
Abstract
In this study, the impact of cutinases from Thermobifida fusca and Fusarium solani pisi on the deinking of old newsprint were evaluated for the first time. When repulped old newsprint was treated with 8 U/g of T. fusca cutinase at pH 8 and 60 \(^{\circ }\)C for 30 min, the brightness of the deinked papers reached 42.01%. With 8 U/g F. solani cutinase at pH 8.5 and 35 \(^{\circ }\)C for 30 min, the brightness reached 41.62%. These brightness values are higher than that achieved using chemical deinking by 5.13 and 4.38%, respectively. These brightness values were also superior to that achieved using commercial lipase in this study and those previously reported using cellulases, hemicellulases, and laccase, which were higher than that achieved using chemical deinking by 2–4%. The mechanical properties of the deinked paper, including tensile index, tear index, and burst index, were also measured. The results showed that the two cutinases had different effects on the paper fibers. In summary, both T. fusca and F. solani pisi cutinases were able to remove ink from old newsprint more efficiently than alkaline chemistry or other enzymes. This study provides a potential strategy to deink efficiently old newsprint using cutinase.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The recycling of waste paper has been an effective and low-cost solution to the problems of resource and energy shortages in the paper industry. Paper recycling may also offer significant environmental benefits, from a lifecycle perspective (Laurijssen et al. 2010; Villanueva and Wenzel 2007). During the last decade, worldwide waste paper consumption has grown at an average annual rate of around 2.5%. Waste paper pulp production, as a fraction of all paper pulp production, has increased from 61.91 to 77.64% in China. In 2012, the estimated used of recycled paper in Europe was about 72%, an increase of 20% from 2000 (Pivnenko et al. 2015). In concert with the rising demands of large-scale applications, waste paper processing and recycling technology have attracted considerable attention.
Deinking is among the first steps in the process used to recycle waste papers. It involves the detachment of ink particles from the fiber surface and removal of detached ink from the pulp slurry by washing or flotation (Pala et al. 2006). Conventional chemical deinking requires large amounts of chemicals such as sodium silicate, hydrogen peroxide, and surfactants (Puneet et al. 2010). Among the major problems caused by this chemically intensive method is the increase in oxygen demand of the water used during the process and the need for waste water treatment (Zhang et al. 2008). Enzymatic deinking has drawn extensive attention because it is less polluting and more eco-friendly than the chemical alternatives. Several enzymes have been used in deinking. Cellulases, hemicellulases, and xylanases have been shown to dislodge inks by peeling fibers or fines from the paper surface. In most cases, little increase in paper brightness was observed. In some reports, the increase was less than 1% (Zhang et al. 2008; Singh et al. 2012; Gübitz et al. 1998). Lignin-degrading enzymes, such as laccase, also hold some potential for deinking old newsprint, as they may selectively remove surface lignin to facilitate ink removal. Lipases have shown some direct action on ink particles, either degrading oil carriers or breaking down pigments. However, the use of lignin-degrading enzymes or lipase only increases paper brightness by around 3%, compared with chemical deinking (Jixue and Shiyuan 2003).
Cutinases, which can be considered a link between lipases and esterases, belong to the serine hydrolase family. The catalytic serine in the active site, which is located in the middle of an \(\alpha \)-sharp turn between a \(\beta \)-strand and an \(\alpha \)-helix, is solvent accessible. In contrast, the catalytic sites of lipases are covered by a lid whose conformational changes are related to interfacial activation (Bourne et al. 1994). As a result of this structural difference, cutinases do not show the interfacial activation typical of lipases (Longhi et al. 1997). The lack of a lid structure increases the flexibility of cutinases, allowing them to accommodate polymers in the active site. Cutinases catalyze the hydrolysis of a variety of soluble esters and insoluble triglycerides, although their substrate preferences are different from those of lipases, as well as a variety of polyesters (Chen et al. 2013). Cutinases were used to hydrolyze the ester bond in natural resin, synthetic resin, and polyester, which were used in the ink vehicles. That caused the pigment to fall from the paper surface and be removed with air bubbles. Despite this, there has been no report of the use of cutinases in waste paper deinking.
The cutinases identified and characterized to date have been isolated mainly from fungi (Chen et al. 2013). The cutinase from F. solani pisi, which is the most studied among them, is most often used in industrial applications (Egmond and Vlieg 2000). Our laboratory used the cutinase from T. fusca, which was the first cutinase identified and characterized from bacterial sources, in a new method of bioscouring because of its ability of hydrolyze polymers. It has the advantages of high catalytic efficiency when acting on polymers, as well as strong stability (Chen et al. 2008; Zhang et al. 2010; Su et al. 2015). In this study, we determined the effects of different parameters on the deinking of old newsprint using the cutinases from T. fusca and F. solani and compared the results with alkaline and lipase deinking.
Material and methods
Waste paper pulps and chemicals
Waste papers were imported from the USA. PS-8 Special Nnews De-Ink Quality (USA waste paper grades) was used. All the chemicals used in this study were analytical reagent grade. Sodium hydroxide, sodium silicate, hydrochloric acid, hydrogen peroxide, and sodium dodecyl benzene sulfonate were purchased from Sinopharm Chemical Reagent Co., Ltd. (Shanghai, China).
Enzyme production and enzyme assay
Thermobifida fusca cutinase (NCBI accession number YP_288944) and inactivating mutants was expressed using recombinant Escherichia coli, as previously described (Su et al. 2015). F. solani cutinase (NCBI accession number: AAA33334.1) and inactivating mutants was expressed using recombinant Pichia pastoris. Lipases 1 and 2 were purchased from Novozymes (Bagsvaerd, Netherlands). Cutinase activity was measured using p-nitrophenylbutyrate (pNPB) as the substrate, as previously described (Su et al. 2015). One unit (U) of enzyme activity was defined as the amount of enzyme needed to produce 1 \(\upmu \)mol of 4-nitrophenol (pNP) per minute.
Preparation of the paper
The waste papers were manually sorted to remove non-paper objects. The sorted waste papers were stored in a room away from sunlight and high moisture prior to use. They were shredded into small pieces and pretreated for 30 min at different pH values before being disintegrated in a high-speed mixer (Model: ZQS9, Shanxi, China) for 15 min. The final product had a consistency of 10% (w/w) pulp.
Biodeinking
The reaction conditions for enzymatic deinking were optimized using different process variables that influence the efficiency of enzymes. To obtain the most effective deinking conditions, 100-g samples of pulp with a consistency of 10% (w/w) were adjusted to pH values ranging from 7.0 to 9.0 by adding NaOH. Different enzyme doses (2 to 10 U/g) were added in the pulp. In order to optimize the treatment time and temperature, pulp samples were treated for time periods ranging from 15 to 60 min at temperatures ranging from 30 to 70 \(^{\circ }\)C in a water bath. The pulp samples were hand-rubbed every 5 mins.
Chemical deinking
Chemical deinking was carried out at 10% pulp consistency using 2% NaOH, 2% Na\(_2\)SiO\(_3\), 0.4% MgSO\(_4\), 0.4% EDTA, and 2% H\(_2\)O\(_2\) (Puneet et al. 2010). The treatment was carried out at 60\(^{\circ }\)C for 30min. Different pH values were tested as the control set comparing with the enzyme deinking.
Flotation process
The flotation process was performed using a flotation cell for 30 min at 50 \(^{\circ }\)C with 1% sodium dodecyl benzene sulfonate. The ink of the pulp was lifted by aeration and collected in the middle section of a flotation cell during the flotation process. Air bubbles were made via air sparging with a pump. Pulps subjected to enzymatic deinking and chemical deinking were processed in the same manner.
Analysis of deinked paper properties
After repulping, 10 g of pulp were hyperwashed with deionized water following a previously described protocol (Zhang et al. 2008). Handsheets with a basis weight of 60 \(\text{g}/\text{m}^2\) were prepared using this hyperwashed pulp before optical measurements were made. The optical (brightness) and mechanical properties (tensile, tear, and burst) of the paper were examined. Brightness was measured as described in TAPPI T452 (Brightness of Pulp, Paper, and Paperboard; Directional Reflectance at 457 nm), using a brightness and opacity tester (model:WS-SD, Wenzhou, China). The tensile properties of the handsheets were examined using the test method described in TAPPI T494. Tear index was determined based on the internal resistance of the handsheet, using the test method described in TAPPI T414. The burst strength of the handsheet was measured according to the procedure described in TAPPI T403 (Bursting Strength of Paper) (Committee et al. 2000). The dirt count of paper was measured according to GB/T1541-1989. The paper image was captured by scanner and analyzed by AutoSpec software. The ink residue was collected and photographed under microscope.
Results and discussions
The effect of pH in deinking
The effect of pH on enzymatic deinking using F. solani and T. fusca cutinases is shown in Fig. 1. The optimal pHs for enzymatic deinking using T. fusca and F. solani cutinases were different. The highest brightness seen among the papers deinked using F. solani cutinase (39.84%) was obtained at pH 8.5. The highest brightness among the papers deinked using T. fusca cutinase (39.52%) was seen at pH 8. These pH values correspond to the optimal pH values for hydrolysis for each cutinase (Kwon et al. 2009; Chen et al. 2008). High pH also generally favors the swelling of fibers, which increases the flexibility of the fibers and helps to detach ink particles that adhere to the fibers (Ibarra et al. 2012).
The mechanical properties of the paper, including its tensile index, tear index, and burst index, were also measured. The results are shown in Fig. 1. For F. solani cutinase, the tensile index at pH 8.5 (the optimal pH for brightness) was lower than that seen at pH 8 or 9. A similar result was observed with T. fusca cutinase. The tensile index of paper deinked using T. fusca cutinase at pH 8 was lower than that seen at pH 8.5 or 9. The decrease in the mechanical properties of the paper samples could be the result of damage to the paper fibers. As the oil carriers are degraded during the deinking process, the ink particles and some unhydrolyzed oil carriers are carried out with the air bubbles. Because the unhydrolyzed oil carriers are sticky, a certain amount of paper fibers remain attached and are removed (Jixue and Shiyuan 2003). Moreover, the hornification of waste papers that occurs during the recycling process makes the pulp fiber tight and stiff. This leads to a decrease in the strength of the recycled paper, especially its tensile index. This hornification can generally be avoided by the addition of NaOH during chemical deinking (Diniz et al. 2004). During the present cutinase-mediated deinking, defined amounts of NaOH were added to adjust the pH and also to avoid hornification. The poorest mechanical properties were observed at pH 7.5 for both cutinases. These properties may have been caused by the lack of NaOH.

The effect of pH on biodeinking using cutinases
The effect of different enzyme dose in deinking
The results obtained by deinking newsprint samples using different doses of cutinase are shown in Fig. 2. As the enzyme dose increased to 8 U/g, the brightness of the resulting paper increased. At doses higher than 8 U/g, the brightness decreased for both enzymes. Thus, the highest brightness values were obtained by using a dose of 8 U/g for both enzymes. These cutinases could be causing biodeinking by degrading the polymer present in the oil carriers or pigments, just as the lipases do. During the deinking process, ink particles became separated from the paper, were released into the water, and then rose to the surface of the water with air bubbles. Then, the particles were removed by the baffle of the flotation drubber. However, increasing enzyme dose can lead to excessive degradation of the sticky substances or resins in the oil carriers. This can lead to the formation of overly small sticky particles and ink particles. The sticky particles and ink particles may not be carried out of the water with the air bubbles. As a result, they settle in the water, adhering to the fiber surface, and eventually re-accumulate into larger particles. In this way, the brightness of papers deinked with both cutinases decreased with enzyme doses of 10 U/g.
Figure 2 display the mechanical properties of the paper samples. The tensile index was the lowest when enzyme dose was 8 U/g, which was the optimal dose for each cutinase. Although the tear index of the paper deinked using the optimal dose of T. fusca cutinase was the highest among the doses studied, it was still lower than the tear indexes of the papers deinked using F. solani cutinase, regardless of enzyme dose. In addition, the highest tensile and burst indexes were achieved with 2 U/g doses of each enzyme, probably because this dose had the lowest enzymatic activity. The paper deinked using T. fusca cutinase had a better tensile index (20.91 N m/g), and the paper deinked using F. solani cutinase had better burst (1.09 kPa m\(^2\)/g) and tear (4.82 mN m\(^2\)/g) indexes.

The effect of enzyme dose on biodeinking using cutinases
The effect of temperature in deinking
The effect of temperature on cutinase-mediated deinking is shown in Figs. 3 and 4. The temperatures at which the performances of T. fusca cutinase and F. solani cutinase were maximal (60 and 35 \(^{\circ }\)C, respectively) were different. The highest brightness of the paper deinked using F. solani cutinase was 0.59% lower than the highest brightness of the paper deinked using T. fusca cutinase. Three factors are responsible for this difference in brightness. FIrst, T. fusca cutinase has a higher optimal temperature (60 \(^{\circ }\)C) for hydrolytic activity than F. solani cutinase (40 \(^{\circ }\)C). Second, higher temperature favors loosening of the fibers and, therefore, the release of ink particles from the surface of the fibers. Third, the solubility of the oil carrier improves with the increase of temperature, thus the hydrolysis by the cutinses becomes more convenient.
The mechanical properties of the paper samples deinked using cutinase are also shown in Figs. 3 and 4. The lowest tear index was found for papers deinked at 35 \(^{\circ }\)C with F. solani cutinase. The tensile indexes of the paper samples deinked using F. solani cutinase decreased with increasing temperature. At each of the temperatures tested, all of the tensile indexes of the paper samples deinked using T. fusca cutinase were higher than those of the paper samples deinked using F. solani cutinase. The tear indexes, in contrast, showed opposite results. The burst indexes of the paper samples deinked with the two enzymes were quite similar. The highest tensile index (21.7 N m/g) was obtained at 55 \(^{\circ }\)C using T. fusca cutinase, while the highest tear index (4.82 mN m\(^2\)/g) was obtained at 35 \(^{\circ }\)C using F. solani cutinase.
Our results show that both enzymes require a lower temperature than the chemical deinking process (70 \(^{\circ }\)C). In general, brightness is the key index for evaluating the result of enzymatic deinking. The brightness of the paper samples deinked using T. fusca cutinase was 0.59% higher than that of the paper samples deinked using F. solani cutinase. Nevertheless, the lower temperature preferred by F. solani cutinase makes the process more energy efficient. The lower temperature requirement of F. solani may give it the advantage when considering which enzyme to use in industry processes.

The effect of temperature on biodeinking using T. fusca cutinase

The effect of temperature on biodeinking using F. solani cutinase
The effect of treatment time in deinking
The effect of treatment time on key deinking parameters was investigated for both enzymes. The results are presented in Fig. 5. For both T. fusca and F. solani cutinases, the highest brightness values were achieved after 30 min of incubation. The paper brightness decreased at longer incubation times, perhaps because of excessive degradation of the sticky substances or resins caused by the increase in enzyme action. The optimal cutinase treatment time was much shorter than that of other enzymes such as the xylanases, which required treatment times of up to 3 h, while the remaining steps only required around 1 h (Zhang et al. 2008). These results indicate that both cutinases offer a more efficient use of time during practical applications.
The effect of treatment time on the mechanical properties of the papers deinked using the two cutinases (Fig. 5) showed a pattern similar to that seen in experiments with different temperatures (Figs. 3 and 4). The paper samples deinked using F. solani cutinase displayed higher tear indexes, but lower tensile indexes than the papers deinked using T. fusca cutinase.

The effect of treatment time on biodeinking using cutinases
The comparison among cutinases deinking, chemical deinking, and lipase deinking
The chemicals used in conventional deinking act directly on the printed ink; they detach it by deteriorating its structure and fragmenting the ink particles. Chemicals commonly used in deinking include NaOH, Na\(_2\)SiO\(_3\) , and H\(_2\)O\(_2\). Na\(_2\)SiO\(_3\) is added to enhance paper strength (Pala et al. 2006). Sodium hydroxide helps deteriorate the structure of the paper fibers, but large amounts of sodium hydroxide turn the paper yellow and decrease the brightness of the paper. Hydrogen peroxide is added to bleach the deinked paper. In biodeinking methods, lipases and cutinases share a similar principle in detaching printed ink. In this study, deinking with the two cutinases was compared with chemical deinking (NaOH, Na\(_2\)SiO\(_3\), and H\(_2\)O\(_2\)), deinking using inactivationg cutinase and two commercial lipases.
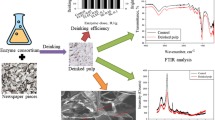
The brightness values of the paper samples deinked using the cutinases were greater than that of the sample deinked using chemical treatment and inactivating cutinase (Fig. 6). At the same time, the dirt count of the paper samples deinked using the cutinses was lower than that of the sample deinked using chemical treatment and inactivating cutinase. The results indicated that both cutinases have a better effect towards the oil carrier, and thus the ink particles fall from the paper more easily than with chemical treatment. Compared with the brightness of paper deinked using inactivation cutinases, the hydrolysis ability of both cutinases was the key to the increase of paper brightness deinked using this method. The tensile and burst indexes of the paper deinked using chemical treatment were similar to those of the paper samples deinked using T. fusca cutinase. However, the tear index of the paper sample deinked using chemical treatment was 11% higher. The three different factors representing paper strength were affected by the status of different paper fibers. The burst and tear indexes were mainly influenced by the fiber length and the conjunction between fibers, respectively. Several factors influence the tensile index, including the average fiber length, the conjunction between fibers, and the alignment of the fibers (Wistara and Young 1999). The small difference in burst index indicates that enzyme treatment does not affect fiber length like chemical treatment does. As shown in Figs. 7 and 8, ink residue was collected and observed under a microscope, and the particle size from cutinase deinking was smaller than that from chemical deinking. However, some smaller ink particles from cutinase deinking were still attached to the fibers. The cutinases were able to hydrolyse the ink carriers and help separate ink particles from the fibers. These results were identical to the differences of paper brightness and the paper mechanical properties. The decrease in tear or tensile index might be prevented by including a chemical agent that protects paper strength during the industrial deinking process.
Comparing cutinase deinking with lipase deinking showed that the brightness of the paper samples deinked using the two lipases were lower than those of the samples deinked using both cutinases, while the dirt count of the paper samples was higher. This difference is probably caused by the lid structure of lipases, which impedes the binding of polymer in the enzyme activity center. The tensile indexes of the paper samples deinked using lipases were lower than that of the paper samples deinked using T. fusca cutinase. In other studies, endoglucanase and endoxylanase enhanced the brightness of the resulting deinked pulps made from newspaper secondary fibers, while maintaining or slightly improving their strength properties. However, the increase in optical properties (up to 4%) was lower than that observed with cutinase treatment. These results indicate that both cutinases were superior to both lipases and chemical methods of waste paper deinking, especially in terms of the improvement of paper brightness, which is the main factor in evaluating deinking results. Given the short time requirement for biodeinking using cutinases, the cutinases show potential for use in industrial applications.

A comparison of different biodeinking methods

Ink residue of chemical deinking

Ink residue of cutinase deinking
Conclusions
The biodeinking of old newsprint using the cutinases from T. fusca and F. solani was investigated in detail. Under optimal conditions, the highest brightness observed for paper deinked using T. fusca cutinase was 42.01%, while it was 41.62% for paper deinked using F. solani cutinase. These values were 5.13 and 4.38% higher, respectively, than the values observed using chemical deinking. The brightness values were at least 2% higher than those of papers deinked using lipases. The tensile factor, tear factor, and burst factor of the paper deinked using T. fusca cutinase were 21.6 N m/g, 4.09 mN m\(^2\)/g, 1.04 kPa m\(^2\)/g, respectively, and 18.42 N m/g, 4.81 mN m\(^2\)/g, 0.92 kPa m\(^2\)/g for the paper deinked using F. solani cutinase. The tensile and burst factors of the papers deinked using T. fusca cutinase and the chemical method were similar. In contrast, the tear factor of the paper deinked using F. solani cutinase was higher than that observed using the chemical method. These results indicate that the cutinases are promising alternatives for the deinking of old newsprint and lay the foundation for further industrial application of the cutinases.
References
Bourne Y, Martinez C, Kerfelec B, Lombardo D, Chapus C, Cambillau C (1994) Horse pancreatic lipase: the crystal structure refined at \(2\cdot 3\) å resolution. J Mol Biol 238(5):709–732
Chen S, Tong X, Woodard RW, Du G, Wu J, Chen J (2008) Identification and characterization of bacterial cutinase. J Biol Chem 283(38):25854–25862
Chen S, Su L, Chen J, Wu J (2013) Cutinase: characteristics, preparation, and application. Biotechnol Adv 31(8):1754–1767
Committee T et al (2000) Tappi test methods. Tappi, Atlanta (2000–2002)
Diniz JF, Gil M, Castro J (2004) Hornificationits origin and interpretation in wood pulps. Wood Sci Technol 37(6):489–494
Egmond MR, de Vlieg J (2000) Fusarium solani pisi cutinase. Biochimie 82(11):1015–1021
Gübitz G, Mansfield S, Böhm D, Saddler J (1998) Effect of endoglucanases and hemicellulases in magnetic and flotation deinking of xerographic and laser-printed papers. J Biotechnol 65(2):209–215
Ibarra D, Monte MC, Blanco A, Martínez AT, Martínez MJ (2012) Enzymatic deinking of secondary fibers: cellulases/hemicellulases versus laccase-mediator system. J Ind Microbiol Biotechnol 39(1):1–9
Jixue GQYQY, Shiyuan Y (2003) Old newsprint deinking with lipase. China Pulp Pap 4:003
Kwon MA, Kim HS, Yang TH, Song BK, Song JK (2009) High-level expression and characterization of fusarium solani cutinase in pichia pastoris. Protein Expr Purif 68(1):104–109
Laurijssen J, Marsidi M, Westenbroek A, Worrell E, Faaij A (2010) Paper and biomass for energy? The impact of paper recycling on energy and co2 emissions. Resour Conserv Recycl 54(12):1208–1218
Longhi S, Czjzek M, Lamzin V, Nicolas A, Cambillau C (1997) Atomic resolution (1.0 å) crystal structure of fusarium solani cutinase: stereochemical analysis. J Mol Biol 268(4):779–799
Pala H, Mota M, Gama FM (2006) Factors influencing mow deinking: laboratory scale studies. Enzyme Microb Technol 38(1):81–87
Pivnenko K, Eriksson E, Astrup TF (2015) Waste paper for recycling: overview and identification of potentially critical substances. Waste Manag 45:134–142
Puneet P, Bhardwaj Nishi K, Singh Ajay K (2010) Enzymatic deinking of office waste paper: an overview. IPPTA 22(2):83–88
Singh A, Yadav RD, Kaur A, Mahajan R (2012) An ecofriendly cost effective enzymatic methodology for deinking of school waste paper. Bioresour Technol 120:322–327
Su L, Xu C, Wu J et al (2015) Extracellular expression of thermobifida fusca cutinase with pelb signal peptide depends on more than type ii secretion pathway in Escherichia coli. J Biotechnol 204:47–52
Villanueva A, Wenzel H (2007) Paper waste-recycling, incineration or landfilling? A review of existing life cycle assessments. Waste Manag 27(8):S29–S46
Wistara N, Young RA (1999) Properties and treatments of pulps from recycled paper. Part i. Physical and chemical properties of pulps. Cellulose 6(4):291–324
Zhang X, Renaud S, Paice M (2008) Cellulase deinking of fresh and aged recycled newsprint/magazines (onp/omg). Enzyme Microb Technol 43(2):103–108
Zhang Y, Chen S, Xu M, Cavoco-Paulo A, Wu J, Chen J (2010) Characterization of thermobifida fusca cutinase-carbohydrate-binding module fusion proteins and their potential application in bioscouring. Appl Environ Microb 76(20):6870–6876
Acknowledgments
The study was financed by the Production and Research Prospective Joint Research Project of Jiangsu Province (BY2015019-18), the Natural Science Foundation of Jiangsu Province (BK20140132), the National Science Fund for Distinguished Young Scholars (31425020), and the Project of Outstanding Scientific and Technological Innovation Group of Jiangsu Province.
Author information
Authors and Affiliations
Corresponding author
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Hong, R., Su, L., Chen, S. et al. Comparison of cutinases in enzymic deinking of old newsprint. Cellulose 24, 5089–5099 (2017). https://doi.org/10.1007/s10570-017-1424-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-017-1424-5