
Abstract
Recently, cellulose films or nanopapers have aroused great attention due to their potential for utilization in photoelectric materials. In this study, transparent cellulose films were prepared from TEMPO-oxidized cellulose fibers by the casting method after they were ultrasonicated to improve the light transmittance and haze. It was found that powerful ultrasonication initiated severe cellulose fiber flattening, fibrillation, and breakage. Therefore, films with compact structures and smooth surfaces could be prepared, resulting in high transparency and tensile strength. However, excessive ultrasonic treatment caused transmittance haze loss. By controlling the ultrasonic power within the range of 180–360 W, transparent films (transmittance of ~ 90%) with 51–76% haze were obtained.
Graphical abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Optoelectronic substrates including silicon, glass and polymer film, are traditionally used in electronic devices such as organic solar cells, organic light-emitting diodes (OLED), transistors and circuits (Fujisaki et al. 2014; Hsieh et al. 2013; Krishna et al. 2000; Scardaci et al. 2010; Sriprapha et al. 2008; Yu et al. 2011, 2015; Zardetto et al. 2010; Zhou et al. 2013; Zhu et al. 2013a). In recent years, environmentally friendly cellulose-based materials have attracted increasing attention and are being studied widely due to their excellent optical properties, low cost, renewability and biocompatibility for the development of optoelectronic substrates (Dai et al. 2018; Preston et al. 2014; Zhou et al. 2013; Zhu et al. 2013a, b; Nogi et al. 2009, 2015; Okahisa et al. 2009). In those studies, transparent nanopaper substrates have been fixed onto the glass substrate to fabricate solar cells (Hu et al. 2013; Nogi et al. 2015). It was found that the power conversion efficiency of these solar cells prepared from highly transparent cellulose film was not high. Efficiency in solar cell substrates requires high optical transparency, but also prefer high haze to increase the light scattering and consequently the absorption by the active materials (Fang et al. 2014a, b). For this purpose, the highly- hazy and transparent cellulose nanopaper was usually prepared by rational mixture of cellulose fiber and NFC (nano-fibrillated cellulose). In this case, NFC was used as filler to fill the pores of the fiber to make the cellulose film with a certain level of light transmittance while the light scattering from the surface of the raw cellulose fiber gave it a certain level of haze (Hsieh et al. 2017; Fang et al. 2014a, b; Chen et al. 2018). There was a kind of transparent nanopaper with high optical transparency (96%) and haze (60%) prepared by this method (Fang et al. 2013). It was shown that the cellulose fiber dimensions directly influenced the fabrication of nanopaper with optical properties (Zhu et al. 2013a). In addition, the thickness also plays a vital role in the optical haze of the nanpaper. The haze of the nanopaper tended to increase with adding nanopaper thickness while the transmittance increased slightly with a decrease in nanopaper thickness (Fang et al. 2014a). For the above method, NFC was usually prepared by the homogenizing processes which is energy-intensive and tends to clog the equipment. In contrast, ultrasound technology is a “green chemistry” technique; it features low energy consumption, no pollution, safety, and low cost. More importantly, it is efficient for cellulose fibers fibrillation. The cavitation process transfers energy to the cellulose molecular chain that can destroy the hydrogen bonds and van der Waals forces between the microfibrils of the plant fibers, causing cellulose to separate and breakage (Mishra et al. 2011; Syafri et al. 2018; Wang and Cheng 2009). Additionally, filtration is the most widely used method for nanopaper formation; the micro-structure membrane application will inevitably cause some fines loss and cost much time for fiber-water separation.
In this work, we applied ultrasonic treatment to fibrillate fiber and thus adjusted the size of cellulose fiber and attempted to prepare hazy transparent cellulose film by the solution casting method. To facilitate the individual macro- and micro-fiber separation, anionically charged functional groups are introduced via TEMPO oxidation onto the cellulose fiber surface to form strong electrostatic repulsion (Isogai et al. 2011). Moreover, the effects of the ultrasonic power on the optical, mechanical properties were investigated. The hazy transparent film could be directly fabricated by oxidative cellulose fiber via ultrasonic treatment; moreover, the haze and transparent could be easily adjusted by ultrasonic power.
Experimental
Materials
Caribbean Pine dissolving pulp with the degree of polymerization (DP) of 480 was used as the starting cellulose material and provided by a local pulp mill. The cellulose oxidation procedure was described in detail in our previous work (Lin et al. 2018); to be different, the dosage of the NaClO was set at 4.5 mmol/g. The oxidized cellulose with DP 112.4 and carboxyl group 0.73 mmol/g was used for the subsequent fibrillation and film preparation.
Fibrillation of the TEMPO oxidized cellulose fiber and film preparation
A 1 wt% suspension of TEMPO oxidized cellulose fiber was agitated at 15,000 rph for 2 min and then sonicated with an ultrasonic processor (FS-1200N) at 20 kHz for 15 min with various ultrasonic power (60, 120, 180, 240, 300, 360, 420, 480, 540, 780 and 1200 W) to fibrillate the cellulose fiber. 50 mL anhydrous ethanol was added into the above treated fibers solution 100 g (1 wt%). The mixture was magnetically stirred for 20 min to ensure the complete separation and then followed by a reduced pressure distillation until the mass was 75 g (− 0.1 Mpa, 70 °C, 80 r/min). 20 g solution was casted onto a glass with a diameter of 90 mm. The filled glass was air dried in a constant temperature and humidity chamber (25 °C, 50% humidity) and finally a film was formed. The end samples were differentiated by the ultrasonic power, and marked with P-60, P-120, P-180, P-240, P-300, P-360, P-420, P-480, P-540, P-780 and P-1200, respectively.
Characterization of fibrillated oxidized cellulose fiber
The relative size of the TEMPO oxidized cellulose fiber was determined by Malvin particle size analyzer (Mastersizer 3000, England) and the fiber after ultrasonic was determined by Malvin particle size analyzer (Zetasizer Nano-ZS90, England).
The surface morphology of the fibrillated cellulose fiber was observed by a SEM (FEI Nova Nano SEM 230, FEI, USA) after platinum sputtering at 20 mA for 120 s. Ten microliter drops of supernatant suspensions (0.01 wt%) were placed on FORMVAR-coated copper grids (300 mesh).
Characterization of film
The thickness of the film was determined by a Paper Thickness Gauge. Each sample was measured 5 points randomly, and the average value of thickness was obtained. The density of cellulose films was calculated by the ratio between weight and the area of the film.
The morphology of the film was observed using SEM (FEI Nova Nano SEM 230, FEI, USA) after platinum sputtering at 20 mA for 120 s. The surface roughness was obtained by an AFM (Multimode 8, Bruker) in tapping mode. The light transmittance and haze of the films was measured by using a UV–Vis spectrometer (Lambda 750, Perkin Elmer) from 200 to 1000 nm. The data was correlated based on the thickness using the Lambert–Beer’s Law.
Results and discussion
The size and morphology of the oxidized cellulose fiber after ultrasonication
The size of the nanofibers including the diameter and length are always determined by TEM or SEM equipped with an image processing software (Johnson et al. 2009; Saito et al. 2007). It was reported that the nanofibrils from wood pulp ranged from 3 to 5 nm in width and several hundred nanometers to a few microns in length (Johnson et al. 2009). In this study, the Malvin particle size analyzer was used to evaluate the relative size of the oxidized fiber and the treated fibers. The relative size of the TEMPO oxidized cellulose fiber was determined to be 116.7 μm. Figure 1 shows that the average size of TEMPO oxidized cellulose fiber was gradually decreased with an increase in ultrasonic power from 60 to 480 W. After the sonication power of 480 W, the particle size was not further decreased; the average size of the fibers decreased to be ~ 500 nm. The reduction in size was probably due to the high fission through interparticle collision or the collapse of cavitation bubbles formed on the fiber surface (Yunus et al. 2010; Pinjari and Pandit 2010). The asymmetrical collapses of the cavity on the surface of the fiber surface produces a high velocity liquid jet pointed towards the surface which results into an action similar to liquid jet cutting. In addition, the shock wave initiated by the cavity collapse travels through liquid media generating local pressure and fluid shear causing fiber size reduction (Pinjari and Pandit 2010).

Ultrasonic power effects on the relative size of the oxidized cellulose fiber
The morphology of the original oxidized cellulose fiber and the fibers after ultrasonic treatment have been shown in Fig. 2. It was revealed that all the oxidized fibers were well separated and the length of the original oxidized cellulose fiber was hundreds of micro meters or longer. The fibers without ultrasonic treatment had a folded ribbon like shape and the surface was intact, compact and almost smooth. After ultrasonic treatment, the morphology of the fiber changed greatly; some erosion and large number of cracks on the surface of the fiber became apparent and therefore the fibers tended to be flat and thin. With increasing ultrasonic power, the fibers were completely shattered into small fiber films and some debris. The structural damage of cellulose fibers caused by the ultrasound wave could be explained by the cavitation mechanism: the shock wave generated from sudden collapse of bubbles or cavities leads to considerable erosion of cellulose surface (Zhang et al. 2013; Shi et al. 2013). Also, the ultrasonic treatment promotes longitudinal fibrillation (Zhang et al. 2013), resulting in cellulose fiber with a larger width and a flat structure. After ultrasonic treatment, the hollow structure of the raw fiber changed to be compact flat structure, which would be important for the film.

SEM images of the surface of the TEMPO-oxidized cellulose fiber after various ultrasonic power
The morphology of the film
The SEM image of the cellulose film shown in Fig. 3 indicates that all the film displayed a relatively homogeneous microstructure and these were smooth and dense. With the increase of ultrasonic power, the film tended to be much smoother (Fig. 3 left) as revealed by the decrease in roughness (Fig. 3 right). In addition, the thickness of the film increased and the structure was much tighter and compact (Fig. 3 middle); the results were consistent with the thickness and density data shown in supplementary materials in Table S1. The ultrasonic treatment might facilitate the interaction between cellulose, and might be favorable to construct more compact and tight film.

SEM and AFM images of the film prepared from TEMPO oxidized cellulose (left: surface, middle: cross section; right AFM images. a p 60, b p 420, c p 780. Increased ultrasonic treatment facilitates the compact and tight film formation
The optical properties of the film
From above Fig. 4a, c, the light transmittance of all the films are above 80% (at 550 nm), rising the ultrasonic power from 60 to 180 W, the transmittance could be increased to be up to approximate 90%. Further increase in the ultrasonic power did not have any effect on the enhancement of light transmittance. The fibers with small size and flat structure made a denser film (Fig. 3), which are favorable for transmittance improvement (Zhu et al. 2013c).

UV-vis transmittance (a) and haze (b) of TEMPO oxidized cellulose films with different ultrasonic power. c The relationship between ultrasonic power and transmittance and haze at 550 nm. d Visual appearance of the hazy transparent films placed close to and away from the school emblem
In contrast, the haze of the film was at a maximum level (84%) when the ultrasonic power was the minimum; the increase of the ultrasonic power significantly declined the haze, where the haze value rapidly dropped from 84 to 1%. Fortunately, the haze could be controlled beyond 50–76% at a high transmittance (~ 90%) by adjusting the ultrasonic power between 180 and 360 W. Generally, the ultrasonic treatment reduced the size and flattened the TEMPO-oxidized cellulose fibers and thus produced a densely laminated film. That allowed most of the light to propagate through and retained an appropriate level of light scattering (Chen et al. 2018; Hu et al. 2013). The haze was probably related to the surface conditions and the size of cellulose fibers. The rough surface might contribute to large light scattering and therefore high haze, and the decrease of the size of cellulose fibers would reduce light scattering of cellulose fibers, thus the haze of film would be lower (Zhu et al. 2013c). It was reported that the light scattering could be increased by wider cellulose nanofibers or by lower density of nanopapers (Zhu et al. 2013c; Hsieh et al. 2017). In addition, the haze was also affected by the film thickness; the haze of film increased with an increasing thickness of nanopaper while the thickness had a slight effect on the nanopaper transmittance (Fang et al. 2014b). From discuss mentioned above, thickness, density, size of the fiber and surface morphology are the factors influencing the optical of the film. However, based on the given preparation method, the referred parameters varied with the ultrasonic power. The haze and transparent can be easily adjusted by ultrasonic power. Fang presented a facile method for fabrication of highly transparent paper (90%) with a tunable transmission haze (up to 60%) by rationally managing the ratio of nanoscale cellulose fibers to macroscopic cellulose fibers (Fang et al. 2014a). In our study, the haze could be significantly enhanced to 76% with an equivalent transmittance.
The mechanical strength of the film
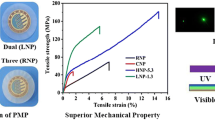
Shown in Fig. 5 are the ultrasonic power effects on the mechanical strength of the film; it was apparent that ultrasonic power affected the mechanical strength significantly. Slight ultrasonication could result in a weak film, the rise of ultrasonic power from 60 to 420 w enhanced the tensile strength from 2.8 to 22 MPa; further ultrasonication up to 1200 w was not favorable for strength improvement. It is widely accepted that the mechanical strength of the paper is primarily dependent on the hydrogen-bonding strength of neighboring individual fibers despite of the high strength of individual fiber. The ultrasonication initiated cellulose fiber flattening, fibrillation, and breakage, which would improve the area of contact and potential bonding sites between fibers. However, the severe ultrasonication might initiate great breakage and fragmentation of the fiber but did not contribute to the breaking of interfiber bonding to same extent. In addition, the compact structure might also affect the mechanical strength of the cellulose film. As shown in Table S1 and Fig. 5, the film with relative low density was extremely weak; slightly increase of density was favorable for strength enhancement. However, the strengths of the films prepared in this study were lower than those of the nanopapers prepared from cellulose nanocrystals, cellulose nanofibrils and TEMPO-oxidized cellulose nanofibrils (Chen et al. 2018). In this study, solution casting process used for film preparation retained all the fiber fragments, inclusive of the fines which would be removed by filtration method. As mentioned above, the fiber debris is detrimental for film strength. Furthermore, the density of the film prepared from casting method was much lower than that from filtration, the relative loose structure might attribute to the weak strength. In addition, ethanol application in this casing method tends to facilitate film preparation process (Fig. S1). Fortunately, the transparent substrates also have been fixed onto the glass substrate to fabricate solar cells; the strength is not so much of a problem.

Ultrasonic power effects on the mechanical strength of the film. An ultrasonic power above 360 W resulted in a stronger film
Conclusions
A novel method integrated with ultrasonication and solution casting was presented for fabrication of hazy transparent cellulose film. The transparent film not only exhibits a high transmittance of over 90% due to a high packing structure and also showed excellent optical haze after a concise control of ultrasonic treatment; the haze could be up to 78%. This work opens a new avenue for the development of excellent photoelectric materials.
References
Chen S, Song YJ, Xu F (2018) Highly transparent and hazy cellulose nanopaper simultaneously with a self-cleaning superhydrophobic surface. ACS Sustain Chem Eng 6:5173–5181. https://doi.org/10.1021/acssuschemeng.7b04814
Dai SL, Chu YL, Liu DP et al (2018) Intrinsically ionic conductive cellulose nanopapers applied as all solid dielectrics for low voltage organic transistors. Nat Commun 9:2737. https://doi.org/10.1038/s41467-018-05155-y
Fang ZQ, Zhu HL, Preston C et al (2013) Highly transparent and writable wood all-cellulose hybrid nanostructured paper. J Mater Chem C 1:6191–6197. https://doi.org/10.1039/c3tc31331j
Fang ZQ, Zhu HL, Bao WZ et al (2014a) Highly transparent paper with tunable haze for green electronics. Energy Environ Sci 7:3313–3319. https://doi.org/10.1039/c4ee02236j
Fang ZQ, Zhu HL, Yuan YY et al (2014b) Novel nanostructured paper with ultrahigh transparency and ultrahigh haze for solar cells. Nano Lett 14:765–773. https://doi.org/10.1021/bm901383a
Fujisaki Y, Koga H, Nakajima Y et al (2014) Transparent nanopaper-based flexible organic thin-film transistor array. Adv Funct Mater 24:1657–1663. https://doi.org/10.1002/adfm.201303024
Hsieh MC, Kim C, Nogi M, Suganuma K (2013) Electrically conductive lines on cellulose nanopaper for flexible electrical devices. Nanoscale 5:9289–9295. https://doi.org/10.1039/c3nr01951a
Hsieh MC, Koga H, Suganuma K, Nogi M (2017) Hazy transparent cellulose nanopaper. Sci Rep. https://doi.org/10.1038/srep41590
Hu LB, Zheng GY, Yao J et al (2013) Transparent and conductive paper from nanocellulose fibers. Energy Environ Sci 6:513–518. https://doi.org/10.1039/c2ee23635d
Isogai A, Saito T, Fukuzumi H (2011) TEMPO-oxidized cellulose nanofibers. Nanoscale 3:71–85. https://doi.org/10.1039/c0nr00583e
Johnson RK, Zink-Sharp A, Renneckar SH, Glasser WG (2009) A new bio-based nanocomposite: fibrillated TEMPO-oxidized celluloses in hydroxypropyl cellulose matrix. Cellulose 16:227–238. https://doi.org/10.1007/s10570-008-9269-6
Krishna KM, Umeno M, Nukaya Y, Soga T, Jimbo T (2000) Photovoltaic and spectral photoresponse characteristics of n-C/p-C solar cell on ap-silicon substrate. Appl Phys Lett 77:1472–1474. https://doi.org/10.1063/1.1290687
Lin CM, Zeng T, Wang QH (2018) Effects of the conditions of the TEMPO/NaBr/NaClO system on carboxyl group, degree of polymerization, and yield of the oxidized cellulose. Bioresources 13:5965–5975. https://doi.org/10.15376/biores.13.3.5965-5975
Mishra SP, Thirree J, Manent AS et al (2011) Ultrasound-catalyzed TEMPO-mediated oxidation of native cellulose for the production of nanocellulose: effect of process variables. Bioresources 6(1):121–143. https://doi.org/10.15376/biores.6.1.121-143
Nogi M, Iwamoto S, Nakagaito AN, Yano H (2009) Optically transparent nanofiber paper. Adv Mater 21:1595–1598. https://doi.org/10.1002/adma.200803174
Nogi M, Karakawa M, Komoda N, Yagyu H, Nge TT (2015) Transparent conductive nanofiber paper for foldable solar cells. Sci Rep 5:17254. https://doi.org/10.1038/srep17254
Okahisa Y, Yoshida A, Miyaguchi S, Yano H (2009) Optically transparent wood-cellulose nanocomposite as a base substrate for flexible organic light-emitting diode displays. Compos Sci Technol 69:1958–1961. https://doi.org/10.1016/j.compscitech.2009.04.017
Pinjari DV, Pandit AB (2010) Cavitation milling of natural cellulose to nanofibrils. Ultrason Sonochem 17:845–852. https://doi.org/10.1016/j.ultsonch.2010.03.005
Preston C, Fang ZQ, Murray J et al (2014) Silver nanowire transparent conducting paper-based electrode with high optical haze. J Mater Chem C 2:1248–1254. https://doi.org/10.1039/c3tc31726a
Saito T, Kimura S, Nishiyama Y, Isogai A (2007) Cellulose nanofibers prepared by TEMPO-mediated oxidation of native cellulose. Biomacromolecules 8:2485–2491. https://doi.org/10.1021/bm0703970
Scardaci V, Coull R, Coleman JN (2010) Very thin transparent, conductive carbon nanotube films on flexible substrates. Appl Phys Lett 97:023114. https://doi.org/10.1063/1.3462317
Shi W, Li SN, Jia JF, Zhao YP (2013) Highly efficient conversion of cellulose to bio-oil in hot-compressed water with ultrasonic pretreatment. Ind Eng Chem Res 52:586–593. https://doi.org/10.1021/ie3024966
Sriprapha K, Myong SY, Yamada A, Konagai M (2008) Temperature dependence of protocrystalline silicon/microcrystalline silicon double-junction solar cells. Jpn J Appl Phys 47:1496–1500. https://doi.org/10.1143/JJAP.47.1496
Syafri E, Kasim A, Abral H, Asben A (2018) Cellulose nanofibers isolation and characterization from ramie using a chemical-ultrasonic treatment. J Nat Fibers. https://doi.org/10.1080/15440478.2018.1455073
Wang SQ, Cheng QZ (2009) A novel process to isolate fibrils from cellulose fibers by high-intensity ultrasonication, Part 1: process optimization. J Appl Polym Sci 113:1270–1275. https://doi.org/10.1002/app.30072
Yu WJ, Lee SY, Chae SH et al (2011) Small hysteresis nanocarbon-based integrated circuits on flexible and transparent plastic substrate. Nano Lett 11:1344–1350. https://doi.org/10.1021/nl104488z
Yu XM, Yu X, Zhang JJ et al (2015) Investigation of light transmission and scattering properties in silver nanowire mesh transparent electrodes. Mater Lett 145:219–223. https://doi.org/10.1016/j.matlet.2015.01.025
Yunus R, Salleh SF, Abdullah N, Biak DRA (2010) Effect of ultrasonic pre-treatment on low temperature acid hydrolysis of oil palm empty fruit bunch. Bioresour Technol 101:9792–9796. https://doi.org/10.1016/j.biortech.2010.07.074
Zardetto V, Brown TM, Reale A, Carlo AD (2010) Substrates for flexible electronics: a practical investigation on the electrical, film flexibility, optical, temperature, and solvent resistance properties. J Polym Sci, Part B: Polym Phys 97:023114–023116. https://doi.org/10.1002/polb.22227
Zhang QH, Benoit M, Vigier KDO et al (2013) Pretreatment of microcrystalline cellulose by ultrasounds: effect of particle size in the heterogeneously-catalyzed hydrolysis of cellulose to glucose. Green Chem 15:963–969. https://doi.org/10.1039/C3GC36643J
Zhou YH, Fuentes-Hernandez C, Khan TM et al (2013) Recyclable organic solar cells on cellulose nanocrystal substrates. Sci Rep 3:1536. https://doi.org/10.1038/srep01536
Zhu HL, Xiao ZG, Liu DT, Li YY (2013a) Biodegradable transparent substrates for flexible organic-light-emitting diodes. Energy Environ Sci 6:2015. https://doi.org/10.1039/c3ee40492g
Zhu HL, Fang ZQ, Preston C et al (2013b) Transparent paper: fabrications, properties, and device applications. Energy Environ Sci 7:269–287. https://doi.org/10.1039/c3ee43024c
Zhu HL, Parvinian S, Preston C et al (2013c) Transparent nanopaper with tailored optical properties. Nanoscale 5:3787–3792. https://doi.org/10.1039/c3nr00520h
Acknowledgments
The authors gratefully acknowledge financial support from National Natural Science Foundation of China (31770632), Funding Support from Education Department of Fujian for the “Excellent talents support plan in Fujian Universities”, Outstanding Youth Fund (XJQ201506), Innovation Fund from Fujian Agriculture and Forestry University (CXZX2017296 and CXZX2017037).
Author information
Authors and Affiliations
Corresponding authors
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Lin, C., Wang, Q., Deng, Q. et al. Preparation of highly hazy transparent cellulose film from dissolving pulp. Cellulose 26, 4061–4069 (2019). https://doi.org/10.1007/s10570-019-02367-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-019-02367-3