
Abstract
In this work, a diode laser ablation approach was used for the fabrication of PMMA-based microfluidic devices. Compared with the conventional CO2 or femtosecond laser fabrication method, the proposed laser ablation method based on diode laser significantly lowered the cost in the fabrication of polymer-based microfluidic devices with comparable resolution and surface quality. PMMA substrate was used for the laser ablation process, due to the transparency of PMMA in the diode laser’s working wavelength, a layer of Kraft tape was applied on the surface of PMMA for the absorption of laser energy, and microchannels were then achieved on the surface of PMMA with the proposed low-cost diode laser system. The comparison between the proposed method and the CO2 laser ablation method was also conducted in this study. The profile of the fabricated microchannels was carefully characterized, several microfluidic devices were also fabricated for the demonstration of the proposed fabrication method using a diode laser.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Microfluidic devices have been widely used for the control, process and analyze fluids in micro-scale for biological (Sia and Whitesides 2003; Xia et al. 2016) and chemical (Abendroth et al. 2015; DeMello 2006) applications. The early fabrication techniques for microfluidics were inherited from the MEMS field, the commonly used materials are glass (Min et al. 2006; Othman et al. 2015) and silicon (Harris et al. 2003). Recently, polymers which offer the advantage of low weight, low cost, easy to process, have come up as a cost-effective solution to many microfluidic devices. Fabrication of microfluidic devices has been fabricated using injection molding (Su et al. 2004), hot embossing (Becker and Heim 2000), soft lithography (Vozzi et al. 2003), and X-ray lithography (Khumpuang et al. 2006). However, these methods are time-consuming and require sophisticated equipment. Moreover, lithography technology often requires the use of a series of fabrication procedures in the cleanroom environment, which further raise the cost of the fabrication process.
To find an direct, controllable and low-costa fabrication process for polymer-based microfluidics, more and more researchers have conducted various research in the area of processing microfluidic chips using laser ablation. Currently, the most commonly used laser systems are the CO2 laser and the femtosecond laser. Shiashi Praksas and Subrata Kumar (Prakash and Kumar 2015) used CO2 laser (10.6 μm) to create microchannels on transparent PMMA surface. Xueye Chen et al. used CO2 laser for the effective fabrication of a four-layer PMMA-based microfluidic chip (Chen et al. 2016), proposed a novel method named soak sacrificial layer ultrasonic method (SSLUM) for optimizing the surface roughness (Chen et al. 2017). Mazher I Mohammed et al. (Mohammed et al. 2017) presents a strategy of multiple engraving passes by CO2 laser, microchannels with depths between 50 and 470 μm can be produced with a low average surface roughness (1.5–2.5 μm) in 6–8 min. Xueye Chen et.al (Chen and Hu 2017) analyzed the effect of laser power, scanning speed, and processing times on the surface roughness of polymethyl-methacrylate microchannels with CO2 laser LCJG-1290 cutting process. In the optimal case, the arithmetical mean roughness (Ra) can reach as small as 110 nm.
The femtosecond laser is also an effective way to produce three-dimensional complex microstructures by scanning a laser-focusing point along predetermined trajectories inside a bulk material. Yonglai Zhang et al. (Zhang et al. 2010) introduced the great potential and recent applications of femtosecond laser direct writing (FsLDW) in microfluidics and other fields. Gianluca Roth et al. (Roth et al. 2017) proposed the femtosecond laser direct generation of 3D-microchannels in PMMA with nearly unlimited length and no etching ratio limitation by using femtosecond laser. Raffaella Suriano et al. (Suriano et al. 2011) presents a study of physical and chemical properties of microchannels fabricated by femtosecond laser processing technology in thermoplastic polymeric materials, including PMMA, PS, and COP. Gian-Luca Roth (Roth et al. 2017) et.al report on the joining of two different transparent thermoplastic polymers using infrared femtosecond laser pulses. Solely being based on nonlinear absorption, the developed micro-welding process for cyclo-olefin copolymers and polycarbonate does not require any intermediate absorbing layers or any surface pre-processing of the welding partners.
The femtosecond laser system requires expensive and highly sophisticated instruments with the significant cost of fabrication. CO2 laser caused a rapid phase change of polymer material during the ablation process, porous structure were left on the laser-ablated area (Nayak et al. 2008), which may need further surface modification operations for some applications.
The diode laser has been used in the microfluidic field for decades. Applegate Jr. (Applegate et al. 2006) et. al demonstrates an integrated optical platform for cell and particle sorting in microfluidic structures, which streamlines microfluidic cell sorting and minimizes the optical and feedback complexity commonly associated with extant platforms. In recent years, the diode laser has been gradually applied to the fabrication of microfluidic chips. Yajun Zhang (Zhang et al. 2019) et al. proposes a novel method for the fabrication of paper-based microfluidic devices using laser-induced selective thermal reflow for wax penetration.
In this study, in order to lower the barrier of instrument and fabrication cost of the polymer microfluidic devices with laser direct writing approach, a diode laser writing method was proposed with an ultra-low-cost custom-made diode laser ablation instrument. The PMMA substrate attached with a layer of kraft tape was directly processed with the proposed diode laser system. The cost of the whole fabrication instrument is less than $ 200, which is of great significance for low-cost and point-of-care microfluidic approaches and could have board potential applications in biological and medical fields.
2 Fabrication
2.1 Materials and instruments
The PMMA substrate (with a thickness of 1.5 mm) is sourced from Goodfellow Cambridge Limited, England. The Kraft tape (0.14 mm) is sourced from AS ONE Corporation, Japan. The CO2 laser system (THE-1206) used for the processing of PMMA substrates is sourced from Hantone CNC Equipment, China, with a wavelength of 10.6 μm. The heated press (Model 3690) used for the chip bonding is from Carver, Inc. USA.
The custom-made diode laser system for the fabrication of microchannels on polymer substrates was constructed with a diode laser head (OPT-A-B1000, Sharp Corporation, Japan), two stepping motors (BS42HB38–01, SANYO Electric Co.Ltd., Japan), a microcontrollers (Arduino Uno Rev3, Arduino, Italy) and two steel rails (as shown in Fig. 1). The wavelength of the diode laser used in this approach is 445 nm. Other structural parts for the proposed laser system were laser cutted with PMMA plate (8 mm in thickness). The output power of the system could be adjusted from 0 to 2.5 W. The laser head can move in X and Y directions with the scan speed controllable from 0 to 80 mm s−1.

Custom-made laser ablation device
2.2 Fabrication procedure
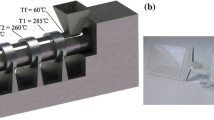
The fabrication process of the PMMA-based microfluidic devices is shown in Fig. 1. Firstly, the PMMA substrate was covered with a layer of Kraft tape (consists of a layer of the paper-based substrate with synthetic rubber binder to provide adhesive), and another substrate with the same material and thickness (Fig. 2a); Secondly, the whole stack of materials was cut into a rectangular shape by CO2 laser ablation. The external dimension of the material stack is 25.4 mm by 76.2 mm. The diode laser was then used for the direct ablation of microstructures on the surface of the PMMA substrate with the help of Kraft tape for the absorption of laser energy (Fig. 2b), the power was set at 1.6 W which the scan speed of 5 mm s−1 in the process shown in Fig. 2.

Schematic of the fabrication procedure
Then the upper layer of PMMA substrate was then cleaned with DI water for 3 min by ultrasonic cleaning machine to remove the burnt ashes (Fig. 2c). After this procedure, the remaining kraft tape on the upper layer of PMMA substrate could easily be removed. Then the PMMA substrate was bonded with another layer of PMMA with through holes to seal the fabricated microchannels (Fig. 2d). A heated press was used for the thermal compression bonding process, the temperature was set at 95 °C with a pressure of 0.5 MPa for 10 min. The pipes for inlet and outlet ports were then connected to the holes to finish the fabrication process of the microfluidic chip (Fig. 2e).
3 Discussion
3.1 Laser ablation on polymer materials
Diode laser injection laser diode (ILD), or laser diode (LD) is a semiconductor device similar to a light-emitting diode in which the laser beam is created at the diode’s junction. It can directly convert electrical energy into focused light emission. The power of diode laser typically ranges from 2 watts up to 7 watts. The diode laser is small and easily cooled enough that they can be used directly without adding cooling devices. The CO2 lasers are much more powerful compared with the diode laser. The power of CO2 laser goes from 15 watts up to 150 watts, or up to kilowatts for industrial lasers. So CO2 laser is typically mounted in a static location with mirrors placed at various points to direct the laser beam downwards through a lens as the rail moves, which makes the system too big for portable and precision applications. The high power of CO2 laser also consume significant amount of power and must have an active cooling system.
PMMA has an absorption of about 95% for CO2 laser with a wavelength of 10.6 nm, so the CO2 laser can easily process PMMA. While the wavelength of the diode laser used in this study is 445 nm, about a 24th of the wavelength of a CO2 laser, this may lead to different results.
In order to identify the absorption of the diode laser energy on PMMA substrate with various wavelength, i.e. 445 nm, UV-VIS spectroscopic analysis was performed using UV-VIS-NIR instrument (UV-3600, Shimadzu, Japan). The UV-VIS spectra are shown in Fig. 3, the optical property for PMMA shows a high transmission at the visible range (390 nm–780 nm). Since the wavelength of the diode laser is 445 nm, it is difficult to directly ablate the PMMA material with the transmittance of the PMMA for 445 nm diode laser reaches up to 91.73%.

UV-VIS spectrum measurement of the PMMA substrate
3.2 Dielectric material used in laser processing
In this study, the Kraft tape which consists of a layer of the paper-based substrate with synthetic rubber binder was attached to the surface of PMMA substrate to absorb most of the laser energy and transfer to the PMMA substrate in the laser ablation process. The layer of craft paper burn to ash, while the rubber binder on the paper was also burned, carbonized, then mixed with the ash into black jelly-like structures as shown in Fig. 4.

Photomicrograph of laser-ablated Kraft Tape
3.3 Characteristics of microchannel
The SEM images (taken by S-4700, Hitachi High-Technologies Corporation, Japan) of the microchannels fabricated with the proposed method and CO2 laser ablation method were shown in Fig. 5. Figure 5a and b show the PMMA substrate ablated with a diode laser at 1.6 W, with scanning speed at 5 mm s−1. The microchannels were formed on the surface of PMMA by diode laser ablation and the shape of the cross-section is near semicircle. Some reflow traces formed during the ablation and solidification procedure were observed at the edges of the microchannel. For comparison, the images of surface and cross-section of CO2 laser ablated PMMA substrate was also shown in Fig. 5d and e. The result indicates that the CO2 laser ablation method achieved a microchannel with the higher depth-to-width ratio, with the shape of the cross-section in a Gaussian-like profile due to the energy distribution of the focused CO2 laser spot.

a SEM image of microchannel ablated with a diode laser. b A cross-sectional view of microchannel ablated with a diode laser. c Schematic to explain the diode laser ablation process on PMMA. d SEM image of microchannel ablated with a CO2 laser. e A cross-sectional view of microchannel ablated with a CO2 laser. f Schematic to explain the CO2 ablation process on PMMA
One possible explanation for the various cross-section shape with diode laser and CO2 laser processing methods is shown in Fig. 5c and f: the transmissions of the diode and CO2 laser on PMMA has a significant difference, due to the relative transparency of diode laser on PMMA, the energy abortion is evenly distributed in the bulk PMMA material, after meltdown and evaporation, a semicircle profile is left; for CO2 laser ablation, the PMMA bulk material is much less transparent to CO2 laser with wavelength of 10.6 μm, the laser-focused spot will experience a rapid meltdown and evaporation, resulting in a Gussan-like profile corresponding the energy distribution of focused laser spot.
The width and height measurements of microchannels with different power and scan speed are shown in Fig. 6. The width varies from 115.84 μm to 678.96 μm with the increasing of laser ablation power. Both the width and the depth increase with the increase of laser power and the decrease of scan speed. There is an upper and lower limit of the diode laser ablation on the surface of PMMA substrate: when the scan speed is lower than 2 mm/s and power higher than 60%, there is a significant whole structure curvature for the bulk PMMA substrate caused by the absorption of laser energy. On the other hand, it is also very hard to form a microchannel with scan speed faster than 15 mm/s, only shallow traces (with depth in submicrometer) were left on the surface. To sum up, the microchannel with a depth range of 300–500 μm and a depth range of 50–130 μm can be processed ideally by the designed equipment with the system control of laser scan speed and laser power. The corresponding detailed data of the channel profile and laser power/scan speed was shown in Table 1.

The profile of the microchannel fabricated by the diode laser. a: Width of microchannels under various laser ablation speed and power. b: Depth of microchannels under various laser ablation speed and power
Compared with the traditional CO2 laser engraving machine, the resolution of this device is obviously lower, which may be caused by the following factors: Firstly, the adjustment of laser focus was conducted manually in this approach, and the minimum size of focus point was determined by visual observation; Secondly, The surface of the substrate needs to be covered with a layer of the laser absorbtion material before processing, compared with laser engraving directly on the material, this heat-conducting engraving method will cause the laser energy dispersion to some extent, thus reducing the resolution of laser engraving; Thirdly, compared with the servo motor commonly used in a CO2 laser, the stepping motors used in this low-cost approach has a relatively longer step length, which also contribute to the relatively lower resolution of this approach..
3.4 Thermal compression bonding method
After the ablation, the substrates need to be bonded with another layer of PMMA with through holes to finish the fabrication of microfluidic chip. Thermal compression bonding is a conventional bonding method for PMMA-based microfluidic chips. However, improper temperature and pressure will seriously affect the bonding effect. The glass transition temperature of PMMA is 105 °C. The optimal bonding temperature should be as close as possible to the glass transition temperature. When the temperature is lower than the glass transition temperature of the material, the bonding is hardly achieved when the temperature is lower than 85 °C. However, if the bonding temperature is much higher than the glass transition temperature, the significant deformation of the microchannel was observed, e.g., for PMMA, when the temperature is higher than 110 °C, the microchannel is almost completely collapsed. After a series of test, the experimental results show that when the bonding temperature was set at 95 °C and the bond and pressure was set at 0.5 MPa, the optimum bonding was achieved (as shown in Fig. 7). However, the thermally compression bonding is not only rely on the physical properties of material, the structure of the micro-patterns fabricated on the surface of polymer substrate also significantly influence on the bonding parameters.

SEM image of microchannel bonded with thermal compression method
3.5 Fabricated microfluidic chips
For the demonstration of the proposed method, two kinds of microfluidic devices were fabricated. Figure 8a shows a Y-shape mixer with two inlets and one outlet, the pink and yellow fluids injected into the chip is DI water with various food dye. The two streams flowing in parallel were mixed only by diffusion. A droplet generator was also fabricated for the generation of droplets as shown in Fig. 8b. The continuous phase is mineral oil, while the discrete phase is DI water with blue food dye. The image shows that the proposed microfluidic chips can achieve the designed function without leakage or blockage. Some visible burn marks could be observed at the edges of the microchannel, and some thermal degradation (yellowing), especially at the T-joint area shown in Fig. 8b is also visible in the laser-ablated microchannel.

Microfluidic devices fabricated with the proposed method. a Y-shape mixer. b T-shape droplet generator
3.6 Other transparent polymers used in this study
To verify the feasibility of this method for processing other transparent polymer materials commonly used in microfluidic chips, Polycarbonate (PC), Polystyrene (PS), and Polydimethylsiloxane (PDMS) were tested using this method. As shown in Fig. 9a and b, microchannels can be processed on the surface of PC and PS, but thermal degradation has a serious impact on the optical cleanliness of the microchannel. The absorption rate of PC and PS at the wavelength of 445 nm is both around 14%, about 75% higher than PMMA (8%). The higher absorption rate lead to the serious thermal degradation. Theoretically, reducing the processing power can optimize the thermal degradation phenomenon, but even if the power is significantly reduced, the thermal degradation phenomenon can’t be totally eliminated (as shown in Fig. 9d and e. For PDMS, only shallow burn marks can be generated with diode laser ablation (as shown in Fig. 9c and f), the thermoset such as PDMS is not suitable for laser ablation processing.

Microchannels fabricated with different polymer materials
4 Conclusion
In this study, an ultra-low-cost diode laser system was designed for the direct laser ablation of PMMA-based microfluidic devices. The proposed diode laser ablation system has the advantages of simple structure with low-cost, and the cost of the whole set of equipment is less than $ 200 USD. The surface and cross-section SEM images of the PMMA substrate and bonded chips also provided to study the profile of the laser ablated microchannels, the results indicate that the microchannel processed by this method is smooth with semicircle cross-section. Compared with the previous study using CO2 or femtosecond laser ablation approaches for microfluidic devices, the proposed method is simple, rapid and ultra-low-cost, without using special equipment and complex processes.
References
J.M. Abendroth, O.S. Bushuyev, P.S. Weiss, C.J. Barrett, Controlling motion at the nanoscale: Rise of the molecular machines. ACS Nano 9(8), 7746–7768 (2015)
R.W. Applegate Jr., J. Squier, T. Vestad, J. Oakey, D.W. Marr, P. Bado, et al., Microfluidic sorting system based on optical waveguide integration and diode laser bar trapping. Lab Chip 6(3), 422–426 (2006). https://doi.org/10.1039/b512576f
H. Becker, U. Heim, Hot embossing as a method for the fabrication of polymer high aspect ratio structures. Sensors Actuators A Phys. 83(1), 130–135 (2000)
X. Chen, Z. Hu, An effective method for fabricating microchannels on the polycarbonate (PC) substrate with CO2 laser. Int. J. Adv. Manuf. Technol. 92(1–4), 1365–1370 (2017). https://doi.org/10.1007/s00170-017-0182-8
X. Chen, J. Shen, M. Zhou, Rapid fabrication of a four-layer PMMA-based microfluidic chip using CO 2 -laser micromachining and thermal bonding. J. Micromech. Microeng. 26(10), 107001 (2016)
X. Chen, L. Tiechuan, F. Baoding, Surface roughness study on microchannels of CO2 laser fabricating PMMA-based microfluidic chip. Surf. Rev. Lett. 24(02), 1750017 (2017)
A.J. DeMello, Control and detection of chemical reactions in microfluidic systems. Nature 442(7101), 394–402 (2006). https://doi.org/10.1038/nature05062
N.R. Harris, M. Hill, S. Beeby, Y. Shen, N.M. White, J.J. Hawkes, W.T. Coakley, A silicon microfluidic ultrasonic separator. Sensors Actuators B Chem. 95(1–3), 425–434 (2003). https://doi.org/10.1016/s0925-4005(03)00448-9
S. Khumpuang, M. Horade, K. Fujioka, S. Sugiyama, Geometrical strengthening and tip-sharpening of a microneedle array fabricated by X-ray lithography. Microsyst. Technol. 13(3–4), 209–214 (2006). https://doi.org/10.1007/s00542-006-0173-4
K.S. Min, M.A. Burns, E.F. Hasselbrink, Electrokinetic protein preconcentration using a simple glass/poly(dimethylsiloxane) microfluidic chip. Anal. Chem 78(14), 4779–4785 (2006)
M.I. Mohammed, M.N.H.Z. Alam, A. Kouzani, I. Gibson, Fabrication of microfluidic devices: Improvement of surface quality of CO2 laser machined poly(methylmethacrylate) polymer. J. Micromech. Microeng. 27(1), 015021 (2017)
N.C. Nayak, Y.C. Lam, C.Y. Yue, A.T. Sinha, CO2-laser micromachining of PMMA: The effect of polymer molecular weight. J. Micromech. Microeng. 18(9), 095020 (2008). https://doi.org/10.1088/0960-1317/18/9/095020
R. Othman, G.T. Vladisavljević, Z.K. Nagy, Preparation of biodegradable polymeric nanoparticles for pharmaceutical applications using glass capillary microfluidics. Chem. Eng. Sci. 137, 119–130 (2015). https://doi.org/10.1016/j.ces.2015.06.025
S. Prakash, S. Kumar, Fabrication of microchannels on transparent PMMA using CO 2 Laser (10.6 μm) for microfluidic applications: An experimental investigation. Int. J. Precis. Eng. Manuf. 16(2), 361–366 (2015)
G.L. Roth, C. Esen, R. Hellmann, Femtosecond laser direct generation of 3D-microfluidic channels inside bulk PMMA. Opt. Express 25(15), 18442–18450 (2017). https://doi.org/10.1364/OE.25.018442
S.K. Sia, G.M. Whitesides, Microfluidic devices fabricated in poly(dimethylsiloxane) for biological studies. Electrophoresis 24(21), 3563–3576 (2003). https://doi.org/10.1002/elps.200305584
Y.-C. Su, J. Shah, L. Lin, Implementation and analysis of polymeric microstructure replication by micro injection molding. J. Micromech. Microeng. 14(3), 415–422 (2004). https://doi.org/10.1088/0960-1317/14/3/015
R. Suriano, A. Kuznetsov, S.M. Eaton, R. Kiyan, G. Cerullo, R. Osellame, et al., Femtosecond laser ablation of polymeric substrates for the fabrication of microfluidic channels. Appl. Surf. Sci. 257(14), 6243–6250 (2011)
G. Vozzi, C. Flaim, A. Ahluwalia, S. Bhatia, Fabrication of PLGA scaffolds using soft lithography and microsyringe deposition. Biomaterials 24(14), 2533–2540 (2003). https://doi.org/10.1016/s0142-9612(03)00052-8
Y. Xia, J. Si, Z. Li, Fabrication techniques for microfluidic paper-based analytical devices and their applications for biological testing: A review. Biosens. Bioelectron. 77, 774–789 (2016). https://doi.org/10.1016/j.bios.2015.10.032
Y.L. Zhang, Q.D. Chen, H. Xia, H.B. Sun, Designable 3D nanofabrication by femtosecond laser direct writing. Nano Today 5(5), 435–448 (2010)
Y. Zhang, J. Liu, H. Wang, Y. Fan, Laser-induced selective wax reflow for paper-based microfluidics. RSC Adv. 9(20), 11460–11464 (2019). https://doi.org/10.1039/c9ra00610a
Acknowledgments
This work was supported by the National Natural Science Foundation of China (No. 51804014) and Beijing Natural Science Foundation (2182055).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Gao, K., Liu, J., Fan, Y. et al. Ultra-low-cost fabrication of polymer-based microfluidic devices with diode laser ablation. Biomed Microdevices 21, 83 (2019). https://doi.org/10.1007/s10544-019-0433-6
Published:
DOI: https://doi.org/10.1007/s10544-019-0433-6