) found that PLA resins were suitable for the fabrication of kenaf fiber reinforced laminated composites with excellent engineering performance which is the foundation of our research. Furthermore, natural fiber-reinforced composites have been the subject of many researches due to their green degradability and light weight characteristics. Coconut fibers (Azrin Hani Abdual et al. 2011), bamboo fibers (Lu et al. 2013), and even straws (Jiao and Xu 2015) have been reported as reinforcements in composites. Besides, jute fiber is typical of natural cellulose fibers which has superior advantages such as broad source, biodegradable, competitive costs, good mechanical properties and light weight (Reddy et al. 2014).
As is well-known, thermal plastic resin usually exists in solid states, so it has to be processed into a melting state and fabricated into composites after that. Recently, ARKEMA Company introduced a new kind of thermoplastic Elium® resin which can cure at room temperature and prepare composites via injection molding to simplify the procedures greatly (Kazemi et al. 2019). Some bio-based resins were also attractive in the manufacture of degradable materials. Kwak et al. (2018) reinforced silk sericin films with nanofibrils. But the silk sericin is much expensive and hard extractive, there is still a long way to go for practical application. The study of green composites made with flax and humus demonstrated the possibility of using a biorefinery co-product as a thermoset matrix for preparing composites and indicated a great application area in construction and automobile (Sangregorio et al. 2019).
The film-stacking is a simple and efficient way which had been widely used in composites fabrication (Kimachi et al. 1999; Davies et al. 2000; Sarangi and Ray 2011;Alessandro et al. 2013; Luo et al. 2013). Many efforts have been made to solve the interface problem of composite materials among scholars in recent years. Plackett et al. (2003) found that the strength of the composites was determined by the heating temperature, and the maximum temperature ranges from 210 to 230 °C. In order to develop cryogenic composite Kim et al. (2010) studied the tensile properties of different matrix based carbon fiber reinforced composites and found the composites made with bisphenol-A epoxy and carboxyl-terminated butadiene acrylonitrile copolymer (CTBN) modified rubber had good mechanical performance according to tensile tests. To achieve a balance between toughness and strength, a lot of methods have been considered critically, some considerations were the combination of different original materials while surface modification was most common among others (Cao et al. 2013; Phong et al. 2013; Tanpichai and Oksmana 2016). Sudha et al. (2017) used carbon fiber as a reinforcing agent to fabricate composites based on bio-based epoxy. The mechanical, thermal and morphological properties of neat epoxy and bio-based epoxy composites were investigated. The mechanical test results revealed that the composites prepared with five plies were higher than those with three plies and one ply respectively. Meanwhile, the thermal properties of composites also showed an improvement with the increasing number of plies. Some other studies referring to bamboo fibers reinforced composites (Ma et al. 2020) and PLA materials (Hassan et al. 2019) were also investigated to obtain composites with excellent comprehensive performances.
In this work, we report a complete production strategy of jute/PLA composites. Different processed conditions are compared to get an optimal preparation method to reinforce the recyclable thermoplastic resin PLA with jute nonwovens. Mechanical properties together with thermal properties are characterized by tensile, flexural, scanning electron microscopy (SEM), thermogravimetric analysis (TGA) and differential thermogravimetry (DTG) analysis. The developing eco-friendly materials utilizing PLA and jute mats can satisfy the requirement of a virtuous cycle for natural resources. It could not only reduce costs effectively, but also broaden the applied fields of new biodegradable composites and promote sustainable development.
Experimental
Materials
Polylactic acid (PLA; 4032D; 1.24 g/cm3) was supplied by Nature Works Company, USA. Jute fibers (1.45 g/cm3) were purchased from Jiang Ke Linyi Co., Ltd, Shandong.
Preparation of jute nonwovens
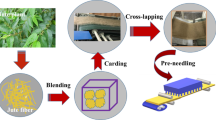
The preparation schematic of jute nonwovens is shown in Fig. 1. Jute fibers are light in weight owing to the hollow structure as SEM images exhibited in Fig. 1. Furthermore, the rough surface of jute fibers promises the possibility of better bonding with the PLA matrix. Firstly, jute fibers were opened and mixed via a coarse opening machine which made the fiber assembly much looser and more uniform. Then the coarse-opened jute fibers were fed into a blending machine for further fine opening. Fine opening and following carding processes prepared jute fibers into a fluffy and uniform fiber web at last. In order to obtain jute nonwovens with certain strength, cross-laying and pre-needling were necessarily carried out as shown in Fig. 1. In addition, more setting parameters in pre-needling procedures are listed in Table 1. The final jute nonwoven is 0.53 ± 0.03 mm in thickness and 212 ± 2 g/m2 in areal density.

Fabrication procedures of jute nonwovens
Preparation of PLA films
To remove the water, PLA particles were first oven-dried at 80 °C for 6 h. PLA films were fabricated under the heat of 170 °C, kept in 666 psi for 3 min, followed by 222 psi for 1 min as shown in Fig. 2.

Fabrication of PLA films
Preparation of jute/PLA laminated composites
To make sure that all moisture was removed, PLA films and jute mats were firstly dried in the vacuum oven at 80 °C for 6 h before fabrication. The laminated composites were processed by the compression mold using a film-stacking method in which two layers of jute mats were arranged in parallel between three layers of PLA films as shown in Fig. 3. The whole assembly was then placed into a steel mold with a diverse time and temperature control. The laminated materials were compacted at a certain pressure of 666 psi followed by cooling naturally with the equipment. After that, the samples were removed from the laminated mold thanks to the external two Polytetrafluoroethylene (PTFE) plates as seen in Fig. 3. The fabricated composites size was suitable with the mold size of 150 mm × 150 mm which was then cut into required dimensions for different mechanical and other related tests.

Fabrication of jute/PLA composites
Characterization and testing
ASTM Standards were adopted in consideration of fiber reinforced polymer composite (FRPC) laminates in this research. The tensile strength was conducted according to ASTM D3039. The laminates were cut into the shape of 125 mm × 12.5 mm as shown in Fig. 4a and tested on an electronic universal testing machine (INSTRON 3365, USA) at the displacement rate of 2 mm/min.

Sample dimension adopted in a tensile and b flexural tests
To analyze the flexural behavior of the materials, three-point bending tests were carried out according to GBT1449-2005. Samples were cut to the standard shape with a dimension of 50 mm × 25 mm and measured at the speed of 2 mm/min by an electronic universal testing machine (INSTRON3365, USA) with three-point fixture as demonstrated in Fig. 4b.
The thickness of fabricated composites was tested via a micrometer (SanLiang with the range of 0–25 mm) and averaged with data from five positions.
The morphologies of fracture surfaces of damaged composites after mechanical tests were observed via SEM (S-4800, Japan) and table SEM (TM3030, Japan). The samples were observed with a field emission gun under an accelerating voltage of 3.0 kV after gold coating with a few nanometers.
TGA was conducted using a thermogravimetric instrument (Q800, TA, USA) under N2 atmosphere. About 7 mg of sample was placed in an alumina crucible heated from 30 to 800 °C at a heating flow of 20 °C/min.
Results and discussion
General properties of jute/PLA composites
The thickness of jute/PLA composites fabricated under different temperatures and different times are listed in Table 3. This data will be adopted in the following mechanical properties relating to the calculation of stress and modulus. The density of the final composite is 1.28 g/cm3 calculated via Eq. (1) which is comparatively lighter compared with other FRPCs.
where ρ is the density of composite laminate, R is the weight percent of PLA in the composite, D is the density of PLA resin, r is the weight percent of jute in the composites and d is the density of jute (g/cm3).
Tensile properties
The tensile properties of jute/ PLA composites are exhibited in Fig. 5 in detail. According to the stress-strain curves shown in Fig. 5a, the composites prepared in 190 °C for 3 h obtain the highest tensile strength as well as modulus which reached 10.9 MPa and 1450 MPa respectively. More noticeably, the specific strength of Sample 2 is also the highest reaching to 3.85 MPa, which means a certain strength with a lighter weight. In addition, the specific strength is calculated via Eq. (2).

The tensile properties of the laminated jute/PLA composites a tensile stress-strain curves; b bar graphs of tensile strength; c bar graphs of tensile modulus
where STS is the specific tensile strength of composite laminate, TS is tensile strength of the composite and ρ is the density of composite.
It can also be concluded from Fig. 5 that with an increase of temperature and extension of time, the tensile strength and modulus increase which may be attributed to the enhanced interface between PLA matrix and jute fibers. Nevertheless, when the temperature is too high together with a longer processing time, great damage to the composites resulted with a badly weakened tensile properties as exhibited for Sample 1.
The tensile fracture mechanism was also analyzed and demonstrated in Fig. 5. The failure morphologies of jute/PLA composites are illustrated in Fig. 6. As tensile went on, the microcracks of PLA matrix came out firstly as shown in Fig. 6a. This leads to slight mitigation in the sharply increasing stress-strain curves as seen in Fig. 5a. The ultimate strength and tensile modulus appeared while some jute fibers broke. Meanwhile, some other jute fibers are then pulled out from PLA matrix accompanied by the debonding according to Figs. 5a and 6b.

The damaged morphologies of damaged jute/PLA composites after tensile tests a microcracks; b debonding; c, d jute fibers pull out in Sample 1; e, f jute fibers fracture in Sample 2
It can also be noticed that the occurrence of pull-out of reinforcing jute fibers, as shown in Fig. 6c, d, is much more common in the composites with a comparatively weak tensile resistance. A lot of fibers are thereby pulled out from the matrix and many deep holes left in the matrix due to poor bonding. SEM analysis indicated that there were remarkable ductile fracture characteristics in this kind of composite, such as Sample 1. On the other hand, when the composites were fabricated under the most suitable condition like Sample 2, the jute fibers were infiltrated well by PLA with strong bonding between reinforcement and matrix. The tensile fracture surfaces were flat and the length of the fibers pulled out were short with fewer holes remaining in the matrix. More jute fibers broke just in the position where the fracture occurred. Overall, it presents a brittle fracture, such as Sample 1 in Fig. 6e, f.
Polymer-based composites usually have a binding force due to physical action. During the curing process, the volume of PLA matrix shrank a lot with the chemical reaction, but no chemical changes occurred of jute fibers in the process for curing. Consequently, the radial shrinkage of PLA matrix is greater than jute fibers when the jute/PLA composite materials cooling from the preparation temperature. Therefore, the jute fiber is under compressive stress while PLA matrix is under tensile stress as demonstrated in Fig. 7. Particularly, the interface compression level would be greatly improved by virtue of the rough surface of jute fibers.

The stress characteristics reactor of composites during the cooling process
Flexural properties
The flexural stress-strain curves of the laminated composites are exhibited in Fig. 8. The sample 2 again shows the highest ultimate flexural strength and modulus which is 23.5 MPa and 1986 MPa respectively while the flexural strain is only 1.2%. This may also owe to the good interface properties of Sample 2. The flexural property is vital for the energy absorption ability of composites. It can be concluded from Fig. 8 that both flexural strength and modulus increase firstly and then decrease with the extension of time. Furthermore, at the same procedure time, the increase of temperature resulted in optimization of flexural property except comparison between Sample 1 and Sample 4. This again indicates serious structure damage to the fibers at a too high temperature for long time in Sample 1.

Flexural properties of composites a stress-strain curves b bar graphs of flexural strength
Thermogravimetric (TG) and differential thermogravimetry (DTG) analyses
The TGA and its derivative data (DTG) are shown in Fig. 9. PLA, pure jute fibers and their composites all show two steps degradation procedures. In accordance with the evaporation of water at 50–200 °C, the degradation of cellulose occurs between 250 and 400 °C based on Fig. 9a. The thermal property of the composites decreases slightly compared to the pure PLA owing to comparatively low heat resistance of jute fibers. The jute fibers degraded at about 248 °C while PLA degraded at 340 °C. With the addition of the jute fibers, the weight loss rate of the composites decreases much slowly than PLA at 400 °C from the DTG curve in Fig. 9b. Different fabricating conditions have no great influence on the thermal performance of the composite materials.

a TG and b DTG curves of the composites
Conclusions
To sum up, in this work, a kind of green and degradable composite made with jute fibers and PLA film was fabricated under different temperatures and times to obtain optimum processing conditions. The tensile, flexural and thermal performance of prepared jute/PLA composites were characterized and analyzed. Results have shown that the laminated composites processed at 190 °C, 3 h exhibited excellent mechanical properties no matter in the tensile or flexural property compared with others. Although the thermal stability of the jute/PLA composites was slightly lower than that of pure PLA, the composites would be more than adequate for many applications and less expensive. These green composites have a great potential application in various fields, such as automobile making, aviation manufacturing, house building, home decoration, etc. with excellent characteristics of low density, low cost, degradable and so on.
References
Alessandro A, Giuseppe S, Paolo B, Andrea B (2013) An efficient approach for modeling interlaminar damage in composite laminates with explicit finite element codes. J Reinf Plast Comp 32:1075–1091
Aliotta L, Cinelli P, Coltelli MB, Righettibet MC, Gazzanoc M, Andrea L (2017) Effect of nucleating agents on crystallinity and properties of poly (lactic acid) (PLA). Eur Polym J 93:822–832
Azrin Hani Abdul R, Roslan A, Jaafar M, Ariffin S (2011) Mechanical properties evaluation of woven coir and kevlar reinforced epoxy composites. Adv Mater Res 277:36–42
Cao XW, Wang XF, Ding B, Yu JY, Sun G (2013) Novel spider-web-like nanoporous networks based on jute cellulose nanowhiskers. Carbohydr Polym 92:2041–2047
Davies GAO, Hitchings D, Wang J (2000) Prediction of threshold impact energy for onset of delamination in quasi-isotropic carbon/epoxy composite laminates under low-velocity impact. Compos Sci Technol 60:1–7
Hassan MM, Le Guen MJ, Tucker N, Parker K (2019) Thermo-mechanical, morphological and water absorption properties of thermoplastic starch/cellulose composite foams reinforced with PLA. Cellulose 26:4463–4478
Huda MS, Drzal LT, Mohanty AK, Misra M (2008) Effect of fiber surface-treatments on the properties of laminated biocomposites from poly(lactic acid) (PLA) and kenaf fibers. Compos Sci Technol 68:424–432
Jiang N, Yu T, Li Y, Pirzada T, Marrow TJ (2019) Hygrothermal aging and structural damage of a jute/poly (lactic acid) (PLA) composite observed by X-ray tomography. Compos Sci Technol 173:15–23
Jiao FQ, Xu Z (2015) Study on the preparation and properties of straw/PVC composites. Chem Ind Times 518:47–54
Kazemi ME, Shanmugam L, Lu D, Wang XG, Wang BW, Yang JL (2019) Mechanical properties and failure modes of hybrid fiber reinforced polymer composites with a novel liquid thermoplastic resin, Elium®. Compos Part A 125:105523
Kim MG, Kang SG, Kim CG, Kong CW (2010) Tensile properties of carbon fiber composites with different resin compositions at cryogenic temperatures. Adv Compos Mater 19:63–77
Kimachi H, Tanaka H, Tanaka K (1999) Transition from small to large interlaminar cracks in fiber-reinforced laminated composites. JSME Int J Ser A 42:537–545
Kwak HW, Lee H, Lee ME, Jin HJ (2018) Facile and green fabrication of silk sericin films reinforced with bamboo-derived cellulose nanofibrils. J Cleaner Prod 200:1034–1042
Lu TJ, Jiang M, Jiang ZG, Hui D, Wang ZY, Zhou ZW (2013) Effect of surface modification of bamboo cellulose fibers on mechanical properties of cellulose/epoxy composites. Compos B Eng 51:28–34
Luo SJ, Tong MB, Ma K (2013) Numerical simulation of high speed impact damage dependence on boundary condition in fiber reinforced laminated composite. J Mater Sci Eng 31:298–304
Ma BL, Jiang LY, Tang CY, Tang S, Su SP, Shu Y (2020) Preparation and properties of biomimetic hydroxyapatite-based nanocomposite utilizing bamboo fiber. Cellulose 27:2069–2083
Phong NT, Gabr MH, Anh LH, Duc VM, Betti A, Okubo K, Chuong B, Fujii T (2013) Improved fracture toughness and fatigue life of carbon fiber reinforced epoxy composite due to incorporation of rubber nanoparticles. J Mater Sci 48:6039–6047
Plackett D, Andersen TL, Pedersen WB, Nielsen L (2003) Biodegradable composites based on l-polylactide and jute fibres. Compos Sci Technol 63:1287–1296
Reddy N, Jiang JS, Yang YQ (2014) Biodegradable Composites Containing Chicken Feathers as Matrix and Jute Fibers as Reinforcement. J Polym Environ 22:310–317
Sangregorio A, Guigo N, Van der waal JC, Nicolas S (2019) All ‘green’ composites comprising flax fibres and humins’ resins. Compos Sci Technol 171:70–77
Sarangi SK, Ray MC (2011) Active damping of geometrically nonlinear vibrations of laminated composite shallow shells using vertically/obliquely reinforced 1–3 piezoelectric composites. Int J Mech Mater Des 7:29–44
Sudha GS, Kalita H, Mohanty S, Nayak SK (2017) Biobased epoxy/carbon fiber composites: effect on mechanical, thermo-mechanical and morphological properties. J Macromol Sci A 54:1–9
Tanpichai S, Oksmana K (2016) Cross-linked nanocomposite hydrogels based on cellulose nanocrystals and PVA: mechanical properties and creep recovery. Compos A Appl Sci Manufac 88:226–233
Wang Y, Mei Y, Wang Q, Wei W, Huang F, Li Y, Li JY, Zhou ZW (2019) Improved fracture toughness and ductility of PLA composites by incorporating a small amount of surface-modified helical carbon nanotubes. Compos B Eng 162:54–61
Acknowledgments
The work is gratefully supported by National Natural Science Foundation of China (Grant No. 11602156), Natural Science Research Project of Jiangsu Higher Education Institutions (Grant No. 18KJB540003), Foundation project of Jiangsu Advanced Textile Engineering Technology Center (Grant No. XJFZ/2018/03) and Undergraduate Innovation and Entrepreneurship Training Program of Jiangsu Province (Grant No. 201910285116Y).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Fang, Cc., Zhang, Y., Qi, Sy. et al. Characterization and analyses of degradable composites made with needle-punched jute nonwoven and polylactic acid (PLA) membrane. Cellulose 27, 5971–5980 (2020). https://doi.org/10.1007/s10570-020-03204-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-020-03204-8