
Abstract
Crease-resistant functionalization of cotton fabric was carried out using a combination of monofunctional carboxylic acid-based precursors, i.e. acrylic acid and dodecanoic acid. The reaction of precursors with cotton was carried out in situ using helium atmospheric pressure plasma at low frequency. After the treatment, a 40 % increase in CRA was achieved. The functional property developed after the treatment was durable against both solvent and soap washing. The effect of various parameters, such as the concentration of the precursor, helium flow rate, discharge power density and treatment time, on functionalization was investigated. Plasma was characterized using oscilloscope and optical emission spectroscopy. Modification of the chemical nature of the fabric surface was characterized by ATR-FTIR. The study of the surface morphology by FE-SEM revealed the formation of a uniform thin layer on individual fibers. The loss in tearing strength was limited to 28 %, while tensile strength remained unaffected. The plasma characteristics were correlated with crease-resistant functionalization.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Garments made up of cotton are well accepted worldwide because of their hydrophilic nature, which provides excellent comfort properties. However, their hydrophilic nature is also a major cause of crease formation on cotton fabrics. Cotton fibers are composed of parallel stacks of fibrils (bundles of cellulosic chains), which are held together by hydrogen bonds. Once these fibers have been subjected to bending stress by folding a fabric, these hydrogen bonds break and allow the fibrils to move into new positions. These fibrils then reconnect with formation of new hydrogen bonds to set the fiber in a deformed state. These reformed bonds prevent the fibrils from returning to their original position even after the bending force has been removed (Lam et al. 2010). As there are no recovery forces to bring the deformed fibers back to their original shape/position, this phenomenon creates creases in cotton fabric. Fibers such as wool and silk have good crease resistance, but cellulosic fibers such as cotton, viscose and linen have poor crease resistance during use and washing (Can et al. 2009).
Formation of creases on fabrics adversely affects the appearance of cotton garments compared to other synthetic fabrics. Therefore, usually a crease-resistant finish is applied using a formaldehyde-based compound through a wet chemical process to make the cotton fabrics crease resistant. The applied chemicals form cross-links among hydroxyl groups of cellulosic chains and provide a recovery force to the deformed material. This allows fibers and fabrics to recover from a creased position and imparts dimensional stability. The extent of stabilization imparted by a finish is evaluated by the recovery of the fabric from the creased state.
Due to growing environmental and toxicological concerns, nonformaldehyde-based chemicals, such as N,N-dimethyl-4,5-dihydroxyethylene urea (DMeDHU) (Cooke and Weigmann 1982) and polycarboxylic acids (Gagliardi and Shippee 1963), are being promoted. However, these use strong catalysts and high temperatures during the pad-dry-cure process, which affect the mechanical properties (both tensile and tearing strength) of cotton fabric (Gagliardi and Shippee 1963; Qi et al. 2016). In some studies, the use of plasma pretreatment in addition to the wet pad-dry-cure process has been explored in an attempt to reduce the undesirable effects of the above finishes (Chen et al. 2010; Lam et al. 2011a, b). However, the possibility of using in situ plasma reactions to impart crease-resistant properties in a single step has not been investigated. In our recent studies (Samanta et al. 2012; Parida et al. 2012; Panda et al. 2013, 2015), in situ reactions of various gaseous and liquid precursors imparting durable hydrophobic functionality to cellulosic textiles could be achieved.
The nonformaldehyde finishes based on carboxylic acid compounds have multiple reactive acid groups. These acid groups form covalent bonds with hydroxyl groups of cellulose with the help of a catalyst and high temperature, thereby imparting a recoverable cross-linked structure to the fabric surface. In this study, an attempt was made to react acrylic acid (AA), a polymerizable vinyl monomer, onto a cellulosic textile substrate without using any catalyst inside the plasma zone to create an effect similar to the above-described one. Also, dodecanoic acid (DODAC) was used in combination with AA to investigate the effect of lubrication/softening along with cross-linking on the crease recovery properties of the fabric.
Materials and methods
Materials
Plain woven 100 % cotton fabric with areal density of 117 g/m2 was used as substrate. Dodecanoic acid (DODAC) 98 % was procured from Sigma-Aldrich, India, and acrylic acid (AA) 99 % was procured from CDH, India. Zero grade helium gas was supplied by Sigma Gases, India. Chemicals were used as received without further purification.
Plasma treatment
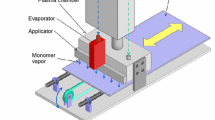
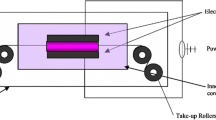
The fabric was scoured and plasma treated in the reactor described in our previous study (Panda et al. 2013). The washed cotton fabric was plasma treated using two approaches. In the first approach, the fabric, treated with a solution of precursor(s) in ethanol by the dip-pad method followed by drying, was placed in a plasma reactor between the two electrodes. The reactor was purged with helium gas for 10 min and treated for 2–10 min with homogeneous helium glow plasma. In the second approach, the fabric was pretreated with He plasma for 3 min before treating the fabric with precursor solution and plasma. The treatment sequences for the two approaches are shown in Scheme 1. The effect of various plasma treatment parameters such as power density, precursor concentration and treatment time was studied. The plasma-treated samples were thoroughly washed in hexane followed by dilute alkali to remove unreacted and loosely deposited materials. The dried samples were conditioned prior to their further evaluation.

Treatment sequence in the two different approaches
The various samples prepared using the above methods are summarized in Tables 3 and 4.
Plasma diagnosis
The electrical parameters, such as the current-voltage profile, power values and optical emission spectra, of the atmospheric pressure discharge plasma were characterized as per the methods reported earlier (Panda et al. 2013).
Evaluation of crease recovery angle
The crease recovery angle (CRA), which quantifies the crease-resistant property of a fabrics, was measured in both warp and weft directions of the fabric specimens using the Crease Recovery Tester from Shirley (Manchester, UK). The 2 × 1-inch size fabric specimens were cut using a template. Each fabric specimen was creased by folding it in half and pressing it between two glass plates under a load of 1 Kgf. After 1 min, the applied force was removed and the specimen was clamped to the instrument for CRA measurement. A higher CRA represents better a crease-resistant property. For every sample, five readings were taken in each direction of the fabric and their average reported.
Fabric surface characterization
The untreated and treated samples were characterized as follows.
Field emission scanning electron microscopy (FE-SEM)
The surface morphology of samples was observed under FE-SEM Quanta FEI 200 (FEI, The Netherlands) at 20,000× magnification after gold coating.
ATR-FTIR spectroscopy
ATR-FTIR spectra of samples were taken by an FTIR spectroscope, model Spectrum BX, from PerkinElmer (USA) using ATR assembly.
Durability of the imparted functionality
The treated and solvent-washed samples were washed again using a standard test method (AATCC 61-IA) to simulate five home laundry washes.
Measurement of mechanical properties
The yarns from both warp and weft directions were taken out of the untreated as well as plasma-treated samples. The breaking load of these yarns was measured by a micro tensile tester, model 5848, from Instron (UK) using a 10-N load cell. The averaged value of ten readings is reported. The tearing strength of the fabrics was measured in both warp and weft directions by an Elmendorf tearing strength tester from Albert Instrument Co. (Philadelphia, PA, USA). For every sample, five readings were taken in both directions, and their average is reported.
Results and discussion
Generation of glow plasma
The glow quality of the helium plasma was not affected by the introduction of fabric pretreated with the precursor(s). Figure 1 shows an averaged I–V profile of eight scans taken by an oscilloscope attached to the plasma reactor with the fabric pretreated with AA and DODAC. The obtained current profile is a single peak with a residual peak, which shows typical features of glow discharge plasma as reported earlier (Panda et al. 2013). This indicates that He/(AA + DODAC) plasma was glow in nature. Similar I–V profiles were observed for other sets of parameters in the range studied.

Averaged scan profile of discharge current (I) and discharge voltage (V) of He/(AA + DODAC) plasma
Optical emission spectra analysis
Optical emission spectra of the glow discharge were acquired for (1) helium plasma, (2) helium plasma in presence of liquid precursors AA and DODAC on a glass slide, and (3) helium plasma in the presence of cotton fabric pretreated with solution of the two precursors. Overlay of all the three spectra is shown in Fig. 2. The pure helium spectrum showed characteristic transition peaks of the helium atom and some low intensity peaks, which are likely due to the presence of impurities in the helium (Panda et al. 2013).

OES spectra of the plasma discharge for a helium, b helium with (AA and DODAC) treated viscose fabric and c helium with (AA and DODAC) on a glass slide
When the two precursors placed on a glass slide were introduced inside the helium plasma, the intensities of He peaks at 314, 374 and 380 nm were observed to increase along with the appearance of several additional peaks at 426.6, 433.6, 482, 518 and 559 nm. The peak at 426.6 nm could be assigned to CO+/H2/O, 433.6 nm to OH, 482 nm to H2, 518 nm to O/H2 and 559 nm to O2 +/H2 fragments. The appearance of additional peaks indicated the fragmentation of both precursors inside the plasma zone. When fabric pretreated with precursor was kept inside the He plasma, the above-mentioned new peaks were either weak or could not be detected possibly because of the much lower concentration of precursor present on the fabric surface.
Effect of He/AA plasma treatment on crease recovery of cotton
In the first set of experiments, the cotton fabric was dip-pad-dried with 0.1–1.0 M concentration of AA precursor and plasma treated. Plasma parameters, such as power density, frequency, treatment time and helium flow rate, were fixed at 6 W/cc, 15 kHz, 10 min and 0.15 SLPM, respectively. The treated samples were washed with solvent to remove any unreacted precursor. It was hypothesized that acrylic acid, having a vinyl group, may polymerize inside plasma to produce polycarboxylic acid, which might react with hydroxyl groups present on the cotton surface to form a cross-linked network. This cross-linked network produced by the in situ-formed polycarboxylic acid compounds would allow the fibers to recover from their deformed state after the creasing stress had been released and thereby show better crease recovery properties. CRAs of the fabric in both warp and weft directions are given in Table 1. Surprisingly, there was only a marginal improvement of 9 % in the CRA after plasma treatment compared to the untreated fabric. Both approaches of pretreating the fabric with and without He plasma were found to give similar results. This indicated that acrylic acid alone was not very effective in imparting a crease-free finish on cotton by the plasma process.
Effect of He/(AA and DODAC) plasma treatment on crease recovery of cotton
The combined effect of both precursors on crease recovery was studied by the two different approaches. In the first approach, a solution of both precursors at a 1:1 molar ratio was prepared in ethanol, and the cotton fabric was padded in this solution. The padded fabric was plasma treated, keeping the parameters the same as before. CRAs of the as-treated and solvent-washed samples obtained using this approach are given in Table 2. An increase in the CRA of up to 26 % was observed after He/(AA + DODAC) plasma treatment. The combination of AA and DODAC was found to have a synergistic effect for imparting an effective crease recovery property to the plasma-treated fabric. DODAC, being a non-vinyl compound, is not expected to contribute to the formation of a cross-linked network. However, the presence of long-chain hydrocarbon in DODAC may provide a lubricating effect among cross-linked fibers, thereby, facilitating their movement to their original (undeformed) position. Therefore, the improvement in CRA may be attributed to the reduction of frictional forces because of the reacted DODAC on the fibers, which are cross-linked with AA oligomers under plasma.
In the second approach, fabric was pretreated with helium plasma for 3 min at a power density, discharge frequency and gas flow rate of 3 W/cc, 15 kHz and 0.3 SLPM, respectively. This plasma-pretreated fabric was then treated with a solution of precursors prepared at a 1:1 molar ratio, and again the plasma was treated as per the first approach. CRAs for the treated and solvent-washed fabric samples are given in Table 3. Interestingly, the samples prepared by using the second approach showed significantly higher improvement in CRAs of up to 40 %. The improvement may be attributed to better cross-linking of AA oligomers with the preactivated substrate. The second approach was used for further experiments.
Effect of He/DODAC plasma treatment on the crease recovery of cotton
In order to understand the role of DODAC, the crease recovery properties of cotton fabric treated with DODAC plasma was investigated. Cotton fabric was padded with 0.1–1.0 M of DODAC solution in ethanol and then plasma treated. Other parameters for the plasma treatment were kept fixed as mentioned in the previous section. The CRA of treated and solvent washed samples increased from 177° to 189° with an increase in the DODAC concentration from 0.1 to 1 M (Table 4). An improvement of 14.5 % in the CRA was achieved after the plasma treatment.
This showed that AA and DODAC individually were not as effective in imparting a crease-resistant property as they were in combination.
Effect of plasma parameters
In the above experiments, the CRA value was observed to change from 165° for untreated sample to 232° for the treated samples. The latter value was obtained for the fabric treated at a concentration of 0.1 M AA and 0.1 M DODAC combination and plasma treated for a treatment time of 10 min. The following experiments were conducted to investigate whether better crease recovery values can be obtained at milder reaction conditions. All values of crease recovery are for plasma-treated and solvent-washed samples.
Effect of the precursor concentration
The effect of the individual precursor concentration on the imparted functionality was investigated by varying the concentration of one precursor while keeping the concentration of the other fixed. In the first set of experiments, the AA concentration was kept fixed at 0.1 M and the concentration of DODAC was varied in the range 0.05–0.2 M. The obtained results are summarized in Table 5. Since there was an insignificant difference in CRAs with the change in the DODAC concentration, a minimum concentration of 0.05 M was considered as the preferred DODAC concentration. This concentration was kept fixed to investigate the effect of the AA concentration.
The concentration of AA was varied from 0.05 to 0.20 M. The effect of the AA concentration on the CRA is given in Table 6. The CRA increased significantly as the concentration of AA was increased from 0.05 to 0.1 M. However, there was no significant difference in the CRA as the concentration was increased further to 0.2 M. Therefore, a value of 0.05 for DODAC and 0.1 M for AA was considered appropriate for further experiments.
Effect of plasma treatment time
Fabric treated with a 0.1:0.05 M solution of AA and DODAC was plasma treated for 2–10 min to investigate the effect of the plasma treatment time on the imparted functionality. CRAs of the fabric treated for different durations are given in Table 7. The combination of both precursors could exhibit the effective functionality at a much lower treatment time of 2 min; thereafter, there was no significant difference in CRA. The durability of treatment was investigated by washing the samples using a standard method. CRAs of all soap-washed samples are given in Table 8. The results suggested that a minimum treatment time of 6 min was necessary for imparting durable functionality.
As the above samples were treated using Approach 2, which involved the pretreatment of fabric with He plasma in order to activate the substrate, the pretreatment time was also varied from 1 to 3 min to investigate its effect on the resultant crease recovery. The CRAs for the different pretreatment times are given in Table 9. The results showed that a minimum of 3 min of helium plasma treatment was necessary for achieving effective functionality.
Effect of plasma power density
The effect of discharge power density on the imparted functionality was investigated by varying it from 2 to 8 W/cc by changing the input voltage. The CRAs of plasma-treated and solvent-washed samples are given in Table 10. Although the combination of precursors could exhibit improvement in the crease recovery starting from 2 W/cc, the maximum CRA was obtained at 6 W/cc. High power density was required possibly because of the presence of dodecanoic acid, which needs higher energy for activation and reaction (Panda et al. 2015).
Chemical characterization of plasma-treated cotton fabric
The ATR-FTIR spectra of untreated, padded, as-plasma-treated and plasma treated-solvent washed cotton fabrics are shown in Fig. 3. In plasma-treated and solvent-washed fabric, two distinct peaks are visible at 2923 and 2858 cm−1 for stretching of CH2, indicating the presence of long-chain alkyl groups on the surface. Contrary to our expectations, the intensities of these two peaks were observed to be lower in the padded fabric, possibly because of the absorption of precursors inside the fabric. On plasma treatment, the precursors are expected to diffuse out into the plasma zone and react on the fabric surface. However, in as-plasma-treated samples, the intensities of the peaks were even lower. This may be due to the condensation of AA (having higher volatility than DODAC) on the surface, which might have masked the long-chain alkyl groups of DODAC. On solvent washing, the peaks became distinct as the unreacted monomers/condensates were removed.

ATR-FTIR spectra of a untreated, b padded with (AA + DODAC), c as-plasma treated and d plasma treated-solvent washed cotton fabric
A peak at 1709 cm−1 in the padded fabric could be assigned to the C=O stretching of acids. After plasma treatment this peak became broad with multiple shoulders. A zoomed view of this region is shown in Fig. 4. This broad peak was deconvoluted to identify the overlapping peaks and is shown in Fig. 5. The broad peak could be fit with four peaks at 1555, 1630, 1691 and 1711 cm−1. The peaks at 1555 and 1691 cm−1 were assigned to COO− stretching and C=O of carboxylate ions of dodecanoic acid, respectively. The peak at 1711 cm−1 was assigned to C=O of AA and that at 1630 cm−1 to OH stretching of bound moisture in cotton. These observations indicate that reacted species/fragments related to both the precursors were present on the surface of the treated and solvent-washed sample.

ATR-FTIR spectra of a untreated, b padded with (AA + DODAC), c as-plasma treated and d plasma treated-solvent washed cotton fabric in the range 1200–1800 cm−1

Deconvolution of broad peak at 1711 cm−1 in plasma-treated and solvent-washed fabric
Surface morphology
The effect of He/(AA + DODAC) plasma treatment on the surface morphology of the samples was investigated under the SEM. The images of the untreated and treated samples are shown in Fig. 6. Figure 6a shows a typical morphology of a cotton fiber. Figure 6b shows the formation of a thin layer on the surface of individual cotton fibers after the plasma treatment. This can be attributed to the reaction of precursor moieties on the surface of cotton fibers.

SEM images of a untreated and b plasma treated-solvent washed cotton
Effect of plasma treatment on mechanical properties of fabric
Generally crease-resistant finishes applied using wet chemical processes adversely affect both the tensile and tearing strength of the treated fabric. The loss in tearing strength is usually attributed to the cross-linking, which restricts the relative mobility of fibers in a treated fabric. To investigate the effect of the crease-resistant finish obtained by the plasma process on the mechanical properties of cotton, the tearing and tensile strengthes of untreated and plasma-treated fabrics were measured. Tearing strength and tensile strength values are given in Tables 11 and 12, respectively. A decrease in tearing strength of up to 28 % was observed after plasma treatment, which indicated that plasma reactions could bind the fibers together possibly by a cross-linking reaction of oligomers of AA. In contrast, a small increase in both tensile strength and breaking extension was observed for plasma-treated samples. This increase may be attributable to the lubricating effect of DODAC, which appears to have formed a thin layer on the surface of the individual fibers, thereby facilitating their adjustment relative to other fibers during the tensile stretch.
Conclusions
In this study, an attempt was made to impart a crease-resistant finish to cotton using monocarboxylic acid compounds, acrylic acid (AA) and dodecanoic acid (DODAC) in plasma. Stable glow plasma could be generated in the presence of both the precursors. AA alone could not exhibit any significant improvement in the crease recovery. Improvement in the CRA of up to 40 % was observed using the combination of AA and DODAC. The CRA increased from 165° in the control sample to a value of 232° for the plasma-treated sample using a concentration of 0.1 M:0.05 M::AA:DODAC, indicating effective functionalization. Helium plasma pretreatment for 3 min before the treatment with precursors was helpful in obtaining improved functionality. A discharge frequency of 15 kHz, power density of 6 W/cc and treatment time of 6 min were found to be suitable for the treatment. The attainted functionality was durable to solvent and soap washing. Reaction of precursors/their fragments on the surface was confirmed by ATR-FTIR analysis. Although there was a 28 % decrease in tearing strength due to cross-linking, a small increase in both tensile strength and breaking extension was observed, possibly due to the lubricating effect of DODAC. The reaction of precursors resulted in the formation of a thin layer on the surface of individual cotton fibers. The plasma-based approach could eliminate the use of a strong catalyst and high temperature usually necessary for such cross-linking reactions.
References
Can Y, Akyydin M, Turhan Y, Ay E (2009) Effect of wrinkle resistance finish on cotton fabric properties. Indian J Fiber Text Res 34:183
Chen C-C, Chen J-C, Yaol W-H (2010) Argon plasma treatment for improving the physical properties of cross linked cotton fabrics with dimethyloldihydroxyethyleneurea–acrylic acid. Text Res J 80:675
Cooke TF, Weigmann HD (1982) The chemistry of formaldehyde release from durable press fabric. Text Chem Color 14:100
Gagliardi DD, Shippee FB (1963) Cross linking of cellulose with polycarboxylic acids. Am Dyest Rep 52:P300
Lam YL, Kan CW, Yuen CWM (2010) Effect of concentration of titanium dioxide acting as catalyst or co-catalyst on the wrinkle-resistance finishing of cotton fabric. Fibers and Polym 11(4):551
Lam YL, Kan CW, Yuen CWM (2011a) Effect of plasma treatment on the wrinkle resistance properties of cotton fibers treated with a 1,2,3,4-butanetetra carboxylic acid-sodiumhypophosphite system with titanium dioxide as a cocatalyst. J Appl Polym Sci 120:1403
Lam YL, Kan CW, Yuen CWM (2011b) Physical and chemical analysis of plasma-treated cotton fabric subjected to wrinkle-resistance finishing. Cellulose 18:493
Panda PK, Jassal M, Agrawal AK (2013) Functionalization of cellulosic substrate using He/dodecyl acrylate plasma at atmospheric pressure. Surf Coat Technol 225:97
Panda PK, Jassal M, Agrawal AK (2015) Influence of precursor functionality on in situ reaction dynamics in atmospheric pressure plasma. Plasma Chem Plasma Process 35(4):677
Parida D, Jassal M, Agrawal AK (2012) Functionalization of cotton by in situ reaction of styrene in atmospheric pressure plasma zone. Plasma Chem Plasma Process 32:1259
Qi H, Huang Y, Ji B, Sun G, Qing FL, Hu C, Yan K (2016) Anti-crease finish of cotton fabrics based on cross linking of cellulose with acryloyl malic acid. Carbohydr Polym 135:86
Samanta KK, Joshi AG, Jassal M, Agrawal AK (2012) Study of hydrophobic finishing of cellulosic substrate using He/1,3-butadine plasma at atmospheric pressure. Surf Coat Technol 213:65
Acknowledgments
The authors would like to acknowledge the financial assistance provided by the Department of Science and Technology, Government of India, under various grants and the Ministry of Human Resource Development, Government of India, for a scholarship to Prasanta Kumar Panda.
Author information
Authors and Affiliations
Corresponding authors
Rights and permissions
About this article

Cite this article
Panda, P.K., Jassal, M. & Agrawal, A.K. In situ atmospheric pressure plasma treatment of cotton with monocarboxylic acids to impart crease-resistant functionality. Cellulose 23, 993–1002 (2016). https://doi.org/10.1007/s10570-015-0849-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-015-0849-y