
Abstract
Durable press finishing is a common process used to impart wrinkle-free properties to cotton fabrics through the crosslinking of cellulose macromolecules. Unfortunately, this process results in a loss of fabric strength and decreases the durability of garments. If the content of crosslinked fibers is reduced in the fabrics, their strength would be retained to a greater extent. In addition, hydrophilic property, permeability, and quality of fabrics could be improved. In the past, researchers primarily focused on the strength of the whole fabric. In this study, single cotton yarns were treated with formaldehyde-based N-methylol finishing agents. Subsequently, they were plied together according to different proportions, and then further cured at a certain temperature. The tensile strength, elongation at break, breaking time, work of rupture and bending rigidity were used to investigate the effects of the treatment on the mechanical properties of cotton yarns. Wrinkle recovery angle was used to evaluate the anti-creasing property of the yarns. The results suggest that when the yarns are plied together in different proportions, their mechanical and anti-creasing properties change with the treatment to which they have been subjected as well as with their blending proportion. Moreover, a reduced anti-creasing yarn proportion decreased the amount of formaldehyde released. This study will guide further development of environmentally friendly anti-crease processing methods.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Cotton fiber is a cellulose material and possesses many excellent properties, including a soft handle, good hydrophilicity and permeability, making it widely used in the textile industry (Kale et al. 2016). Despite the many advantages of cotton fiber, the anti-creasing property of cotton fabric is poor and fails to meet the requirements of an “easy-care” fabric (Ruppenicker et al. 2007). Durable press (DP) finishing is a common functional process to endow anti-creasing properties to cotton fabrics and garments by crosslinking cotton cellulose macromolecules. However, it often brings about a significant decrease in the strength of the fabric and a degradation of the wearable properties of the garment (Xu and Li 2000). The most common DP finishing agents are formaldehyde-based N-methylol compounds, such as dimethyloldihydroxyethyleneurea (2D) and its derivatives (modified 2D) (Yang et al. 2010). Unfortunately, cotton fabrics treated with these agents may release formaldehyde during wear and washing (Xu and Li 2000; Yang et al. 2010). Formaldehyde is a known carcinogen and presents a potential risk to human health (Niu and Yan 2015). Thus, researchers have sought to reduce and eliminate the formaldehyde involved in anti-creasing treatments for cotton fabrics, with polycarboxylic acids showing promise as formaldehyde-free substitutes for use as DP finishing agents (Xu et al. 2001).
Conventionally, anti-creasing finishes have been applied to fabrics by the pad-dry-cure (PDC) process using solutions consisting of N-methylol compounds and a catalyst (Shih and Huang 2002). In this process, the whole fabric is immersed in a finishing solution and every cotton fiber uniformly absorbs the chemicals, resulting in the same finishing effects applied to both faces of the fabric. This double-faced PDC process increases the wrinkle resistance of the fabric via a crosslinking reaction, at the expense of its mechanical properties (Chen et al. 2005). The hydrophilic property, permeability, and quality of the fabrics also deteriorate during this procedure. Furthermore, the introduction of these chemicals results in the release of harmful formaldehyde (Schramm and Rinderer 2015). If, however, the fabric is only partially crosslinked, reducing the content of wrinkle-resistant fibers in the fabric, the mechanical properties of the fabric as a whole may be retained to a greater extent. This leads to fabrics and garments with improved durability and wearing properties, while still acquiring the wrinkle-resistant benefits from the DP process. The amount of formaldehyde released by the anti-creasing cotton fabric is also reduced accordingly.
In this study, cotton yarns were immersed in a finishing solution containing N-methylol finishing agents for anti-creasing treatment. They were then passed through squeeze rolls, again dipped with finishing solution and passed through squeeze rolls to obtain a given wet pick-up. Subsequently, they were dried and plied together according to different proportions and treatment conditions, and then further cured at a specified temperature. The tensile strength, elongation at break, breaking time, work of rupture, bending rigidity, wrinkle recovery angle (WRA) and the amount of formaldehyde released were measured to investigate the effects of the anti-creasing component on the mechanical and anti-creasing properties of two-ply cotton yarn, and to explore the wrinkle-resistant properties of fabrics during partial fiber treatment. This paper presents a new environmentally friendly low-formaldehyde-releasing process for developing anti-creasing cotton cellulose material.
Experimental
Materials
The cotton yarn (3.64 tex) used in the study was purchased from Jihua 3542 Textile Co., Ltd., Xiangyang, China. The mechanical properties of the yarn are listed in Table 1. Wrinkle-free resin PS-14 (N-methylol type finishing agent) and catalyst C-5 were supplied by Dymatic Investment Co., Ltd., Wuhan, China. Penetrating agent JFC was provided by Yinhe Chemical Co., Ltd., Wuhan, China.
Yarn resin treating
A 500 mL aqueous solution containing 75 g wrinkle-free resin PS-14, 12.5 g catalyst C-5, and 0.5 g penetrating agent JFC was prepared for the treatment. A bundle of 5 g cotton yarn was immersed in this solution for 15 min under stirring, with the yarn being pressed with glass in order to remove the air in it. The yarn was then passed through EL-400 type squeeze rolls (Shanghai Longcolor Textile Equipment Co., Ltd., Shanghai, China) at a pressure of 0.32 MPa, again immersed in treatment solution, and then passed through squeeze rolls at a pressure of 0.32 MPa to produce a wet pickup of approximately 50–60%. Subsequently, the yarn was dried at 80 °C for 5 min in an oven and then was referred to as the dried yarn.
Yarn plying
Two single cotton yarns were plied together according to the different proportions of the dried yarns to form a new two-ply yarn. The plying schematic diagram is shown in Fig. 1. The two-ply yarns were composed of two single original cotton yarns, one original yarn and one dried yarn, and two dried yarns; these yarn samples are referred to as the pre-treated yarns Y0, Y1, and Y2, respectively. A HF41-01-4 type multifunctional spinning machine (Suzhou Huafei Textile Technology Co., Ltd., Suzhou, China) using the ring spinning method with a winding speed set at 7000 r/min was used to ply the yarns in this work.

The plying schematic diagram
Post-curing
The two-ply pre-treated yarns Y1 and Y2, containing dried single yarns, were further cured. This treatment process involved the yarns being evenly wound on a frame and cured at 170 °C for 1.5 min in an oven.
Measurements
The tensile strength, elongation at break, breaking time and work of rupture of the cotton yarns were determined according to the ISO 2062: 2009 standard “Textile yarns from packages – Determination of single-end breaking force and elongation at break using constant rate of extension (CRE) tester” using an YG029 type full automatic single yarn strength tester (Shaanxi Changling Textile Mechanical and Electronic Technological Co., Ltd., Baoji, China).
Twist tests were performed on the single and two-ply yarns in accordance with the ISO 17202: 2002 standard “Textiles – Determination of twist in single spun yarns – Untwist/retwist method” and ISO 2061: 2010 standard “Textiles – Determination of twist in yarns – Direct counting method”, respectively.
The surface morphology of the cotton fibers before and after treatment was examined using a scanning electron microscope (SEM, SIRION, FEI Corp., Netherlands) after gold sputtering, with an acceleration voltage of 12 kV.
In this study, the yarn bending rigidity was measured according to the weighted-ring method (Abbott 1983). This method is freely available and simple, and has been widely applied to textile materials.
Based on method reported in the literature (Neelakantan and Patel 1975), the measurements of yarn WRA were performed as follows: a piece of typing paper with a weight of 70 g/m2 was sheared into strips of 4 cm in length and 1.5 cm in width. A total of 50 yarns were arranged uniformly and evenly under the sheared paper strip, and the ends of yarns were stuck with a 0.25 cm width of scotch tape. The paper-stuck yarns were pressed with a 200 g weight along the position of middle fold, with the yarn being on the outside and the paper inside. After pressing for 5 min, the weight was removed from the sample and the paper-stuck yarns were allowed to recover freely. After recovering for 5 min, the recovery angle was recorded with a protractor, yielding the WRA of the yarns. A schematic diagram of this procedure is shown in Fig. 2.

Schematic diagram of WRA measurement of yarns. a Sample preperation before measurement, b measurement of yarn WRA
The amount of formaldehyde released by cotton yarns before and after treatment was determined according to the ISO 14184-1: 2011 standard “Textiles – Determination of formaldehyde – Part 1: Free and hydrolysed formaldehyde (water extraction method)”.
Results and discussion
Tensile strength of cotton yarns
The two-ply yarn was produced by merging two single cotton yarns according to the procedure described in “Yarn Plying” section. The tensile strength and strength retention of the two-ply yarns are shown in Fig. 3, and the yarn twists are listed in Table 2. The tensile strength of Y0 was 22.39 cN/tex, yielding an about 13.7% value higher than that of the original single yarn (19.70 cN/tex). Sample Y1, consisting of one dried yarn and one original yarn, had a tensile strength of 19.59 cN/tex, approximately 12.5% less than Y0. Sample Y2, made from two dried yarns, had a tensile strength of 17.29 cN/tex, which is nearly twice lower than that of Y1 when compared to Y0. Thus, the decrease in the tensile strength is approximately proportional to the amount of dried yarn in the two-ply system. As the above mention, samples Y1 and Y2 contained one and two dried yarns, respectively. The pre-treated yarn was prepared by drying the yarn following immersion finishing solution and squeezing. The drying treatment results in condensation of the acid catalyst from the finishing solution. The presence of concentrated acid promotes depolymerization of the cellulose macromolecular chains and leads to a decrease in strength. The twist value of the original single yarn was 222.68 twists/10 cm, and that for the two-ply yarns was about 77 twists/10 cm. The tensile strength of the non-twist doubling yarn composed of the two original single yarns was 15.88 cN/tex, which is nearly 30% lower than that of the two-ply yarn Y0. This indicated that while the twist has a significant effect on the strength of two-ply yarns, it does not matter as much between the two-ply yarns for the close twist values. In addition, partial pre-crosslinking between cellulosic macromolecular chains also accelerates the strength loss. Thus, the greater the content of dried yarn is, the larger the loss in strength.

The tensile strength and strength retention of two-ply yarns
The strength loss of the two-ply yarn following curing was consistent with that of the sample before curing. That is to say, the samples Y1 and Y2 had a corresponding decrease in the tensile strength after curing treatment when compared with both the untreated control (sample Y0) and pre-treated samples of Y1 and Y2, decreasing by 37.1, 48.9, and 28.1%, 33.8%, respectively. Moreover, the extent of the decrease in sample Y2 was distinctly greater than that of sample Y1. The marked loss of strength of the yarn arises from both acid degradation and cellulosic macromolecular crosslinking, due to the high temperature curing treatment. The effect of twist on the cured yarn was similar to that of the pre-treated yarn.
Figure 4 shows the single yarn strength utilization (SYSU) of the two-ply yarns before (dried yarns) and after the curing treatment (cured yarns) as well as that of the non-twist doubling yarn, which consisted of two single yarns. Based on previous study (Banerjee and Lahiri 1969), the SYSU value was calculated using Eq. (1):
where SYSU is the single yarn strength utilization of the two-ply yarn or the non-twist doubling yarn, PDYS is the strength of the two-ply yarn or non-twist doubling yarn, and STSYS is the sum of the strengths of the two single yarns comprising the two-ply yarn or non-twist doubling yarn.

SYSU of two-ply yarn and non-twist doubling yarn
The SYSU signifies the uniformity of the yarn strength when the yarn is exposed to an external force. From Fig. 4, it can be seen that the SYSU values of the pre-treated two-ply yarns Y0, Y1, and Y2 were greater than 100%, while those of the other samples were less than 100%; this was especially the case for the non-twist doubling yarns. In the case of the pre-treated two-ply yarns, the values decreased linearly with increasing proportion of the pre-treated yarn. This arises because the two-ply yarn was formed by twisting two single yarns, resulting in the two-ply yarn being more even than the two single yarns. Here, the two single yarns in the two-ply yarn bore together the external force when stretching, and the strength of the two-ply yarn increased compared to the sum of two single yarns, leading to the high SYSU value (more than 100%). On the other hand, the pre-treated yarn suffered from a loss of strength and an increased unevenness of the yarn, leading to a decrease in the SYSU when the content of pre-treated single yarn in the two-ply was increased. The SYSU distinctly decreased after the two-ply samples Y1 and Y2 were cured. Values of SYSU were all less than 100%, and sample Y2 exhibited the smallest SYSU (of only 81%). This may be attributed to crosslinking between cellulosic macromolecular chains during high temperature curing at 170 °C. The crosslinking network structure augments the weak points present in cellulosic macromolecular, rendering an uneven distribution of stress along the fiber axis. The greater the proportion of pre-treated yarn is, the more uneven the stress distribution, and the lower the SYSU. Further contributions from the acid degradation may also be responsible for the results. In the case of the non-twist doubling yarns before and after curing treatment, the SYSU values decreased obviously than the corresponding two-ply yarns. This is because twisting plays an important role in improving the strength and evenness of two-ply yarns (Xia et al. 2012). The non-twist doubling yarns were composed of two single yarns only doubled together without mutual winding and binding effect, rendering the strength of the doubling yarns lower than that of the corresponding two-ply twist yarns. Moreover, the unevenness of the doubling yarns increased the weak regions susceptible to fracture under an external force. These phenomena explain the obtained results.
Elongation at break and breaking time of cotton yarns
The elongation at break and the breaking time of the two-ply yarns are shown in Fig. 5. Y0 had the largest elongation of 4.62% at breakage. The presence of the pre-treated yarn led to a decreased sample elongation. With increasing the proportion of pre-treated yarn up to 100%, only a slightly reduced sample elongation was observed. After curing, the elongation at break for both Y1 and Y2 was decreased to below 2%, while the decrease of Y2 was small compared with Y1. The dependence of elongation at break and breaking time with pre-treated yarn did not exhibit a proportionally linear decline. The maximum breaking time of sample Y0 was 2.8 s, and the smallest elongation time of 1 s was measured in cured Y2.

Elongation at break and breaking time of two-ply yarns
As shown in Fig. 5, the data could be divided into three regions, namely Region I (pre-treated yarn Y0), Region II (pre-treated yarns Y1 and Y2), and Region III (cured yarns Y1 and Y2). Sample Y0 in Region I exhibited a higher elongation at break and breaking time. On the other hand, those corresponding to Region III were low, with those corresponding to Region II lying in between. This indicated that the ductile fracture of the yarns decreased, while their brittle fracture increased after the post- curing treatment. This can be related to the fiber slippage and breaking mode in the yarns.
When the plying yarn Y0, Y1, and Y2 before and after curing were stretched by external forces, two single yarns, from which the two-ply yarns were composed, were exposed to the external force. During stretching, the two single yarns were initially tensioned, and then fibers comprised the single yarn became straight and oriented along the direction of the external force. The entanglement between fibers, as well as friction, cohesion and other physical and mechanical effects weakened, resulting in fiber slippage and making one single yarn break. In addition, fibers with low strengths might break during this process. When a single yarn breaks in the two-ply yarn, the stress is concentrated immediately on the other remaining single yarn, and making this single yarn break quickly. As a result, the entire plying yarn fractures eventually. This fracture process is especially suitable for the single yarns with large and uniform strength, such as plying yarn Y0, as well as pre-treated yarns Y1 and Y2. When the strength of the single yarns constituting the two-ply yarns is low and the strength of the fibers is uneven, more fibers may break under the external force, leading to the fracture of the plying yarn. This could be confirmed from the plying yarn strength data, and in particular, that for cured yarns Y1 and Y2. The schematic diagram showing how the two-ply yarn was stretched and broken is depicted in Fig. 6. The extent of slippage mainly depends on the yarn twist and the side forces. When fiber and single yarn possess higher strength, it increases the slippage between fibers under stretching. Therefore, elongation at break of the yarn is higher, such as in sample Y0. At the same time, it requires a longer time to break the yarns. When the two-ply yarn is composed of two single yarns with different properties such as sample Y1, the weaker single yarn breaks first when stretching, resulting in the yarn fracture. However, even though one single yarn had higher strength, elongation at break and breaking time were only slightly higher than in the two-ply yarn, Y2, consisting of two pre-treated yarns. This is because the plied yarn is immediately broken at the point of failure for a pre-treated single yarn. Therefore, the relationship between the amounts of pre-treated fiber is not proportional to the elongation at break and breaking time. This procedure is expressed in Fig. 6.

Schematic diagram of two-ply yarn break by external force
Following fiber treatment, the resin within the finishing agent could adsorb on the surface of the fiber and be absorbed into the interior of the fiber, and may even reach the amorphous region of the fiber. Thus, the resin might assemble and deposit within the fiber macromolecule or amorphous region of fiber. When pre-treated fibers were post-cured, the crosslinking effect occurred between cellulosic macromolecules. This crosslinking effect makes the arrangement of chain segments of cotton fibers closer and more ordered. As shown in Fig. 7, the existence of resin increased the roughness of the fiber and friction effect, and Van der Waals forces influenced the mechanical properties, and thus restricted fiber macromolecule movement and slippage. At this point, fibers did not have the chance to deform and relax while the yarns were stretched by an external force. As a result, elongation at break and breaking time of the two-ply yarns Y1 and Y2 decreased significantly.

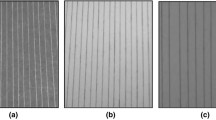
SEM images of untreated and treated cotton fibers (×5000): a the original cotton fiber; b the pre-treating cotton fiber; c the curing cotton fiber
Except for the possible alterations in chemical structure, anti-creasing treatment might also change the fiber morphologies, and SEM may be used as an effective means to characterize such alterations. The morphologies of fibers before and after treatment were observed by SEM, and photos at the magnification of 5000 × are shown in Fig. 7. From these pictures, it is obvious that the surface of the original cotton fiber (the control sample Y0) was smooth and clean, and did not have other impurities or depositions. For the sample Y2 before and after curing, the surface of fibers was rough and striated, and some impurities can be seen on the surface of the fibers, as shown in Fig. 7b, c. It is understood that during anti-creasing treatments, a film-like covering is formed on the cotton fiber surface, and these impurities are an unsuccessful deposition of finishing agent on the surface of fibers, resulting in an increased roughness of fiber. Alternatively, the morphologic changes of cotton fibers might also be caused by corrosion due to the strong acid catalyst in finishing system. This is consistent with the above-mentioned results of the yarn tensile strength testing. It may be concluded that the anti-creasing treatment and crosslinking results in a visible change in surface morphology, as confirmed by SEM.
Work of rupture of cotton yarns
Figure 8 shows the work of rupture of samples before and after treatment. The work of rupture of the control sample, Y0, was the highest of all samples, and the cured Y2 yarn possessed the lowest value of rupture work. The tendency of rupture work to change with pre-treated yarn proportion is in accordance with the changes in tensile strength and elongation at break, as shown in Figs. 3 and 5. Work of rupture is the comprehensive index of tensile strength and elongation at break, thus explaining the change of rupture work in the two-ply yarns. A high rupture work means that the fiber can withstand greater force when stretched, resulting in increased durability of the fabric.

Work of rupture of two-ply yarns
Bending rigidity of cotton yarns
Bending rigidity represents the ability of the yarns to resist bending deformation. The higher the bending rigidity is, the greater the ability of the yarn to resist the external forces (Xu et al. 2015). Figure 9 shows the bending rigidity of the control sample and the treated yarns. After curing, the bending rigidity values of samples Y1 and Y2 increased to 5.97 and 6.26 from initial values of 5.19 and 5.3, respectively. With increasing proportion of treated yarn, the bending rigidity showed a marginal improvement. However, there were no obvious differences in the bending rigidity of samples before curing.

Bending rigidity of two-ply yarns
The increase in bending rigidity of cured yarns is caused by inter- and intra-fiber macromolecular crosslinking. Such crosslinking interactions restrict the movement of fiber macromolecules and inhibit the macroscopic bending of the yarn. The resin finishing agent may also permeate and deposit into the amorphous region of cotton fiber, forming a composite material, consisting of natural cotton cellulose and resin, similar to that of natural fiber and micro-polymer, leading to an increased bending rigidity of the yarn. In addition, the crosslinking intensifies the roughness of the fiber surface, enhancing inter-fiber frictional forces, as shown in Fig. 7, which also affects the bending rigidity.
Wrinkle recovery property of cotton yarns
Wrinkles in fabrics are caused by the deformation set during stretching. In order to improve the fabric wrinkle-resistant properties, setting of the deformation must be reduced or eliminated. Strengthening the forces between fiber macromolecules and basic structural units, by increasing the strength of the covalent bonds, Van der Waals forces, hydrogen bonds, or ionic bonds, results in reduced slippage under external force and inhibits formation of wrinkles. In fabric composed of yarns, the wrinkle recovery properties reflect those of the constituent yarns. In this work, we evaluate the anti-creasing property of yarn by measuring its WRA. Figure 10 depicts the change of yarn WRA with treated yarn content and processing condition. The dependence observed closely reflects the yarn bending rigidity. Before curing, yarn WRA did not vary with increasing proportion of pre-treated yarn. However, the WRA value of the yarn heightened with an increase in pre-treated yarn content after curing.

WRA of two-ply yarns
Before curing, although the two-ply yarn contained the pre-treated single yarn, the fiber macromolecule had not undergone intensive crosslinking and thus little difference was observed. The covalent crosslinking reaction between fiber macromolecules in cured samples allowed the fiber to quickly recover from the deformation of external force, thereby improving the anti-creasing property of yarn. With the increase of pre-treated yarn content, there were more anti-creasing fibers in the two-ply yarn, and thus the WRA of yarn was improved. In addition, the network-like structure formed by deposited resin also improved the anti-creasing properties of yarn.
By combining Figs. 9 and 10, the WRA of yarn is observed to exhibit a relationship with bending rigidity, showing a positive correlation (goodness of fit: R2 = 0.95435), as seen in Fig. 11. Bending rigidity is an important parameter affecting anti-creasing property (Zhou and Ghosh 1998). The increased bending rigidity indicates that the fibers became stiffer and, thus, more difficult to bend, leading to improved anti-creasing properties.

The linear correlation curve between bending rigidity and WRA
The amount of formaldehyde released of cotton yarns
The amount of formaldehyde released by the two-ply yarn is shown in Fig. 12. The released formaldehyde amount in the case of Y0 is 8 mg/kg. This may be because cotton fiber absorbed formaldehyde in the air during storage. In the case of Y2, composed of two treated yarns, the formaldehyde amount released by the dried yarn before curing was 80 mg/kg, and was almost double that released by the Y1 dried yarn. After the dried yarns Y1 and Y2 were cured, the trend of the amount of formaldehyde released was consistent with the trend for the dried yarn samples. These results adequately indicated that the reduced content of the anti-creasing component in yarns can effectively decrease the amount of released harmful formaldehyde, and thus, the results indicate the advantages of this process.

Amount of formaldehyde released by the two-ply yarn
Conclusions
The 3.64 tex cotton single yarn was pre-treated with formaldehyde-based N-methylol finishing agents, and either plied together with another pre-treated single yarn or the original cotton yarn to form the two-ply yarn, labeled as Y1 and Y2, respectively. Subsequently, they were cured at high temperature. Sample Y0 was the control composed of two 3.64 tex cotton single yarns. The mechanical properties, such as tensile strength, elongation at break, breaking time, work of rupture, bending rigidity, and WRA were investigated both before and after curing. The control sample Y0 possessed the highest tensile strength, and the value decreased with increasing pre-treated yarn content. Samples Y1 and Y2 showed a distinct decline in the tensile strength after curing when compared with the control Y0 and pre-treated Y1 and Y2. Moreover, the twist has also a certain impact on the strength of two-ply yarn. The SYSU of the two-ply samples was more than 100% before curing. However, the value decreased significantly after curing, especially for the non-twist doubling yarn. Similar dependencies on pre-treated yarn content and curing were seen in measurements of the elongation at break and breaking time of yarn. SEM photos show the surface change of the fiber before and after treatment, providing insight into the mechanical properties of the yarns. The work of rupture, representing the comprehensive performance of tensile strength and elongation at break, show the same dependencies. WRA and bending rigidity of the yarn exhibited a positive correlation (R2 = 0.95435). These results suggest that the mechanical and anti-creasing properties of the two-ply yarn changes with the process and the blend proportions. Additionally, reduced levels of formaldehyde were released when the anti-creasing yarn proportion was decreased, while appropriate anti-creasing properties were obtained, demonstrating an environmentally friendly processing method. These results provide important data for the future development of environmentally friendly anti-creasing methods for yarns and fabrics.
References
Abbott GM (1983) Yarn-bending and the weighted-ring stiffness test. J Text Inst 74:281–286
Banerjee BL, Lahiri A (1969) Utilization of fiber strength in jute yarns. Text Res J 39:1038–1043
Chen D, Yang CQ, Qiu X (2005) Aqueous polymerization of maleic acid and cross-linking of cotton cellulose by poly(maleic acid). Ind Eng Chem Res 44:7921–7927
Kale BM, Wiener J, Militky J, Rwawiire S, Mishra R, Jabbar A (2016) Dyeing and stiffness characteristics of cellulose-coated cotton fabric. Cellulose 23:981–992
Neelakantan P, Patel NC (1975) Measurement of crease-recovery angle of a single filament or yarn. Text Res J 45:264–266
Niu S, Yan H (2015) Novel silicone-based polymer containing active methylene designed for the removal of indoor formaldehyde. J Hazard Mater 287:259–267
Ruppenicker GF, Sawhney APS, Kimmel LB, Price JB (2007) Influence of cotton fiber quality on the strength properties of cotton fabrics treated with flame-resistant and easy-care finishes. AATCC Rev 7:43–48
Schramm C, Rinderer B (2015) Non-formaldehyde, crease-resistant modification of cellulosic material by means of an organotrialkoxysilane and metal alkoxides. Cellulose 22:2811–2824
Shih CY, Huang KS (2002) Kinetic studies of crease-resistant finishing process for cotton fabrics with DMEU/MMEU prepolymer mixture. J Appl Polym Sci 85:509–513
Xia Z, Xu W, Wang X (2012) Improving fiber trapping with a contact surface during the ring twisting of two cotton yarns. Text Res J 82:272–279
Xu W, Li Y (2000) Crosslinking analysis of polycarboxylic acid durable press finishing of cotton fabrics and strength retention improvement. Text Res J 70:588–592
Xu W, Cui W, Li W, Guo W (2001) Two-step durable press treatment of cotton fabric. Color Technol 117:352–355
Xu F, Yang Y, Zhang G, Zhang F, Zhang Y (2015) A self-stiffness finishing for cotton fabric with N-methylmorpholine-N-oxide. Cellulose 22:2837–2844
Yang CQ, Chen D, Guan J, He Q (2010) Cross-linking cotton cellulose by the combination of maleic acid and sodium hypophosphite. 1. Fabric wrinkle resistance. Ind Eng Chem Res 49:8325–8332
Zhou N, Ghosh TK (1998) On-line measurement of fabric-bending behavior: background, need and potential solutions. Int J Cloth Sci Tech 10:143–156
Acknowledgments
We are very grateful for the financial support from the Natural Science Foundation of Hubei Province of China (Project Code 2014CFB753), the National Funds for Distinguished Young Scientists (Project Code 51325306), and the Foundation of Wuhan Textile University (Project Code 143058).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Wang, Y., Cao, G., Xia, L. et al. Effect of anti-creasing component on properties of two-ply cotton yarn. Cellulose 24, 3073–3082 (2017). https://doi.org/10.1007/s10570-017-1304-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-017-1304-z