
Abstract
Electrospinning has attracted a worldwide interest as a technique for the production of nanofibrous membranes with diameter ranging 2 nm to several microscales using natural and synthetic polymers. The electrospun nanofibres have advantages such as high surface area, easy surface modification, functionalization of polymeric chains, inexpensive and tunable thermo-mechanical properties. Moreover, electrospinning is one of the simplest techniques for the incorporation of nanofillers into polymeric nanofibres. Herein, we review the preparation and applications of natural and polymer-based nanofibrous membranes. We focus on applications of the electrospun membrane for energy storage, water purification and biomedical. Furthermore, we show surface morphologies of nanofibrous membranes using fast emission scanning electron microscopy, transmission electron microscopy, atomic force microscopy, Brunauer–Emmett–Teller and micrographs.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Recently, the use of nano- or micron-scale fibres derived from natural and synthetic polymers has increased. The progress made in the fabrication of nano- and microfibrous membranes has resulted in the increased production of such fibres for several biomedical purposes including tissue engineering, wound dressing and protein absorption. The applications of natural biomaterial-based nano- and microfibrous membranes increased as a result of their inherent characteristics such as (1) increased porosity in sub-micrometre scale (geometry and morphology with nanodimensions), (2) biocompatible nature (3) barrier effect to bacterial species and (4) reasonable mechanical stability (Kumar Mishra et al. 2017). The final characteristics of such nano- or microfibrous membranes are dependent on certain factors like alignment as well as the orientation of fibres, morphology, geometry, porosity, surface functional entities, etc. (Mishra et al. 2018a). Various methods have been developed for the large- and small-scale synthesis potential materials for the different applications (Mondal et al. 2018; Chaudhary et al. 2017; Sonkusare et al. 2018; Tanna et al. 2016; Mohanty and Mondal 2013; Saha et al. 2015). In this specific respect, electrospinning is a convenient, swift and cost-effective technique and is presently in the preliminary stage of commercial-scale production. It provides possible utility infiltration systems (Aguilar-Costumbre et al. 2016), tissue designing scaffolds, injury dressings, medicine delivery system, biomimetic products (Elsayed and Lekakou 2015), composite reinforcement and a lot more (Bognitzki et al. 2001; Ko et al. 2003; Mohammadzadehmoghadam et al. 2015). Because electrospun fibres have practical application in both nanotechnology and biotechnology, this has been considered as an inspiration behind the currently updated attention in an approach that has been recognized since the 1930s (Wendorff et al. 2012).
The theory behind electrospinning is simple and easy: an electrical field is utilized across a polymer solution along with a collector plate, to force a polymer solution jet released from a tiny orifice. As the solution jet moves, the solvent evaporates and simply leaves behind a charged polymer fibre, which goes through stretching and also thinning due to the whipping, finally accumulates on the grounded collector in the form of a randomly oriented web of micro- or nanofibres. The experimental operational situations are recognized to have a considerable impact on the ultimate fibres. Earlier researchers show that the growth and development of beneficial applications of electrospun nanofibres entail an intensive perception of the electrospinning guidelines as the morphology and consequently diameter of the electrospun nanofibre may have an impact on the end product.
The first electrospinning-related patents were issued to Cooley (entitled “Apparatus for electrically dispersing fluids”) (Cooley 1902) and to Morton (“Method of dispersing fluids”) (Morton 1902), both in 1902 in the USA. Further, this idea followed by many researchers and published a series of patents in a decade from 1934 to 1944, which includes experimental techniques and set-ups for polymer nanofibre productions using polymer filaments charged with electrostatic force. In 1971, DuPont researchers reported the synthesis of acrylic fibres with a diameter below 1 μm using dimethylformamide (Lukáš et al. 2009). The actual era of polymer nanofibre synthesis using electrospinning initiated after 1990, and since this technique has attracted near about every field of research. Now, more than forty different types of organic polymers nanofibres have been prepared using electrospinning technique for applications like engineering, plastics, optical and electronic devices, biopolymer synthesis. Due to the versatility of the electrospinning process and resultant electrospun membranes, researchers have been encouraged to examine the property and application of such membranes (Wei et al. 2018).
The ultimate goal of this review paper is to comprehensively deliberate the principle, materials, methodology involved in the electrospinning method. In addition, characterization techniques used for electrospun membranes and their biomedical applications are mentioned herein.
Fundamentals of electrospinning
The term “electrospinning” is derived from “electrostatic spinning” which mainly consists of a polymer solution; the polymer solution is subjected to an electrical field to form polymer filaments within electrodes of opposite charges. On applying the very high voltage (~ 15 kV), the polymer solution in the syringe get charged and electrostatic repulsion counteracts the surface tension of polymer solution and at certain point liquid erupts from the surface in the form of a liquid jet. Ejected charged solution is evaporated or solidifies collected on round rotating collector in the form of wide stretched nanofibres. The elongation and thinning of the fibre resulting from this bending instability lead to the formation of uniform fibres with nanometre-scale diameters. When the applied voltage is below the critical values, the maximum elongation of the fibre will not form, which may arise breaking of the jet in the form of droplets (Feltz et al. 2017). Figure 1 illustrates the basic set-up for electrospinning experiment.

Schematic set-up for electrospinning
The patent describes the method for the production of artificial thread from cellulose acetate/acetone mixture. The electrospinning system is illustrated in Fig. 3. It comprises (1) a wheel, (2) two electrodes, (3) a vessel and (4) a rotating collector. Because of the electric field generated by electrodes, the solution containing cellulose acetate is sprayed from the vessel. The charged solution that comes out of the vessel tends to reach the rotating collector in the form of threads. After that, the threads are subjected to cleaning in a customized washing followed by stretching as well as drying (Karakas 2014). Electrospinning has received consideration by the year 1990 during which various researchers agreed the fact that nanofibres can be generated out of several polymers. After this declaration, the popularity of electrospinning technique remarkably increased, which in turn resulted in the significant number of published research papers.
In today’s context, electrospinning is recognized as an excellent technology for the generation of nanofibrous materials. The electrospinning process is performed as follows: initially, a desired amount of polymer is dissolved in an appropriate solvent, and then a high voltage (kV) is applied between the nozzle of the syringe containing polymer solution and the ground collection system (Bognitzki et al. 2001). Electrospinning differs from the other techniques in which mechanical energy is utilized to generate extrusive force via interactive action between the charged polymer solution and external electrical field. When the electrospinning process proceeds, a fluid structure in the conical form named as “Taylor cone” will be generated at the syringe’s edge. At that point, where the critical voltage is achieved, the force, which is repulsive in nature exhibited by charged polymer solution, tends to overcome the surface tension (Jirsák et al. 2015). Due to this action, the eruption of a charged jet takes place. As the jet sets to flow towards the area of lower potential, evaporation of solvent occurs. Thereafter, elongation of fibres takes place due to enhanced electrostatic repulsion process of the polymer with due course of evaporation of the solvent. The charged fibres finally deposited onto the grounded collector plate as a random scaffold. The residual surface charge on the nanofibres will dissipate upon the contact with the metal collector if the collector is grounded well. The continuously elongated fibres are produced as the polymer chain strength helps in the prevention of jet break-up (Rutledge et al. 2000). The operating conditions for electrospinning method are usually defined as below: the syringe nozzle size with a gauge of 17–25 (internal diameter 0.26–1.067 mm); the flow rate is in the range of 0.1–5 mL h−1; applied voltage is typically 5–25 kV; and nozzle-to-target distance is 6–20 cm. Collectors can be of different materials, shapes and sizes. Furthermore, rotating collectors can be utilized to fabricate membranes with aligned fibres (Dersch et al. 2004). To obtain the desired nanofibres through electrospinning, it is necessary to draw attention to several parameters such as voltage, the feed rate of solution, spinning distance, type of collector, size of the syringe nozzle, velocity, humidity and temperature of air in the spinning chamber.
Additionally, the properties of polymer solution including molecular weight, conductivity and viscosity characteristics, the vapour pressure of the solvent, dielectric properties of the system and surface tension can affect the formation of nanofibres (Jalili et al. 2006). Zhong et al. described the procedure for the fabrication of collagen nanofibrous scaffolds in an aligned manner. Comparative investigations on the structure as well as in vitro characteristics of aligned and random collagen scaffold were made. Scaffold with aligned pattern showed decreased cell adhesion and greater cell proliferation characteristics for rabbit conjugation fibroblasts as compared to the random scaffold (Zhong et al. 2006). Kim et al. fabricated three-dimensional (3D) nanofibrous sponge-like scaffolds. In this study, the method for obtaining fibres in a dispersed state was developed via a collection of fibres in a coagulation bath. Thereafter, the dispersed fibres were allowed to be solidified via freeze-drying, and the 3D nanofibrous sponge-like structure was formed. The 3D structure was found to be highly porous as compared to the 2D structure since enhanced bone cell adhesion and proliferation were achieved for the 3D scaffold (Kim et al. 2014). Figure 2 represents the SEM images for 2D and 3D nanofibrous sponge-like scaffolds.

Scanning electron microscope (SEM) images for a–c 2D nanofibrous sponge and d–f 3D nanofibrous sponge structures obtained after the first day of cell seeding. The presence of pores and cells in the sponge is indicated by arrows (Ki et al. 2008)
Wagner et al. developed a two-stream electrospinning system. Through this set-up, elastic fibres with two different sub-micrometre sizes were formed from poly(ester urethane) and poly(lactide-co-glycolide) (Qin et al. 2015). The antibiotic agent, namely tetracycline hydrochloride, was incorporated in poly(lactide-co-glycolide) matrix for antibacterial application. Figure 3 shows the two-stream electrospinning set-up where the fibres generated from the first component presented antibiotic property, whereas the fibres produced from the other component exhibited excellent mechanical properties. The fibrous product developed by the two-stream electrospinning process was used as a temporary closure for the abdominal wall. Therefore, the fibrous product resulted via two-stream electrospinning process offered the benefit of both mechanical and antibacterial properties.

Two-stream electrospinning system (Hong et al. 2008)
A direct electrospinning set-up was introduced by Kim and Yoon (2008) to prepare micro-/nanofibrous membranes. In this system, a guiding electrode along with an air blower was used for generation of poly(caprolactone)-based micro-/nanofibrous membranes for wound dressing application. The produced membranes were highly porous, and they demonstrated excellent specific surface area and tensile strength. The advantage of the direct electrospinning process is the generation of stable fibres in a steady-state manner with the absence of interruption of charges while depositing on the substrate. The lack of interruption is due to the removal of the solvent in a complete manner (Stano et al. 2008). Figure 4 presents the direct electrospinning system. During the conventional spinning process, the fibres flushed out with a high charge. In addition, the excess solvent that remains during the electrospinning process tends to interrupt the rate of fibre deposition. Such type of limitations can be addressed by the direct electrospinning system. The presence of the guiding electrode helps in minimizing the static charges for the fibres, and the air blower removes the excess solvent. The fibres with minimized charge can be subjected to deposition on conductive or non-conductive-type targets.

Direct electrospinning apparatus (HVDC high-voltage dc electric field, HVAC high-voltage ac electric field) (Kim and Yoon 2008)
With appropriate selection of several polymer blends and conducting the spinning process under different conditions, it is possible to generate nanofibres with beaded, ribbon, porous, core–shell and aligned morphologies (Fong et al. 2001). However, since the electrospinning process is so complicated, comprehensive theoretical models that encompass all the pertinent variables have yet to be developed. Until recently, only certain qualitative general principles have been available to guide the electrospinning operation.
Parameters for electrospinning
Nowadays, there is a requirement for the generation of electrospun fibres with a specific diameter and desired morphology. In spite of the experimental set-up, the electrospinning operation is influenced by numerous parameters, for example, the polymer nature and molecular weight, solution concentration, viscosity, surface tension as well as conductivity, solvent nature, voltage, flow rate, distance between needle tip to collector, and also surrounding variables (temperature, humidity). Therefore, several research activities are promoting to investigate the effect of these parameters on the properties of fibres (Raghvendra and Sravanthi 2017). These parameters are classified into the following categories: (1) solution parameters, which mainly deal with viscosity, (2) operational parameters such as working distance, applied voltage and flow rate of the solution and (3) environmental parameters including temperature and humidity. Some of these key parameters that affect the electrospinning process are given in Table 1.
Solution parameter for electrospinning
The morphology and properties of nanofibres obtained by electrospinning process can be influenced by several characteristics of a polymer, such as viscosity, molecular weight as well as the conductivity and surface tension of the polymer solution. Among them, rheological characteristics of polymers are the most important factor regarding fibre spinning and polymer processing (Abraham et al. 2017). Various correlations are provided for describing the viscosity behaviour of the polymer solution. From the “definition” point of view, a polymer solution is termed as concentrated in case if the concentration of solute is beyond 5 wt%. The viscosity of the polymer solution depends on the molecule’s shape, molecular weight, hydrophilic nature, the interaction of the polymer with the solvent and concentration of the dissolved polymer. In addition, it is well known that polymeric chain length is a mere representation of molecular weight and entanglement. It is obvious that high viscosity of the polymer solution depends on the radius of gyration of polymer and density of entanglement coupling, which is independent of solvent’s nature. The tremendous increase in the viscosity with increase in the concentration of polymer is a result of the formation of an intermolecular linkage between polymer chains (Mishra et al. 2017; Thomas et al. 2017).
In the electrospinning process, nanofibres are generated via a uniaxial stretching process of viscous solution. In the fibre generation process through electrospinning, the polymer solution is stretched under electrostatic forces and it is solidified. The drawing of solution for production of fibres will tend to continue until sufficient feed solution to the spinning jet is available. Hence, fibres will be produced in a continuous manner due to the lack of disruption. However, utilization of appropriately viscous solution for the electrospinning process can result in the formation of homogenous bead-free fibres. It is to be noted that it is tough to pump the highly viscous polymer solution via capillary and such solutions may dry or drip at the tip (Dalton et al. 2006; Luo et al. 2010). The relationship between viscosity and fibre diameter is given in Eq. 1. It is well known that viscosity is a function of concentration or molecular weight of the polymer used for the electrospinning process. If the viscosity of the polymer solution is high, it will interrupt the formation of fibres. In case of high viscosity, fibres with increased diameter are produced. If the adequate viscosity of the polymer solution is maintained, the formation of beads in the electrospun fibres can be avoided (Dhakate et al. 2010).
The formation of homogeneous fibres is possible when the surface tension of the solvents used is low. When the concentration of polymer solution reaches the threshold limit, it may lead to the generation of droplets rather than fibres (Araújo et al. 2016). On the other hand, the presence of highly concentrated polymer leads to an increase in the viscosity of the polymer solution, which can affect the morphology of fibres. In other words, it can be generalized that a viscous solution can resist elongation of the jet and the formation of thin fibres (Christiansen and Fojan 2016). An earlier work demonstrated the interrelationship between the viscosity of polyethene oxide solution and bead formation. The study revealed the fact that the beads and their density are dependent on the viscosity of the polymer solution. It was confirmed that high viscosity of the polymer solution leads to the formation of spherical and spindle-shaped beads, which is then accompanied by the formation of nanofibres with irregular bead flaws. In the case of polymer solution with high conductivity, the jet will carry a huge quantity of electrical charges. Under such conditions, the addition of polyelectrolyte in small fractional amount will help in enhancing the stretching of jet and thereby forms uniform bead-free fibres with a smooth surface (Tsou et al. 2013). Also, when the conductivity of the polymer solution is high, the enormous tensile force will be created with respect to the voltage applied. This, in turn, helps in the formation of nanofibres with a reduced diameter. In this regard, another study was carried out to investigate the influence of sodium chloride on the production of nanofibres through electrospinning process (Padron et al. 2013). It was declared that the presence of sodium chloride in the polymer solution helps in enhancing the charge density of the jet, which actually increases the production of homogeneously smooth nanofibres. In a similar research, the addition of salts to poly-dl-lactic acid (PDLLA) solution caused the formation of smooth nanofibres with devoid of beads (Kriegel et al. 2009). In addition, further studies demonstrated that the presence of surfactants in the polymer solution could affect the conductivity, which will assist in the formation of fibres with uniformity and nanoscale dimensions (Dong et al. 2012).
Solvent properties
The essential factors to be chosen for the selection of solvent prior to electrospinning are its solubility and boiling point. The solvents with low boiling points result in very fast evaporation, which creates a hindrance at the needle tip during the spinning process, while the solvents with a high boiling point generate ribbon-shaped fibres rather than round shape. This is due to the absence of complete dehydration of the solvent before reaching the collector. Consequently, volatility of the solvents influences the microscopic characteristics of the electrospun fibres, such as diameter, shape and porosity. It is important to consider that the utilization of solvents in the electrospinning process exhibits hazardous effects (Megelski et al. 2002). The properties of several solvents are given in Table 2.
Processing parameters
Effect of voltage
Increasing the applied voltage reduces the drawing stress and hence decreases the diameter of the resultant fibres. Abolhasani et al. investigated the influence of applied voltage on the poly(vinylidene fluoride) nanofibres. It was observed that the diameter of the electrospun fibres decreased gradually with increase in the applied voltage (Li et al. 2016a). However, maintenance of the control over the electrospun fibres is highly challenging at high voltage. This is owing to the fact that increased drawing stress can result in the breakage of fibres. Thus, the employment of an optimal voltage during the spinning process will be appropriate for the generation of Taylor cone (Yarin et al. 2001).
Volumetric flow rate
The presence of an optimal flow rate is required for the generation of Taylor cone in the electrospinning process. In fact, slower flow rate leads to the creation of a vacuum inside the syringe. On the contrary, higher flow rates will result in the build-up of the solution near the edge of the needle (Chowdhury and Stylios 2011). Both the conditions will have a definite effect on the formation of Taylor cone during the electrospinning process. Furthermore, in order to reduce the formation of beads in the resultant electrospun fibres, it is necessary to maintain a persistent and steady flow rate (Oliveira et al. 2013). Thus, the morphology of the electrospun nanofibres is affected by the flow rate of the polymer solution.
The distance between the tip and the collector
If the distance between the tip of the needle and the collector is increased, a decrease in the elongation of fibres will occur, which is owing to the exponential relationship between the surface charge density of polymer and the distance. In this case, lesser will be the magnitude of the electrical field generated which leads to the formation of a minor amount of charged ions (Luo et al. 2010).
The diameter of the needle tip
The fibre diameter is examined to get increased with respect to increase in needle’s tip diameter. In this respect, no correlation has been found between the diameter of the needle tip and electrospun fibre diameter in a separate contribution (Dalton et al. 2006).
Fibre assemblies
Several methods are described for the production of fibres with different patterns or assemblies. In order to obtain fibres with different assemblies, modifications in the electrospinning systems are introduced. The modifications are made not only to obtain fibres with different assemblies but also to overcome the limitations of conventional electrospinning set-up (Teo and Ramakrishna 2006). Also, modifications help in improving the efficiency of the spinning process and thereby production of optimized fibres is made possible. Information about different types of electrospinning systems is provided in Table 3.
Application of electrospinning for various types of nanofibres
Nowadays, polymer nanofibres are employed in a wide range of applications in diverse industries and also in other areas. Natural polymers are preferable over artificial polymers in medical and biological services because of their low immunogenicity and finer biocompatibility. Investigators have investigated the employment of electrospinning process of natural polymers such as gelatin, collagen and silk fibroin (Le Corre et al. 2013). Moreover, synthetic polymers are preferred over natural polymers in certain needs because synthetic polymers can be tailored to develop the mechanical and degradation properties. Certain synthetic polymers can be used in biomedical applications including polylactide (PLA) and polyglycolide (PGA) in the manner of electrospun nanofibrous scaffolds (LeCorre-Bordes et al. 2016). In addition, copolymers look like an attractive opportunity to obtain new structures with desirable features from electrospinning and also have better efficiency than that of homopolymers. In some cases, the mechanical, thermal, morphological and biodegradability properties of polymers can be customized by using copolymers in the electrospinning process. Incorporation of the hydrophilic polymer of hydrophobic polyesters enhances the cell affinity of polyesters (Mussa Farkhani and Valizadeh 2014). It is worth mentioning that electrospinning is also the most common technique, which is used for the preparation of one-dimensional materials. One-dimensional nanostructures exhibit a long axial aspect ratio, which has a great influence on the physical and chemical properties of materials. Using electrospinning, nanofibres are fabricated by electrostatic stretching of a viscous solution of polymer composites by applying a high voltage (Szilágyi and Nagy 2014). In the recent years, researchers have focused on the fabrication of metal oxide nanofibres such as tin oxide (SnO2), zinc oxide (ZnO), titanium oxide (TiO2) and nickel oxide (NiO) through the electrospinning of polymer solution containing metal precursors and followed by annealing procedure (Ochanda 2010; Krupa et al. 2012; Dorneanu et al. 2014). Depending on the thermal degradation of polymers, certain polymers such as polyvinyl alcohol (PVA) and polyacrylonitrile are chosen as a sacrificial template for the fabrication of metal oxide nanofibres (Annamalai et al. 2017). After the annealing process, the organic components will be degraded and the metals will be oxidized by inorganic precursors giving nanofibres with the desired metal oxide.
Cellulose and its derivative-based electrospun fibrous membranes
One of the inexhaustible organic polymers, which are present in nature, is cellulose. It remains as a structural component for plant cells. Wood remains as the principal resource and comprises around 47% of cellulose. Other than the plants, the presence of cellulose can be evidenced in the biomass of vegetables. Organisms like algae, aquatic animals and bacteria exhibit the ability to synthesize cellulose. In addition to this, the extraction of cellulose is possible from several annual crops. The presence of raw materials for the extraction of cellulose is abundant in nature, and also cellulose exhibits biodegradability and biocompatibility characteristics (Mishra et al. 2018b). Due to these reasons, demand for the production of eco-friendly materials from cellulose biopolymer is ever increasing. The backbone of cellulose contains a linear and semi-crystalline polymeric material called cellobiose, which is made up of two glucose units linked by glycosidic linkages (C–OC) at C1 and C4 locations. The degree of polymerization (DOP) factor determines the figure of repeating glucose units that vary from 20 to 10,000 for chemically synthesized cellulose and naturally available bacterial or wood cellulose, respectively. Cellobiose is the dimer of glucose, and this serves as the repeating unit of natural cellulose polymer. The degree at which the polymerization occurs for cellulose depends on the source from which the monomer is derived. The cellulose derived from wood source is known to contain 10,000 glucose units.
On the other hand, cellulose derived from cotton contains 15,000 units of glucose. The presence of three hydroxyl groups in each glucopyranose molecule is responsible for imparting chirality and biodegradation characteristics for cellulose due to their high reactivity. The presence of hydroxyl groups in cellulose help in the formation of the hydrogen bonds. This leads to the formation of micro-fibrillated structure, crystalline as well as amorphous fractions and cohesive properties of cellulose polymer. In general, cellulose is found to be hydrophilic in nature as it contains both inter- and intramolecular hydrogen bonding in the framework. The hydrophilic property of cellulose enables it to be difficult to be dissolved in hydrophobic solvents (Mishra et al. 2018c). Thus, utilization of cellulose-based derivatives for the production of industrial products came into practice in order to overcome the poor dissolving capability of natural cellulose. However, the cellulose is an abundant and renewable resource found in most parts of the world, which makes it a cheap raw material for various applications. The electrospinning technique offers the advantage for the production of cellulose-based fibres. The electrostatic forces, as well as shear forces, help in the spinning process in order to obtain aligned polymeric chains and nanocellulose phase. In addition, the smaller the fibre diameter, the greater will be the degree of alignment. The removal of the solvent can occur in a faster manner when the diameter of spun fibres is small. This, in turn, helps in the rapid alignment of fibres and polymeric phase such that extensive drying period can also be avoided (Shin et al. 2012). There are various approaches, which are tried for spinning of nanocellulose solutions or the suspension of nanocellulose in polymers. The techniques used so far include electrospinning, melt spinning and dry spinning (Kenawy et al. 2009). Different types of techniques used for the continuous production of cellulose fibres are shown in Fig. 5.

Different types of techniques used for the preparation of continuous cellulose fibres
An important parameter in polymer electrospinning is the selection of a proper solvent since cellulose has a highly crystalline structure that makes it highly insoluble. What makes it even more difficult is the requirement that the solvent should not degrade its structure (Ohkawa et al. 2009). Commonly used solvents for cellulose are not very volatile and are not completely removed during electrospinning. Special instruments will be needed for removing them from the fibres through coagulation steps. This requirement is one limitation in the cellulose electrospinning process (Rezaei et al. 2015). Nanofibres have been obtained from the electrospinning of native cellulosic solutions, but they are mostly produced from cellulose derivatives. Ionic liquids are salts with relatively low melting points often employed for electrospinning of cellulose and can form constant liquids at temperatures below 100 °C (Clough et al. 2015). Qi and others employed polyol binders such as poly(ethylene glycol) (PEG) to improve the electro-spinnability of cellulose. Poly(ethylene glycol) with high molecular weights (HMPEG) is a long-chain polymer which can easily form very thin fibres by electrospinning. Increasing the HMPEG content decreases the viscosity of the polymer solution because of the interactions between inter- and intramolecular cellulose chains (Qi et al. 2010). The direct electrospinning of pure cellulose from cotton and bamboo in combination with chitosan is described in another study. They mixed trifluoroacetic acid–acetic acid and used it as the solvent to obtain nanofibres with an average diameter lower than 100 nm (Devarayan and Kim 2015). Poly(vinyl alcohol) (PVA) is a semi-crystalline, completely biodegradable, non-toxic, water soluble, chemo- and thermo-resistant, and the biocompatible polymer produced industrially by hydrolysis of poly(vinyl acetate). It can be easily processed and is highly penetrable by water (Krumova et al. 2000). PVA readily interacts with a wide variety of cross-linking agents to form a gel. These properties of PVA have resulted in its use alone or in combination with other polymers in producing nanofibres and in such applications as in food technology, the packaging industries; and in producing medical, cosmetic, pharmaceutical, filtration and drug release materials (Nune et al. 2017). A survey of nanofibres composites obtained by electrospinning from PVA and cellulose nanofibre (CNF) solutions is reported (Šutka et al. 2017). Authors have obtained cellulosic nanofibres by mixing cellulose and PVA in the presence of NaOH with urea used as the solvent. The mechanism of the PVA effect on cellulose structure is similar to that of HMPEG (Song et al. 2017).
In recent years, many micro-/nanofibres with bionic structures have been fabricated by the combination of the electrospinning and bionic technologies, such as lotus-leaf-like fibres (Lim et al. 2013), spider-like fibres (Pant et al. 2010), peapod-like fibres (He et al. 2015), porous fibres (He et al. 2012), tubular fibres (Teo et al. 2005), necklace-like fibres and tree-like nanofibres (Huan et al. 2015). Tree-like nanofibres, as its name implies, are composed of trunk fibres and branch fibres, the thick trunk fibres act as a skeleton support which can improve the mechanical property, and the thin branch fibres act as connection props which can increase the surface area-to-volume ratios and decrease the pore size. It has been noted that the dispersion of nanocellulose has not yet been completely achieved even in polymers, which are soluble in water (Xu et al. 2013; Wang et al. 2014; Spinella et al. 2015; Fox et al. 2016). Approaches like chemical grafting, modification with surfactants and solvent exchange process are used to ensure dispersion of nanocellulose in polymer matrices. The modification techniques helped in improving the interfacial adhesion between nanocellulose and the polymer matrix. The selection of suitable technique usually depends on the type of matrix used and targeted application due to the complexity in the dispersion of nanocellulose in the polymer matrices. Hydrothermal modification of cellulose is a process that treats cellulose in water at elevated temperatures to depolymerize cellulose and decrease the degree of polymerization to the level of 400. Wawro and others used hydrothermally modified cellulose pulp for the manufacture of cellulose fibres. The pulp thus obtained exhibited solubility in aqueous alkaline solutions, while its electrospinning also became easier (Wawro et al. 2009). In another study, Frenot used the cellulase enzyme obtained from a genetically modified Trichoderma reesei strain to electrospun enzymatically treated cellulose (Frenot et al. 2007). Cellulose esters are a group of modified cellulosic materials. Nonenteric cellulose esters (such as cellulose acetate propionate, acetate butyrate and acetate) are insoluble in water and may be suggested as carriers of active components in some viscose food dispersions. Enteric cellulose esters, such as hydroxypropylmethylcellulose phthalate (HPMCP) or cellulose acetate phthalate (CAP), are soluble in mildly acidic to slightly alkaline solutions but insoluble in acidic conditions and can be used as carriers of acid-sensitive bioactive materials such as some vitamins, probiotics and prebiotics. Cellulose has a low surface charge in its native form and by chemical modification or combination with highly charged material could increase its surface charge to become favourable for electrospinning (Rezaei et al. 2015).
The physical modification of cellulose into different types of micro- and nanostructures has been reported in the literature (Chauhan and Chakrabarti 2012). Nanoscale materials are attracting increasing attention due to their superior properties such as tensile strength, elasticity modulus and density compared to their macro-sized counterparts. Addition of nanocellulose has been found to improve the conductivity of the spinning jet since negatively charged sulphate functional groups are present in the unmodified nanocellulose. This, in turn, helped to achieve a reduced diameter of the electrospun fibres. However, higher loadings of nanocellulose may increase the diameter of the electrospun fibres. Thus, dilution of the spinning jet is being practised for easy processing during electrospinning. The dilution becomes mandatory while especially performing the electrospinning for a solution with high nanocellulose loadings (Deitzel et al. 2001; Ureña-Benavides et al. 2010; Wanasekara et al. 2016). Several studies have been carried out to investigate the influence of nanocellulose loading and surface modification on the difficulty associated with the electrospinning process. Apart from the changes made in nanocellulose, modifications performed in functional groups of polymers also affect the electrospinning process (Agarwal et al. 2008; Bhardwaj and Kundu 2010).
Cellulose acetate (CA) is one of the common derivatives of cellulose and hence falls under the category of the semi-synthetic polymer. It is derived through esterification process of cellulose with an acetic acid. Based on the degree of esterification, the cellulose derivative contains a different degree of the substituted acetyl group. Thus, cellulose acetate differs in properties in accordance with the degree of acetyl functionality substitution in the chemical framework. The two important categories of cellulose acetate generally used for commercial purposes include cellulose diacetate and cellulose triacetate. The acetyl values for cellulose diacetate and cellulose triacetate are 55 and 61%, respectively. Similarly, they are different in the degree of substitution (DOS) (Zugenmaier 2004; Cerqueira et al. 2009; Tang et al. 2013). The solubility of CA in solvents is dependent on acetyl value. In many research studies that employed cellulose acetate as the starting material, the post-spinning deacetylation of the resulting cellulose acetate–electrospun non-woven fabrics using an alkaline solution produces cellulose–electrospun non-woven fabrics. A two-step method, which involves the conversion of cellulose acetate–electrospun non-woven fabrics to cellulose–electrospun non-woven fabrics via a post-spinning deacetylation, has been applied by many researchers. Herrera et al. (2011) reported a tenfold increment in storage modulus for cellulose acetate mats reinforced with nanocellulose. The storage modulus was found to increase upon the addition of 5 wt% of nanocellulose. With further increment in nanocellulose loadings, the modulus decreased because of agglomeration. Consequently, several routes were exploited in order to attain the ordered orientation of fibres in the polymer matrices such that it is possible to improve the mechanical properties (Teo and Ramakrishna 2006). The approaches explored are (1) utilization of rotating drum-based collector (Lee and Deng 2012) and (2) utilization of two metal sheets as collectors with gap among them (Herrera et al. 2011). Furthermore, the incorporation of nanocellulose was found to largely affect the characteristics of spun mats. The mats with unique characteristics, namely (1) ultra-fine thickness, (2) improved surface area and (3) adequate porosity, find potential in biomedical, sensors, separation and catalysis applications. Dong et al. (2012) used the nanoindentation technique to study the mechanical property for PMMA fibres reinforced with nanocellulose obtained via electrospinning. It has been found that the storage modulus of PMMA fibres increased upon addition of nanocellulose up to 17 wt%. In comparison with fibres, the mechanical properties were found to highly improve for electrospun mats made from biopolymers.
Certain researches for the preparation of cellulose acetate-based nanocomposites upon addition of fillers have been reported. When iron oxide (Fe2O3) nanoparticles were added to the cellulose acetate matrix, homogeneous suspension and smooth electrospun fibres were obtained, and an improvement in properties has been found. Fabrication of nanoporous bio-composite membrane was carried out by mixing cellulose acetate with finely chopped polyaniline nanoparticles using the electrospinning method. It was found that the membrane exhibited a wide range of porosity and biocompatibility characteristics (Ahmed et al. 2015). Similarly, an electrospun silver nitrate (AgNO3) nanoparticle-incorporated cellulose acetate membrane showed excellent antimicrobial characteristics. In a separate contribution, different varieties of cellulose-based membranes (pure cellulose, cellulose/chitosan blends, cellulose/polymethyl methacrylate blends) were designed using the electrospinning process (Son et al. 2004, 2006). We summarized the various study based on the electrospun fibre from nanocellulose, as mentioned in Table 4.
Chitosan-based electrospun fibrous membranes
The natural biopolymers such as chitin and chitosan gained a significant deal of attention regarding medical and pharma-based applications owing to their excellent biocompatibility, non-toxic nature and biodegradable aspect (Zhong et al. 2006). The inflammatory reaction, as well as toxicity problems due to the utilization of synthetic polymers, can be surpassed largely by eco-friendly chitin and chitosan biopolymers. Also, these biopolymers are known to possess anticancer, antimicrobial, analgesic, haemostatic and antioxidant characteristics (Pillai et al. 2009; Kumirska et al. 2010). Chitosan is a significant derivative of biopolymer chitin and is acquired through partial deacetylation of chitin when subjected to alkaline or enzymatic hydrolysis treatment process. The degree of deacetylation is defined as the ratio of glucosamine to the sum of glucosamine and N-acetylglucosamine units. If more than 50% degree of deacetylation is achieved, a partially de-acetylated form of chitin is considered as chitosan (Synowiecki and Al-Khateeb 2003; Aranaz et al. 2009). The degree of deacetylation is an important parameter that determines the biological characteristics of chitosan. In certain conditions, molecular weight also seems to play a significant role in terms of biological properties. In addition, chitosan seems to be enzymatically degradable, which is an attractive property for medical applications. When chitosan-based implants are incorporated, enzymes that occur naturally in the human body can cause degradation of the implants with due course of time. The enzymes that are responsible for the degradation of chitosan include lysozyme, pepsin and papain. Moreover, the rate of degradation is associated with the degree of acetylation and cross-linking effect. The kinetics for degradation of chitosan also depends on the percentage of crystallinity, a factor controlled by the degree of crystallinity. Hence, it is clear that chitin degradation can be more influenced by enzymes compared to chitosan due to the fact that chitin contains a number of N-acetyl glucosamine residues. Since chitosan remains in de-acetylated form, it can withstand in vivo conditions without prominent chain degradation (Mourya and Inamdar 2008; Younes and Rinaudo 2015).
Moreover, investigation of the suitable solvents to produce electrospun chitosan fibres was carried out (Ohkawa et al. 2004). Chitosan (8 wt%) dissolved in trifluoroacetic acid solvent when subjected to electrospinning-formed nanofibres. However, beads were also noticed in certain instances in the chitosan fibres. Thus, the research group tried to optimize the dissolution of chitosan using a mixture of solvents in order to obtain a smooth texture for the resultant electrospun fibres. In this respect, chitosan was dissolved in a combination of two solvents, i.e. trifluoroacetic acid/dichloromethane at altered ratios. It was found that the utilization of dichloromethane as a co-solvent assisted in enhancing the production of more homogenous fibres. Appropriate results were noticed when the ratio of trifluoroacetic acid/dichloromethane was maintained at 70:30. The same group also attempted to fabricate electrospun chitosan fibres with the diameter less than 100 nm (Ohkawa et al. 2006). In this study, commercially obtained chitosan samples with different molecular weights were used for the electrospinning process. It was observed that there is a linear relationship between polymer concentration and fibre diameter. As the polymer concentration reduced, the fibre diameter decreased. The optimal viscosity range for obtaining uniform fibre was determined to be 0.8–1.0 Pa s. The electrospun fibres with an average diameter of 60 nm were obtained for chitosan polymer with higher molecular weight and at the solution concentration of 2 wt% (Van Der Schueren et al. 2012).
The effect of operating conditions on the average diameter of the fibres was also examined (Sencadas et al. 2012a, b). It was observed that the average diameter of the electrospun chitosan fibres increased with respect to increase in distance (5–20 cm) between the tip of the needle and the collector. The applied voltage also had an influence on the uniformity of the produced fibres. More uniform fibres were obtained when the applied voltage was increased. In addition, when the applied voltage was increased from 20 to 30 kV, it was found that the average diameter of the fibres tends to decrease. The only meagre effect was noticed on the average diameter of chitosan fibres with regard to the inner diameter of the needle. However, the feed rate had no effect on the average diameter of the electrospun chitosan fibres (Jafari et al. 2011; Chowdhury and Stylios 2012). In a further study, the factorial design was carried out to explore the possibility of obtaining homogenous chitosan fibres by optimizing the factors that affect the electrospinning process. The interactions among parameters such as the concentration of chitosan, solvent ratio and electric field strength were studied. It was observed that the interaction between chitosan concentration and field strength, as well as a solvent ratio and field strength, played a prominent role to obtain homogeneous nanofibres. Other studies revealed that apart from trifluoroacetic acid, acetic acid is an effective solvent for the fabrication of fine chitosan fibres (Ohkawa et al. 2004; Geng et al. 2005; Jacobs et al. 2011).
An approach reported that the properties of chitosan fibres can be improved by blending it with a second polymer. For this purpose, polymers such as PLA, PVA, PEO and collagen are suggested. All these polymers exhibit biocompatibility and biodegradability nature, and hence, biomedical applications of the resultant electrospun fibres will not be affected. It has been found that the electrospun fibres exhibited a mean diameter of 124 nm (Duan et al. 2004). Along with nanofibres, microfibres were also visualized after the electrospinning process. The structural and calorimetric characterization techniques confirmed that the microfibres resulted from the secondary polymer polyethylene oxide. The formation of microfibres took place due to the phase separation among chitosan and polyethylene oxide. Different grades of polyethylene oxide were also examined for blending with chitosan, and it was found that molecular weight has no effect on the diameter of the resultant electrospun fibres (Bhattarai et al. 2005; Yang et al. 2006). Different polymers and nanoparticles-based chitosan electrospun fibres and their applications are tabulated in Table 5.
Polycaprolactone (PCL)-based electrospun fibrous membranes
Apart from the type of polymers used for designing a scaffold, the important characteristics such as biodegradable as well as biocompatible nature and mechanical stability of the polymer membranes should also be considered. In addition, the growth behaviour of cells on the scaffold will be affected by its design and morphology. Another class of biopolymer which is widely used for the biomedical application is PCL which is a semi-crystalline polymer and it is hydrophobic in nature. PCL can be produced through ring-opening polymerization of the ε-caprolactone polymer. It exhibits good solubility along with tunable mechanical characteristics, which makes it attractive for blending with other natural as well as synthetic polymers. PCL cannot be biodegraded by enzymes, and it undergoes hydrolytic degradation into low molecular weight compounds which makes it an attractive biopolymer for utilization where the slow rate of degradation is essential (Ali Akbari Ghavimi et al. 2015). PCL possesses a glass transition temperature (Tg) of − 60 °C (Matta et al. 2014).
The food and drug administration (FDA) approved the utilization of PCL for biomedical applications in 1970. The biomedical applications of PCL are mainly due to its significant features such as high elongation-at-break (%) as well as elastomeric properties, high solubility in a variety of solvents, processing ability at low-temperature conditions and production of materials resulted from degradation which are non-toxic in nature (Wang et al. 2005b). It has been confirmed in an in vitro study that PCL tends to lose half of its strength after 8 weeks when subjected to degradation via hydrolysis (Yoon and Ji 2003).
In a recent study, PCL was blended with starch via copolymerization technique with the aim to reduce the cost of the product and motivate the growth behaviour of cells when a naturally derived biopolymer is present (Little et al. 2009). It has been found that after the addition of starch to the PCL matrix, the rate of the non-isothermal crystallization process for PCL blends tends to increase. The damping characteristics of PCL/starch blends make them suitable for a biomedical application like orthopaedic implants, where it is required for the implant to undergo excessive mechanical strain. In order to enhance the rate of degradation, the blending of PCL with an increased quantity of starch has been carried out. When the content of starch present in the PCL matrix was increased, it has been found that PCL becomes highly susceptible to degradation by proteinase K49 enzyme (Wang et al. 2005b). For PCL, the hydrolytic degradation which is an auto-catalytic reaction is initiated at the ester linkage. However, the hydrophobic domains present in the PCL are susceptible to hydrolytic degradation process and hence seem to be highly preferable for its utilization as implantation materials. When hydrolytic degradation proceeds, breakage of ester link leads to the formation of fragmented oligomers. These oligomers are lower molecular weight compounds, which are then engulfed by macrophages as well as giant cells. The hydroxy caproic acid produced as a by-product of the hydrolytic degradation process can either be metabolized by tricarboxylic acid cycle or excreted via renal secretion (De Jong et al. 2001; Tsuji et al. 2005). Investigation of the enzymatic degradation of PCL by esterases and lipases was also conducted (Gan et al. 1997). A study has reported the utilization of PCL/collagen composite blends for skin graft application. Monitoring for the investigation of the degradation behaviour of collagen as well as its cell adhesion performance with respect to time was carried out (Shah et al. 2008). PCL exhibits a resorption rate of 1 year which renders it a promising material for making suitable skin grafts for patients with burn injuries. It is also declared that PCL demonstrates essential stability properties required for a skin graft. Unique for this study was the ability to control cell growth and adhesion by the amount of collagen in the initial mixture with PCL. The scaffolds with higher content of PCL showed enhanced cell adhesion properties. This result also paved the way for the utilization of PCL/collagen blends for drug delivery application in order to heal the wound site (Heydarkhan-Hagvall et al. 2008; Chen et al. 2011; Lu et al. 2011).
Poly(lactic acid) (PLA)-based electrospun fibrous membranes
Poly(lactic acid) (PLA) can be produced from a lactic acid monomer which is derived from natural resources such as corn, wheat, sugarcane and starch (Karande et al. 2016). Among various techniques used for the production of PLA, the most generally practised methods are (1) direct polycondensation of lactic acid and (2) ring-opening polymerization (ROP) of lactide (Inkinen et al. 2011).
Through direct condensation method, PLA chains ranging from low to intermediate molecular weights can be produced due to the presence of water produced by the polymerization reaction. The molecular weight of PLA chains can be increased by removing water generated in the reaction. However, this is possible under high temperature assisted with high vacuum conditions which can possibly increase the risk of racemization process (Signori et al. 2009; Wu and Hakkarainen 2015). The low molecular weight PLA chains can then be coupled by utilization of chain-extending agents such as peroxide and isocyanates for the production of various varieties of high molecular weight compounds of PLA (Signori et al. 2009). In case of ROP technique, it is possible to control the polymerization process and produce PLA with definite molecular weight as well as the desired ratio of D and L sequence in its structure (Tsuji 2005; Murariu et al. 2008). The two leading commercial producers for PLA include (1) Cargill Dow polymers and (2) Mitsui Chemicals; both the companies follow different methods to produce PLA with high molecular weight. Cargill employs condensation polymerization technique to produce PLA chains of low molecular weight. This compound is further subjected to depolymerization for the formation of lactide. Then, the lactide produced undergoes purification process via distillation technique. Later, the purified lactide is converted into PLA of desired molecular weight through the ROP process. Like Cargill, Mitsui also follows the direct condensation route for the production of PLA with high molecular weight (Kim et al. 2003; Vink et al. 2003). The difference adopted in this technique includes the simultaneous removal of water from the polymerization reaction through azeotropic distillation (Wang et al. 2008; Li and Wang 2010; Arlt 2014).
The parameters of PLA, such as crystallinity, composition, molecular weight and stereochemistry, control its thermal and mechanical characteristics (Carrasco et al. 2010; Wang et al. 2012). Conducting the polymerization reaction with various lactides with the help of catalyst can help in the production of stereospecific PLA. The stereospecificity, thermal history as well as techniques used for processing of PLA play important roles in affecting its crystallinity properties (Lim et al. 2008; Inkinen et al. 2011). The three important types of PLA are (1) poly(d-lactic acid), (PDLA), (2) poly(l-lactic acid) (PLLA) and (3) poly(d,l-lactic acid) (PDLLA). The polymer PDLLA exhibits amorphous nature while PLLA, as well as PDLA, possesses semi-crystalline property. The degree of crystallinity for PLA is known to be well affected by the l-lactic acid content.
Initially, hollow fibres of small length are fabricated from PLLA for drug delivery purpose and it has been found that the biopolymer undergoes degradation with respect to the controlled release of the impregnated drug (Tsuji and Miyauchi 2001; Hiemstra et al. 2006; Xu et al. 2006; Chang et al. 2016). High molecular weight PLLA was also produced and implanted in the abdominal wall of guinea pigs. It was found that PLLA exhibits tissue receptive characteristics and slow degradation under in vivo conditions (Bos et al. 1991; Yang et al. 2005). The excellent biocompatible nature exhibited by PLLA enables it to be used as a prospective material for surgical sutures. In spite of this, the application of PLLA as a bioresorbable suture is relatively limited, since PLLA shows only half of its weight loss in 1 or 2 years of degradation time (Wang et al. 2005a; Walton and Cotton 2007; Raghavendran et al. 2014).
Even though PLA is an excellent biomaterial with attractive features, it exhibits certain drawbacks that restrict its application. PLA possesses significant mechanical properties, which are comparable with that of commercial synthetic polymer polyethylene terephthalate (PET). The tensile strength of PLA is 53 MPa, which is nearly equal to PET (54 MPa). The tensile modulus (3.4 GPa) of PLA is even slightly higher than that of PET (2.8 GPa). However, the major disadvantage of PLA is its elongation-at-break (%) properties, which is only 6% for PLA and 130% in the case of PET (Hamad et al. 2015). The poor elongation-at-break (%) property for PLA makes it very brittle in nature which in turn impedes the application of PLA wherever high toughness is an essential factor. Upon consideration of this drawback with PLA, research activities are progressed to develop strategies for the modification of PLA. In general, bulk modification technique such as blending, copolymerization and surface modification approaches including entrapment, photograph grafting and the coating is carried out. Through these modifications, it is possible to tune the hydrophobicity, biodegradability, toughness and reactive functionality properties of PLA such that targeted application can be satisfied (Gref et al. 2000; De Delgado Sousa et al. 2001; Ravi Kumar et al. 2004).
Modification of electrospun membranes
The dealings with the treatment of the electrospun membranes are usually performed to incorporate functionality in order to enhance inherent membrane properties, for example, pore dimensions distribution, mechanical or thermal features (Ahmed et al. 2015; Aslan et al. 2016). Thermal treatment has proven to change the pore dimensions along with enhancing the hydrophilicity of electrospun fibres. Among the groups of people formerly produced the electrospun polyvinylidene fluoride-co-hexafluoropropylene membranes. Polymer content was changed from 10 to 15 wt%. They analysed the consequences of hot pressing on the porosity, pore dimensions and contact angle (Lee et al. 2013). Authors applied a swift contact approach to hot-press the membranes with an iron at a surface temperature of 200 °C. Two sheets of the electrospun membranes were additionally hot-pressed collectively as a way to examine the influence of thickness on membrane properties. Hot pressing induced the fibres to stick at intersections which therefore played a role in the mechanical durability of the membranes. Hot pressing as well led to lower contact angle as well as teenier pores. Membranes produced with 10 wt% polyvinylidene fluoride-co-hexafluoropropylene and hot-pressed with two sheets experienced pores of 0.26 μm, as well as that, maintained their hydrophobic effects with a water contact angle of 125 °C (Mighri et al. 2005; Park et al. 2016b). The membranes displayed an elevated salt rejection rate of 98% along with a water flux between 20 and 22 L h−1 m−2. Authors applied an annealing operation to enhance the mechanical features of poly(lactic acid). Annealing at 90 °C for 30 min resulted in reduction in pore size in the range of 2.8–0.9 μm and a rise in the elastic modulus by 2500% (Liao et al. 2014). Solid rejection rate improved significantly from 10% for as-spun poly(lactic acid) to 85% for thermally modified membranes, showing the reason for heat treatment in enhancing the capabilities of the electrospun membranes (Li et al. 2013). Researchers formulated polytetrafluoroethylene nanofibre membranes by means of electrospinning and then a sintering operation. Electrospinning has been performed with a 26 wt% solution accompanied by the polytetrafluoroethylene: poly(vinyl alcohol) mass ratio of 7:3. The poly(vinyl alcohol)/polytetrafluoroethylene membranes were sintered at different times as well as temperatures. An electrospun membrane was hydrophilic (water contact angle of 28.8°) as a result of the hydrophilic behaviour of the PVA. Nevertheless, sintering at 380 °C for 30 min considerably increased the contact angle (150°); it expresses a substantial improvement in the hydrophobicity of the membrane (Yin et al. 2013). The purification capability of polyamide 6 (PA-6) nanofibre membranes has also been analysed. The membranes accompanied by a thickness of 71 μm possessed an average pore dimension of 113.7 nm.
However, the untreated membranes were prone to cracking throughout wetting or washing; the membranes were heat-modified over their glass transition temperature in possibly wet or dry situation to enhance their dimensional constancy. The derived PA-6 membranes were employed for air purification, eliminating dust contaminants with a rejection rate of approximately 99.98%. In a different research, authors performed heat treatment process for electrospun PES membranes at 190 °C (Homaeigohar et al. 2012). They noticed that inter-fibre adhesion in the heat-treated membranes has been achieved, which resulted in superior mechanical features. It has also been found that the modified membranes have better mechanically consistency; however, they exhibited inferior permeation as well as a flux in comparison with unmodified at the similar feed pressure. The productions of the composite from electrospun polyethersulfone (PES) nanofibres on a PET non-woven help the pre-purification of wastewater. They noticed that improving the working pressure triggered the pore structure of the membrane to collapse, leading to considerable flux reduction. This tendency is usual of electrospun mats in hydraulic flow since pressure-generated compression leads to change the porosity and therefore permeability of the membrane to reduce. To eliminate this problem in order to enhance interfacial stability within the PES and PET layers, the samples have been exposed to constant heating for 6 h at 190 °C in an air environment (Choong et al. 2014). Heat treatment temperature has been selected above the boiling point of the solvent as well as underneath of the glass transition of PES. After a 24 h, they observed that heat-treated membranes showed a minor decline in flux in comparison with untreated membranes. Hence, heating led to much better adhesion in between the pair of layers and also avoided distortion of the membrane framework under the applied pressure (Shirazi et al. 2013). Significantly, efforts have actually been performed to improve the hydrophilicity of polymeric membranes for fluid penetration since hydrophobic membranes tend to be more susceptible to fouling. Plasma modification has been employed to include hydrophilic groups on the membrane surface; therefore, lesser water contact angle on the surface has been achieved. Authors tailored the polypropylene fibril membranes by introducing plasma via the cross section instead of the surface for enhancing their hydrophilicity. They employed long-distance plasma excitation along with Ar, and then acrylic acid modification in aqueous solution has been performed. The overall performance of the membrane has been considerably improved because water flux improved from 732 to 1763 kg m−2 h−1 and adsorptions fouling as a result of bovine serum albumin (BSA) reduced by 67% in the tailored membrane. This enhancement is related to enhancement in hydrophilicity because water droplets were capable to entirely wet the tailored membrane (Zhao et al. 2012). Authors additionally established composite membranes through coating PVDF-HFP nanofibre membranes together with cellulose. Cellulose perforates in the structure of the porous membrane, which leads to altering the hydrophobic fibres into super-hydrophilic (Liao et al. 2013a). Cellulose has been employed to restrict the pore size and also decrease the average pore size of the electrospun membrane from 0.9 to 0.3 μm. These composite membranes are designed for purifying oil in water having efficiencies 99.98% as well as permeate flux of 1781 L m−2 h−1 (Ejaz Ahmed et al. 2014).
Application of electrospun fibrous membranes
Nanofibres offer various applications such as biotechnology, medicine delivery, injury healing, microelectronics, ecological safety, energy harvest as well as because of their huge surface area-to-volume ratio, in surface functionalities and also excellent mechanical functionality (Hosseini Ravandi et al. 2013). Improvement in electrospinning has presented an increase to numerous nanofibrous structures over the ordinary non-woven membrane. Electrospun fibre bundle and also consistent yarn have been applied for several applications, and twisted type usually provides more desirable mechanical durability and uniformity in comparison with untwisted yarns (Vitchuli et al. 2010). Authors wrapped electrospun ZnO yarn together with NiO yarn to develop free-standing p–n junctions. Apart from the textile field, there are numerous additional possible applications for electrospun fibre yarn of confined length collectively in its twisted as well as untwisted structure (Lotus 2009). Electrospun fibres are often produced from conductive materials so that they can be employed in applications wherein its conductivity is a desired useful feature. In this way, the authors developed polyvinylidene fluoride (PVDF)/carbon nanotube (CNT) nanofibre-wrapped ropes via electrospinning (Zheng et al. 2015). The huge specific surface area helps electrospun membranes to work as useful scaffolds for growing cells, carrying medicines, rectifying harmful gases or functioning as sensors for selected molecular species (Liu et al. 2010). The minimum solidity along with substantial interconnectivity of pores tends to make electrospun membranes as an excellent candidate for purification media as the resistance to movement and also reduced flux because particle retention is very low (Desai et al. 2009; Domenjó 2014). Past few years, many studies have been reported on the electrospun membrane and related potential applications, as given in Table 6.
Purification
Developed electrospun fibres have been stipulated with consideration to their application in purification by calculating fibre diameter as well as purification efficiency of fibre. Fibre purification is among the relevant areas in engineering. As an example, fibre filtration systems possess the benefit of substantial purification performance as well as minor air resistant (Geise et al. 2010). According to the works of the literature, as specified in Fig. 6, the electrospun membranes are classified based on the application as well as overall performance mode.

Electrospun nanofibre membranes for purification
The efficiency of filters is linked to fibre fineness which is probably the most important aspects of filtration systems. Electrospinning nanofibres are able to capture oil droplets when tiny as 0.3 μm, and this is the crucial character in purification sector. Therefore, electrospinning fibres are excellent applicants for the elimination of adverse tiny contaminants. The effectiveness of electrospun nanofibre filtration systems is enhanced according to the incredible surface area-to-volume ratio which leads to improving surface cohesion. Several researchers have discussed that electrospun polyacrylonitrile (PAN) possesses outstanding purification effectiveness (Patil et al. 2017). Nevertheless, purification is usually a pressure operating procedure. Because electrospun membranes are minimal in solidity and also are comprised of fibres which are flexible together with very small in diameter, they are usually extremely compressible. The desirable features of the high specific surface area and also low solidity are decreased due to compression of the electrospun membranes (Goetz et al. 2018). This result is further important for functions with high pressure including reverse osmosis (up to 7 MPa). Consequently, a concept of the compressive feedback of electrospun membranes is crucial as a way to examine their application as filtration media or even separation membranes. This possible issue is not restricted to electrospun fibre membranes; however, it can be present in other forms of polymer filtration systems or membranes in which solidity is actually less (Liao et al. 2018). Compared to traditional filtration fibres at the identical pressure drop, nanofibres with a diameter possess a higher capacity to absorb the fine particles as the slip flow close to the nanofibres enhances the diffusion, interception and also inertial impaction performance. Experimental analysis, as well as theoretical measurement, verified that electrospun nanofibres are extremely beneficial for trapping airborne contaminants (0.5–200 μm) (Zhu et al. 2017). An extremely fine layer of electrospun nanofibres coated onto a porous template is satisfactory to remove the contaminated penetration. The circulation of air resistance and aerosol purification features connect with the attachment weight of the electrospun fibre coating (Wang et al. 2017a). Additionally, electrospun layers display negligible impedance to moisture vapour diffusion that is crucial for shielding clothing in decontamination functions. A nylon-6 electrospun membrane (thickness 100 μm, pore dimensions 0.24 μm) and an industrial high-efficiency particulate air filtration system (thickness 500 μm, pore dimensions 1.7 μm) having 300 nm suggested that the thin nanofibre membrane has a pretty greater purification efficiency (99.993%) in comparison with the high-efficiency particulate air filtration system (99.97%) (Li et al. 2016b). Polystyrene nanofibres (diameter nearly 600 nm) have been electrospun based on reused expanded polystyrene and blended with micro-glass fibres to develop a filter system for the elimination of water droplets in a water-in-oil emulsion. The inclusion of a little quantity of polystyrene nanofibres has been discussed to considerably improve the capturing efficiency (from 68 to 88%). In an additional study, electrospun nylon nanofibres have been additionally mixed with the glass fibres (diameter 5 μm) for the coalescence filtration system, along with the inclusion of an appropriate quantity of nanofibres (1.6 wt%) to the coalescence filtration system which enhanced the capture performance (Boo et al. 2016).
Wound dressing and drug delivery
Electrospinning can produce a medium to shield the injuries. The researches have shown that employing electric field in the ultra-fine nanofibres may be perfectly spun onto the wounded location of skin to develop a fibrous mat dressing. These types of nanofibres have pore dimensions between 500 and 100 µm which are ideal for shielding the injuries from germs (Mirzaei et al. 2016). A variety of polymers, for example, collagen/chitosan, silk fibroin and also ABA kind poly(dioxanone-co-l-lactide)-block-poly(ethylene glycol) block copolymer, is electrospun and also recommended for wound dressing functionality. Figure 7a–c shows scanning electron microscope (SEM) microstructure of spun PVA nanofibres without any treatment and treated with methanol and heat correspondingly. The PVA nanofibres received from the heat treatment method have a split and fine structure and can maintain their web structure better than the nanofibres produced from the other techniques (Hong et al. 2006).

Scanning electron microscopy (SEM) images of a as-spun, b methanol-treated, and c heat-treated PVA/AgNO3 nanofibres after water immersion at 37.88 °C for 5 h (Hong et al. 2006)
Authors have likewise produced antibacterial electrospinning nanofibres of poly(ɛ-caprolactone) with small nanoparticles of silver-loaded nanozirconium phosphate which has possible application in injury dressing. The result illustrates that the electrospun fibres have antimicrobial features (Mogoşanu and Grumezescu 2014). Additionally, authors have described an electrospinning instrument that employs a guiding air blowing equipment and electrode to allow the generation of injury dressing cover of poly(ɛ-caprolactone) nanofibres. Furthermore, authors discussed that electrospinning of polyvinyl–pyrrolidone iodine complex and also polyethylene oxide/polyvinyl-pyrrolidone iodine complex system in the form of a potential path to antimicrobial injury dressing materials. Electrospun nanofibres are additionally useful templates for nervous tissue maintenance. Electrospinning is mentioned in the form of a standard approach for producing polymeric nanoscale fibres. Different types of synthetic as well as natural polymers have already been effectively electrospun into tiny and high-quality fibres. The higher ratios of surface to volume of developed fibres are able to improve medicine loading and cell connection qualities (Megelski et al. 2002). A variety of medicines, for example, antibiotics, anticancer, ribonucleic acid and deoxyribonucleic acid, are employed by electrospun fibres. Making use of electrospinning is able to create capsules nanofibre having medicines for regulating medicine delivery system. Authors stated that electrospinning of methacrylic acid copolymer is an excellent approach for medicine delivery for both polar and non-polar medicines (Zamani et al. 2013).
Energy storage
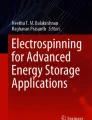
In the majority of batteries, the porous structure is an important factor. A sponge-like electrode has superior discharge current as well as capacity, and a porous separator between the electrodes is able to efficiently prevent the short circuit; however, it enables the exchange of ions easily. Solid electrolytes employed in portable batteries, for example, lithium-ion battery, are usually made up of a gel or porous host to maintain the liquid electrolyte within (Deimede and Elmasides 2015). To gain superior ion conductivity, the host material, known as a separator, must have a permeability to ions. A porous membrane with properly interconnected pores, appropriate mechanical strength as well as good electrochemical stability can be a possible applicant. Authors designed an anode membrane by means of electrospinning slurry of titania nanoparticles, conductive carbon black nanoparticles as well as poly(acrylic acid) in the role of the binder. The subsequent anode material displayed excellent charge/discharge cycling constancy with only a 5% reduction in capacity after 450 cycles at 0.5 °C (Goriparti et al. 2014). To enhance cyclability as well as capacity retention, authors developed electrospun C-Mo2C fibre membrane with inserted junctions. The existence of MoO2 throughout the carbonization operation triggered a reaction between MoO2 and C to develop Mo2C which enhances mass transfer between fibres and which are linked with each other to develop fused junctions. The fused junction possibly decreases charge transfer as well as sodium diffusion prevention (Zhang et al. 2018b). The hybrid architectural structures of nanocellulose/SnO2 have been established via hydrothermal growth of SnO2 nanoflowers on top of nanocellulose nanofibres. The existence of nanocellulose nanofibres functioned in the role of a structure to reduce agglomeration of SnO2 nanoflowers as well as in the role of a conductive network to speed up the electronic transmission (Jiang et al. 2009). The membrane must show thermal stability, high porosity for decent electrolyte penetration and allows swift Li-ion transport. Authors developed a multicore–shell electrospun separation membrane that contains several cores of polyimide (PI) in the shell of polyvinylidene fluoride for improved thermal stability. The multicore–shell structure has been produced via a phase-separated polymer-blended solution. The electrospun multicore–shell membrane has been identified to display excellent thermal as well as electrochemical stabilities at around 200 °C although polyethene membrane displayed considerable shrinkage. Additionally, electrospun fibres with flames retardant ingredients are known to stop fire during catastrophic battery malfunction (Park et al. 2016a). Certain situations, such as lithium-ion battery capturing fire, are owing to the malfunctions in the membrane, which separates the combustible electrolytes in the battery that picks up an exothermic reaction once they touch each other. Authors developed a core–shell electrospun fibrous membrane with a flame retardant, triphenyl phosphate, a well-known organophosphorus-based fire retardant in the core. This micro-thin membrane can be employed in the role of the separation layer in the lithium batteries. The shell is created of poly(vinylidene fluoride-hexafluoropropylene) because of its chemical inertness to the battery electrolytes along with a comparatively lower melting point of 160 °C. Their studies indicated that the electrospun membrane is capable to effectively extinguish the fire (Liu et al. 2017). Additionally, as-prepared Si/PAN paper along with the carbonized Si/PAN paper (3D Si/C fibre paper) displayed decent flexibilities, as presented in Fig. 8a, b, correspondingly. Figure 8c–f is the SEM microstructure of 3D Si/C fibre paper. The unique structure of the 3D Si/C fibre paper has been employed in the form of an anode for LIB; the LIB manifested an excellent capacity (1600 mAh g−1), an outstanding rate capability efficiency along with a low capacity loss (0.079% after 600 cycles) (Xu et al. 2015).

Photographs of the electrospun/sprayed flexible paper electrode a before and b after carbonization with 72 wt% Si; SEM images of the 3D Si/C fibre paper electrode: c–e top view and f cross section (Xu et al. 2015)
Sound absorber
Nanofibres displayed outstanding ability to absorb sound. The electrospun nanofibre exhibits extraordinary sound absorption features having only one-third of the weight of conventional sound absorption components. It is capable to absorb sounds over a broad range of frequencies, particularly frequency sounds below 1000 Hz. The performance of a fibre-based sound absorbance material requires various parameters, for example, porosity, tortuosity, fibre diameter, density, airflow and dimension. In addition to the absorbance, coefficient of a material relies upon the quantity of energy absorbed through it. The scientist noticed a considerable enhancement in sound absorption ability of electrospun fibres in comparison with glass wool at a frequency of 1600–6400 Hz (Liu et al. 2014). Additionally, there is a basic enhancement in sound absorption with fibre diameter from 8.24 µm of glass wool. A small decrease in sound absorption has been reported for electrospun fibres with a diameter of 520 nm even though it depicts that ideal fibre diameter is about that particular range. When sound waves strike on the porous materials, three kinds of transformations happen for the sound energy: reflection, absorption and transmission.
Authors sandwiched nanofibrous membrane of polyacrylonitrile together with polyurethane between a pair of non-woven layers of polyethylene terephthalate combined with wool. Almost all materials having an electrospun membrane(s) has been found to notably increase its absorbance behaviour from the range 500 Hz to 6000 Hz (Iannace 2014). Authors analysed the sound absorbance feature of electrospun polyvinyl chloride mat of various dimensions and having fibre diameters which range from 100 nm to microns.
Fibre diameters of around 200–500 nm together with the thickness of 0.5 mm are capable to absorb sound at the greater frequency (> 5000 Hz). Since the thickness of electrospun fibre raises, the sound absorbance moves in the direction of the lower frequency. Nevertheless, the absorption coefficient falls as well. While the fibre diameter is above 500 nm, the sound absorbance relocates in the direction of the lower frequency together with thicker mesh; however, absorption coefficients stay similar (Xiang et al. 2011). The overall performance of a number of stacked layers of electrospun PVP fibres membrane (typical diameter of 2.8 µm) using a minimum of 6 layers in the form of sound absorbers in aeroplanes has already been examined (Rabbi et al. 2013). If the layers of PVP membranes raise, the peak absorption relocated in the direction of a lower frequency (about 300 Hz) while the weight is 18 g. Using six layers at a weight of 7 g, the peak absorption is at around 700 Hz (Kucukali-Ozturk et al. 2017). The sound absorption coefficient has been constantly over 0.8 at its peak across almost all samples. Conversely, glass wool fibres at 12 g presented much better sound absorbance at a greater frequency. The sound absorption coefficient of 12 g electrospun fibres having multi-layer membranes functions much better than aerogel (12 g) and also polyester (10 g) throughout the whole frequency range between 300 and 1600 Hz (Yahya and Sheng Chin 2017). For glass wool fibres (12 g), sound absorption begins to exceed electrospun PVP layers at a frequency over 650 Hz. The inclusion of nanoparticles into the electrospun fibre matrix is also noticed to provide a substantial influence on its sound absorption abilities (Gao et al. 2016). A number of tests using polyvinyl alcohol (PVA) with a distinct level of TiO2 as well as ZrC nanoparticles have already been carried out. Applying ZrC nanoparticles, sound absorption characteristics of the composite relocated to the greater frequency over 2500 Hz. Nevertheless, for TiO2 nanoparticles, the enhancement has been identified at the lesser frequency range between 500 and 1500 Hz. The dimensions of nanoparticles affect the sound absorption features; it has been mentioned that with TiO2 nanoparticles size of 200 nm shows much better sound absorption in comparison with 10-nm nanoparticles in the lower frequency range (Kalinová 2011; Mohrova and Kalinova 2012). Current development in the research of porous sound absorption materials is outlined, that is, mentioned by the category of material classification as well as structure manner (Fig. 9).

Porous materials for sound absorption (Cao et al. 2018)
Sensors
Sensors are commonly used to identify chemicals for surroundings safety, manufacturing process control, health care analysis, as well as military usages. A quality sensor must have a compact size, minimal manufacturing expense and also several different functions, apart from the superior sensitivity, selectivity and also accuracy. Good sensitivity and also swiftly response call for the sensor have a huge specific surface area as well as a remarkably porous structure. The properties held by electrospun nanofibres fit properly with such specifications (Ding et al. 2010a; Bracco et al. 2014). Consequently, a nanofibrous structure must have a potential physical structure to develop an extremely sensitive as well as swift response sensor. A number of strategies have already been employed to deliver nanofibres with a sensing ability, for example, employing a polymeric sensing material to electrospun nanofibres, including sensing molecules into nanofibres or even using sensing material on nanofibre surface by means of coating/grafting method (Li et al. 2015). A PM-grafted poly(methyl methacrylate) nanofibres confirmed greater sensitivity to target analyte 2,4-dinitrotoluene in comparison with its cast film counterparts. Fluorescence optical sensors have been additionally produced via a layer-by-layer electrostatic assembly approach to pertain a conjugated polymer on top of nanofibre surface for the identification of methyl viologen and cytochrome in aqueous solution (Wang et al. 2002). Porphyrin-doped silica nanofibres have been applied to identify the 2,4,6-trinitrotoluene vapour. These types of nanofibre-based sensors presented good sensitivity as well as a swift response. Apart from fluorescent properties, conjugated polymer-based electrospun nanofibres have been additionally discussed, which is able to sense volatile organic compounds via optical absorption properties (Tao et al. 2007). A gas sensor having a particular absorption interaction within ammonia and poly(acrylic acid) nanofibres has been discussed, and weight dissimilarity caused via the gas absorption has been calculated through a quartz crystal microbalance. This particular sensor is able to find ppb degree NH3 in an air environment, and consequently, the sensitivity is several times greater in comparison with the poly(acrylic acid) cast film (Hu et al. 2018).
Quartz crystal microbalance, one of the acoustic wave strategies, was first introduced in 1880 based upon the piezoelectric effect. The quartz crystal microbalances in the form of an analytical tool can detect extremely little mass variations of less than a nanogram deposited on the crystal surface. Present efforts have been concentrated on the development of nanostructured coatings on quartz crystal microbalances to enhance sensor sensitivities (Wang and Yan 2010). Using the benefits of the huge specific surface area, excessive porosity and also excellent interconnectivity of the electrospun fibrous assemblies, NH3, H2S, formaldehyde (Wang et al. 2010a) and moisture (Hu et al. 2011) are being successfully identified under more difficult situations at the room temperature in flow-type (Fig. 10a) or static gas testing strategies (Fig. 10c) by evaluating the resonance frequency shifts of quartz crystal microbalance due to the extra mass loading. The PAA nanofibre-covered quartz crystal microbalance sensors displayed ultra-high sensitivity in the direction of small concentrations of NH3, for example, 130 ppb at the relative humidity of 40% (Fig. 10b; Ding et al. 2005). Moreover, a humidity sensor is constructed by electrospinning deposition in a network of PAA nanowebs on quartz crystal microbalances (Wang et al. 2010b). The fibrous coatings develop an impulse amplified by greater than two orders of magnitude as relative humidity enhances from 6 to 95% (Fig. 10d). The level of responsiveness of the fibrous membrane-coated quartz crystal microbalance sensors seemed to be many times greater than that of the flat film-coated quartz crystal microbalance sensors. These types of tests have verified the chance of via electrospinning method to control structures of the membrane for greater surface activity as well as gas sensitivity. Additional analysis using arrangements together with structures of fibres are anticipated to increase the features of this system in the coming years.

a Schematic of a flow-type gas testing system for NH3 detection. b The response of the PAA fibrous membrane-coated QCM sensors exposed to various concentrations of NH3, c schematic diagram of a static-type testing system for humidity detection. d Frequency shifts of polyelectrolyte-coated QCM sensors as a function of the relative humidity (Ding et al. 2005)
Conducting nanofibres have been generated from the semiconducting oxides, conducting polymers as well as non-conductive polymers. Oxides nanofibres have been created via electrospinning of oxide and polymer solution, accompanied by calcining treatment method to eliminate the polymer. The identification of gas molecules by means of oxide nanofibres is dependent on the conductivity alterations because of the doping consequence of analyst gases to the oxide. These types of sensors displayed better sensitivity, quicker response and lesser detection limit as compared to sol–gel-based films (Abideen et al. 2017). Additionally, Co-doped ZnO nanofibres have been applying in the form of a photoelectric oxygen sensor having a swift response (Bai et al. 2014). The electrospun polyaniline (PANI)/PS nanofibres which contain glucose oxidase have already been mentioned to possess an excellent sensitivity to glucose (Razak et al. 2015). Organic/inorganic semiconductor Schottky nanodiode has been made by PANI nanofibres (Zhang et al. 2004) as well as an inorganic n-doped semiconductor. The device offers a swift response as well as supersensitive to ammonia (Pinto et al. 2006). Apart from the conducting or even semiconducting materials, insulating polymers have been furthermore employed to generate electrical sensors. In this instance, ions or conductive nanofillers have been included in the polymer for enhancing the conductivity. If the carbon black concentration with the percolation threshold, the composite fibres altered their resistance in volatile organic materials. Applying various polymer matrices, the sensor is used to identify toluene, trichloroethylene, methanol and also dichloromethane vapours. Furthermore, carbon nanotubes/poly(vinylidene fluoride) composite nanofibres displayed a higher strain sensing capability (Tarus et al. 2016). We introduce some recent progress and predominant developments of several sensing approaches such as resistive, photoelectric, optical, acoustic wave and amperometric sensors. A summary of sensors based on the electrospinning technology is mentioned in Table 7.
Conclusion
The main concerns on electrospinning are a fabrication of nanofibres from natural or artificial polymers with desired morphology and its potential applications. There are several efforts, which have been applied to control the morphology, parameters, and their interaction of electrospun fibres. This review article has been described the fibre formation-based synthetic or natural polymers, metals, ceramics and organic/inorganic, inorganic/inorganic composite system via an electrospinning process. The poetical application of functional electrospun nanofibres in the various fields has been mentioned. It is found that innovating modification in electrospinning units will open further opportunities for electrospun fibres. For this purpose, coaxial electrospinning, mixing and multiple electrospinning, core shelled electrospinning, blow-assisted electrospinning have been pointed in this paper. Research efforts to up-scaling and also enhancing the nanofibre properties have reviewed. Finally, it has been found that processing, as well as the application of electrospun, would be broadened in near future.
References
Abideen ZU, Kim J-H, Lee J-H et al (2017) Electrospun metal oxide composite nanofibers gas sensors: a review. J Korean Ceram Soc 54:366–379. https://doi.org/10.4191/kcers.2017.54.5.12
Abraham J, Sharika T, Mishra RK, Thomas S (2017) Rheological characteristics of nanomaterials and nanocomposites. In: Mishra RK, Thomas S, Kalarikkal N (eds) Micro and nano fibrillar composites (MFCs and NFCs) from polymer blends. Elsevier, Amsterdam, pp 327–350
Agarwal S, Wendorff JH, Greiner A (2008) Use of electrospinning technique for biomedical applications. Polymer (Guildf) 49:5603–5621
Aguilar-Costumbre Y, Lambert JA, Meléndez-Lira MA, Escobar-Barrios VA (2016) Preparation of membranes based on polysulfone (PSU) and graphene oxide (GrO) by electrospinning. In: Membranes: materials, simulations, and applications, pp 23–30
Ahmed FE, Lalia BS, Hashaikeh R (2015) A review on electrospinning for membrane fabrication: challenges and applications. Desalination 356:15–30
Ahmed F, Ayoub Arbab A, Jatoi AW et al (2017) Ultrasonic-assisted deacetylation of cellulose acetate nanofibers: a rapid method to produce cellulose nanofibers. Ultrason Sonochem 36:319–325. https://doi.org/10.1016/j.ultsonch.2016.12.013
Alayande O, Olatubosun S, Adedoyin O et al (2012) Porous and non-porous electrospun fibres from discarded expanded polystyrene. Int J Phys Sci 7:1832–1836. https://doi.org/10.5897/IJPS11.1783
Ali Akbari Ghavimi S, Ebrahimzadeh MH, Solati-Hashjin M, Abu Osman NA (2015) Polycaprolactone/starch composite: fabrication, structure, properties, and applications. J Biomed Mater Res Part A 103:2482–2498. https://doi.org/10.1002/jbm.a.35371
An J, Zhang H, Zhang J et al (2009) Preparation and antibacterial activity of electrospun chitosan/poly(ethylene oxide) membranes containing silver nanoparticles. Colloid Polym Sci 287:1425–1434. https://doi.org/10.1007/s00396-009-2108-y
Anitha S, Brabu B, John Thiruvadigal D et al (2013) Optical, bactericidal and water repellent properties of electrospun nano-composite membranes of cellulose acetate and ZnO. Carbohydr Polym 97:856–863. https://doi.org/10.1016/j.carbpol.2013.05.003
Annamalai P, Musyoka NM, Ren J et al (2017) Electrospun zeolite-templated carbon composite fibres for hydrogen storage applications. Res Chem Intermed 43:4095–4102. https://doi.org/10.1007/s11164-017-2867-x
Aranaz I, Mengibar M, Harris R et al (2009) Functional characterization of chitin and chitosan. Curr Chem Biol 3:203–230. https://doi.org/10.2174/187231309788166415
Araújo ES, Nascimento MLF, de Oliveira HP (2016) Electrospinning of polymeric fibres: an unconventional view on the influence of surface tension on fibre diameter. Fibres Text East Eur 24:22–29. https://doi.org/10.5604/12303666.1172083
Arlt W (2014) Azeotropic distillation. In: Distillation: equipment and processes, pp 247–259
Aslan T, Arslan S, Eyvaz M et al (2016) A novel nanofiber microfiltration membrane: fabrication and characterization of tubular electrospun nanofiber (TuEN) membrane. J Membr Sci 520:616–629. https://doi.org/10.1016/j.memsci.2016.08.014
Bai S, Chen S, Zhao Y et al (2014) Gas sensing properties of Cd-doped ZnO nanofibers synthesized by the electrospinning method. J Mater Chem A 2:16697–16706. https://doi.org/10.1039/c4ta03665d
Bhardwaj N, Kundu SC (2010) Electrospinning: a fascinating fiber fabrication technique. Biotechnol Adv 28:325–347
Bhattarai N, Edmondson D, Veiseh O et al (2005) Electrospun chitosan-based nanofibers and their cellular compatibility. Biomaterials 26:6176–6184. https://doi.org/10.1016/j.biomaterials.2005.03.027
Bognitzki M, Czado W, Frese T et al (2001) Nanostructured fibers via electrospinning. Adv Mater 13:70–72. https://doi.org/10.1002/1521-4095(200101)13:1%3c70:AID-ADMA70%3e3.0.CO;2-H
Boo C, Lee J, Elimelech M (2016) Omniphobic polyvinylidene fluoride (PVDF) membrane for desalination of shale gas produced water by membrane distillation. Environ Sci Technol 50:12275–12282. https://doi.org/10.1021/acs.est.6b03882
Bos RRM, Rozema FB, Boering G et al (1991) Degradation of and tissue reaction to biodegradable poly(l-lactide) for use as internal fixation of fractures: a study in rats. Biomaterials 12:32–36. https://doi.org/10.1016/0142-9612(91)90128-W
Bracco P, Scalarone D, Trotta F (2014) Electrospun membranes for sensors applications. In: Smart membranes and sensors: synthesis, characterization, and applications, pp 301–336
Cai Y, Zong X, Ban H et al (2013) Fabrication, structural morphology and thermal energy storage/retrieval of ultrafine phase change fibres consisting of polyethylene glycol and polyamide 6 by electrospinning. Polym Polym Compos 21:525–532
Cao L, Fu Q, Si Y et al (2018) Porous materials for sound absorption. Compos Commun 10:25–35. https://doi.org/10.1016/j.coco.2018.05.001
Carrasco F, Pagès P, Gámez-Pérez J et al (2010) Processing of poly(lactic acid): characterization of chemical structure, thermal stability and mechanical properties. Polym Degrad Stab 95:116–125. https://doi.org/10.1016/j.polymdegradstab.2009.11.045
Casper CL, Stephens JS, Tassi NG et al (2004) Controlling surface morphology of electrospun polystyrene fibers: effect of humidity and molecular weight in the electrospinning process. Macromolecules 37:573–578. https://doi.org/10.1021/ma0351975
Cerqueira DA, Valente AJM, Filho GR, Burrows HD (2009) Synthesis and properties of polyaniline-cellulose acetate blends: the use of sugarcane bagasse waste and the effect of the substitution degree. Carbohydr Polym 78:402–408. https://doi.org/10.1016/j.carbpol.2009.04.016
Chae SK, Park H, Yoon J et al (2007) Polydiacetylene supramolecules in electrospun microfibers: fabrication, micropatterning, and sensor applications. Adv Mater 19:521–524. https://doi.org/10.1002/adma.200602012
Chang X, Ma C, Shan G et al (2016) Poly(lactic acid)/poly(ethylene glycol) supramolecular diblock copolymers based on three-fold complementary hydrogen bonds: synthesis, micellization, and stimuli responsivity. Polym (United Kingdom) 90:122–131. https://doi.org/10.1016/j.polymer.2016.03.015
Chattopadhyay S, Hatton TA, Rutledge GC (2016) Aerosol filtration using electrospun cellulose acetate fibers. J Mater Sci 51:204–217. https://doi.org/10.1007/s10853-015-9286-4
Chaudhary RG, Tanna JA, Mondal A et al (2017) Silica-coated nickel oxide a core–shell nanostructure: synthesis, characterization and its catalytic property in one-pot synthesis of malononitrile derivative. J Chin Adv Mater Soc 5:103–117. https://doi.org/10.1080/22243682.2017.1296371
Chauhan VS, Chakrabarti SK (2012) Use of nanotechnology for high performance cellulosic and papermaking products. Cellul Chem Technol 46:389–400
Chen JP, Chang GY, Chen JK (2008) Electrospun collagen/chitosan nanofibrous membrane as wound dressing. Colloids Surf A Physicochem Eng Asp 313–314:183–188. https://doi.org/10.1016/j.colsurfa.2007.04.129
Chen H, Huang J, Yu J et al (2011) Electrospun chitosan-graft-poly (e{open}-caprolactone)/poly (e{open}-caprolactone) cationic nanofibrous mats as potential scaffolds for skin tissue engineering. Int J Biol Macromol 48:13–19. https://doi.org/10.1016/j.ijbiomac.2010.09.019
Choong LT, Khan Z, Rutledge GC (2014) Permeability of electrospun fiber mats under hydraulic flow. J Membr Sci 451:111–116. https://doi.org/10.1016/j.memsci.2013.09.051
Chowdhury M, Stylios G (2011) Process optimization and alignment of PVA/FeCl3 nano composite fibres by electrospinning. J Mater Sci 46:3378–3386. https://doi.org/10.1007/s10853-010-5226-5
Chowdhury M, Stylios GK (2012) Analysis of the effect of experimental parameters on the morphology of electrospun polyethylene oxide nanofibres and on their thermal properties. J Text Inst 103:124–138. https://doi.org/10.1080/00405000.2011.554206
Christiansen L, Fojan P (2016) Solution electrospinning of particle–polymer composite fibres. Manuf Rev 3:21. https://doi.org/10.1051/mfreview/2016013
Clough MT, Geyer K, Hunt PA et al (2015) Ionic liquids: not always innocent solvents for cellulose. Green Chem 17:231–243. https://doi.org/10.1039/C4GC01955E
Cooley JF (1902) Apparatus for electrically dispersing fluids. U.S. Patent 692,631
Dalton PD, Klinkhammer K, Salber J et al (2006) Direct in vitro electrospinning with polymer melts. Biomacromolecules. https://doi.org/10.1021/bm050777q
De Delgado Sousa A, Léonard M, Dellacherie E (2001) Surface properties of polystyrene nanoparticles coated with dextrans and dextran-PEO copolymers. Effect of polymer architecture on protein adsorption. Langmuir 17:4386–4391. https://doi.org/10.1021/la001701c
De Jong SJ, Arias ER, Rijkers DTS et al (2001) New insights into the hydrolytic degradation of poly(lactic acid): participation of the alcohol terminus. Polymer (Guildf) 42:2795–2802. https://doi.org/10.1016/S0032-3861(00)00646-7
De Vrieze S, Van Camp T, Nelvig A et al (2009) The effect of temperature and humidity on electrospinning. J Mater Sci 44:1357–1362. https://doi.org/10.1007/s10853-008-3010-6
Deimede V, Elmasides C (2015) Separators for lithium-ion batteries: a review on the production processes and recent developments. Energy Technol 3:453–468. https://doi.org/10.1002/ente.201402215
Deitzel J, Kleinmeyer J, Harris D, Beck Tan N (2001) The effect of processing variables on the morphology of electrospun nanofibers and textiles. Polymer (Guildf) 42:261–272. https://doi.org/10.1016/S0032-3861(00)00250-0
Dersch R, Greiner A, Wendorff JH (2004) Polymer nanofibers by electrospinning. Dekker Encycl Nanosci Nanotechnol 8:64–75.
Desai K, Kit K, Li J et al (2009) Nanofibrous chitosan non-wovens for filtration applications. Polymer (Guildf) 50:3661–3669. https://doi.org/10.1016/j.polymer.2009.05.058
Devarayan K, Kim B-S (2015) Reversible and universal pH sensing cellulose nanofibers for health monitor. Sens Actuators B Chem 209:281–286. https://doi.org/10.1016/j.snb.2014.11.120
Dhakate SR, Singla B, Uppal M, Mathur RB (2010) Effect of processing parameters on morphology and thermal properties of electrospun polycarbonate nanofibers. Adv Mater Lett. https://doi.org/10.5185/amlett.2010.8148
Ding B, Kim J, Miyazaki Y, Shiratori S (2004) Electrospun nanofibrous membranes coated quartz crystal microbalance as gas sensor for NH3 detection. Sens Actuators B Chem 101:373–380. https://doi.org/10.1016/j.snb.2004.04.008
Ding B, Yamazaki M, Shiratori S (2005) Electrospun fibrous polyacrylic acid membrane-based gas sensors. Sens Actuators B Chemical 106(1):477–483
Ding B, Wang M, Wang X et al (2010a) Electrospun nanomaterials for ultrasensitive sensors. Mater Today 13:16–27. https://doi.org/10.1016/S1369-7021(10)70200-5
Ding Y, Wang Y, Li B, Lei Y (2010b) Electrospun hemoglobin microbelts based biosensor for sensitive detection of hydrogen peroxide and nitrite. Biosens Bioelectron 25:2009–2015. https://doi.org/10.1016/j.bios.2010.01.024
Dobrovolskaya IP, Lebedeva IO, Yudin VE et al (2016) Electrospinning of composite nanofibers based on chitosan, poly(ethylene oxide), and chitin nanofibrils. Polym Sci Ser A 58:246–254. https://doi.org/10.1134/S0965545X1602005X
Domenjó EL (2014) Advanced electrospun scaffolds based on biodegradable polylactide and poly (butylene succinate) for controlled drug delivery and tissue engineering. Doctoral dissertation, Universitat Politècnica de Catalunya
Dong H, Strawhecker KE, Snyder JF et al (2012) Cellulose nanocrystals as a reinforcing material for electrospun poly(methyl methacrylate) fibers: formation, properties and nanomechanical characterization. Carbohydr Polym 87:2488–2495. https://doi.org/10.1016/j.carbpol.2011.11.015
Dorneanu PP, Airinei A, Olaru N et al (2014) Preparation and characterization of NiO, ZnO and NiO–ZnO composite nanofibers by electrospinning method. Mater Chem Phys 148:1029–1035. https://doi.org/10.1016/j.matchemphys.2014.09.014
Dosunmu OO, Chase GG, Kataphinan W, Reneker DH (2006) Electrospinning of polymer nanofibres from multiple jets on a porous tubular surface. Nanotechnology 17:1123–1127. https://doi.org/10.1088/0957-4484/17/4/046
Duan B, Dong C, Yuan X, Yao K (2004) Electrospinning of chitosan solutions in acetic acid with poly(ethylene oxide). J Biomater Sci Polym Ed 15:797–811. https://doi.org/10.1163/156856204774196171
Duan B, Yuan X, Zhu Y et al (2006) A nanofibrous composite membrane of PLGA-chitosan/PVA prepared by electrospinning. Eur Polym J 42:2013–2022. https://doi.org/10.1016/j.eurpolymj.2006.04.021
Duan B, Wu L, Li X et al (2007) Degradation of electrospun PLGA-chitosan/PVA membranes and their cytocompatibility in vitro. J Biomater Sci Polym Ed 18:95–115. https://doi.org/10.1163/156856207779146105
Ejaz Ahmed F, Lalia BS, Hilal N, Hashaikeh R (2014) Underwater superoleophobic cellulose/electrospun PVDF-HFP membranes for efficient oil/water separation. Desalination 344:48–54. https://doi.org/10.1016/j.desal.2014.03.010
Elsayed Y, Lekakou C (2015) Designing and modeling pore size distribution in tissue scaffolds. In: Characterisation and design of tissue scaffolds, pp 23–43
Ertas Y, Uyar T (2017) Fabrication of cellulose acetate/polybenzoxazine cross-linked electrospun nanofibrous membrane for water treatment. Carbohydr Polym 177:378–387. https://doi.org/10.1016/j.carbpol.2017.08.127
Esmaeili A, Haseli M (2017) Electrospinning of thermoplastic carboxymethyl cellulose/poly(ethylene oxide) nanofibers for use in drug-release systems. Mater Sci Eng C 77:1117–1127. https://doi.org/10.1016/j.msec.2017.03.252
Feltz KP, Kalaf EAG, Chen C et al (2017) A review of electrospinning manipulation techniques to direct fiber deposition and maximize pore size. Electrospinning 1:46–61. https://doi.org/10.1515/esp-2017-0002
Fong H, Liu W, Wang CS, Vaia RA (2001) Generation of electrospun fibers of nylon 6 and nylon 6-montmorillonite nanocomposite. Polymer (Guildf) 43:775–780. https://doi.org/10.1016/S0032-3861(01)00665-6
Fox DM, Rodriguez RS, Devilbiss MN et al (2016) Simultaneously tailoring surface energies and thermal stabilities of cellulose nanocrystals using ion exchange: effects on polymer composite properties for transportation, infrastructure, and renewable energy applications. ACS Appl Mater Interfaces 8:27270–27281. https://doi.org/10.1021/acsami.6b06083
Frenot A, Henriksson MW, Walkenström P (2007) Electrospinning of cellulose-based nanofibers. J Appl Polym Sci 103:1473–1482. https://doi.org/10.1002/app.24912
Gan Z, Liang Q, Zhang J, Jing X (1997) Enzymatic degradation of poly(ε-caprolactone) film in phosphate buffer solution containing lipases. Polym Degrad Stab 56:209–213. https://doi.org/10.1016/S0141-3910(96)00208-X
Gao B, Zuo L, Zuo B (2016) Sound absorption properties of spiral vane electrospun PVA/nano particle nanofiber membrane and non-woven composite material. Fibers Polym 17:1090–1096. https://doi.org/10.1007/s12221-016-6324-z
Geise GM, Lee HS, Miller DJ et al (2010) Water purification by membranes: the role of polymer science. J Polym Sci Part B Polym Phys 48:1685–1718. https://doi.org/10.1002/polb.22037
Geng X, Kwon OH, Jang J (2005) Electrospinning of chitosan dissolved in concentrated acetic acid solution. Biomaterials 26:5427–5432. https://doi.org/10.1016/j.biomaterials.2005.01.066
Goetz LA, Naseri N, Nair SS et al (2018) All cellulose electrospun water purification membranes nanotextured using cellulose nanocrystals. Cellulose 25:3011–3023. https://doi.org/10.1007/s10570-018-1751-1
Goriparti S, Miele E, De Angelis F et al (2014) Review on recent progress of nanostructured anode materials for Li-ion batteries. J Power Sources 257:421–443
Gref R, Lück M, Quellec P et al (2000) “Stealth” corona-core nanoparticles surface modified by polyethylene glycol (PEG): influences of the corona (PEG chain length and surface density) and of the core composition on phagocytic uptake and plasma protein adsorption. Colloids Surf B Biointerfaces 18:301–313. https://doi.org/10.1016/S0927-7765(99)00156-3
Haas D, Heinrich S, Greil P (2010) Solvent control of cellulose acetate nanofibre felt structure produced by electrospinning. J Mater Sci 45:1299–1306. https://doi.org/10.1007/s10853-009-4082-7
Hamad K, Kaseem M, Yang HW et al (2015) Properties and medical applications of polylactic acid: a review. Express Polym Lett 9:435–455. https://doi.org/10.3144/expresspolymlett.2015.42
Haynes WM (2014) CRC handbook of chemistry and physics, 95th edn, 2014–2015
He X, Tan L, Wu X et al (2012) Electrospun quantum dots/polymer composite porous fibers for turn-on fluorescent detection of lactate dehydrogenase. J Mater Chem 22:18471. https://doi.org/10.1039/c2jm33078d
He X-H, Wang W, Deng K et al (2015) Microfluidic fabrication of chitosan microfibers with controllable internals from tubular to peapod-like structures. RSC Adv 5:928–936. https://doi.org/10.1039/C4RA10696B
Herrera NV, Mathew AP, Wang LY, Oksman K (2011) Randomly oriented and aligned cellulose fibres reinforced with cellulose nanowhiskers, prepared by electrospinning. Plast Rubber Compos 40:57–64. https://doi.org/10.1179/174328911X12988622800891
Heydarkhan-Hagvall S, Schenke-Layland K, Dhanasopon AP et al (2008) Three-dimensional electrospun ECM-based hybrid scaffolds for cardiovascular tissue engineering. Biomaterials 29:2907–2914. https://doi.org/10.1016/j.biomaterials.2008.03.034
Hiemstra C, Zhong Z, Li L et al (2006) In-situ formation of biodegradable hydrogels by stereocomplexation of PEG-(PLLA)8 and PEG-(PDLA)8 star block copolymers. Biomacromol 7:2790–2795. https://doi.org/10.1021/bm060630e
Homaeigohar S, Koll J, Lilleodden ET, Elbahri M (2012) The solvent induced interfiber adhesion and its influence on the mechanical and filtration properties of polyethersulfone electrospun nanofibrous microfiltration membranes. Sep Purif Technol 98:456–463. https://doi.org/10.1016/j.seppur.2012.06.027
Hong KH, Park JL, Hwan Sul IN et al (2006) Preparation of antimicrobial poly(vinyl alcohol) nanofibers containing silver nanoparticles. J Polym Sci Part B Polym Phys. https://doi.org/10.1002/polb.20913
Hong Y, Fujimoto K, Hashizume R et al (2008) Generating elastic, biodegradable polyurethane/poly(lactide-co-glycolide) fibrous sheets with controlled antibiotic release via two-stream electrospinning. Biomacromolecules 9:1200–1207. https://doi.org/10.1021/bm701201w
Hosseini Ravandi SA, Gandhimathi C, Valizadeh M, Ramakrishna S (2013) Application of electrospun natural biopolymer nanofibers. Curr Nanosci 9:423–433. https://doi.org/10.2174/1573413711309040002
Hu W, Chen S, Zhou B et al (2011) Highly stable and sensitive humidity sensors based on quartz crystal microbalance coated with bacterial cellulose membrane. Sens Actuators B Chem. https://doi.org/10.1016/j.snb.2011.07.014
Hu Y, Yu H, Yan Z, Ke Q (2018) The surface chemical composition effect of a polyacrylic acid/polyvinyl alcohol nanofiber/quartz crystal microbalance sensor on ammonia sensing behavior. RSC Adv 8:8747–8754. https://doi.org/10.1039/c7ra13006f
Huan S, Liu G, Han G et al (2015) Effect of experimental parameters on morphological, mechanical and hydrophobic properties of electrospun polystyrene fibers. Materials (Basel) 8:2718–2734. https://doi.org/10.3390/ma8052718
Iannace G (2014) Acoustic properties of nanofibers. Noise Vib Worldw 45:29–33. https://doi.org/10.1260/0957-4565.45.10.29
Inai R, Kotaki M, Ramakrishna S (2005) Structure and properties of electrospun PLLA single nanofibres. Nanotechnology 16:208–213. https://doi.org/10.1088/0957-4484/16/2/005
Inkinen S, Hakkarainen M, Albertsson AC, Södergård A (2011) From lactic acid to poly(lactic acid) (PLA): characterization and analysis of PLA and its precursors. Biomacromol 12:523–532
Jacobs V, Patanaik A, Anandjiwala RD, Maaza M (2011) Optimization of electrospinning parameters for chitosan nanofibres. Curr Nanosci 7:396–401. https://doi.org/10.2174/157341311795542570
Jafari J, Emami SH, Samadikuchaksaraei A et al (2011) Electrospun chitosan-gelatin nanofiberous scaffold: fabrication and in vitro evaluation. Biomed Mater Eng 21:99–112. https://doi.org/10.3233/BME-2011-0660
Jalili R, Morshed M, Ravandi SAH (2006) Fundamental parameters affecting electrospinning of PAN nanofibers as uniaxially aligned fibers. J Appl Polym Sci 101:4350–4357. https://doi.org/10.1002/app.24290
Jiang LY, Wu XL, Guo YG, Wan LJ (2009) SnO2-based hierarchical nanomicrostructures: facile synthesis and their applications in gas sensors and lithium-ion batteries. J Phys Chem C 113:14213–14219. https://doi.org/10.1021/jp904209k
Jirsák J, Moučka F, Nezbeda I (2015) Molecular simulation of electrospinning. In: NANOCON 2015—7th international conference on nanomaterials—research and application, conference proceedings
Jung KH, Huh MW, Meng W et al (2007) Preparation and antibacterial activity of PET/chitosan nanofibrous mats using an electrospinning technique. J Appl Polym Sci 105:2816–2823. https://doi.org/10.1002/app.25594
Kalinová K (2011) Nanofibrous resonant membrane for acoustic applications. J Nanomater. https://doi.org/10.1155/2011/265720
Karakas H (2014) Electrospinning of nanofibers and their applications. MDT “Electrospinning” 3:1–35
Karande RD, Abitha VK, Vasudeo Rane A, Mishra Kumar R (2016) Preparation of polylactide from synthesized lactic acid and effect of reaction parameters on conversion. J Mater Sci Eng with Adv Technol 12:1–37. https://doi.org/10.18642/jmseat_7100121546
Katta P, Alessandro M, Ramsier RD, Chase GG (2004) Continuous electrospinning of aligned polymer nanofibers onto a wire drum collector. Nano Lett 4:2215–2218. https://doi.org/10.1021/nl0486158
Kazemi Pilehrood M, Dilamian M, Mirian M et al (2014) Nanofibrous chitosan-polyethylene oxide engineered scaffolds: a comparative study between simulated structural characteristics and cells viability. Biomed Res Int 99:99. https://doi.org/10.1155/2014/438065
Kenawy ER, Abdel-Fattah YR (2002) Antimicrobial properties of modified and electrospun poly(vinyl phenol). Macromol Biosci 2:261–266. https://doi.org/10.1002/1616-5195(200208)2:6%3c261:AID-MABI261%3e3.0.CO;2-2
Kenawy E-R, Abdel-Hay F, El-Newehy MH, Wnek GE (2009) Processing of polymer nanofibers through electrospinning as drug delivery systems. Mater Chem Phys 113:296–302. https://doi.org/10.1016/j.matchemphys.2008.07.081
Kessick R, Tepper G (2006) Electrospun polymer composite fiber arrays for the detection and identification of volatile organic compounds. Sens Actuators B Chem 117:205–210. https://doi.org/10.1016/j.snb.2005.11.045
Khatri M, Ahmed F, Shaikh I et al (2017) Dyeing and characterization of regenerated cellulose nanofibers with vat dyes. Carbohydr Polym 174:443–449. https://doi.org/10.1016/j.carbpol.2017.06.125
Khil MS, Bhattarai SR, Kim HY et al (2005) Novel fabricated matrix via electrospinning for tissue engineering. J Biomed Mater Res Part B Appl Biomater 72:117–124. https://doi.org/10.1002/jbm.b.30122
Ki CS, Park SY, Kim HJ et al (2008) Development of 3-D nanofibrous fibroin scaffold with high porosity by electrospinning: implications for bone regeneration. Biotechnol Lett 30:405–410. https://doi.org/10.1007/s10529-007-9581-5
Kim GH, Yoon H (2008) A direct-electrospinning process by combined electric field and air-blowing system for nanofibrous wound-dressings. Appl Phys A Mater Sci Process 90:389–394. https://doi.org/10.1007/s00339-007-4330-0
Kim K, Yu M, Zong X et al (2003) Control of degradation rate and hydrophilicity in electrospun non-woven poly(D, L-lactide) nanofiber scaffolds for biomedical applications. Biomaterials 24:4977–4985. https://doi.org/10.1016/S0142-9612(03)00407-1
Kim G, Cho YS, Kim WD (2006) Stability analysis for multi-jets electrospinning process modified with a cylindrical electrode. Eur Polym J 42:2031–2038. https://doi.org/10.1016/j.eurpolymj.2006.01.026
Kim SJ, Nam YS, Rhee DM et al (2007) Preparation and characterization of antimicrobial polycarbonate nanofibrous membrane. Eur Polym J 43:3146–3152. https://doi.org/10.1016/j.eurpolymj.2007.04.046
Kim M, Son J, Lee H et al (2014) Highly porous 3D nanofibrous scaffolds processed with an electrospinning/laser process. Curr Appl Phys 14:1–7. https://doi.org/10.1016/j.cap.2013.10.008
Ko F, Gogotsi Y, Ali A et al (2003) Electrospinning of continuous carbon nanotube-filled nanofiber yarns. Adv Mater 15:1161–1165. https://doi.org/10.1002/adma.200304955
Koombhongse S, Liu W, Reneker DH (2001) Flat polymer ribbons and other shapes by electrospinning. J Polym Sci Part B Polym Phys 39:2598–2606. https://doi.org/10.1002/polb.10015
Korehei R, Kadla JF (2014) Encapsulation of T4 bacteriophage in electrospun poly(ethylene oxide)/cellulose diacetate fibers. Carbohydr Polym 100:150–157. https://doi.org/10.1016/j.carbpol.2013.03.079
Kriegel C, Kit KM, McClements DJ, Weiss J (2009) Influence of surfactant type and concentration on electrospinning of chitosan-poly(ethylene oxide) blend nanofibers. Food Biophys. https://doi.org/10.1007/s11483-009-9119-6
Krumova M, López D, Benavente R et al (2000) Effect of crosslinking on the mechanical and thermal properties of poly(vinyl alcohol). Polymer (Guildf) 41:9265–9272. https://doi.org/10.1016/S0032-3861(00)00287-1
Krupa A, Jaworek A, Sundarrajan S et al (2012) Mechanical properties an of electrospun polymer fibre-metal oxide nanocomposite mat. Fibres Text East Eur 20:25–27
Kucukali-Ozturk M, Ozden-Yenigun E, Nergis B, Candan C (2017) Nanofiber-enhanced lightweight composite textiles for acoustic applications. J Ind Text 46:1498–1510. https://doi.org/10.1177/1528083715622427
Kumar Mishra R, Thomas S, Karikal N (2017) Micro and nano fibrillar composites (MFCs and NFCs) from polymer blends. Elsevier, Amsterdam
Kumirska J, Czerwicka M, Kaczyński Z et al (2010) Application of spectroscopic methods for structural analysis of chitin and chitosan. Mar Drugs 8:1567–1636
Kunzo P, Lobotka P, Smatko V, Vavra I (2013) Polyaniline-functionalized polycarbonate filter as a flow-through gas sensor. In: 2013 transducers and eurosensors XXVII: the 17th international conference on solid-state sensors, actuators and microsystems, transducers and eurosensors 2013, pp 270–273
Landau O, Rothschild A, Zussman E (2009) Processing-microstructure-properties correlation of ultrasensitive gas sensors produced by electrospinning. Chem Mater 21:9–11. https://doi.org/10.1021/cm802498c
Le Corre DS, Tucker N, Staiger MP (2013) Electrospun cellulosic fibre-reinforced composite materials. In: Natural fibre composites: materials, processes and applications, pp 115–158
LeCorre-Bordes D, Tucker N, Huber T et al (2016) Shear-electrospinning: extending the electrospinnability range of polymer solutions. J Mater Sci 51:6686–6696. https://doi.org/10.1007/s10853-016-9955-y
Lee J, Deng Y (2012) Increased mechanical properties of aligned and isotropic electrospun PVA nanofiber webs by cellulose nanowhisker reinforcement. Macromol Res 20:76–83. https://doi.org/10.1007/s13233-012-0008-3
Lee H, Alcoutlabi M, Watson JV, Zhang X (2013) Polyvinylidene fluoride-co-chlorotrifluoroethylene and polyvinylidene fluoride-co-hexafluoropropylene nanofiber-coated polypropylene microporous battery separator membranes. J Polym Sci Part B Polym Phys 51:349–357. https://doi.org/10.1002/polb.23216
Li J, Wang T (2010) Coupling reaction and azeotropic distillation for the synthesis of glycerol carbonate from glycerol and dimethyl carbonate. Chem Eng Process Process Intensif 49:530–535. https://doi.org/10.1016/j.cep.2010.04.003
Li D, Wang Y, Xia Y (2003) Electrospinning of polymeric and ceramic nanofibers as uniaxially aligned arrays. Nano Lett 3:1167–1171. https://doi.org/10.1021/nl0344256
Li P, Li Y, Ying B, Yang M (2009) Electrospun nanofibers of polymer composite as a promising humidity sensitive material. Sens Actuators B Chem 141:390–395. https://doi.org/10.1016/j.snb.2009.07.006
Li L, Hashaikeh R, Arafat HA (2013) Development of eco-efficient micro-porous membranes via electrospinning and annealing of poly (lactic acid). J Membr Sci 436:57–67. https://doi.org/10.1016/j.memsci.2013.02.037
Li Y, Yu J, Ding B (2015) Facile and ultrasensitive sensors based on electrospinning–netting nanofibers/nets. Nanosci Technol 96:1–34. https://doi.org/10.1007/978-3-319-14406-1_1
Li X, Li Z, Wang L et al (2016a) Low-voltage continuous electrospinning patterning. ACS Appl Mater Interfaces 8:32120–32131. https://doi.org/10.1021/acsami.6b07797
Li Z, Kang W, Zhao H et al (2016b) A novel polyvinylidene fluoride tree-like nanofiber membrane for microfiltration. Nanomaterials 6:152. https://doi.org/10.3390/nano6080152
Liao Y, Wang R, Fane AG (2013a) Engineering superhydrophobic surface on poly(vinylidene fluoride) nanofiber membranes for direct contact membrane distillation. J Membr Sci 440:77–87. https://doi.org/10.1016/j.memsci.2013.04.006
Liao Y, Wang R, Tian M et al (2013b) Fabrication of polyvinylidene fluoride (PVDF) nanofiber membranes by electro-spinning for direct contact membrane distillation. J Membr Sci 425–426:30–39. https://doi.org/10.1016/j.memsci.2012.09.023
Liao Y, Wang R, Fane AG (2014) Fabrication of bioinspired composite nanofiber membranes with robust superhydrophobicity for direct contact membrane distillation. Environ Sci Technol 48:6335–6341. https://doi.org/10.1021/es405795s
Liao Y, Loh CH, Tian M et al (2018) Progress in electrospun polymeric nanofibrous membranes for water treatment: fabrication, modification and applications. Prog Polym Sci 77:69–94
Lim L-T, Auras R, Rubino M (2008) Processing technologies for poly(lactic acid). Prog Polym Sci 33:820–852. https://doi.org/10.1016/j.progpolymsci.2008.05.004
Lim JI, Il Kim S, Jung Y, Kim SH (2013) Fabrication and medical applications of lotus-leaf-like structured superhydrophobic surfaces. Polym Korea 37:411–419. https://doi.org/10.7317/pk.2013.37.4.411
Lin T, Wang H, Wang X (2005) Self-crimping bicomponent nanofibers electrospun from polyacrylonitrile and elastomeric polyurethane. Adv Mater 17:2699–2703. https://doi.org/10.1002/adma.200500901
Lin Q, Li Y, Yang M (2012) Polyaniline nanofiber humidity sensor prepared by electrospinning. Sens Actuators B Chem 161:967–972. https://doi.org/10.1016/j.snb.2011.11.074
Little U, Buchanan F, Harkin-Jones E et al (2009) Accelerated degradation behaviour of poly(ε-caprolactone) via melt blending with poly(aspartic acid-co-lactide) (PAL). Polym Degrad Stab 94:213–220. https://doi.org/10.1016/j.polymdegradstab.2008.11.001
Liu T, Teng WK, Chan BP, Chew SY (2010) Photochemical crosslinked electrospun collagen nanofibers: synthesis, characterization and neural stem cell interactions. J Biomed Mater Res Part A 95:276–282. https://doi.org/10.1002/jbm.a.32831
Liu D, Yuan X, Bhattacharyya D (2012) The effects of cellulose nanowhiskers on electrospun poly (lactic acid) nanofibres. J Mater Sci 47:3159–3165. https://doi.org/10.1007/s10853-011-6150-z
Liu H, Wang D, Zhao N et al (2014) Application of electrospinning fibres on sound absorption in low and medium frequency range. Mater Res Innov 18:S4-888–S4-891. https://doi.org/10.1179/1432891714Z.000000000797
Liu K, Liu W, Qiu Y et al (2017) Electrospun core–shell microfiber separator with thermal-triggered flame-retardant properties for lithium-ion batteries. Sci Adv. https://doi.org/10.1126/sciadv.1601978
Loscertales IG, Barrero A, Márquez M et al (2004) Electrically forced coaxial nanojets for one-step hollow nanofiber design. J Am Chem Soc 126:5376–5377. https://doi.org/10.1021/ja049443j
Lotus AF (2009) Synthesis of semiconducting ceramic nanofibers, development of PN junctions, and bandgap engineering by electrospinning. Doctoral dissertation, University of Akron
Low K, Horner CB, Li C et al (2015) Composition-dependent sensing mechanism of electrospun conductive polymer composite nanofibers. Sens Actuators B Chem 207:235–242. https://doi.org/10.1016/j.snb.2014.09.121
Lu F, Lei L, Shen YY et al (2011) Effects of amphiphilic PCL–PEG–PCL copolymer addition on 5-fluorouracil release from biodegradable PCL films for stent application. Int J Pharm 419:77–84. https://doi.org/10.1016/j.ijpharm.2011.07.020
Lukáš D, Sarkar A, Martinová L et al (2009) Physical principles of electrospinning (electrospinning as a nano-scale technology of the twenty-first century). Text Prog 41:59–140. https://doi.org/10.1080/00405160902904641
Luo CJ, Nangrejo M, Edirisinghe M (2010) A novel method of selecting solvents for polymer electrospinning. Polymer (Guildf). https://doi.org/10.1016/j.polymer.2010.01.031
Ma Z, Ramakrishna S (2008) Electrospun regenerated cellulose nanofiber affinity membrane functionalized with protein A/G for IgG purification. J Membr Sci 319(1–2):23–28. https://doi.org/10.1016/j.memsci.2008.03.045
Matta AK, Rao RU, Suman KNS, Rambabu V (2014) Preparation and characterization of biodegradable PLA/PCL polymeric blends. Proc Mater Sci 6:1266–1270. https://doi.org/10.1016/j.mspro.2014.07.201
Matthews JA, Wnek GE, Simpson DG, Bowlin GL (2002) Electrospinning of collagen nanofibers. Biomacromol 3:232–238. https://doi.org/10.1021/bm015533u
Megelski S, Stephens JS, Chase DB, Rabolt JF (2002) Micro- and nanostructured surface morphology on electrospun polymer fibers. Macromolecules 35:8456–8466. https://doi.org/10.1021/ma020444a
Mighri F, Yakisir D, Bousmina M (2005) State-of-the art methodology to prepare PEMFC electrode gas diffusion layer (materials and processing techniques). In: Proceedings of the 1st European fuel cell technology and applications conference 2005—Book of Abstracts
Mirzaei E, Sarkar S, Rezayat SM, Faridi-Majidi R (2016) Herbal extract loaded chitosan-based nanofibers as a potential wound-dressing. J Adv Med Sci Appl Technol 2:141. https://doi.org/10.18869/nrip.jamsat.2.1.141
Mishra RK, Shaji A, Thomas S (2017) Processing, rheology, barrier properties, and theoretical study of microfibrillar and nanofibrillar in situ composites. In: Mishra RK, Thomas S, Kalarikkal N (eds) Micro and nano fibrillar composites (MFCs and NFCs) from polymer blends. Elsevier, Amsterdam, pp 233–262
Mishra RK, Ha SK, Verma K, Tiwari SK (2018a) Recent progress in selected bio-nanomaterials and their engineering applications: an overview. J Sci Adv Mater Devices 3:263–288. https://doi.org/10.1016/j.jsamd.2018.05.003
Mishra RK, Ha SK, Verma K, Tiwari SK (2018b) Recent progress in selected bio-nanomaterials and their engineering applications: an overview. J Sci Adv Mater Devices. https://doi.org/10.1016/j.jsamd.2018.05.003
Mishra RK, Sabu A, Tiwari SK (2018c) Materials chemistry and the futurist eco-friendly applications of nanocellulose: Status and prospect. J Saudi Chem Soc. https://doi.org/10.1016/j.jscs.2018.02.005
Mogoşanu GD, Grumezescu AM (2014) Natural and synthetic polymers for wounds and burns dressing. Int J Pharm 463:127–136. https://doi.org/10.1016/j.ijpharm.2013.12.015
Mohammadi Y, Soleimani M, Fallahi-Sichani M et al (2007) Nanofibrous poly(epsilon-caprolactone)/poly(vinyl alcohol)/chitosan hybrid scaffolds for bone tissue engineering using mesenchymal stem cells. Int J Artif Organs 30:204–211
Mohammadzadehmoghadam S, Dong Y, Jeffery Davies I (2015) Recent progress in electrospun nanofibers: reinforcement effect and mechanical performance. J Polym Sci Part B Polym Phys 53:1171–1212. https://doi.org/10.1002/polb.23762
Mohanty A, Mondal A (2013) Visible light induced synthesis of fluorescent silver clusters in reverse micelles. Nanoscale 5:7238. https://doi.org/10.1039/c3nr01986a
Mohrova J, Kalinova K (2012) Different structures of PVA nanofibrous membrane for sound absorption application. J Nanomater. https://doi.org/10.1155/2012/643043
Mondal A, Paul A, Srivastava DN, Panda AB (2018) NiO hollow microspheres as efficient bifunctional electrocatalysts for overall water-splitting. Int J Hydrog Energy. https://doi.org/10.1016/j.ijhydene.2018.06.139
Morton WJ (1902) Method of dispersing fluids, 1902 in the United States. U.S. Patent 705,691
Mourya VK, Inamdar NN (2008) Chitosan-modifications and applications: opportunities galore. React Funct Polym 68:1013–1051
Murariu M, Da Silva Ferreira A, Alexandre M, Dubois P (2008) Polylactide (PLA) designed with desired end-use properties: 1. PLA compositions with low molecular weight ester-like plasticizers and related performances. Polym Adv Technol 19:636–646. https://doi.org/10.1002/pat.1131
Mussa Farkhani S, Valizadeh A (2014) Electrospinning and electrospun nanofibres. IET Nanobiotechnol 8:83–92. https://doi.org/10.1049/iet-nbt.2012.0040
Nair SS, Mathew AP (2017) Porous composite membranes based on cellulose acetate and cellulose nanocrystals via electrospinning and electrospraying. Carbohydr Polym 175:149–157. https://doi.org/10.1016/j.carbpol.2017.07.048
Nasir M, Subhan A, Prihandoko B, Lestariningsih T (2017) Nanostructure and property of electrospun SiO2-cellulose acetate nanofiber composite by electrospinning. Energy Proc 107:227–231. https://doi.org/10.1016/j.egypro.2016.12.133
Nhi TT, Khon HC, Hoai NTT et al (2016) Fabrication of electrospun polycaprolactone coated with chitosan-silver nanoparticles membranes for wound dressing applications. J Mater Sci Mater Med. https://doi.org/10.1007/s10856-016-5768-4
Nista SVG, Bettini J, Mei LHI (2015) Coaxial nanofibers of chitosan–alginate–PEO polycomplex obtained by electrospinning. Carbohydr Polym 127:222–228. https://doi.org/10.1016/j.carbpol.2015.03.063
Nobeshima T, Ishii Y, Sakai H et al (2016) Actuation behavior of polylactic acid fiber films prepared by electrospinning. J Nanosci Nanotechnol 16:3343–3348. https://doi.org/10.1166/jnn.2016.12296
Nune SK, Rama KS, Dirisala VR, Chavali MY (2017) Electrospinning of collagen nanofiber scaffolds for tissue repair and regeneration. In: Ficai D, Grumezescu A (eds) Nanostructures for novel therapy. Elsevier, Amsterdam, pp 281–311
Ochanda FO (2010) Manufacture of porous metal oxide nanofibers by electrospinning. PCT Int. Appl. 21 pp., Chemical Indexing Equivalent to 152:221319
Ohkawa K, Cha D, Kim H et al (2004) Electrospinning of chitosan. Macromol Rapid Commun 25:1600–1605. https://doi.org/10.1002/marc.200400253
Ohkawa K, Minato KI, Kumagai G et al (2006) Chitosan nanofiber. Biomacromolecules 7:3291–3294. https://doi.org/10.1021/bm0604395
Ohkawa K, Hayashi S, Nishida A et al (2009) Preparation of pure cellulose nanofiber via electrospinning. Text Res J 79:1396–1401. https://doi.org/10.1177/0040517508101455
Oktay B, Kayaman-Apohan N, Erdem-Kuruca S, Süleymanoğlu M (2015) Fabrication of collagen immobilized electrospun poly (vinyl alcohol) scaffolds. Polym Adv Technol 26:978–987. https://doi.org/10.1002/pat.3512
Oliveira JE, Mattoso LHC, Orts WJ, Medeiros ES (2013) Structural and morphological characterization of micro and nanofibers produced by electrospinning and solution blow spinning: a comparative study. Adv Mater Sci Eng. https://doi.org/10.1155/2013/409572
Padron S, Fuentes A, Caruntu D, Lozano K (2013) Experimental study of nanofiber production through force spinning. J Appl Phys. https://doi.org/10.1063/1.4769886
Pant HR, Bajgai MP, Yi C et al (2010) Effect of successive electrospinning and the strength of hydrogen bond on the morphology of electrospun nylon-6 nanofibers. Colloids Surf A Physicochem Eng Asp 370:87–94. https://doi.org/10.1016/j.colsurfa.2010.08.051
Park S, Son CW, Lee S et al (2016a) Multicore–shell nanofiber architecture of polyimide/polyvinylidene fluoride blend for thermal and long-term stability of lithium ion battery separator. Sci Rep. https://doi.org/10.1038/srep36977
Park SH, Lee HB, Yeon SM et al (2016b) Flexible and stretchable piezoelectric sensor with thickness-tunable configuration of electrospun nanofiber mat and elastomeric substrates. ACS Appl Mater Interfaces 8:24773–24781. https://doi.org/10.1021/acsami.6b07833
Patil JV, Mali SS, Kamble AS et al (2017) Electrospinning: a versatile technique for making of 1D growth of nanostructured nanofibers and its applications: An experimental approach. Appl Surf Sci 423:641–674
Pillai CKS, Paul W, Sharma CP (2009) Chitin and chitosan polymers: chemistry, solubility and fiber formation. Prog Polym Sci 34:641–678
Pinto NJ, Gonzalez R, Johnson AT, MacDiarmid AG (2006) Electrospun hybrid organic/inorganic semiconductor Schottky nanodiode. Appl Phys Lett. https://doi.org/10.1063/1.2227758
Razak A, Izwan S, Wahab IF, Fadil F, Dahli FN, Md Khudzari AZ, Adeli H (2015) A review of electrospun conductive polyaniline based nanofiber composites and blends: processing features, applications, and future directions. Adv Mater Sci Eng 2015:19. https://doi.org/10.1155/2015/356286
Qavamnia SS, Nasouri K (2015) Conductive polyacrylonitrile/polyaniline nanofibers prepared by electrospinning process. Polym Sci Ser A 57:343–349. https://doi.org/10.1134/S0965545X1503013X
Qi H, Sui X, Yuan J et al (2010) Electrospinning of cellulose-based fibers from NaOH/urea aqueous system. Macromol Mater Eng 295:695–700. https://doi.org/10.1002/mame.201000018
Qin CC, Duan XP, Wang L et al (2015) Melt electrospinning of poly(lactic acid) and polycaprolactone microfibers by using a hand-operated Wimshurst generator. Nanoscale 7:16611–16615. https://doi.org/10.1039/c5nr05367f
Rabbi A, Bahrambeygi H, Shoushtari AM, Nasouri K (2013) Incorporation of nanofiber layers in nonwoven materials for improving their acoustic properties. J Eng Fiber Fabr 8:36–41
Raghavendran HRB, Puvaneswary S, Talebian S et al (2014) A comparative study on in vitro osteogenic priming potential of electron spun scaffold PLLA/HA/Col, PLLA/HA, and PLLA/Col for tissue engineering application. PLoS One. https://doi.org/10.1371/journal.pone.0104389
Raghvendra KM, Sravanthi L (2017) Fabrication techniques of micro/nano fibres based nonwoven composites: a review. Mod Chem Appl 05(5):206. https://doi.org/10.4172/2329-6798.1000206
Ramakrishna S, Fujihara K, Teo WE, Yong T, Ma Z, Ramaseshan R (2005) An introduction to electrospinning and nanofibers (Google eBook)
Ravi Kumar MNV, Bakowsky U, Lehr CM (2004) Preparation and characterization of cationic PLGA nanospheres as DNA carriers. Biomaterials 25:1771–1777. https://doi.org/10.1016/j.biomaterials.2003.08.069
Rezaei A, Nasirpour A, Fathi M (2015) Application of cellulosic nanofibers in food science using electrospinning and its potential risk. Compr Rev Food Sci Food Saf 14:269–284. https://doi.org/10.1111/1541-4337.12128
Rutledge GC, Warner SB, Buer A et al (2000) Fundamental investigation of the formation and properties of electrospun fibers. Natl Text Cent Annu Rep June:10–11
Saha A, Bharmoria P, Mondal A et al (2015) Generalized synthesis and evaluation of formation mechanism of metal oxide/sulphide@C hollow spheres. J Mater Chem A 3:20297–20304. https://doi.org/10.1039/C5TA05613F
Sangsanoh P, Suwantong O, Neamnark A et al (2010) In vitro biocompatibility of electrospun and solvent-cast chitosan substrata towards Schwann, osteoblast, keratinocyte and fibroblast cells. Eur Polym J 46:428–440. https://doi.org/10.1016/j.eurpolymj.2009.10.029
Sathish Kumar Y, Unnithan AR, Sen D et al (2015) Microgravity biosynthesized penicillin loaded electrospun polyurethane-dextran nanofibrous mats for biomedical applications. Colloids Surfaces A Physicochem Eng Asp 477:77–83. https://doi.org/10.1016/j.colsurfa.2015.01.065
Sawicka K, Gouma P, Simon S (2005) Electrospun biocomposite nanofibers for urea biosensing. Sens Actuators B Chem 108:585–588
Sencadas V, Correia DM, Areias A et al (2012a) Determination of the parameters affecting electrospun chitosan fiber size distribution and morphology. Carbohydr Polym 87:1295–1301. https://doi.org/10.1016/j.carbpol.2011.09.017
Sencadas V, Correia DM, Ribeiro C et al (2012b) Physical-chemical properties of cross-linked chitosan electrospun fiber mats. Polym Test 31:1062–1069. https://doi.org/10.1016/j.polymertesting.2012.07.010
Shah AA, Hasan F, Hameed A, Ahmed S (2008) Biological degradation of plastics: a comprehensive review. Biotechnol Adv 26:246–265
Shen K, Hu Q, Chen L, Shen J (2010) Preparation of Chitosan bicomponent nanofibers filled with hydroxyapatite nanoparticles via electrospinning. J Appl Polym Sci 115:2683–2690. https://doi.org/10.1002/app.29832
Shen L, Li X, Yang Y, Wang X (2014) High flux PEO doped chitosan ultrafiltration composite membrane based on PAN nanofibrous substrate. Mater Res Innov 184:808–811. https://doi.org/10.1179/1432891714z.000000000799
Sheng J, Li Y, Wang X et al (2016) Thermal inter-fiber adhesion of the polyacrylonitrile/fluorinated polyurethane nanofibrous membranes with enhanced waterproof-breathable performance. Sep Purif Technol 158:53–61. https://doi.org/10.1016/j.seppur.2015.11.046
Shin MK, Lee B, Kim SH et al (2012) Synergistic toughening of composite fibres by self-alignment of reduced graphene oxide and carbon nanotubes. Nat Commun 3:650. https://doi.org/10.1038/ncomms1661
Shirazi MJA, Bazgir S, Shirazi MMA, Ramakrishna S (2013) Coalescing filtration of oily wastewaters: characterization and application of thermal treated, electrospun polystyrene filters. Desalin Water Treat 51:5974–5986. https://doi.org/10.1080/19443994.2013.765364
Signori F, Coltelli MB, Bronco S (2009) Thermal degradation of poly(lactic acid) (PLA) and poly(butylene adipate-co-terephthalate) (PBAT) and their blends upon melt processing. Polym Degrad Stab 94:74–82. https://doi.org/10.1016/j.polymdegradstab.2008.10.004
Sobolčiak P, Tanvir A, Popelka A et al (2017) The preparation, properties and applications of electrospun co-polyamide 6,12 membranes modified by cellulose nanocrystals. Mater Des 132:314–323. https://doi.org/10.1016/j.matdes.2017.06.056
Son WK, Youk JH, Lee TS, Park WH (2004) Preparation of antimicrobial ultrafine cellulose acetate fibers with silver nanoparticles. Macromol Rapid Commun 25:1632–1637. https://doi.org/10.1002/marc.200400323
Son WK, Youk JH, Park WH (2006) Antimicrobial cellulose acetate nanofibers containing silver nanoparticles. Carbohydr Polym 65:430–434. https://doi.org/10.1016/j.carbpol.2006.01.037
Song X, Wang Z, Liu Y et al (2009) A highly sensitive ethanol sensor based on mesoporous ZnO–SnO2 nanofibers. Nanotechnology. https://doi.org/10.1088/0957-4484/20/7/075501
Song K, Wu Q, Qi Y, Kärki T (2017) Electrospun nanofibers with antimicrobial properties. In: Afshari M (ed) Electrospun nanofibers. Elsevier, Amsterdam, pp 551–569
Sonkusare V, Chaudhary RG, Bhusari G, Rai AR et al (2018) Microwave-mediated synthesis, photocatalytic degradation and antibacterial activity of α-Bi2O3 Microflower/γ-Bi2O3 microspindle. Nano-Struct Nano-Objects 13:121–131. https://doi.org/10.1016/j.nanoso.2018.01.002
Spinella S, Lo Re G, Liu B et al (2015) Polylactide/cellulose nanocrystal nanocomposites: efficient routes for nanofiber modification and effects of nanofiber chemistry on PLA reinforcement. Polym (United Kingdom) 65:9–17. https://doi.org/10.1016/j.polymer.2015.02.048
Stano KL, Koziol K, Pick M et al (2008) Direct spinning of carbon nanotube fibres from liquid feedstock. Int J Mater Form 1:59–62. https://doi.org/10.1007/s12289-008-0380-x
Sun D, Chang C, Li S, Lin L (2006) Near-field electrospinning. Nano Lett 6:839–842. https://doi.org/10.1021/nl0602701
Sundaray B, Subramanian V, Natarajan TS et al (2004) Electrospinning of continuous aligned polymer fibers. Appl Phys Lett 84:1222–1224. https://doi.org/10.1063/1.1647685
Šutka A, Antsov M, Järvekülg M et al (2017) Mechanical properties of individual fiber segments of electrospun lignocellulose-reinforced poly(vinyl alcohol). J Appl Polym Sci. https://doi.org/10.1002/app.44361
Synowiecki J, Al-Khateeb NA (2003) Production, properties, and some new applications of chitin and its derivatives. Crit Rev Food Sci Nutr 43:145–171. https://doi.org/10.1080/10408690390826473
Szilágyi IM, Nagy D (2014) Review on one-dimensional nanostructures prepared by electrospinning and atomic layer deposition. J Phys Conf Ser 559:012010. https://doi.org/10.1088/1742-6596/559/1/012010
Tang L, Huang B, Lu Q et al (2013) Ultrasonication-assisted manufacture of cellulose nanocrystals esterified with acetic acid. Bioresour Technol 127:100–105. https://doi.org/10.1016/j.biortech.2012.09.133
Tanna JA, Chaudhary RG, Gandhare NV et al (2016) Copper nanoparticles catalyzed an efficient one-pot multicomponents synthesis of chromenes derivatives and its antibacterial activity. J Exp Nanosci 11:884–900. https://doi.org/10.1080/17458080.2016.1177216
Tao S, Li G, Yin J (2007) Fluorescent nanofibrous membranes for trace detection of TNT vapor. J Mater Chem 17:2730–2736. https://doi.org/10.1039/b618122h
Tarus B, Fadel N, Al-Oufy A, El-Messiry M (2016) Effect of polymer concentration on the morphology and mechanical characteristics of electrospun cellulose acetate and poly (vinyl chloride) nanofiber mats. Alex Eng J 55:2975–2984. https://doi.org/10.1016/j.aej.2016.04.025
Teo WE, Ramakrishna S (2006) A review on electrospinning design and nanofibre assemblies. Nanotechnology 17:R89–R106. https://doi.org/10.1088/0957-4484/17/14/R01
Teo WE, Kotaki M, Mo XM, Ramakrishna S (2005) Porous tubular structures with controlled fibre orientation using a modified electrospinning method. Nanotechnology 16:918–924. https://doi.org/10.1088/0957-4484/16/6/049
Theron SA, Zussman E, Yarin AL (2004) Experimental investigation of the governing parameters in the electrospinning\tof polymer solutions. Polymer (Guildf) 45:2017–2030. https://doi.org/10.1016/j.polymer.2004.01.024
Thomas S, Thomas R, Zachariah AK, Mishra RK (2017) Thermal and rheological measurement techniques for nanomaterials characterization, 1st edn. Elsevier, Amsterdam
Thompson CJ, Chase GG, Yarin AL, Reneker DH (2007) Effects of parameters on nanofiber diameter determined from electrospinning model. Polymer (Guildf) 48:6913–6922. https://doi.org/10.1016/j.polymer.2007.09.017
Tsou SY, Lin HS, Cheng PJ et al (2013) Rheological aspect on electrospinning of polyamide 6 solutions. Eur Polym J. https://doi.org/10.1016/j.eurpolymj.2013.07.031
Tsuji H (2005) Poly(lactide) stereocomplexes: formation, structure, properties, degradation, and applications. Macromol Biosci 5:569–597
Tsuji H, Miyauchi S (2001) Enzymatic hydrolysis of poly(lactide)s: effects of molecular weight, l-lactide content, and enantiomeric and diastereoisomeric polymer blending. Biomacromolecules 2:597–604. https://doi.org/10.1021/bm010048k
Tsuji H, Ono T, Saeki T et al (2005) Hydrolytic degradation of poly(ε-caprolactone) in the melt. Polym Degrad Stab 89:336–343. https://doi.org/10.1016/j.polymdegradstab.2005.01.018
Um IC, Fang D, Hsiao BS et al (2004) Electro-spinning and electro-blowing of hyaluronic acid. Biomacromolecules 5:1428–1436. https://doi.org/10.1021/bm034539b
Ureña-Benavides EE, Brown PJ, Kitchens CL (2010) Effect of jet stretch and particle load on cellulose nanocrystal-alginate nanocomposite fibers. Langmuir 26:14263–14270. https://doi.org/10.1021/la102216v
Van Der Schueren L, Steyaert I, De Schoenmaker B, De Clerck K (2012) Polycaprolactone/chitosan blend nanofibres electrospun from an acetic acid/formic acid solvent system. Carbohydr Polym 88:1221–1226. https://doi.org/10.1016/j.carbpol.2012.01.085
Vink ETH, Rábago KR, Glassner DA, Gruber PR (2003) Applications of life cycle assessment to NatureWorks™ polylactide (PLA) production. Polym Degrad Stab 80:403–419. https://doi.org/10.1016/S0141-3910(02)00372-5
Vitchuli N, Shi Q, Nowak J et al (2010) Electrospun ultrathin nylon fibers for protective applications. J Appl Polym Sci 116:2181–2187. https://doi.org/10.1002/app.31825
Wali A, Zhang Y, Sengupta P et al (2018) Electrospinning of non-ionic cellulose ethers/polyvinyl alcohol nanofibers: characterization and applications. Carbohydr Polym 181:175–182. https://doi.org/10.1016/j.carbpol.2017.10.070
Walton M, Cotton NJ (2007) Long-term in vivo degradation of poly-l-lactide (PLLA) in bone. J Biomater Appl 21:395–411. https://doi.org/10.1177/0885328206065125
Wanasekara ND, Santos RPO, Douch C et al (2016) Orientation of cellulose nanocrystals in electrospun polymer fibres. J Mater Sci 51:218–227. https://doi.org/10.1007/s10853-015-9409-y
Wang XJ, Yan CL (2010) Synthesis of nano-sized NaY zeolite composite from metakaolin by ionothermal method with microwave assisted. Inorg Mater. https://doi.org/10.1134/s0020168510050146
Wang X, Lee SH, Ku BC et al (2002) Synthesis and electrospinning of a novel fluorescent polymer PMMA-PM for quenching-based optical sensing. J Macromol Sci Pure Appl Chem 39:1241–1249
Wang CH, Fan KR, Hsiue GH (2005a) Enzymatic degradation of PLLA-PEOz-PLLA triblock copolymers. Biomaterials 26:2803–2811. https://doi.org/10.1016/j.biomaterials.2004.07.064
Wang Y, Rodriguez-Perez MA, Reis RL, Mano JF (2005b) Thermal and thermomechanical behaviour of polycaprolactone and starch/polycaprolactone blends for biomedical applications. Macromol Mater Eng 290:792–801. https://doi.org/10.1002/mame.200500003
Wang C, Hsu CH, Lin JH (2006) Scaling laws in electrospinning of polystyrene solutions. Macromolecules 39:7662–7672. https://doi.org/10.1021/ma060866a
Wang Y-J, Lin M-W, Wu S-N, Sung RJ (2007) The activation by estrogen receptor agonists of the BKCa-channel in human cardiac fibroblasts. Biochem Pharmacol 73:1347–1357. https://doi.org/10.1016/j.bcp.2006.12.029
Wang SJ, Lee CJ, Jang SS, Shieh SS (2008) Plant-wide design and control of acetic acid dehydration system via heterogeneous azeotropic distillation and divided wall distillation. J Process Control 18:45–60. https://doi.org/10.1016/j.jprocont.2007.05.008
Wang X, Ding B, Sun M et al (2010a) Nanofibrous polyethyleneimine membranes as sensitive coatings for quartz crystal microbalance-based formaldehyde sensors. Sens Actuators B Chem. https://doi.org/10.1016/j.snb.2009.08.023
Wang X, Ding B, Yu J et al (2010b) A highly sensitive humidity sensor based on a nanofibrous membrane coated quartz crystal microbalance. Nanotechnology 21:055502. https://doi.org/10.1088/0957-4484/21/5/055502
Wang J, Zhu W, Zhang H, Park CB (2012) Continuous processing of low-density, microcellular poly(lactic acid) foams with controlled cell morphology and crystallinity. Chem Eng Sci 75:390–399. https://doi.org/10.1016/j.ces.2012.02.051
Wang X, Xia Y, Wei P et al (2014) Nanocomposites of poly(propylene carbonate) reinforced with cellulose nanocrystals via sol-gel process. J Appl Polym Sci. https://doi.org/10.1002/app.40832
Wang X, Ma H, Chu B, Hsiao BS (2017a) Thin-film nanofibrous composite reverse osmosis membranes for desalination. Desalination 420:91–98. https://doi.org/10.1016/j.desal.2017.06.029
Wang Y, Zhu Y, Huang J et al (2017b) Perovskite quantum dots encapsulated in electrospun fiber membranes as multifunctional supersensitive sensors for biomolecules, metal ions and pH. Nanoscale Horizons 2:225–232. https://doi.org/10.1039/c7nh00057j
Wang P, Wang H, Liu J et al (2018) Montmorillonite@chitosan-poly (ethylene oxide) nanofibrous membrane enhancing poly (vinyl alcohol-co-ethylene) composite film. Carbohydr Polym 181:885–892. https://doi.org/10.1016/j.carbpol.2017.11.063
Wawro D, Steplewski W, Bodek A (2009) Manufacture of cellulose fibres from alkaline solutions of hydrothermally—treated cellulose pulp. Fibres Text East Eur 74:18–22
Wei L, Qiu Q, Wang R, Qin X (2018) Influence of the processing parameters on needleless electrospinning from double ring slits spinneret using response surface methodology. J Appl Polym Sci. https://doi.org/10.1002/app.46407
Wendorff JH, Agarwal S, Greiner A (2012) Electrospinning—some technical aspects. Electrospinning. https://doi.org/10.1002/9783527647705.ch5
Wu D, Hakkarainen M (2015) Recycling PLA to multifunctional oligomeric compatibilizers for PLA/starch composites. Eur Polym J 64:126–137. https://doi.org/10.1016/j.eurpolymj.2015.01.004
Wu H, Sun Y, Lin D et al (2009) GaN nanofibers based on electrospinning: facile synthesis, controlled assembly, precise doping, and application as high performance UV photodetector. Adv Mater 21:227–231. https://doi.org/10.1002/adma.200800529
Wu J, Lu X, Shan F et al (2013) Polydiacetylene-embedded supramolecular electrospun fibres for a colourimetric sensor of organic amine vapour. RSC Adv 3:22841–22844. https://doi.org/10.1039/c3ra43151g
Xiang HF, Tan SX, Yu XL et al (2011) Sound absorption behavior of electrospun polyacrylonitrile nanofibrous membranes. Chin J Polym Sci (English Ed) 29:650–657. https://doi.org/10.1007/s10118-011-1079-x
Xu H, Teng C, Yu M (2006) Improvements of thermal property and crystallization behavior of PLLA based multiblock copolymer by forming stereocomplex with PDLA oligomer. Polymer (Guildf) 47:3922–3928. https://doi.org/10.1016/j.polymer.2006.03.090
Xu X, Liu F, Jiang L et al (2013) Cellulose nanocrystals vs. Cellulose nanofibrils: a comparative study on their microstructures and effects as polymer reinforcing agents. ACS Appl Mater Interfaces 5:2999–3009. https://doi.org/10.1021/am302624t
Xu Y, Zhu Y, Han F et al (2015) 3D Si/C fiber paper electrodes fabricated using a combined electrospray/electrospinning technique for Li-ion batteries. Adv Energy Mater. https://doi.org/10.1002/aenm.201400753
Yahya MN, Chin DDVS (2017) A review on the potential of natural fibre for sound absorption application. In: IOP conference series: materials science and engineering, vol 226. IOP Publishing, p 012014
Yan J, Yu D-G (2012) Smoothening electrospinning and obtaining high-quality cellulose acetate nanofibers using a modified coaxial process. J Mater Sci 47:7138–7147. https://doi.org/10.1007/s10853-012-6653-2
Yan T, Wang Z, Pan Z-J (2018) A highly sensitive strain sensor based on a carbonized polyacrylonitrile nanofiber woven fabric. J Mater Sci 53:11917–11931. https://doi.org/10.1007/s10853-018-2432-z
Yang F, Murugan R, Wang S, Ramakrishna S (2005) Electrospinning of nano/micro scale poly(l-lactic acid) aligned fibers and their potential in neural tissue engineering. Biomaterials 26:2603–2610. https://doi.org/10.1016/j.biomaterials.2004.06.051
Yang Y, Jia Z, Li Q, Guan Z (2006) Experimental investigation of the governing parameters in the electrospinning of polyethylene oxide solution. In: IEEE transactions on dielectrics and electrical insulation, pp 580–584
Yang M, Xie T, Peng L et al (2007) Fabrication and photoelectric oxygen sensing characteristics of electrospun Co doped ZnO nanofibres. Appl Phys A Mater Sci Process 89:427–430. https://doi.org/10.1007/s00339-007-4204-5
Yang D, Jin Y, Ma G et al (2008) Fabrication and characterization of chitosan/PVA with hydroxyapatite biocomposite nanoscaffolds. J Appl Polym Sci 110:3328–3335. https://doi.org/10.1002/app.28829
Yang X, Chen X, Wang H (2009) Acceleration of osteogenic differentiation of preosteoblastic cells by chitosan containing nanofibrous scaffolds. Biomacromolecules 10:2772–2778. https://doi.org/10.1021/bm900623j
Yang J, Liu X, Huang L, Sun D (2013) Antibacterial properties of novel bacterial cellulose nanofiber containing silver nanoparticles. Chin J Chem Eng. https://doi.org/10.1016/s1004-9541(13)60636-9
Yarin AL, Zussman E (2004) Upward needleless electrospinning of multiple nanofibers. Polymer (Guildf) 45:2977–2980. https://doi.org/10.1016/j.polymer.2004.02.066
Yarin AL, Koombhongse S, Reneker DH (2001) Taylor cone and jetting from liquid droplets in electrospinning of nanofibers. J Appl Phys. doi 10(1063/1):1408260
Yin G, Zhao Q, Zhao Y et al (2013) The electrospun polyamide 6 nanofiber membranes used as high efficiency filter materials: filtration potential, thermal treatment, and their continuous production. J Appl Polym Sci 128:1061–1069. https://doi.org/10.1002/app.38211
Yoon C, Ji D (2003) The effects of blend composition and blending time on the ester interchange reaction and tensile properties of PLA/LPCL/HPCL blends. Fibers Polym 4:59–65. https://doi.org/10.1007/bf02875438
Younes I, Rinaudo M (2015) Chitin and chitosan preparation from marine sources. Structure, properties and applications. Mar Drugs 13:1133–1174
Zamani M, Prabhakaran MP, Ramakrishna S (2013) Advances in drug delivery via electrospun and electrosprayed nanomaterials. Int J Nanomed 8:2997–3017
Zhang X, Goux WJ, Manohar SK (2004) Synthesis of polyaniline nanofibers by “nanofiber seeding”. J Am Chem Soc 126:4502–4503. https://doi.org/10.1021/ja031867a
Zhang Y, Huang X, Duan B et al (2007a) Preparation of electrospun chitosan/poly(vinyl alcohol) membranes. Colloid Polym Sci 285:855–863. https://doi.org/10.1007/s00396-006-1630-4
Zhang YZ, Su B, Venugopal J et al (2007b) Biomimetic and bioactive nanofibrous scaffolds from electrospun composite nanofibers. Int J Nanomed 2:623–638
Zhang Y, Venugopal JR, El-Turki A et al (2008) Electrospun biomimetic nanocomposite nanofibers of hydroxyapatite/chitosan for bone tissue engineering. Biomaterials 29:4314–4322. https://doi.org/10.1016/j.biomaterials.2008.07.038
Zhang L, Aboagye A, Kelkar A et al (2014) A review: carbon nanofibers from electrospun polyacrylonitrile and their applications. J Mater Sci 49:463–480
Zhang Q, Wang X, Fu J et al (2018a) Electrospinning of ultrafine conducting polymer composite nanofibers with diameter less than 70 nm as high sensitive gas sensor. Materials (Basel) 11:1744. https://doi.org/10.3390/ma11091744
Zhang W, Guo Z, Liang Q et al (2018b) Flexible C-Mo2C fiber film with self-fused junctions as a long cyclability anode material for sodium-ion battery. RSC Adv 8:16657–16662. https://doi.org/10.1039/c8ra01908h
Zhao ZP, Li N, Li MS, Zhang Y (2012) Controllable modification of polymer membranes by long-distance and dynamic low-temperature plasma flow: long-distance and dynamic characteristics. Plasma Chem Plasma Process 32:1243–1258. https://doi.org/10.1007/s11090-012-9402-z
Zheng J, Yan X, Li MM et al (2015) Electrospun aligned fibrous arrays and twisted ropes: fabrication, mechanical and electrical properties, and application in strain sensors. Nanoscale Res Lett 10:1–9. https://doi.org/10.1186/s11671-015-1184-9
Zhong S, Teo WE, Zhu X et al (2006) An aligned nanofibrous collagen scaffold by electrospinning and its effects on in vitro fibroblast culture. J Biomed Mater Res Part A 79:456–463. https://doi.org/10.1002/jbm.a.30870
Zhou Z, Lin W, Wu X-F (2016) Electrospinning ultrathin continuous cellulose acetate fibers for high-flux water filtration. Colloids Surf A Physicochem Eng Asp 494:21–29. https://doi.org/10.1016/j.colsurfa.2015.11.074
Zhu M, Han J, Wang F et al (2017) Electrospun nanofibers membranes for effective air filtration. Macromol Mater, Eng, p 302
Zhuang X, Cheng B, Kang W, Xu X (2010) Electrospun chitosan/gelatin nanofibers containing silver nanoparticles. Carbohydr Polym 82:524–527. https://doi.org/10.1016/j.carbpol.2010.04.085
Zugenmaier P (2004) Characterization and physical properties of cellulose acetates. In: Macromolecular symposia. pp 81–166
Acknowledgements
The authors would like to acknowledge SERB/DST (No-SB/EMEQ-366/2014) and (ETA-0165/2014), India, for financial support.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Rights and permissions
About this article

Cite this article
Mishra, R.K., Mishra, P., Verma, K. et al. Electrospinning production of nanofibrous membranes. Environ Chem Lett 17, 767–800 (2019). https://doi.org/10.1007/s10311-018-00838-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10311-018-00838-w