
Abstract
To deal with dynamic customer preferences and global competition, Medium, Small and Micro Enterprises (MSMEs) are striving to improve customer satisfaction by enhancing their process capability, optimising resource utilization and achieving cost effectiveness. Manufacturing line in MSMEs involves a number of complex processes and process variations lead to rejections of poor quality products resulting in monetary losses and customer dissatisfaction. Delivery of high quality product within constraints of manpower, machinery and other limited resources stipulates the need to improve the process performance of manufacturing line through quality management. With this perspective, the present work proposes a framework to identify and prioritize defects by integrating multicriteria decision making techniques- Fuzzy Decision Making Trial and Evaluation Laboratory and Fuzzy Analytic Network Process with Quality Management Practices. The integration filters out most influential defects prior to data collection and prioritize them to reach out to critical defects of manufacturing process. Additionally, it addresses challenges faced by management in terms of large number of defects, insufficient data on defects and dependency among selected criteria. The proposed framework is exhibited with the help of a real case study. It is practically relevant in deriving decision support solutions for improving performance of manufacturing line in MSME firms. By virtue of the results, key areas are identified to augment responsiveness to government policies and MSME’s proficiency to overcome resource constraints.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Output of manufacturing sector acts as an economic engine for developing countries like India, Bangladesh and Pakistan and it primarily comes from Micro-Small-Medium Enterprises (MSMEs) (Gupta & Nanda, 2015).s MSMEs in developing countries play a vital role by contributing to Gross Domestic Product (GDP), exports and employment generation (Lande et al., 2016). Among developing countries, Indian MSMEs shares 40% of total manufacturing output of the country. They generate 111 million employment opportunities, 45% of total export of the country (FICCI report 2022). MSMEs engaged in manufacturing contribute considerably in the areas of processed food, fruits, vegetables, electronics, furniture, apparels and other goods (MoMSME, 2021). Apparel industry among them is a significant contributor. It contributes to more than 2% of the country’s GDP, 13% of export earnings as well as 4% of global market (IBEF, 2022; FICCI report 2022; M/o Textile 2020). But MSMEs engaged in apparel manufacturing fail to harness the complete potential and maintain competitiveness owing to lack of adequate cash flow and uncertainties associated with constraints like time, manpower and machinery. As per World Economic Forum, 2020; India ranks 68th amongst 141 participating nations on global competitive index. This low rank is attributable to manufacturing of sub-standard products which is further reflected by poor Quality Management Practices (QMP) like improper technological advancement, wastage or defective products, poor standards of parameters, leadership without vision, inefficient suppliers and limited monetary recourses (Garza-Reyes et al., 2018; Raj et al., 2022)). Such products are unable to fulfil market demand and meet customers’ requirements. They also act as a barrier in meeting eligibility to avail monetary and technical support through various government schemes and policies (Modgil et al., 2020). Government of India (GoI) runs various schemes to encourage competitiveness in MSMEs, to increase their productivity and their share in domestic and global markets. In one such scheme, “Enabling manufacturing sectors to be competitive through quality management standards and quality technology tools” under National Manufacturing Competitiveness Programme (NMCP), GoI offers significant monetary and technical support to MSMEs in manufacturing sectors (DCMSME, 2015). But MSMEs fail to bank upon such schemes. This failure can be attributed to their inability to achieve government’s quality standards (Gupta & Barua, 2016). Moreover, factors like huge investment in employee training, knowledge & resource enhancement and constantly changing customer requirements deter MSMEs to work towards adoption of QMP in their business practices (Sharma & Kharub, 2015). Apart from these factors, expediting growth rate of MSME sector of bordering economies solicits the need for systematic re-evaluation of quality management competence of Indian MSMEs to examine the extent to which QMP are implemented at all levels (Kharub and Sharma, 2020). Several studies in developed countries like Europe, USA and UK indicate that re-examining QMP in small scale sector results in incremental process and product innovation, but such studies are in its infancy in developing countries like India Zhou (2016).
With this perspective, the current study aims at enhancing and building competitive strength of MSME firms in India by modifying their existing QMP to reduce process variability, wastage of resources and in turn achieve the targeted quality standards. This study primarily focuses on the QMP in apparel manufacturing lines in MSME sector. Manufacturing processes involved in an apparel manufacturing line are complex to control and hence, a slight variation results into various defects leading to rejections. Sometimes these rejections can be handled by reworks but they require a lot of investment in terms of cost, time, manpower etc. Thus, firms should focus on increasing precision and implementing proper quality checks to improve these manufacturing lines. This research work focuses on these factors and proposes a comprehensive framework for improving the productivity of apparel manufacturing lines. This has been done by integrating a pair of fuzzy multi-criteria decision making (MCDM) techniques with QMP considering the case of an Indian MSME apparel manufacturing firm. The study addresses the following research questions:
-
(1)
What are the possible defects that can occur in an apparel manufacturing line?
-
(2)
What is the interrelationship and dependence among these potential defects such that only critical defects can be targeted and reduced?
-
(3)
What managerial and policy inferences can be drawn to proliferate strengths of MSMEs and synchronize them with government endorsement?
To answer these questions, first a thorough literature survey was carried out to identify the possible defects and later to enrich the derived list, a number of discussions were held with the case company to finalise the potential defects. Later, Fuzzy Decision-Making Trial and Evaluation Laboratory (FDEMATEL) is applied to reach out to most influential defects among all potential defects of apparel manufacturing process prior to data collection. To Prioritize the influential defects, fuzzy Analytic Network Process (FANP) was applied which helped in identifying the most critical defects (defects responsible for maximal non-conformance) in the process. Thus, the paper finds its novelty in identification and prioritization of key defects in manufacturing process by integrating FDEMATEL and FANP with QMP to improve process performance.
Following this introduction, rest of the paper is organized as follows; Sect. 2 presents literature review with detailed examination of existing research related to defect reduction in apparel manufacturing. Section 3 discusses proposed methodology of integration of MCDM approach with QMP. Section 4 describes the case MSME apparel manufacturing firm. Implementation of the proposed methodology is explained in Sect. 5. Section 6 outlines the result analysis. Section 7 points out managerial and policy implications derived through this study. Finally, the study is concluded in Sect. 8 stating the limitations and future research directions.
2 Literature review
After establishing the research questions in introduction, an exhaustive literature review is taken to understand the extant literature related to them. For an easy and clear understanding, literature review is divided into two subsections: 2.1 Quality Management Practices (QMP) in context of MSME in which the available literature related to the adoption of QMP in various MSME firms have been highlighted. In the second sub-section, 2.2 Application of QMP in enhancement of manufacturing process, the defects prevalent in various apparel manufacturing processes have been identified through literature survey and most critical defects are filtered. This section also provides the research gap addressed through our study.
2.1 Quality management practices in context of MSME
Acceptance of QMP in small sized enterprises of developed countries like Europe, USA and UK is fast while in a developing country like India, Bangladesh, Pakistan, etc.; its successful implementation is still in infancy (Kharub and Sharma, 2020; Singh & Rathi, 2019). Further, there is an extensive literature available where QMP like lean (Singh & Rathi, 2019), lean Six Sigma (Bhat et al., 2020), Total Quality Management (Manhas et al., 2015), Kaizen (Shah and Srivastava 2013), ZED (Khurana et al., 2019) and Six Sigma (Singh et al., 2020) are adopted by MSMEs to enhance the quality of their process, product or service (Kumar et al., 2011). As far as Six Sigma implementation in small medium enterprises (SMEs) is concerned, it is carried out by researchers like (Kaushik et al., 2012) in bicycle chain manufacturing unit; Gijo et al., 2014) adopted in leaf spring manufacturing process and Prashar (2018) applied for chronic delays in delivery process. However, Indian MSMEs are striving hard to keep pace with increased quality consciousness and expectations of customers around the world for improving quality (Panwar et al., 2018; Sharma et al., 2018) but QMP in Indian MSMEs, could not turn up to a satisfying output (Shah and Srivastava 2013). As far as literature on adoption of Six Sigma practice of QMP is considered, barring the work of Sharma et al. (2018) in manufacturing amplifier and Soti et al. (2012) in integrating Six Sigma with Theory of Inventive Problem Solving, limited work is published in context of Indian MSMEs. Insubstantial adoption of QMP in MSMEs created a gap to carry out the present study in an Indian MSME. The case MSME considered for the study is engaged in manufacturing apparels.
2.2 Application of QMP in enhancement of manufacturing process
Due to various complexities involved in the processes carried out in apparel manufacturing lines, it becomes imperative to understand different factors involved in it (Mallet & Du, 1999). A number of researchers in the past have discussed such factors in their studies (Geršak & Knez, 1991; Lee et al., 2014; Meric & Durmaz, 2005; Noor et al., 2022; Ukponmwan et al., 2000). An apparel manufacturing line involves five processes namely, cutting, printing, sewing, washing and finishing. Each process plays a vital role in imparting the requisite quality to the finished product. Hence, at the end of each process, companies try to inspect the quality of the semi-finished products. During inspection, various different defects are identified in the finished products of each manufacturing process of the apparel manufacturing line (Nayak & Padhye, 2015). An exhaustive literature review is undertaken to list down the critical defects occurring during each manufacturing process. The defects identified in each process along with their citation are listed in Table 1. To reduce these defects and improve process performance, many researchers have implemented QMP (Hussain et al., 2014; Prashar, 2016; Ahmmed and Ayele 2020).
In previous studies, each and every defect encountered has been treated individually during quality inspection of manufacturing lines, irrespective of the fact whether there exists any interrelationship among them or not (Varun and Chetan Kumar 2015; Khandker & Sakib, 2018; Trimarjoko et al., 2019). Also, none of the studies focused on degree of influence of each defect on the failure of the process prior to data collection. Rather data is collected on all encountered defects without any filtration. This creates unnecessary burden on MSMEs by utilising resources to collect data for defects which are not much responsible for failure of the process. Data collection requires resources like manpower, time and cost and Indian MSMEs lacks these resources. Filtration of defects prior to data collection reduces unnecessary burden on MSMEs by not utilising resources to collect data for defects which are not much responsible for failure of the process.
Further, most of the researchers have used Pareto analysis to reach out to critical defects based only on one criteria i.e., frequency (Durakovic & Basic, 2013; Khandker & Sakib, 2018; Krishnan et al., 2020; Nethaji et al., 2021; Trimarjoko et al., 2019). Neither the available studies included two or more criteria nor dependency between the criteria selected is considered which is relevant to attain critical defects. Also, existing literature depicts that Cause and Effect (C&E) diagram (Varun and Chetan Kumar 2015; Khandker & Sakib, 2018; Trimarjoko et al., 2019; Nethaji et al., 2021), Brainstorming (Krishnan et al., 2020, Varun and Chetan Kumar 2015) and Failure Mode of Effect and Analysis (FMEA) (Nethaji et al., 2021; Trimarjoko et al., 2019) are applied to find out root causes of critical defects but these tools fail to establish interrelationship between the causes, which can help to reach out to those root causes whose reduction can remove multiple other related causes. This can help MSMEs in saving the resources required to study these multiple causes. Development of improvement initiatives against root causes through brainstorming (Durakovic & Basic, 2013; Varun and Chetan Kumar 2015), Multi–Characteristic Product Capability Analysis Chart (Huang et al., 2010) and MCDM (Krishnan et al., 2020; Vaid et al., 2022) has been done in the past to improve the process, product and services without understanding preferential order of implementation. Simultaneous implementation of corrective actions brings multiple changes in process making it unstable which thereafter becomes difficult to control. With the above-mentioned pretext, the current study highlights few gaps in the past studies on apparel manufacturing process of MSMEs, as discussed in the following section.
3 Research gap
In nutshell, literature is in its infancy where integrated QMP is implemented in Indian MSMEs engaged in apparel manufacturing process. Studies are scarce where not only interrelationship among defects is addressed but also the issue of insufficient data and biasedness in expert’s decision is considered prior to empirical data collection. Also, prioritization and ranking of defects post empirical data collection, based on multiple dependent criteria is yet to be seen in the literature of apparel manufacturing process. Further, deliberation into interrelationship between causes of critical defects and prioritization of improvement initiatives identified against root causes has also never been discussed in the past studies. Thus, from the literature, it is clear that a huge quality improvement tool set can be embedded in apparel manufacturing process to boost its performance without straining the limited resources in MSME, adding to the beauty and novelty of the work. Table 2 Shows research gap from the past work that the current work aims to bridge.
4 Research methodology
Present research focus at developing a new hybrid framework using MCDM approach integrated within a five phase DMAIC (Define-Measure-Analyse-Improve-Control) Six Sigma methodology to improve the process performance as per the quality specifications. DMAIC is a linear framework for Six Sigma practice of QMP as shown in Fig. 1. In the first phase of DMAIC framework the problem is identified, objective of the project are specified, scope of the study is defined, duration and expected results are established using a number of Six Sigma tools. Thereafter, key defects are identified using a pair of fuzzy MCDMs followed by evaluation of baseline process performance in measure phase. In the next two phases viz. analyse and improve, root causes of occurrence of the key defects are uncovered and improvement initiatives for eliminating them are developed. At the last, in control phase, measures are followed to sustain the improvements. DMAIC phases are well embedded with project charter, SIPOC diagram, p-chart, Pareto analysis, Cause and Effect (C&E) diagram, Current Reality Tree (CRT), FDEMATEL, FANP, Impact/Effort matrix, 5S system and Taguchi method of Experimental Design (TMED) as provided in the Fig. 1. Mathematical and statistical background of the prominent decision making techniques and TMED employed in the research methodology are discussed in detail during case implementation. Also, managerial tools and other statistical techniques which are discussed in the Fig. 1 are implemented throughout the case implementation. A real life application of all suggested approaches is showcased in the next section of the proposed study.

DMAIC framework for the proposed study
5 Case study
XYZ (identity is not disclosed owing to confidentiality) is an Indian MSME firm engaged in the manufacturing of a wide range of garments for men, women and kids. The firm facilitates in five sequential processes namely cutting, printing, sewing, washing and finishing in their apparel manufacturing line (Nayak & Padhye, 2015). But XYZ is facing a lot of customer complaints, specifically in ‘Lady’s kurta’, due to occurrence of multiple defects leading to rejection and reworks. Rejection and reworks result into financial loss in terms of labour cost for reworks, wastage as inventory, loss of time, cost and labour effort during manufacturing and loss of customer base and goodwill of firm. After thorough contemplation and discussion, top management decides to divert its focus towards reduction of defects in the ‘sewing’ process in the apparel manufacturing line. This was because sewing is one of the most important processes in apparel manufacturing as it imparts three dimensional structures to garments. But it is a complex process as the performance of sewing machine depends upon the degree of perfection in its various operating standards and parameters. A perfect sewn cloth requires expertise in machine adjustments according to the properties of the fabric (Syduzzaman & Golder, 2015). With the available resources like operators, machines etc., firm is unable to manufacture high quality sewn clothes leading to customer complaints. Thus, focus of the study is limited to sewing process of ‘lady’s kurta’. Hence, to address the issue in sewing process, step by step explanation of the proposed methodology is illustrated as given below.
6 Case implementation
To examine the effectiveness of the proposed Six Sigma DMAIC framework a single case study of an Indian MSME firm engaged in sewing process of apparel manufacturing line is adopted due to its ability to provide a qualitative and systematic view of the context.
6.1 Defining problem and setting objectives
In this phase, problem(s) in the process are defined and proper execution of project is planned to meet customer requirements. Industrial sewing process is identified as the scope of the improvement project and goal is set to reduce critical defects of the process to 70%. To achieve this goal in a realistic time, (estimate of six months) a project team comprising of operators, engineers, managers, research advisor and research associate is framed to look after the project. Thereafter, a detailed understanding of steps involved in the industrial sewing pprocess, its suppliers, the inputs required, output obtained and the final customer/s is explained by preparing a SIPOC diagram (Fig. 2) (Sharma et al., 2018). Sewing process of apparel manufacturing line is a very popular three-step process as explained in the SIPOC diagram. The sewing process in XYZ is executed using an electronic single needle lockstitch machine. The first step is to set up the machine which involves setting proper feed mechanism; adjusting the needle and feed dog; setting of parameters in operation panel and then the fabric is placed with sufficient pressure on presser foot (Mallet & Du, 1999). After that, a trial run is performed to check all the parameters on which performance of the sewing process depends. At last, all darts are closed by sewing all parts together to manufacture lady’s kurta. The final product after sewing process is transported to the washing and finishing department. After discussing with the top management and the project team, it is revealed that few defects are not relevant to the sewing process. So, studying them all will put extra burden on the firm in terms of cost, time and manpower. Therefore, defects identified through literature (Table 1) are screened and a total of 14 defects are found to be firm and process specific as shown in Table 3. These 14 identified defects are studied further to reach out to critical defects as discussed in the next section.

SIPOC diagram of industrial sewing process
6.2 Measuring process performance using MCDM approach
The purpose of this phase is to gather adequate baseline data to understand the current performance so that once improvements are made, its impact can be verified. The defects identified in the first phase are multiple in number and the past data available with the firm is vague to reach out to critical defects. Also, data collection on all defects would increase the cost and time of project implementation for which firm lacks resources. Further during investigation, project team encountered that few defects occur due to prolong occurrence of rest of the defects. This established the idea of possibility of interrelationship and dependencies among defects. Therefore, for an effective and accurate filtration of ‘defects’, project team decided to apply a pair of fuzzy MCDMs. MCDM is a sub-discipline of operations research (Kannan, 2021). These techniques are robust to study quality aspects taking into consideration time and cost Sushil (2020). Figure 3 throws light on how critical defects are identified.

Proposed methodology for defects selection and prioritization (Adopted from: Büyüközkan and Çifçi G. (2012))
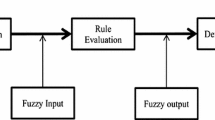
The DEMATEL technique applied is an MCDM method to visualise causal relationships among criteria by segregating them into cause and effect group (Ferreira et al., 2022; Govindan, 2022, a, b; Kannan et al., 2022; Vishwakarma et al., 2022). In this study the criteria considered is defects. The defects categorized into cause group are responsible for the existence of the defects in the effect group. So, when cause group’ defects are dealt with, it will involuntarily lead to reduction of defects in the ‘effect group’. So instead of working on all the defects, focusing only on the defects in cause group will save time and money. Although DEMATEL is an effective technique for establishing causal relationships but use of crisp values lead to vagueness and uncertainty in decision making giving inadequate results (Bagri et al., 2021; Govindan et al., 2021; Zarbakhshnia et al., 2022). Thus, it was decided by the project team to apply FDEMATEL approach to determine interrelationships and establish causal relationships amongst the identified defects (Chang et al., 2011; Ortiz-Barrios 2020; Zarbakhshnia et al., 2022; Govindan et al., 2022a). Five experts from the project team constituting of Engineers (Manufacturing & Quality) and Managers (Manufacturing, Quality & Marketing) were sent the questionnaires to determine pairwise comparisons between the defects (given in Table 3) in terms of influence relation based on a fuzzy linguistic scale given by Li (1999) as defined in Table 4. As can be seen from Table 4 that the study uses triangular fuzzy numbers to establish the influence relation. To categorize the defects into cause and effect groups, following steps were followed by the project team:
Step 1: Construct the initial direct-relation matrix.
The five experts are asked to assess the direct affect between each pair of defects based on the linguistic scale defined in Table 4.
Step 2: Converting Fuzzy data into Crisp Scores (CFCS).
A direct-relation matrix, \(D = \left[ { d_{ij} } \right]\) is obtained by converting linguistic assessments by experts into crisp values, where D is a \(n \times n\) non-negative matrix, \(d_{ij} \) indicates the direct impact of defect i on defect j and when i = j, the diagonal elements \(d_{ij} = 0\). The steps for CFCS are as follows:
Let \(Z_{ij }^{p} = \left( {l_{ij} ,m_{ij} , n_{ij} } \right)\) where 1 ≤ p ≤ 5 be a fuzzy assessment given by the pth expert which represents the degree with which defect i have an impact on defect j. Defuzzification of fuzzy assessment through CFCS method can be implemented as follows (Wu & Lee, 2007):
Step 2.1: Standardization of the fuzzy numbers
where
Step 2.2: Calculation of left and right normalized value
Step 2.3: Computation of total normalized value
Step 2.4: Obtain the crisp score of the pth expert’s assessment
where, BNP = best non-fuzzy performance value,
Step 2.5: Get integrated scores by averaging the crisp scores of all 5 assessments
The crisp initial direct relation matrix \(D = \left[ { d_{ij} } \right]\) is used for further assessment.
Step 3: Normalize the initial direct-relation matrix.
Let the normalized direct-relation matrix be \(M = \left[ {m_{ij} } \right]\) where \( 0 \le m_{ij } \le 1\) and elements of all principal diagonal are equal to 0. \(M\) can be obtained through Eq. (10).
Step 4: Construct total-relation matrix.
Total relation matrix, \(T = \left[ {t_{ij } } \right]\) is calculated using Eq. (11) where I is a \(14 \times 14\) identity matrix; element \(t_{ij}\) of matrix T is total relationship reflected between each pair of defects which is indicated by indirect effects that defect i have on defect j.
Step 5: Identify influential defects of the system.
To make the outcome visible in the system, find sum of rows \(r_{i}\) and sum of column \(c_{j}\) through Eqs. (12) and (13) respectively. \(\left( {r_{i} + c_{j} } \right) \) represents degree of importance of defect i in the system. on the other hand, \(\left( {r_{i} - c_{j} } \right) \) is the net influence of defect i on the system. Specifically, if the value of \((r_{i} - c_{j} ) \) is positive, defect i falls in cause group and if \(\left( {r_{i} - c_{j } } \right)\) is negative, the defect is categorized into effect group.
Based on the above-mentioned steps, the segregation of defects in cause group and effect group with their strength of influence is given in Table 5. As can be seen from Table 5, cause group includes five defects namely Broken stitches (D2), Uneven Stitches (D6), Dirty spots (D9), Untrimmed threads (D10) and Holes (D12) while others are in effect group. Defects in the cause group are responsible for maximum number of non-conformances in the process. Hence, further study is carried out only on cause group defects (CGD) to reach out to critical defects.
As the aim of the phase is to establish a baseline process performance (Gijo and Sarkar, 2013), at standard operating conditions, an empirical data for 20 days is collected for CGD by 100% inspection and its graphical representation is provided in Fig. 4. Data is collected for CGD as they are most influential defects and majorly responsible for poor performance of the process. Key Performance Indicators (KPI’s) (Sharma et al., 2018) such as Fraction defective, Parts Per Million (PPM) and sigma level are established on the basis of the sampled data. Eventually, a baseline process performance is established based on CGDs: ‘Broken stitches’, ‘Uneven Stitches’, ‘Dirty spots’, ‘Untrimmed threads’ and ‘Holes’ with a total of 10,779 manufacturing units and 656 defective units. The sewing process shows a rejection of 12,172 PPM which corresponds to a sigma level of 3.75. Thereafter to confirm stability and performance of the process, a p-chart as provided in Fig. 5 (Gupta et al. 2016) is plotted with 20 samples and process average fraction defective 0.06. The chart clearly shows that manufacturing is under control. However, fraction defective fluctuation still has further scope of improvement in quality level.

Sample data for baseline process

p-chart for baseline process
CGD identified are responsible for most of variations in the sewing process of apparel manufacturing line. However, studying them all together is not advisable and beneficial owing to limited resources of the MSME under study. Hence, critical defects are obtained by ranking CGD, identified from FDEMATEL, on the basis of several organisational performance criteria identified through literature review (Büyüközkan & Çifçi, 2012), expert’s advice and discussion with people involved in the sewing process. During brainstorming sessions, it was identified that the criteria are dependent and interrelated. Hence, FANP is employed to rank CGD. Thereafter, baseline process performance is established on the data collected for CGD.
Saaty (1996) introduced ANP as a generalisation of analytical hierarchy process (AHP). It is also an MCDM technique which enables interrelationships among the decision levels and attributes. ANP is a network-based system which replaces single direction relationships with dependence and feedback (Saaty, 1996). In the present study ANP approach is applied to rank cause group defects like broken stitches (D2), uneven stitches (D6), dirty spots (D9), untrimmed threads (D10) and holes (D12) on the basis of interdependent criteria, namely, monetary loss (C1), proportion defective (C2), critical to quality (C3), risk (C4) and time (C5) by obtaining ‘‘Supermatrix’’ of composite weights. In a graphical representation of network structure of ANP; Goal, criteria, and cause group defects as alternatives are clustered with elements inside them as shown in Fig. 6, which shows that criteria are dependent since they are interrelated.

The network structure for ranking defects
Straight line or an arc denotes the interactions between two clusters but a loop indicates the inner dependence of elements within a cluster (here it is shown for criteria). For example, if there is an arrow from ‘‘Goal’’ to ‘‘Criteria’’ then it says that elements of ‘‘Goal’’ depend upon elements of ‘‘Criteria’’. After hierarchical construction, experts’ opinions using linguistic term and corresponding fuzzy interval (Büyüközkan & Çifçi, 2012) are sought to obtain pair-wise comparison matrices for (1) cluster vs cluster (i.e. Goal, criteria and alternatives); (2) criteria vs criteria; and (3) criteria vs alternative. Thereafter pairwise comparison between clusters and elements of cluster are carried out to get weight vectors. Again, here in this method also, fuzzy logic is applied to tackle the issue of vagueness and imprecision in human judgment about preferences by exact numerical values. FANP is applied for ranking defects based on dependent criteria using Chang’s extent analysis (Büyüközkan & Çifçi, 2012) as explained below:
Step 1 Model construction.
Determine one network structure by selecting goal (G), criteria (C1, C2, C3, C4, C5) and alternatives [here it is CGD (D2, D6, D9, D10, D12)] as per the requirement of the problem. Goal, criteria and cause group defects (CGD) are clusters and each entry in these clusters are taken as elements of that particular clusters.
Step 2 Perform fuzzy pair-comparisons between the clusters and elements.
For pairwise comparison, the team of expert were asked to provide the following pairwise comparisons using a fuzzy linguistic scale (shown in Table 6) which is used to form a supermatrix.
-
Comparisons between clusters. Perform paired comparisons on the clusters (goal, criteria and cause group defect).
-
Comparisons of elements. To establish the interdependence, make a pairwise comparison on the elements of each cluster. If elements of one cluster is related to element of another cluster than conduct a pair comparison between those elements as well as.
-
Pairwise comparisons of defects. Each defect in cause group should also be compared with all the other elements.
Step 3 Chang’s extent analysis method for defuzzification.
For defuzzification of pairwise comparisons, Chang’s extent analysis is applied as described below:
\({\text{Let }}M_{gq}^{1} M_{gq}^{2} ,....M_{gq}^{m} { }\) be m extent values for each element of clusters
Step 3.1: The value of the fuzzy synthetic extent values w.r.t the ith element of clusters
Step 3.2: The degree of possibility of " "M" _2 = (l_2,m_2,u_2) ≥ M_1 (l_1,m_1,u_1)" is defined as follows.
Step 3.2: The degree of possibility of \({\text{M}}_{2} = \left( {l_{2} ,m_{2} ,u_{2} } \right) \ge M_{1} \left( {l_{1} ,m_{1} ,u_{1} } \right)\) is defined as follows
Step 3.3: The degree possibility of a convex fuzzy number to be greater than k convex.
\({\text{fuzzy numbers M}}_{q} \left( {q = {1,2,}...{\text{,k}}} \right){ }\) can be defined as follows:
Step 3.4: Normalised weight vectors are given by
where W is a nonfuzzy number.
Normalised weight vectors ‘W’ (defined in Eq. 22) derived after pairwise comparison using Chang’s extent analysis is used to weight the elements (G, C1, C2, …., C5 and D2, D6, D9, D10 and D12) in the corresponding column blocks of the supermatrix.
Step 4 Construction of supermatrix.
The crisp values obtained by Chang’s extent analysis as the priority vectors are placed in appropriate columns to form an unweighted supermatrix, which is normalized to get a weighted supermatrix. All normalised weight vectors, \(W = \left( {d\left( {A_{1} } \right),d\left( {A_{2} } \right),.......,d\left( {A_{n} } \right)} \right)^{T}\) obtained after pairwise comparison is placed together in the form of columns of matrix called as unweighted supermatrix. This unweighted supermatrix is normalised to get weighted supermatrix, which consists of columns whose sum is equal to one. Raising weighted supermatrix sufficiently to a large power of k until it becomes a stable supermatrix. This steady-state supermatrix is a limiting matrix whose all elements in each row converges to same value. The limiting supermatrix for the present study is given in Table 7. This limiting matrix gives the final priority of all the elements (criteria and defects) through FANP analysis. Priority value in limiting matrix is taken as final and the highest priority alternative is selected.
From Table 7, it is clear that defects ‘uneven stitch’ and ‘hole’ in the sewing process are the most critical defects with highest priority weight. They together account for 49.12% responsibility of failure in the process (uneven stitch, 24.4 per cent and hole, 24.8 per cent) as obtained after deployment of fuzzy-ANP (Table 7). These two defects identified are critical to quality and can be defined as follows: Uneven stitch is a state when sewing is not performed straight or there is a presence of disordered stitches, which can be visually demarcated by the inspector. It may arise due to printer’s inefficiency or lack of knowledge of specification. Another defect is hole, where one can see through the fabric to the other side. It may be coming from the suppliers’ side or may happen at the manufacturing site. Both defects are responsible for poor strength of keeping garments intact with thread, hence, root cause analysis of only these two defects is taken up in the next phase of Six Sigma methodology.
6.3 Analysing performance and finding root causes
In this phase, root causes of the critical defects are identified. An in-depth analysis of potential causes of occurrence of ‘uneven stitch’ and ‘hole’ are identified during two parallel brainstorming sessions (Durakovic & Basic, 2013) with shop floor operators, quality engineers, quality managers, research advisor and research associate (Green Belt). Sessions resulted into C&E diagram (Khandker & Sakib, 2018) for occurrence of ‘uneven stitch’ and ‘hole’ (Figs. 7 and 8) under six generic categories: Material, Manpower, Measurement, Method, Machine and Environment (5 M &1E). The objective of the analysis is to reach out to root causes of occurrence of both the critical defects. Various techniques are available for root cause analysis in literature like C&E diagram, Interrelationship Diagram (ID), and CRT (Doggett, 2005). However, CRT is applied in the present study as it considers the interrelationships among the causes and helps in identifying the key problem. If one root cause is removed then occurrence of many interrelated causes also reduces. To uncover all possible relationships amongst probable causes, both the C&E diagrams (Figs. 7 and 8) are taken as the basis and they are diagnosed in detail to obtain root causes by constructing CRT diagram for uneven stitch and hole (Figs. 9 and 10).

Cause and effect diagram of critical defect- ‘uneven stitch’

Cause and effect diagram of critical defect- ‘hole’

CRT diagram of critical defect- ‘uneven stitch’

CRT diagram of critical defect- ‘hole’
As can be seen in Fig. 9, all potential causes of occurrence of ‘uneven stitch’ mentioned in C&E diagram given in Fig. 7 are broken down into more detailed and organized categories by forming CRT. Eventually five root causes are identified for ‘uneven stitch’ from the CRT diagram, namely, ‘inconsistent observation of quality standards’; ‘poor workstation maintenance’; ‘insufficient measurement knowledge’; ‘irregular maintenance of machine’ and ‘wrong inputs to sewing machine’ as highlighted in Fig. 9 in grey colour. Similarly, a total of four root causes were identified for critical defect of ‘hole’, namely, ‘incorrect specifications’; ‘unskilled operator’; ‘faulty machine parts’ and ‘foreign matters inside the machine’. Thus, in this way, nine root causes are identified, as shown in Figs. 9 and 10.
6.4 Quality improvement
This phase deals with identification of corrective measures to eliminate root causes identified in the previous phase, their implementation and checking feasibility of solutions in the existing manufacturing process. Nine root causes are identified for two critical defects in the third phase of the methodology as provided in Table 8. The aim of this phase is to determine the improvement initiatives against these nine root causes after investigating their feasibility of implementation in the process against available manpower and monetary funds under the expected time frame as shown in Table 8. Considering the fact that the MSME firm under study lacks resources due to which it has improper technological advancement, out-dated tools and techniques, poor standards, insufficient skilled labour, leadership without vision, internal resistance to change, lack of ownership from contractual labour and so on. Therefore, simultaneous implementation of multiple corrective measures is not possible as multiple changes will create the existing process unstable. Hence, to deal with this problem a discussion with the project team is held, literature is searched and it is concluded that corrective actions should be implemented sequentially instead of simultaneously. To know the sequence of implementation, improvement initiatives are prioritized through Impact-Effort matrix (Prashar, 2014). For this purpose, the team of expert assessed the potential impact of implementation of each initiative on the firm against the estimated efforts required for implementing that initiative on the basis of a 5-point Likert scale (Brooke, 1996). To obtain a final ranking of each initiative related to its impact and effort, ratings given by each expert are averaged and summarized within four quadrants. The rating related to the effort required is represented on the horizontal axis and impact is given on the vertical axis. Each initiative is mapped on the graph divided into four quadrants, namely, low effort and low impact quadrant, high effort and low impact quadrant, high effort and high impact quadrant and low effort and high impact quadrant. The representation of improvement initiatives given in Table 8 based on experts rating is given in Fig. 11.

Output of Impact-Effort matrix
The purpose of Impact-Effort analysis is to develop a sequential order in which the improvement initiatives should be implemented. The initiatives in the fourth quadrant are implemented first as they result in high impact with little effort. So, the firm can reap the benefits of these initiatives even by small investment. As per the result of Impact-Effort analysis presented in Fig. 11, improvement initiatives for RC2, RC4, RC8 and RC9 belong to the fourth quadrant and thus are highly desirable and implemented first. Next the initiatives in the third quadrant must be implemented as they result in high impact. Therefore, improvement initiatives for RC7 must be implemented next as they belong to the third quadrant. Further, the initiatives in the first quadrant are implemented next as it requires results in significant improvement in the process. Thus, improvement initiatives corresponding to RC5 are executed next to improve process performance.
The initiatives lying in the second quadrant are not implemented by the firm as they require a lot of effort but results in a little impact. Therefore, in this study, the improvement initiatives corresponding to RC1 and RC7 have not been implemented as they are lying in the second quadrant of the Impact-Effort matrix given in Fig. 11. The solutions for root causes: RC2, RC3, RC4, RC5, RC6, RC8 and RC9 are implemented in three improvement cycles. In the first improvement cycle, the initiatives lying in the fourth quadrant are implemented, in the second cycle those lying in the third quadrant are implemented and in the last cycle the initiatives in the first quadrant are executed described as follows:
6.4.1 Improvement cycle-I
In the first improvement cycle, improvement initiatives to eliminate root causes: poor workstation maintenance (RC2), irregular maintenance of machine (RC4), faulty machine parts (RC8) and foreign matter inside the machine (RC9) are implemented. Owing to limited resources in the MSME firm like time, cost and labour; manufacturing size has been given preference over quality manufacturing. This negligence towards quality creation in workshop made the firm unorganised leading to shortage of working and storage space, dirty machines and messy environment. A significant amount of time and effort are wasted only on searching equipment and pre-preparations before starting the work. Upon discussions with top management and the project team, it is decided that a 5S (Hammad 2014; Rosas et al. 2010) system should be set up to eliminate all root causes under consideration.
5S approach is initiated to establish cleanliness and standardization in the organisation. In the first step of 5S (Seiri), all unwanted materials from the workplace are removed to create space. Then in the second step (Seiton), all usable items are arranged at their assigned places. Thereafter in the third step (Seiso), all necessary measures are taken to maintain cleanliness. After that in fourth step (Seiketsu), all standards to make work place organised are considered. At the last in the fifth step (Shitsuke), a discipline is set to keep practicing the above four steps. Hence, a 5S board is formed by the top management and the task of this is to repeat the activity once every month for sustenance of the improvements achieved. Changes made in the manufacturing process to implement 5S system is presented in Table 9. After implementation of corrective measures for RC2, RC4, RC8 and RC9; process is minutely observed for 20 days. 100% inspection is carried out and process outputs are inspected for all the five types of defects under consideration of CGD. It is observed that the process performance increased from its baseline sigma level of 3.75–3.946. Reduction of 27.1% in percentage defective of critical defects ‘uneven stitch’ and ‘hole’ are observed from its existing percentage of 52.4. Also, total fraction defective is reduced to 40.7% from its existing value of 0.061. Goal of the project is to reduce critical defects by 70% and 27.1% reduction is done in the first improvement cycle.
6.4.2 Improvement cycle-II
Solution to root cause, wrong inputs to sewing process (RC5) is implemented in second improvement cycle. The process is majorly performed on an industrial sewing machine. The performance of process depends on the expertise of feedings different parameters like speed of wheel; stitches per inch; thread tension etc. on machine panel. Any variation in the parameters involved in process results into a process output which differs from the standard required. So, an optimal setting of parameters is the only solution to control the variation in process output. The problem is discussed with the top management and project team and it is decided to execute a well-planned Taguchi Method of Experimental Design (TMED) technique (Chen & Chang, 2020) to obtain optimal values of parameters.
TMED aims to achieve the optimal combination of levels of machine parameters namely thread linear density, twist/m, friction coefficient, tenacity, sewing speed and thread tensile strength through minimum number of experiments which can reduce time and cost of the optimization process. Number of experiments to be carried out in a particular situation is decided by the Eq. (5) given below:
where NTotal number of experiments required to conduct.
p Total number of parameters
L Number of levels
For designing, conducting and analyzing the experiments easily and efficiently Taguchi has given a set of orthogonal arrays (OA). Some of the frequently used standardized orthogonal arrays used in application of TMED are as follows:
2-Level OAL4, L8, L12, L16, L32.
3-Level OAL9, L18, L27.
4-Level OAL16, L32.
These OA are selected based on the number of machine parameters and their levels for each problem. In the current study we have six machine parameters responsible for performance of a sewing machine (thread linear density, twist/m, friction coefficient, tenacity, sewing speed and thread tensile strength) as factor and three levels of each parameter. In Taguchi OA, rows and columns represent the number of machine parameters and experiments respectively. In this method, the effect of change in machine parameter’s level on the occurrence of defective items is determined by the utilization of a signal to noise (S/N) ratio. (S/N) ratio expresses the variation in the responses over a certain number of experiments. On the basis of the nature of the occurrence of defective items, S/N ratio formula can be classified into:
where \(Y_{i}\) is obtained value of number of defective items and n is the number of repetitions of experiment. (S/N) ratio gives effect of machine parameters on occurrence of defective items. Thus, optimal value for machine parameters are those with maximum (S/N) ratio value. Also, to determine significant machine parameters and interactions among them, the analysis of variance (ANOVA) is used.
Experiment is initiated with six noise factors namely ‘thread linear density’, ‘twist/minute’, ‘friction coefficient’, ‘tenacity’, ‘sewing speed’ and ‘thread tensile strength’ at three-levels (Table10) and one interaction between sewing speed and friction coefficient. Full factorial experiment is avoided as it would demand huge cost and is a time-consuming exercise. Hence a design layout is prepared as per Taguchi’s L27 (313) orthogonal array (Table 11). Main effects and interactions were studied by replicating each experiment three times. The experimental data are analysed using Taguchi’s signal-to-noise (S/N) ratio method (Gijo & Scaria, 2012) on Minitab statistical software (Figs. 12 and 13). The clearance for S/N ratio is measured on nominal the best type of characteristic. From these plots, the optimal levels for parameters are identified as the level corresponding to optimal value of S/N ratio. An analysis of variance (ANOVA) of the S/N ratios is performed on Minitab as provided in (Table 12). From the ANOVA table it is clear that the machine parameters, namely, ‘friction coefficient’ and ‘friction coefficient*sewing speed’ are significant at 5 per cent level of significance. The factors ‘tenacity’ and ‘sewing speed’ are significant at 10 per cent level of significance. Thus, level that maximises S/N ratio is taken as the optimal levels for the machine parameters (Table 13).

Main effect plot for S/N ratio

Interaction plot for S/N ratio
Improvement initiatives for RC5, the process is again monitored for 20 days with control factors with a small deviation from the optimal values (Table 13) based on operational feasibilities, process and machine specifications. 100% inspection was carried out visually based on five defects of CGD to resample data for 20 days. Inspection concluded that process performance increased from 3.946 Sigma level (obtained after first improvement cycle) to 4.201. A reduction of 58% from the existing percentage of occurrence of critical defects uneven stitch and hole is observed. Total fractional defective is reduced to 71.4% from its base value of 1.22. Thus, after second improvement cycle, we are a little bit close to our goal of 70%
6.4.3 Improvement cycle-III
Improvement initiative for root causes: insufficient measurement knowledge (RC3) and incorrect specification (RC6) is implemented in third improvement cycle. Most of the shop floor operators engaged in process are unskilled and contractual. So, variations are observed while taking measurements and specifications involved in process. After discussion with project team, it is concluded that to avoid variation in process output manuals should be provided to employees. But shop floor operators are unable to understand the technical language and they are not skilled enough to follow standards. Hence project team decided to introduce a pictorial manual where process parameters, measurements required and specifications involved in process are represented through pictures, sign and handy marks. Further, individual responsibility of work culture, do’s and don’ts in the process are also mentioned to impart high quality to the process output.
After implementation of improvement initiatives for RC3 and RC6, the manufacturing process is again monitored for 20 days. 100% inspection of process output is carried out to resample data for 20 days by considering five defects of CGD as shown in Fig. 14. p-chart for fraction defective is plotted to check the stability of process after third improvement cycle. From p-chart (Fig. 15) it is clear that process is still in control. An increase in process performance is observed from existing 3.75 sigma level to 4.41. Eventually percent defective of critical defects: uneven stitch and hole is estimated to 14.8% i.e., a reduction of 71.8% is observed and goal of reducing critical defects to 70% is achieved with reduction of 85% in total fraction defective. However, at the same time, other defects have shown variation in their occurrence rate. Since it is an on-going iteration process of finding and reducing defects, hence, number of iterations depends on the goal of the project.

Sample data after improvement phase-III

p-chart after improvement phase-III
6.5 Quality control
This is the final phase of methodology to sustain the improvements achieved in the fourth phase. After every improvement cycle, p-chart for fraction defective is plotted to check process stability. Control plans are developed to assign personnel to check implementation of initiatives (Table 6). Continuous monitoring of variation in process is done by sampling data on regular basis and documenting the check sheets. Percentage increase and decrease of errors in the process is well monitored through Pareto chart (Fig. 16). Proper communication on system changes is maintained through weekly meetings amongst top management and the project team to rectify any variation at the earliest. To avoid variation in the process output, manuals are circulated among operators to follow the set standard operating procedures (SOPs), specification and optimal parameter settings for machine. For smooth running of the sewing process, utmost care is taken by the floor supervisors to keep workplace well organised.

Pareto chart after improvement phase-III
7 Result analysis
Using a case study of an Indian MSME apparel manufacturing firm, improvement of the sewing process performance of apparel manufacturing is initiated with reduction of defects. An MCDM called FDEMATEL is applied in order to filter out most influential defects from the available fourteen potential defects by studying interrelationship between defects and segregating them into ‘cause group’ and ‘effect group’. This not only helped in overcoming drawbacks of the available data on defects like unreliability, non-conformance and insufficiency, but also resulted in reduction of use of resources like time, manpower and cost. Post segregation, ranking of five defects present in the ‘cause group’ is done through FANP in order to find out critical defects. Reaching out critical defects through FANP is far better than the usual method of Pareto analysis as Pareto analysis ranks only on the basis of frequency. However, FANP ranks on the basis of multiple criteria. For instance, multiple criteria considered in the present study are—monetary loss, proportion defective, critical to quality, risk and time. Based on these criteria, critical defects identified were ‘uneven stitch’ and ‘hole’. Selection of critical defects helped in avoiding analysis of rest of the defects and drew focus on key issue which could bring maximum improvement in the sewing process. Hence, efforts were made to achieve the goal of reduction of occurrence of these critical defects to 70%. To improve sewing process performance of apparel manufacturing from the current quality level of 3.75, root causes of critical defects were identified through C&E diagram followed by CRT. C&E provided a list of potential causes of defects and after that interrelationship among all possible causes are established to reach out to root causes through CRT. To eliminate these root causes, improvement initiatives were developed against each root cause. Multiple improvement initiatives could not be implemented simultaneously owing to limited resources of the firm. Hence, they are prioritized through Impact/Effort matrix to know their sequence of implementation Order of implementation of initiatives obtained from Impact/Effort matrix was as follows: 5S method first improving the quality level to 3.946 followed by TMED implementation enhancing further the process performance to 4.201, pictorial manual introduction eventually increased the sigma level to 4.36 and rest of initiatives were dropped because of their negligible impact on process improvement. Thus, the sewing process improved from its existing 3.75 quality level to 4.36 quality level after reducing the occurrence of defects of ‘uneven stitch’ and ‘hole’. This quality level Fig. (4.36) is definitely a state of improvement from the previous Figs. (3.946 & 4.201). But the study has further scope of improvement by making the process lean. Application of lean tools at the right place help in speeding up the manufacturing process, makes efficient use of resources and reduces the overall wastage in the system. Research could even be directed to sustainable lean improvement for making workshop an environmental friendly as well. A sustainable lean study would be very helpful in getting ZED-certificate from authorised body and on the basis of which other government policies could also be availed.
8 Implications of the research
From the result of the case study, it is clear that the proposed framework has improved the process performance from its existing 3.75 quality level to 4.36 quality level. The proposed framework reduces almost 64% work load required for data collection and 60% for data analysis unlike few past studies (Bhat et al., 2020; Singh et al., 2020) which implied that direct implementation of QMP demands monitoring of each and every specifications related to the process.. This reduction of work load saved resources like time, manpower and fund for the firm. Therefore, research highlighted several implications for managers of MSMEs engaged in manufacturing and policymakers alike, which is discussed in the paragraph that follows:
8.1 Managerial implication
Several managerial implications can be drawn from the output of the present work. Proposed framework adoption can create good knowledge base within top and middle level management which in turn establishes smooth manufacturing line. This can also motivate employees to deviate from their orthodox practices of manufacturing for future improvement. This can further help in increasing manufacturing volume and its quality by reducing rejections.
The systematic, straight forward and comprehensive manner of application of fuzzy MCDM can be a great help for practitioners of quality. the Fuzzy MCDMs were applied to identify and prioritize available defects to reach out to critical defects. This decreased the process of data collection and its analysis by limiting study to critical defects and their reduction only. Also, this not only lessened the utilization of resources like time, manpower and financial support required but also increased the precision in measuring the existing quality level of apparel manufacturing process. The study can also be very useful where data available is incomplete to reach at a decision.
8.2 Policy implication
The enhanced manufacturing process after implementation of proposed framework results into final products with desired quality standards at par with the market. The quality standards so achieved after process improvement, ensured the firm to meet the minimum eligibility criteria required to avail government policy and sustain competition as well. For MSMEs who aim at improving quality of product and process, government gives technical and financial support through their policies. Technical support like training and workshops by experts, awareness campaigns can help managers to nurture quality consciousness among employees. Financial support like tax subsidy on goods and services, loans and reimbursements is helpful in overcoming the problem of limited resources like out dated technology, unskilled workforce, insufficient working capital and so on. Once advantage of suitable policy is made for a single manufacturing process, it opens many avenues for the firm to dive into improvement of other processes as well.
Firm can be a benchmark for others to present a roadmap of how to improve quality standards to avail government policies to get monetary support. Study provided detailed understanding of what all problems MSMEs face while implementing QMP so as to fulfil the requirement of policy as well as what amendment in the policy is required by policymakers in order to ease its adoption to encourage more MSMEs to come forward.
9 Conclusion
In a developing nation like India, apparel manufacturing MSMEs aim to manufacture cost-competitive higher quality output in order to ensure adequate utilization of resources and decline in rejection and rework. This goal can be realized by implementing innovative quality management framework to increase yield and efficiency of manufacturing process. In the present research, a similar framework was proposed and validated using a real-life case study of an Indian MSME engaged in apparel manufacturing. Various statistical and non-statistical tools such as Fuzzy-DEMATEL, FANP, TMED, 5S, Impact/Effort matrix along with six sigma tools were employed in the proposed five-phase methodology, to achieve the required target. The study found a large set of potential defects responsible for the non-conformance in the sewing process. Defects were segmented into cause group and effect group using FDEMATEL. Only the cause group defects were taken up for further study. Root cause analysis dealt well with interrelationship among root causes and gave a better direction to analysis. Prioritization of list of improvement initiatives against root causes not only directed the sequence of implementation of initiatives but also filtered out the improvement initiatives which were redundant. 5S and TMED taken as the improvement initiatives helped firm to enhance sewing process to manufacture high quality products. The above study can prove to be instrumental in availing government schemes and policies by utilizing resources efficiently leading to reduction in rejections and enhancement of manufacturing process. And hence, can be employed to other manufacturing sectors also.
Limitation faced during this study was acceptance of expert’s opinion as full and final decision neglecting personal biases. Besides this, the parameters selected are confined only to manufacturing, but study can be extended further to service and other areas also. Further, owing to constraints in resources in MSME under study, many complex factors which could have been emphasized were not taken in the study. Future researchers can also explore different MCDMs as per the demand of their respective research problem (Govindan et al., 2022b; Parhi et al., 2022).
Abbreviations
- MSME:
-
Medium, small and micro enterprises
- FDEMATEL:
-
Fuzzy decision making trial and evaluation laboratory
- FANP:
-
Fuzzy analytic network process
- QMP:
-
Quality management practices
- GoI:
-
Government of India
- GDP:
-
Gross domestic product
- FICCI:
-
Federation of Indian chambers of commerce and industry
- PwC:
-
Pricewaterhousecoopers
- MoMSME:
-
Ministry of medium, small and micro enterprises
- IBEF:
-
India brand equity foundation
- M/o Textile:
-
Ministry of textile
- NMCP:
-
National manufacturing competitiveness programme
- DCMSME:
-
Development commissioner ministry of medium, small and micro enterprises
- USA:
-
United States of America
- UK:
-
United Kingdom
- MCDM:
-
Multi-criteria decision making
- ZED:
-
Zero defect and zero effect
- C&E:
-
Cause and effect
- FMEA:
-
Failure mode of effect and analysis
- DMAIC:
-
Define-measure-analyse-improve-control
- SIPOC:
-
Supply input process output customer
- CRT:
-
Current reality tree
- TMED:
-
Taguchi method of experimental design
- CFCS:
-
Converting fuzzy data into crisp scores
- BNP:
-
Best non-fuzzy performance
- CGD:
-
Cause group defects
- KPI:
-
Key performance indicators
- TFN:
-
Triangular fuzzy numbers
- OA:
-
Orthogonal arrays
- S/N :
-
Signal to noise
- ANOVA:
-
Analysis of variance
- SOP:
-
Standard operating procedures
References
Ablanedo-Rosas, J. H., Alidaee, B., Moreno, J. C., & Urbina, J. (2010). Quality improvement supported by the 5S, an empirical case study of Mexican organisations. International Journal of Production Research, 48(23), 7063–7087.
Bagri, G. P., Garg, D., & Agarwal, A. (2021). Examining green practices and firm performances. International Journal of Business Performance and Supply Chain Modelling, 12(4), 329–361.
Ben, F. A., & Jaouachi, B. (2022). Study of the effect of enzymatic washing parameters on the bagging properties of denim fabric with Taguchi method. Journal of Surfactants and Detergents, 25(4), 505–519.
Bhat, S., Gijo, E. V., Rego, A. M., & Bhat, V. S. (2020). Lean Six Sigma competitiveness for micro, small and medium enterprises (MSME): An action research in the Indian context. The TQM Journal, 33(2), 379–406.
Brooke, J. (1996). SUS A quick and dirty usability scale. In P. W. Jordan, B. Thomas, B. A. Weerdmeester, & A. L. McClelland (Eds.), Usability Evaluation in Industry (pp. 189–194). London: Taylor and Francis.
Büyüközkan, G., & Çifçi, G. (2012). A novel hybrid MCDM approach based on fuzzy DEMATEL, fuzzy ANP and fuzzy TOPSIS to evaluate green suppliers. Expert Systems with Applications, 39(3), 3000–3011.
Chang, B., Chang, C. W., & Wu, C. H. (2011). Fuzzy DEMATEL method for developing supplier selection criteria. Expert Systems with Applications, 38(3), 1850–1858.
Chen, K. S., & Chang, T. C. (2020). Construction and fuzzy hypothesis testing of Taguchi Six Sigma quality index. International Journal of Production Research, 58(10), 3110–3125.
Chinta, S. K., & Kumar, R. (2012). Processing problems of polyester and its remedies. International Journal of New Technology Research, 1(7), 1–19.
DCMSME, (2015). http://dcmsme.gov.in/MSME%20ANNUAL%20REPORT%202014-15_English.pdf. Accessed on 18th August 2022.
Doggett, A. M. (2005). Root cause analysis: A framework for tool selection. Quality Management Journal, 12(4), 34–45.
Durakovic, B., & Basic, H. (2013). Continuous quality improvement in textile processing by statistical process control tools: A case study of medium-sized company. Periodicals of Engineering and Natural Sciences, 1(1).
Ferreira, F. A., Kannan, D., Meidutė-Kavaliauskienė, I., & Vale, I. M. (2022). A sociotechnical approach to vaccine manufacturer selection as part of a global immunization strategy against epidemics and pandemics. Annals of Operations Research, 1–30.
FICCI report, (2022). https://ficci.in/Sedocument/20612/manufacturing-survey.pdf. Access on 18–08–2022.
Fouda, Y. M. (2022). Integral images-based approach for fabric defect detection. Optics & Laser Technology, 147, 107608.
Garza-Reyes, J. A., Salomé Valls, A., Peter Nadeem, S., Anosike, A., & Kumar, V. (2018). A circularity measurement toolkit for manufacturing SMEs. International Journal of Production Research, 1–25.
Geršak, J., & Knez, B. (1991). Reduction in thread strength as a cause of loading in the sewing process. International Journal of Clothing Science and Technology, 3(4), 6–12.
Gijo, E. V., Bhat, S., & Jnanesh, N. A. (2014). Application of Six Sigma methodology in a small-scale foundry industry. International Journal of Lean Six Sigma, 5(2), 193–211.
Gijo, E. V., & Sarkar, A. (2013). Application of Six Sigma to improve the quality of the road for wind turbine installation. The TQM Journal, 25(3), 244–258.
Gijo, E. V., & Scaria, J. (2012). Product design by application of Taguchi’s robust engineering using computer simulation. International Journal of Computer Integrated Manufacturing, 25(9), 761–773.
Govindan, K., Nasr, A. K., Karimi, F., & Mina, H. (2022a). Circular economy adoption barriers: An extended fuzzy best–worst method using fuzzy DEMATEL and Supermatrix structure. Business Strategy and the Environment.
Govindan, K., Nasr, A. K., Saeed Heidary, M., Nosrati-Abarghooee, S., & Mina, H. (2022b). Prioritizing adoption barriers of platforms based on blockchain technology from balanced scorecard perspectives in healthcare industry: A structural approach. International Journal of Production Research, 1–15.
Govindan, K. (2022). Theory Building Through Corporate Social Responsibility 4.0 for Achieving SDGs: A Practical Step Toward Integration of Digitalization With Practice-Based View and Social Good Theory. IEEE Transactions on Engineering Management.
Govindan, K., Dhingra Darbari, J., Kaul, A., & Jha, P. C. (2021). Structural model for analysis of key performance indicators for sustainable manufacturer–supplier collaboration: A grey-decision-making trial and evaluation laboratory-based approach. Business Strategy and the Environment, 30(4), 1702–1722.
Gupta, H., & Barua, M. K. (2016). Identifying enablers of technological innovation for Indian MSMEs using best–worst multi criteria decision making method. Technological Forecasting and Social Change, 107, 69–79.
Gupta, H., & Nanda, T. (2015). A quantitative analysis of the relationship between drivers of innovativeness and performance of MSMEs. International Journal of Technology, Policy and Management, 15(2), 128–157.
Huang, C. F., Chen, K. S., Sheu, S. H., & Sheu, T. S. (2010). Enhancement of axle bearing quality in sewing machines using six sigma. Proceedings of the Institution of Mechanical Engineers Part B-Journal of Engineering Manufacture, 224(10), 1581–1590.
Huang, C. C., & Yu, W. H. (2001). Fuzzy neural network approach to classifying dyeing defects. Textile Research Journal, 71(2), 100–104.
Hussain, T., Jamshaid, H., & Sohail, A. (2014). Reducing defects in textile weaving by applying Six Sigma methodology: A case study. International Journal of Six Sigma and Competitive Advantage, 8(2), 95–104.
IBEF (2022) Indian Brand Equity Foundation, https://www.ibef.org/research/case-study/promoting-indian-textile-and-apparel-exports, accessed on 18–08–2022.
Kannan, D. (2021). Sustainable procurement drivers for extended multi-tier context: A multi-theoretical perspective in the Danish supply chain. Transportation Research Part e: Logistics and Transportation Review, 146, 102092.
Kannan, D., Solanki, R., Kaul, A., & Jha, P. C. (2022). Barrier analysis for carbon regulatory environmental policies implementation in manufacturing supply chains to achieve zero carbon. Journal of Cleaner Production, 358, 131910.
Kaushik, P., Khanduja, D., Mittal, K., & Jaglan, P. (2012). A case study. The TQM Journal, 24(1), 4–16.
Keist, C. N. (2015). Quality control and quality assurance in the apparel industry. Garment Manufacturing Technology (pp. 405–426). Wood head Publishing.
Khandker, S., & Sakib, T. U. (2018). Dmaic approach for process improvement: improving fabric width shrinkage of basic t shirt. In: International Conference on Mechanical, Industrial and Energy Engineering, 23–24 December, Khulna, Bangladesh.
Khanna, S., & Kaur, A. (2022). Innovation and technology of knitted apparels. In Advanced Knitting Technology (pp. 95–140).
Kharub, M., & Sharma, R. (2020). An integrated structural model of QMPs, QMS and firm’s performance for competitive positioning in MSMEs. Total Quality Management & Business Excellence, 31(3–4), 312–341.
Khurana, S., Haleem, A., & Mannan, B. (2019). Determinants for integration of sustainability with innovation for Indian manufacturing enterprises: Empirical evidence in MSMEs. Journal of Cleaner Production, 229, 374–386.
Kim, H., Jung, W. K., Park, Y. C., Lee, J. W., & Ahn, S. H. (2022). Broken stitch detection method for sewing operation using CNN feature map and image-processing techniques. Expert Systems with Applications, 188, 116014.
Krishnan, S., K. Mathiyazhagan, and V. R. Sreedharan, 2020. “Developing a hybrid approach for lean six sigma project management: A case application in the reamer manufacturing industry.” IEEE Transactions on Engineering Management.
Kumar, M., Antony, J., & Tiwari, M. K. (2011). Six Sigma implementation framework for SMEs–a roadmap to manage and sustain the change. International Journal of Production Research, 49(18), 5449–5467.
Kyosev, Y., & Kühn, T. (2022). Joining high thickness materials by sewing–first modelling steps of the stitched place. Applied Composite Materials, 29(1), 83–93.
Lande, M., Shrivastava, R. L., & Seth, D. (2016). Critical success factors for Lean Six Sigma in SMEs (small and medium enterprises). The TQM Journal, 28(4), 613–635.
Lee, C. K. H., Ho, G. T. S., Choy, K. L., & Pang, G. K. H. (2014). A RFID-based recursive process mining system for quality assurance in the garment industry. International Journal of Production Research, 52(14), 4216–4238.
Li, R. J. (1999). Fuzzy method in group decision making. Computers and Mathematics with Applications, 38(1), 91–101.
M/O Textile, (2022). http://texmin.nic.in/sites/default/files/AR_Ministry_of_Textiles_%202021-22_Eng.pdf. Access on 18–08–2022.
Mallet, E., & Du, R. (1999). Finite element analysis of sewing process. International Journal of Clothing Science and Technology, 11(1), 19–36.
Manhas, V. K., Gupta, P., & Gupta, H. (2015). Developing and validating critical success factors of TQM implementation in MSMEs of Punjab in India. International Journal of Indian Culture and Business Management, 11(4), 405–421.
Meric, B., & Durmaz, A. (2005). Effect of thread structure and lubrication ratio on seam properties. Indian Journal of Fibre and Textile Research, 30, 273–277.
Modgil, S., Singh, R. K., & Foropon, C. (2020). Quality management in humanitarian operations and disaster relief management: a review and future research directions. Annals of Operations Research, 1–54.
Moin, C. J., Doulah, A. S. U., Ali, M., & Sarwar, F. (2018). Implementation of an operating procedure for quality control at production level in a RMG industry and assessment of quality improvement. The Journal of the Textile Institute, 109(4), 524–535.
MoMSME, (2021). https://msme.gov.in/sites/default/files/MSME-ANNUAL-REPORT-ENGLISH%202020-21.pdf. Access on 14–07–2021.
Nayak, R., & Padhye, R. (2015). Garment Manufacturing Technology. Elsevier.
Nayak, R., & Padhye, R. (2018). Artificial intelligence and its application in the apparel industry. Automation in Garment Manufacturing (pp. 109–138). Woodhead Publishing.
Nethaji, P., Kaliyappan, P., Sathya, R., Hariprakash, S. R., & Prakash, K. (2021). Analysis of six sigma—implementation of DIMAC methodology in foundry industry. Advances in Materials Research (pp. 1213–1222). Springer.
Noor, A., Saeed, M. A., Ullah, T., Uddin, Z., & Ullah Khan, R. M. W. (2022). A review of artificial intelligence applications in apparel industry. The Journal of the Textile Institute, 113(3), 505–514.
Nupur, R., Gandhi, K., Solanki, A., & Jha, P. C. (2018). Six Sigma Implementation in cutting process of apparel industry. Quality IT and Business Operations (pp. 279–295). Springer.
Ortiz-Barrios, M., Cabarcas-Reyes, J., Ishizaka, A., Barbati, M., Jaramillo-Rueda, N., & de Jesús Carrascal-Zambrano, G. (2020). A hybrid fuzzy multi-criteria decision-making model for selecting a sustainable supplier of forklift filters: a case study from the mining industry. Annals of Operations Research, 1–39.
Panwar, A., Jain, R., Rathore, A. P. S., Nepal, B., & Lyons, A. C. (2018). The impact of lean practices on operational performance–an empirical investigation of Indian process industries. Production Planning & Control, 29(2), 158–169.
Parhi, S., Joshi, K., Gunasekaran, A., & Sethuraman, K. (2022). Reflecting on an empirical study of the digitalization initiatives for sustainability on logistics: The concept of Sustainable Logistics 40. Cleaner Logistics and Supply Chain, 100058.
Prashar, A. (2014). Adoption of six sigma DMAIC to reduce cost of poor quality. International Journal of Productivity and Performance Management, 63(1), 103–126.
Prashar, A. (2016). Using shainin DOE for six sigma: An Indian case study. Production Planning & Control, 27(2), 83–101.
Prashar, A. (2018). Toward cycle time reduction in manufacturing SMEs: Proposal and evaluation. Quality Engineering, 30(3), 469–484.
Raj, A., Mukherjee, A. A., de Sousa Jabbour, A. B. L., & Srivastava, S. K. (2022). Supply chain management during and post-COVID-19 pandemic: Mitigation strategies and practical lessons learned. Journal of Business Research, 142, 1125–1139.
Rathinamoorthy, R. (2018). “Sustainable apparel production from recycled fabric waste. Sustainable Innovations in Recycled Textiles (pp. 19–52). Singapore: Springer.
Saaty, T. L. (1996). Decision making with dependence and feedback: The analytic network process (Vol. 4922). RWS Publ.
Shah, P. P., & Shrivastava, R. L. (2013). Identification of performance measures of Lean Six Sigma in small-and medium-sized enterprises: A pilot study. International Journal of Six Sigma and Competitive Advantage, 8(1), 1–21.
Shamsi, H. S. (2014). 5S Conditions and improvement methodology in apparel industry in Pakistan. Journal of Polymer and Textile, 1(2), 15–21.
Sharma, P., Malik, S. C., Gupta, A., & Jha, P. C. (2018). A DMAIC six sigma approach to quality improvement in the anodising stage of the amplifier production process. International Journal of Quality & Reliability Management, 35(9), 1868–1880.
Sharma, R. K., & Kharub, M. (2015). Qualitative and quantitative evaluation of barriers hindering the growth of MSMEs. International Journal of Business Excellence, 8(6), 724–747.
Simegnaw Ahmmed, A. and Ayele, M. (2020). In-Depth Analysis and Defect Reduction for Ethiopian Cotton Spinning Industry Based on TQM Approach. Journal of Engineering, 2020
Singh, M., & Rathi, R. (2019). A structured review of Lean Six Sigma in various industrial sectors. International Journal of Lean Six Sigma, 10(2), 622–664.
Singh, M., Rathi, R., Khanduja, D., Phull, G. S., & Kaswan, M. S. (2020). Six sigma methodology and implementation in indian context: A review-based study. Advances in Intelligent Manufacturing (pp. 1–16). Singapore: Springer.
Soti, A., Shankar, R., & Kaushal, O. P. (2012). Six sigma in manufacturing for micro, small and medium enterprises in India. International Journal of Productivity and Quality Management, 9(1), 61–81.
Sushil. (2020). Interpretive multi-criteria ranking of production systems with ordinal weights and transitive dominance relationships. Annals of Operations Research, 290(1–2), 677–695
Blackburn, R. (Ed.). (2015). Sustainable apparel: Production, processing and recycling. Woodhead Publishing.
Syduzzaman, M., & Golder, A. S. (2015). Apparel analysis for layout planning in sewing section. International Journal of Current Engineering and Technology, 5(3), 1736–1742.
Trimarjoko, A., Saroso, D., Purba, H., Hasibuan, S., Jaqin, C., & Aisyah, S. (2019). Integration of nominal group technique, Shainin system and DMAIC methods to reduce defective products: A case study of tire manufacturing industry in Indonesia. Management Science Letters, 9(13), 2421–2432.
Uddin, S. M., & Rahman, C. M. L. (2014). Minimization of defects in the sewing section of a garment factory through DMAIC methodology of six sigma. Research Journal of Engineering Sciences, 3(9), 21–26.
Ukponmwan, J. O., Mukhopadhyay, A., & Chatterjee, K. N. (2000). Sewing thread. The Textile Institute, 91, 168–171.
Vaid, S. K., Vaid, G., Kaur, S., Kumar, R., & Sidhu, M. S. (2022). Application of multi-criteria decision-making theory with VIKOR-WASPAS-Entropy methods: A case study of silent Genset. Materials Today: Proceedings, 50, 2416–2423.
Varun, S. Appaiah, & C.S Chethan Kumar. (2015). Enhancing the operational effectiveness of sewing segment in garment industry by DMAIC approach. International Research Journal of Engineering and Technology 2 (3), 840-847
Vishwakarma, A., Dangayach, G. S., Meena, M. L., & Gupta, S. (2022). Analysing barriers of sustainable supply chain in apparel & textile sector: A hybrid ISM-MICMAC and DEMATEL approach. Cleaner Logistics and Supply Chain, 5, 100073.
Wong, W. K., Yuen, C. W. M., Fan, D. D., Chan, L. K., & Fung, E. H. K. (2009). Stitching defect detection and classification using wavelet transform and BP neural network. Expert Systems with Applications, 36(2), 3845–3856.
World Economic Forum, (2020). The global competitiveness report. World Economic Forum. https://www3.weforum.org/docs/WEF_TheGlobalCompetitivenessReport2020.pdf. Accessed on 04–09–2022.
Wu, W. W., & Lee, Y. T. (2007). Developing global managers’ competencies using the fuzzy DEMATEL method. Expert Systems with Applications, 32(2), 499–507.
Yıldırım, F. F., Yavas, A., & Avinc, O. (2020). Printing with sustainable natural dyes and pigments. Sustainability in the textile and apparel industries (pp. 1–35). Cham: Springer.
Zarbakhshnia, N., Govindan, K., Kannan, D., & Goh, M. (2022). Outsourcing logistics operations in circular economy towards to sustainable development goals. Business Strategy and the Environment.
Zhou, B. (2016). Lean principles, practices, and impacts: A study on small and medium-sized enterprises (SMEs). Annals of Operations Research, 241(1–2), 457–474.
Funding
This work was sponsored by Shanghai Pujiang Program (Grant No. 2021PJC066) and Shanghai Soft Science Research Program (Grant No. 22692196400). This research was supported by National Natural Science Foundation of China Project (72072021, 71772032).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Ethical approval
This article does not contain any studies with human participants or animals performed by any of the authors.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Xu, S., Nupur, R., Kannan, D. et al. An integrated fuzzy MCDM approach for manufacturing process improvement in MSMEs. Ann Oper Res 322, 1037–1073 (2023). https://doi.org/10.1007/s10479-022-05093-5
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10479-022-05093-5