
Abstract
Electrospinning has emerged as a versatile and promising technique to synthesize nanofibres. With increasing demand of nanotechnology, electrospinning has gained more attention due to its versatile application in various fields. Scientists have incorporated various nanomaterials as nanofillers in the polymeric matrix to enhance the properties of nanofibres according to their specific applications. Among these nanofillers, graphene has gained extensive interest for researchers, as a multifunctional molecule associating different unique properties like high mechanical strength, electrical conductivity, flexibility, conductivity and optical transparency. These desirable properties make graphene a superior material than CNTs and other conducting nanoparticles. The graphene-based polymeric nanofibres have opened new opportunities for diverse applications of nanofibres in different walks of life. This chapter aims to describe an overview of progress of graphene-based electrospun nanofibres and their applications in various fields including biomedical, chemical, defence and environmental applications. The historical overview and fundamentals of electrospinning, graphene and its properties as nanofiller as well as the applications of graphene-based electrospun nanofibres in different fields are discussed. The limitations and future developments of electrospinning and graphene-based electrospun nanofibres that can be made are also presented.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
Technological progress over the previous decades has been focused on different competing methods to synthesize nano-sized materials. The development of nanotechnology shows its excellence in selected fields, while electrospinning (E-spin) has been come out as a popular nanotechnology for the easy fabrication of nanofibres from wide range of materials. E-spin technique that proved to be an efficient method to produce electrostatic fibre with diameter around 2 nm to several micrometres using electrical force from the polymer solution of synthetic as well as natural polymers, has been attracted tremendous attention in research and commercial field over the past few decades due to the low cost production, chemical versatility, tunable physical properties like fibre length, porosity as well as electronic, optical, biomedical and mechanical property [1,2,3]. This process is widely used because of its unique capability and versatility of producing fibre and fabrics within nanorange consistently with controlled pore size which is difficult to obtain in standard mechanical fibre-spinning techniques [4,5,6]. From the starting of this century, researchers have been paying much attention on re-examination of E-spin technique [7]. Due to having high surface area than regular fibres, the fibres generated from E-spin have been successfully applied in wide range of fields including biomedical, tissue engineering, pharmaceutical, optical, defence, protective clothing, environmental engineering, electronics, healthcare and biotechnology [8,9,10,11]. Overall, E-spin is a simple and robust technique to produce fibre from wide variety of polymers, which offers a lot of advantages like tuneable pore size, high surface-to-volume ratio, malleability to generate a variety of shapes and sizes and the capability to generate controlled composition, property and functionality of nanofibres. Because of these properties, electrospun fibres have drawn major attention in the field of applied physics, chemistry, regenerative medicine, sensing, biological scaffolds, photonics, flexible electronics and electrode materials in energy storage application [12]. Over 60 years, E-spin technique has been applied in textile industry for the production of nonwoven fabrics. From the past few years, there has been increasing attention in the application of this technique for the manufacturing of nanolevel fibres from a range of natural and synthetic polymers used in tissue engineering [13] including cellulose [14], collagen [15], polyurethanes [16], cellulose/collagen [17], silk fibroin [18], and polylactic acid [19]. Although having various superiorities, the scale up of the output of the nanofibres suffers some serious problems which limit its bulk application. Several researches have been carried out on amplifying the production rate of electrospun fibres where a two-layer spinning system is used in which the lower layer with ferromagnetic suspension and the upper layer with polymer solution, and multiple nozzle or spinnerets systems are arranged in a circle/line/matrix and a bottom up gas jet spinning or bubble E-spin [6, 20, 21]. To increase the production of electrospun fibres using single jet is not very viable for large scale applications. Although porous hollow tube is used in various cases to obtain multiple jets and the production rates can be amplified by increasing the number of holes and tube length [22, 23]. Another major problem in tissue engineering with electrospun scaffolds and mats is the insufficient cellular migration and non-uniform cellular distribution in the scaffold under passive seeding conditions with enhancing depth.
However, using conventional E-spin technique, nanofibres can be synthesized in a simple and inexpensive way, but over the time, there are build-ups of meshes with very high fibre density. It is also reported that, when the diameter of fibres is smaller, the chance of fibre to fibre contact per unit length of fibre increases and the average pore radius in the mesh decreases [24]. Due to these circumstances, there occurs a huge size mismatch between the smaller pores in the fabrics and the larger size of the cells. This limits the ability of the cells to populate and emigrate inside the scaffolds. This problem limits the application of electrospun fibres, especially in the field of 3D organs or tissues. Among several attempts which addresses this limitation, Ekaputra et al. suggested three methods for the advancement of cellular infiltration and their viability [25]. Among the three methods, the first one was co-E-spin, in which a medical grade poly (Ɛ-caprolactone)/collagen (mPCL/col) was used as a main fibre combined with water soluble polymer gelatine and polyethylene oxide to enhance the pore volume by selective elimination of solid materials from the mesh. The approach of blending water soluble polymer didn’t show enough improvement compared with conventional electrospun fibres used in cell infiltration. In the second approach, micron-sized mPCL/col was used to improve the fibre–fibre distance as well as pore volume. In the third approach, mPCL/col was co-deposited with heprasil (glycosaminoglycan hydrogel) which create enzymatically degradable pockets within the dense fibres through which cell can migrate. Mechanical booster of fibres through the introduction of nanofillers which enhances the property of fibres in particular field of applications. Incorporation of the nanomaterials into the matrix enhances to optical, mechanical, electrical and thermal properties of electrospun fibres. For the production of conducting nanofibre, the nanofillers can be classified into zero dimensional (0D), one dimensional (1D), two-dimensional (2D) and three dimensional (3D), which were introduced in this decade. Among various nanofillers, 2D layered graphene and graphene oxide has been attracted huge attention as they enhance the fibre properties due to their mechanical strength, thermal and electrical conductivities [26].
Around this decade, the discovery of graphene drastically changed the research direction of material science by its unique and splendid characteristics. All over the world, researchers are competing to discover different synthesis pathways and explore the applications of graphene-based materials in various fields. An intermediate material called graphene oxide (GO) associated with better hydrophilicity and chemical versatility with easier modification due to the presence of oxygen functionalities compare than that of graphene [27]. Over the years, a broad range of applications of graphene has been published such as tissue engineering, electronics, optics, energy storage and sensing [27, 28]. However, graphene has an unavoidable tendency to agglomerate due to the Van der waals force and \(\pi -\pi\) stacking which results the loss of high surface area and excellent electric property. To prevent the agglomeration of graphene sheets, development of preferable scheme to synthesize fully dispersed graphene-based nanocomposites remains a significant challenge [29]. GO-based materials have been introduced in nanofibre composites using E-spin technique. Incorporation of graphene in nanofibres enhances thermal and electrical conductivity, catalytic activity, mechanical strength and optical property.
In this chapter, we focus on comprehensive overview on recent advancement of E-spin designs and process and graphene-based electrospun nanofibres. It includes the enhancement of properties due to the incorporation of graphene into the fibre matrix and their various applications in selected fields. In this aspect, we summarize the basic principle and instrumentation of E-spin technique as well as application of graphene-based nanofibre composites in several fields including biomedical, chemical, defence and environment. The limitations and the future aspect of graphene-based nanocomposites fabricated by E-spin are also included.
2 Historical Overview of Electrospinning
E-spin was first distinguished by Rayleigh in 1897 [30]. The detailed study on electrospraying was reported by Zeleny in 1914 by establishing a mathematical model to explore the effect of electrical forces in liquids by analysing the behaviour of liquid droplets at the end point of iron capillaries [31]. In 1934, Formhals fruitfully fabricated electrospun fibres with an improved E-spin device and patented his work [32]. The ground work of E-spin was set by Taylor in 1969 through his work on electrically controlled jets [33]. The phrase “E-spin”, acquired from electrostatic spinning was used in around 1994, which is comparatively recent, but its beginning was uncovered back to above 60 years ago. A series of patents was issued by Formhals, explaining the experimental setup for the synthesis of polymer filaments applying an electrostatic force [34]. The first patent (US Patent Number: 2116942) on E-spin technique was published for the synthesis of textile yarns using a voltage of 57 kV for the E-spin of cellulose acetate and acetone and monomethyl ether of ethylene glycol was used as solvents. The patent holder of this process was Antonin Formhals in 1934 and further he issued other patents on E-spin (US Patents 2,160,962 and 2,187,306) in 1939 and 1940 [35]. The spinning process invented by Formhals includes a moving thread collection device to collect the fibres in a stretched condition which is similar to the spinning drum in conventional E-spin [36]. In the past 50 years, about 60 patents have been filed on electrospinning solutions and melts and a simple equipment is invented which can generate highly electrified streams with uniform droplets of around 0.1 mm in diameter [37]. In 1955, Drozin studied the dispersion of different liquids in aerosols under high electrical field. After that, Simons invented a equipment in 1966 for the fabrication of ultra thin and extremely lightweight nonwoven fibres with different patterns under using electrical spinning and patented the work [38]. The “Taylor cone” model which theoretically modelled the conical geometry of liquid droplet, was established by Sir Geoffrey Ingram Taylor in 1966 [39]. In 1971, an apparatus was made by Baumgarten which fabricate electrospin acrylic fibre with diameters of 0.05 to 1.1 µm [40]. After that very small number of research articles and patents has been reported on E-spin technology in the 1980 and 1990s. The E-spin field has obtained significant attention and fast-growing development since Reneker et al. produced a number of fibres (diameter < 5 µm) by charging the polymer solution with high voltage [41]. As E-spin can easily generate fibres and fibrous structures with diameters in nano-range, it gained more attention may be due to the continuously increasing interest in nanotechnology [34]. All over the world, above 200 universities and research organizations are involved in studying different aspects of E-spin process and its applications. Also, some companies including Freudenberg and Donaldson Company have been utilizing E-spin process in the air filtration products for last two decades [42]. After 2010, major research progress on E-spin is focusing on the application of electrospun fibres on different fields using nanoparticle incorporated fibres, functionalized polymers, metal oxide composited nanofibres. A comprehensive overview of the advancement in E-spin technology is summarized in Table 1.
3 Fundamentals of Electrospinning
The fundamental of E-spin is based on “electrostatic interactions”. In detail, the high voltage power supply is connected to the peristaltic pump which pushes the solution from the needle. A counter electrode called collector collected single droplet ejected from the tip of the needle. It is obvious that the electrostatic interaction results in the fibre formation. Beside the polymeric nanofibres and composites, ceramic nanofibres can also be fabricated by changing the parameters including solution property, operational conditions and ambient property. The nanofibres fabricated by this technique can be associated with various chemical compositions, tuneable diameter and different morphology [55].
3.1 Working Principle
E-spin is a unique technique which uses electrostatic force of interaction to synthesize nanofibres from polymers and polymer solution or melts. The fibres are associated with smaller diameter and larger surface area than other conventional spinning techniques [66]. Different varieties of nanofibres including carbon materials, inorganic materials, polymers and their hybrid composites can be synthesized by this technique [67,68,69]. However, the basic theory of other spinning techniques like electrostatic precipitators and pesticide sprayers are similar to that of E-spin process which is based on electrostatic repulsive forces.
Generally, in E-spin process, an electrostatic voltage (around 5–30 kV) is engaged to charge the solution to start the emersion of liquid jet from the tip of the needle using a spinneret, such as coaxial, single and multi-spinneret [70, 71]. The polymer solution has its own surface tension into the syringe, and at the tip of the needle, it can be charged outside by applying high voltage power supply. The electrically conducting spinneret and oppositely charged collector are separated at an optimum distance (~10–25 cm) before the ejection of polymer solution. The liquid jet elongated through spiral loops, as the diameter of the loops increases, the jet becomes lengthier and thinner. With the evaporation of the solvent, solidification of the polymer precursor occurred and gets collected on the target [71,72,73]. The polymer molecules remain highly oriented in the fibres due to the stretching of jets, which have been established by polarized Raman and polarized FT-IR spectroscopy [74, 75].
However, these nanofibres are classified into two categories namely aligned and random nanofibres. Both of them have excellent properties like tuneable surface morphology, high surface-to-volume ratio and high porosity with interconnected pores [49, 76, 77]. The E-spin technique in which simple plate collectors are used, generally synthesizes nonwoven or random nanofibres and a disk or cylinder with faster rotating speed are involved produces aligned nanofibres. E-spin nanofibres have different morphologies including hollow, porous, sea-island, core–shell and dense structures according to various applied parameters like applied voltage, distance between the collector and spinneret, feed rate and solution concentration [78]. Figure 1 illustrates the schematic representation of E-spin setup.

Schematic representation of electrospinning process
3.2 Instrumental Setup
The instrumentation of E-spin includes three main parts, first and the dominating part is high voltage power supply, second is the assembly of needle and syringe (known as spinneret in needleless type) and the last is collector. Now a days, various types of E-spin instruments are accessible in the market. They are different only in the design of spinneret and collector. Among them some include an electrode material as spinneret while most of the instruments are needleless spinneret.
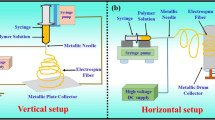
However, two main categories of instruments are in practice such as horizontal and vertical. In case of horizontal type, the implied force is the charged force gained by applied potential and the attractive force of oppositely charged collector which draws the fibre. On the other hand, in vertical type, the fibres are pulled by two forces including collector charge and gravitational force which results thinner fibres with minimum diameter.
Another classification of E-spin instrument depends on number of nozzles like single nozzle E-spin and multi-nozzle E-spin. In single nozzle E-spin, only the solutions which are easily soluble could be used for fibre synthesis. Multi-nozzle is advantageous over the single nozzle due to the huge production of fibres. E-spin instruments can also be classified based on the number of axial units such as coaxial, mono-axial and multi-axial E-spin instrument. Coaxial E-spin employs two syringes and one needle, where both the syringes consist of different precursor solutions which are probably immiscible. In mono-axial E-spin, it is not possible to use two different immiscible solutions for fibre fabrication. Coaxial E-spin has achieved more attention because of its ability to synthesize modified nanofibres including uni-axially aligned, core-sheath and hollow nanofibres [55].
Multi-jet E-spin was reported by Waclaw Tomaszewski and Marek Szadkowski for the production of nanofibres. Three types of spinning pipes for the E-spin head were utilized including series, concentric and eplliptic (shown in Fig. 2) and it was proved that concentric and epileptic types enhanced the fibre fabrication process by using 10 or more number of spinning pipes [55].

Three types of spinning pipes for the E-spin head: elliptic, concentric and series. Redrawn from Ref. [55]
Collector is another major part of E-spin instrument. There are different types of collectors such as plate collector, cocoon, drum collector, parallel plate and disc collector. A suitable collector is chosen according to the field of application of the synthesized nanofibres. Generally, drum collectors are mainly utilized to obtain well-aligned and nano-ranged fibres in laboratory scale experiments. Aluminium foil kept in the surrounding of the drum collector behaves as a conducting material which collects fibres [55].
According to the needle type of E-spin instrument, the instrumental parameters like solution volume, needle tip, modified syringe and gauge diameter could be selected. On the other hand, for large scale production of nanofibres, needleless E-spin is more beneficial in industries.
3.3 Controlling Parameters
Different parameters which influence the E-spin for fibre fabrication include instrumental parameters, solution parameters and ambient parameters. Category-wise factors influencing E-spin are summarized in Table 2.
3.3.1 Instrumental Parameters
Generally, lesser flow rate of the solution helps the polarization of the precursor solution. Flow rate is the flow of the solution under applied pressure. Increasing the flow rate of 1 ml/min results in the formation of beaded fibres. The morphology and diameter of fibres change with shape and diameter of the gauge respectively. Change in the gauge size affects the diameter of micro-scale fibres while change in gauge shape (elliptic and sphere) effects the morphology of fibres.
Change in applied potential effects the diameter of E-spin fibres. It has established by various research groups that with varying applied potential the diameter of fibre changes [79,80,81]. Influence of applied potential on the diameter of nanofibres is limited comparing with other instrumental parameters of E-spin. The distance between the tip of the needle and the collector allows enough opportunity for the evaporation of solvent. If the distance is lesser, thicker or beaded fibres can be formed while larger distance results in discontinuous fibres. So, by keeping other parameters constant, change in the distance from needle tip to the collector have a major influence on fibre morphology [82].
The variety of collector used including plate, rotating rods or wheels, pin, crossbar, disk, drum and liquid bath influences the orientation or alignment of fibres. Properly oriented nanofibres can be synthesized by utilizing a disk collector. A homemade collector was designed by Younan Xia et al. by applying a novel gap strategy for oriented fibres of polyvinyl pyrrolidone (PVP)/tetramethyl ammonium chloride involving two silicon strips (kept in certain distance) as collector [83]. In this method, two types of forces are experienced by the nanofibres one from the charges on the surface of the silicon collector by the charged electrospun nanofibres and other from the splitting applied potential. They studied that the thicker nanofibres could be fabricated by reducing the gap between the silicon strips and increasing the collection time as shown in Fig. 3. It is interesting to observe that some of the nanofibres (marked by arrows in Fig. 3d) alter their direction perpendicularly to the edges before reaching to silicon collector. This variation in orientation further confirms the influence of two different forces on the nanofibres.

a Dark-field optical micrograph of PVP NFs collected on top of a gap formed between two silicon stripes. b, c SEM images of same sample, showing NFs deposited (B) across the gap and (C) on top of the silicon stripe. d SEM image of NFs region close to the edge of the gap. Reprinted with permission from Ref. [83]
3.3.2 Solution Parameters
Depending on the application of nanofibres, suitable polymers are selected for E-spin. Nanotube enclosed nanofibres made up with conducting polymers obtain huge attention in the field of sensor, electrode materials and bio-active materials because of their capability trigger electrical charges remain inside the molecules. Kumber et al. fabricated nanofibres of chitosan, a crystalline, natural biopolymer [65]. They used derivative of 2-nitrobenzyl chitosan prepared by mixing 2-nitrobenzaldehyde with different concentration and chitosan for the fabrication of chitosan nanofibres. As synthesized imino-chitosan derivatives are very promising candidate for the shielding against yeast, bacteria and fungi.
The molecular weight of a selected polymer is an important factor which affects the properties of nanofibres. Same polymer having different molecular weight can synthesize nanofibres with different diameter [84, 85]. To obtain smooth and continuous nanofibres, the selected polymer should have optimized molecular weight. Sahoo and Panda had synthesized and characterized barium titanate nanofibre using E-spin technology [84, 85]. For a concentration dependant study, they used PVP (8–12% weight) with barium titanate composite. In Fig. 4, we can observe that with increasing the concentration of solution from 8 to 12%, the fibre diameter increased by 50 nm because of the viscosity change of the polymer solution.

SEM images and their corresponding diameter distributions of PVP–BaTiO3 nanofibres with a 8%, b 10% and c 12% PVP. Reprinted with permission from Ref. [84]
For the synthesis of composite nanofibres, precursor solution is mixed with the polymer solution and delivered to E-spin for synthesis. The precursor can be nanoparticles or metal salt solution. They are blended with required solvent or polymer solution to obtain suitable viscosity for E-spin. During the travelling from the tip of the needle to the collector, the solvent evaporated which results in the fabrication of nanofibres. Due to this reason, specific solvent required to be selected for a certain precursor.
The main correlated solution properties that directly affect the E-spin ability of the solution are surface tension, conductivity and viscosity. One of the delicate features of fibre preparation technology which can be controlled by changing the concentration of the polymer solution is the viscosity of the spinning solution [86]. Fibres with micro- and nanoscale diameters can be obtained only with solutions of optimum viscosity. On the other hand, very high or very low viscosity solutions result beaded fibres.
Surface tension is the force employed in the plane of surface per unit length [87]. In the E-spin process, the applied potential should by high enough to overcome the surface tension of the solution to fabricate fibres. Solvents also affect the surface tension to some extent. Yang et al. studied that different solvent employ different surface tension. They established that reducing surface tension of the solution by keeping the concentration constant can convert the beaded fibres into smooth fibres [88].
In fibre preparation process conductivity of the solution also plays a key role. Wang et al. reported that, natural polymers exhibit larger surface tension (because of their polyelectrolytic nature) in presence of electric field, than the synthetic polymers. So, the fibres prepared from natural polymers are of poor quality compared with that synthesized from synthetic polymers. Conductivity of a spinning solution can be enhanced by mixing salts like KBr, NaCl, and KCl. Generally, with increasing conductivity, the diameter of the fibres decreases that means thinner fibres can be produced [89].
3.3.3 Ambient Parameters
Influence of collector temperature on the fibre properties is an important parameter in E-spin. Kim et al. established the impact of collector temperature on the porosity of E-spin fibres [90]. They studied that the porous nature of nonwoven nanofibres synthesized from poly-L-lactic acid (PLLA) in methylene chloride solvent was prominently affected by the temperature of the collector. The pores were developed in the nanofibres by the evaporation of the solvent molecules remain on the surface of the nanofibres, while the temperature reached to the boiling point of the solvent used (shown in Fig. 5a). With further increase in temperature, there was an increase in pore size and higher number of pores on the nanofibres due to the enhanced evaporation of the solvent molecules (Fig. 5b, c). When the temperature reached to 60 °C, there was a slight decrease in pore size due to the evaporation of solvent molecules present within the viscose polymer by the increment of the volatility of the solvent (shown in Fig. 5d). When the temperature of the collector increases to the glass transition temperature (Tg) of the polymer, the porous structure of the fibres disorganized extremely due to the inadequate solidification of PLLA and high mobility (Fig. 5e).

SEM images of E-spun PLLA fibres as a function of collector temperature; a room temperature (21 °C), b 40 °C, c 50 °C, d 60 °C and e 70 °C. Reprinted with permission from Ref. [90]
In fibre fabrication technique humidity and temperature involve as interconnected ambient parameters. Enhancement in temperature will cause decrease in humidity and helps to evaporate the solvent quicker. Higher humidity results in thicker fibres with larger diameter. In another report, Casper et al. studied that with increasing humidity porous nanofibres can be produced. The optimum humidity for the production of polystyrene nanofibres was less than 25% [91]. Therefore, to obtain appropriate porous nanofibres, optimum humidity is required to maintain.
4 What is Graphene?
World’s first 2D, lightweight, paper-like material is known as “graphene” [92]. Various multidirectional properties including conductivity, high surface area, mechanical strength, hydrophobicity, specific capacitance, photocatalytic and antibacterial activity makes graphene far more potential candidate than other nanomaterials [93]. Graphene is one atom thick, hexagonal layer of sp2 hybridized carbon atoms. The carbon atoms are densely packed and looks like a honeycomb lattice.
A stable single-layered graphene was first prepared by mechanical stripping in 2004. For this discovery, Geim and Novoselov won Noble prize in physics in 2010 [94, 95]. Single-layered graphene is lattice iss purely conjugated with alternative single and double bond and the \(\pi\) electron clouds remain delocalized over the sp2 hybridized carbon atoms. Graphene is the thinnest nanomaterial in the world with a stable single layer having thickness only 0.334 nm [94]. However, it is very difficult to prepare monolayered, pure graphene, some techniques are reported in the literature for the synthesis of single or few layered graphene like chemical vapour deposition (CVD), liquid phase stripping, chemical exfoliation, mechanical exfoliation and oxidation–reduction process [94, 96].
The synthesis of graphene can roughly be divided into three categories. Graphite was first oxidized by strong acids and oxidizing agents to fabricate GO by Hammer’s method. Reduced graphene oxide (rGO) was synthesized by reducing GO by thermal or some other reduction process, where some oxygen functionalities still exist. The residual oxygen functionalities inhibit the re-stacking of rGO sheets and sustain the porosity and high surface area, which is very crucial for energy applications [97, 98].
Although being very thin and lightweight, graphene is the strongest material in the world ever discovered. The intrinsic strength of graphene is 42 Nm−1 and it is 200 times stronger than steel [99]. It is so robust that it can overshadow the hardness of diamond. A single sheet of graphene is transparent but it is able to absorb light [100]. It is elastic and pliable with Young’s modulus of around 1 TPa [99]. But it is impermeable to all the liquids and gases except water [101]. Graphene is also associated with excellent thermal conductivity in the range of ~ (4.84 \(\pm\) 0.44) \(\times\) 103 to (5.30 \(\pm\) 0.48) \(\times\) 103 Wm−1 K−1[102]. These values refer that; graphene is far more superior to carbon nanotubes in thermal conductivity. Another crucial property of graphene is excellent electrical conductivity with high intrinsic mobility of 2 \(\times\) 105 cm2v−1 s−1[103, 104].
There are several practical applications of graphene as a versatile material in science, technology and environmental aspect including electronics, photonics, energy storage and generation, sensing, biomedical, optoelectronics and flexible electronics [99]. Different properties and application of graphene in various field are shown schematically in Fig. 6.

Properties and applications of graphene
4.1 Graphene as Nanofiller in Electrospinning
The incorporation of GO into the electrospun nanofibres was started around this decade. Graphene is a favourable candidate to perform as nanofiller in E-spin to achieve desired nanofibres due to its versatile properties like mechanical, sensing, biomedical and electrical. Graphene has been proved to be a potential nanofiller candidate due to its multifunctional properties, which strongly reorganize the lightweight nanocomposites. Various types of natural and synthetic polymers were electrospun utilizing graphene nanofiller which exceptionally enhance the E-spin technique and had exhibited extraordinary enhancement in the characteristics of nanofibres like hydrophilicity, mechanical strength, conductivity, mechanical strength and thermal stability [105, 106]. The packing of graphene in an E-spin process is an important step which decides that chemical affinity, flexibility, stability and functionality. This involves two steps, first is GO sheets can introduce into the polymer solution by solution blending, in-situ polymerization or melt mixing and the second is synthesized nanofibres were reduced by annealing under high temperature or by chemical method which is mentioned as rGO nanofibres. Actually GO is a bed electrical conductor and an insulator. But when it is treated with strong reducing agent or annealed at high temperate, most of the conjugated structure of graphene has been re-established by the elimination of oxygen functionalities. However, there are several methods reported where reduced graphene has been directly used with polymer solution for E-spin [107, 108]. But, this process faces the drawback of inhomogeneous dispersion which may leads to difficulties and challenges for uninterrupted E-spin process. An overview of graphene used as nanofiller reported in the literature from 2010 to 2016 is shown in Fig. 7 [109].

Number of articles published by year using graphene as a nanofiller data analysis carried out using the Scopus search system with the term “graphene electrospinning” from 2010 to 2016. Reused with permission from Ref. [109]
4.2 Graphene-Based Electrospun Nanofibres
There are extensive advancements in graphene-based electrospun conductive nanofibres, especially in the area of electronics. Comparing with conventional metallic wires graphene-based conducting nanofibres are famous material because of their amazing properties including high electrical property, mechanical strength, lightweight and environmental stability. For the fabrication of graphene-based conductive, flexible nanofibres, the precursor solution was prepared using polymers including polyvinyl alcohol (PVA), polyacrylonitrile (PAN), polyvinyl chloride (PVC), poly(vinyl acetate) (PVAc), poly(lactic-co-glycolic acid) (PLGA) and poly(methyl methacrylate) (PMMA) which are summarized in Table 3 with the specific reduction method. It is well established that while graphene is combined with fibres, it enhances their mechanical and electrical properties.
Matsumoto reported a methodical interaction of PAN with graphene [115]. By the opening of multiwalled carbon nanotubes (MWCNTs) using oxidation process, they prepared graphene oxide nanoribbons (GONRs) and then electrospun with GONRs in PAN/dimethylformamide (DMF) solution. Due to the thermal reduction, the electrical conductivity of graphene was hugely enhanced with highest obtained conductivity of 165.10 S cm−1. The reduction strategy and sheet to sheet interdependence into the fibres effectively enhance the conductivity of fibres. The main challenges to achieve graphene-based nanofibres are the enhancement in dispersion, proper loading of GO and alignment within the polymer matrix. Along with the thermal reduction, many attempts were carried out on chemical reduction of graphene-based electrospun nanofibres. A chemical reduction of graphen-base nanofibres was reported by Wang et al., where they recovered the valuable conductive network of graphene [111]. A composite framework of GO sheets with polyvinyl alcohol (PVA) and PAN was fabricated using hydrazine hydride (N2H4) as reducing agent. The SEM images of GO and graphene composited PVA and PAN electrospun nanofibres are shown in Fig. 8. Applying this chemical reduction method, the problem of dispersion of graphene can be eliminated as well as enhanced conductivities can be obtained. For example, graphene-PAN composite offered conductivity of 75 S cm−1 and graphene-PVA offered 25 S cm−1.

SEM images of a PAN electrospun nanofibres, b GO-PAN electrospun nanofibre composite, c graphene-PAN nanofibre composite, d PVP electrospun nanofibres, e GO-PVP electrospun nanofibre composite, and f graphene-PVP nanofibre composite adapted from Ref. [111]
The major operating parameter to influence the characteristics of graphene-based nanofibres is the interaction between graphene and polymer matrix. This can be tuned by using selective chemical treatment on the surface of the nanofiller [111]. It is observed that the conductivity of nanofibres significantly enhance with high temperature reduction comparing with chemical method of reduction. The reason may be the reduction of huge number of oxygen containing functional groups from the GO surface, which remain attached into the interior of the aromatic zone of GO and recovering the sp2 configuration of graphene which satisfactorily enhance the conductivity of nanofibres by the thermal reduction methods.
For further improvement of conductivity, metal ions can be composited with graphene-based electrospun nanofibres. This can be synthesized by mixing different metals including Si, Ag, Ni, Sn and Ru with the precursor solutions. In most of the cases, graphene-based electrospun nanofibres are used as back-bone materials for the introduction of electroactive materials like conducting polymers, metal oxides including MnO2, RuO2, Fe2O3 and Co3O4 obtain ultrahigh conductivity [125,126,127]. Moayeri and Ajji reported that coaxial E-spin is an alternative and beneficial method of preparing graphene composited conductive polymer polyaniline (PANi) with novel core–shell structure, compared with unidirectional E-spin [112]. They used reduced graphene with 1-pyrene-butanoic acid succinimidyl ester (PBASE) to synthesize nanofibres named as PANi/G-PBASE and the conductivity of nanofibres had boosted up to 30 S cm−1.
Synthesis of GO is also a very crucial factor which influences the conductivity of nanofibres. This inspires the scientists to investigate new methods to functionalize nanofibres with GO to enhance the conductivity of electrospun nanofibres. For the industrial production of nanofibres where large scale production is required and there is a need to use huge amount of GO. In this case, researchers use a mist of GO applying an ultrasonic atomizer to incorporate graphene into the nanofibres because of relatively easy synthesis process for fabrication of large scale product with desired quality. Wang et al. followed an impressing strategy where they synthesize nanofibres simultaneously using E-spin and ultrasonication to dope GO using an ultrasonic atomizer by spraying (shown in Fig. 9) and the achieved conductivity was up to 0.42 S cm−1[113].

a Schematic of the electrospinning technique coupled with ultrasonic spraying; b top-view SEM image of the as-made S-RGO/ACF; c, d SEM images of the individual S-RGO/ACF fibre; e pristine ACF surface in the absence of graphene. Reprinted with permission from Ref. [113]
On the other hand, oriented graphene sheets and anisotropic materials inside the nanofibres have an important role on the conductivity like contrastive conductivity of hierarchical graphitic GO in various directions. Due to this property, network-like structures are constructed from cross-linked graphene in perpendicular as well as parallel directions because of the unidirectional emission of electrons. This phenomena was addressed by Liu et al. who fabricated carbon nanotubes (CNTs) and polyamide-graphene nanoribbons (PI-GNR) to study the anisotropic behaviour of GO [114]. They demonstrated electrical conductivities in two different directions; in perpendicular direction 7.2 \(\times\) 10–8 S cm−1 and in parallel direction 8.3 \(\times\) 10–2 S cm−1.
4.3 Application in Various Fields
Graphene-based electrospun nanofibres are morphologically modified by required treatments according to the selective application. The aspect of E-spin using graphene-based nanofibres is able to contribute in various fields of applications including chemical, biomedical, defence and environmental applications.
4.3.1 Biomedical Application
Tissue engineering is very essential for improvement and repairing of injured tissues in human body. The wide application of E-spin technique in tissue engineering is no longer new. GO/polymer composites also attract much attention in this field due to having properties like noncytotoxicity and biocompatibility. In this field, scaffolds play a crucial role as they allow support for cell fitting and also permit cell growing into the tissue until it is capable to support itself. Different types of GO/polymer composites have been fabricated as scaffolds for tissue engineering including PAN/rGO [128], PVA/GO [129], poly (lactic acid) (PLA)/polyurethane (PU)/GO [105] and PVA/chitosan (CS)/GO [130]. Schematic of the synthesis procedure of PVA/chitosan (CS)/GO is shown in Fig. 10. Due to the presence of GO, polymeric scaffolds have excellent mechanical, electrical and thermal properties. Cell adhesion and proliferation on these GO/polymer scaffolds were studied morphologically and quantitatively. Cells including adipose-derived stem cells, osteoblastic cells and skeletal myoblasts cells were cultured on the samples. They reported that a little amount of GO did not limit the viability and proliferation of cells which described the sufficient cell affinity of GO. Cells are expected to spread on the scaffolds and some of them improve the cell growth by attaining the same cell proliferation rate to that of tissue culture plates. In recent years, scaffolds for skin tissues and musculoskeletal have attracted the attention of researchers with aims to support the patients with injuries. Tissues or organs without recovering ability are a vast area of tissue engineering which needs to be more explored. One of its branches is vascular tissue engineering which aims to synthesize functional vascular grafts used in vivo to replace blood vessels and support them to regenerate. Currently available commercial synthetic grafts used by surgeons are extended polytetrafluoroethylene (ePTFE) and woven poly (ethylene terephthalate) (Dacron). Although the motto was to replace blood vessels with large diameter, they were not suitable for grafts with small diameter because of the intimal hyperplasia and thrombosis risks. Jing et al. synthesized thermoplastic polyurethane (TPU)/GO scaffold utilizing grounded rotation mandrel as E-spin collector which resulted tubular scaffolds with small diameter [131]. With increasing the amount of GO, hydrophilicity of scaffolds and tensile strength increased.

Reproduced with permission from Ref. [130]
Schematic representation of the synthesis procedure of PVA/CS nanofibres with self-assembled GO.
Another efficient function of scaffolds which required to be enlarged is the capability of controlled drug release onto selective tissues and organs. For efficient transportation of drugs in a targeted drug delivery system, scaffolds can reduce systemic toxicity and improve efficiency of the drugs. E-spin nanofibres are very efficient materials having higher drug encapsulation capability and higher stability, because of their high porosity and high surface area. For anticancer drug delivery, an electrospun scaffold was studied utilizing polyethylene oxide (PEO)/CS/GO nanocomposite [132]. In this carrier system, GO played the role of nanocarrier by monitoring the controlled release of doxorubicin (DOX), an anthracycline antibiotic applied in chemotherapy for intravenous administration. GO surface makes a strong bond with DOX by \(\pi -\pi\) stacking interactions, which allow the controlled release of drug. GO also contains functional groups like carboxylic and epoxy groups which can interact with the amine groups of CS. They allowed high drug loading of 98% because of the \(\pi -\pi\) stacking interactions among GO and DOX with the pores in nanofibrous scaffolds. A faster drug release at pH 5.3, because of the instability of hydrogen bonding between GO and DOX.
On the other hand, synthesis of scaffolds is also succeeded to provide a imitated environment to the original body system. In 2015, Luo et al. synthesized GO doped poly (lactic-co-glycolic acid) (PLGA) nanofibre scaffold added with human marrow mesenchymal stem cells (MSCs) for oestrogenic differentiation [133]. The diameter and the porous structure of the synthesized fibres are similar to the morphological structure with the original extracellular matrices (ECM) and enhance cell proliferation and attachment. GO takes part in two different roles, first is improving protein inducer adsorption ability and hydrophilic capability of nanofibres and second is enhancing the adhesion, proliferation and differentiation of human MSCs towards osteoblasts.
4.3.2 Chemical Application
Graphene-based nanofibres attain a huge interest in biosensing application due to its novel properties like excellent electrocatalytic activity, mechanical strength, high surface area and easy to functionalize. In 2015, Ding et al. fabricated a sensor for Cu (II) detector made up with rGO/polyvinyl butyral (PVB) nanofibres [134]. Electrospun nanofibres of GO/PVB on glassy carbon electrode (GCE) were reduced electrochemically to fabricate rGO/PVB. One of the heavy metals Cu (II) coming from machinery, mining and metal smelting, contaminate water sources. Though Cu (II) is an essential element in human body, larger intake of Cu (II) may cause Menke’s syndrome and Wilson’s disease [134]. The prepared sensor made up with rGO/PVB nanofibres exhibited good analytical activity with a lower detection limit of 4.1 nM (S/N = 3), linear range of 0.06–22 μM, selectivity and reproducibility RSD = 0.49% and large sensitivity of 103.51 μA. μM−1 cm−2. Zhang et al. reported a nanofibrous membrane of graphene quantum dots (GQD) by E-spin of the solution of GQD mixed with PVA [135]. For the first time the fabricated a PVA/GQD nanofibre membrane utilized as dual-purpose electrochemical and fluorescent biosensors for highly sensitive detection of glucose and hydrogen peroxide (H2O2). They reported that the prepared biosensors showed high performance with lower detection limit of 10.0 and 1.0 μM and linear detection ranges of 0.25–24 and 0.05–35 mM for glucose and H2O2 biosensors respectively.
Energy storage is one of the most essential fields which meet the need of in our modern society. The constantly increasing demand of rechargeable and sustainable energy sources to power up variety of energy storage systems. Thangappan et al. reported a electrospun hybrid material using GO, PVP and vanadium acetylacetonate [136]. The synthesized core–shell graphene oxide/vanadium pentoxide (GVO) nanofibrous mats used as electrode material in three-electrode cell and results an excellent specific capacitance of 453.824 F g−1 (shown in Fig. 11). Another core–shell nanofibrous structure was synthesized which contains ZnO/carrier polymer (core) and rGO/PAN (shell) [137]. The presence of ZnO enhances the theoretical capacity at 978 mA h g−1. But it is also associated with large volume expansion around 228% which results destruction of mechanical integrity. Taking the same solution, they encapsulated ZnO nanoparticles inside the glassy carbon-reduced graphene oxide (C-rGO) hollow core. The void spaces allow a buffer zone which adjust the volume change due to lithiation/delithiation of ZnO and stop friction of nanoparticles by fragmentation and detachment. The free standing electrode exhibited capacitance of 815 mA h g−1 at 50 mA g−1 current density and the capacity retention was around 80% after 100 cycles. Another study showed that the combination of MnO2 with graphene become very relevant as electrode material for supercapacitor application [138]. However, they offered poor intrinsic conductivity of 10–5 − 10–6 S cm−1. They designed electrospun nanofibre of MnO2 and hierarchical porous carbon nanofibre (CNF)/graphene which showed specific capacitance of 210 F g−1 at 1 mA cm−2 current density. Mixing of graphene with conducting polymer like polypyrrole (PPy) deposited on the surface of a CNF composite through an easy electrodeposition process can be a suitable material for pseudocapacitors. Gan et al. reported this type of core–shell structure which was synthesized in two steps [138]. At first CNF was synthesized by E-spin using PAN/dimethyl formamide (DMF) solution and then coating of nanofibres on graphene/PPy through electrodeposition. The electrode material showed specific capacitance of 386 F g−1. Electrochemical performances of hybrid graphene-based E-spun nanofibres are enlisted in Table 4.

a SEM images of (a) pure G/VO nanofibres, (b) annealed nanofibres at 350 °C and (c) 550 °C, (d) SEM of pure GO and b CV curves of (a, b) graphene and V2O5 nanofibres in different electrolytes (KOH and H2SO4) and CV curves for (c, d) pure V2O5 nanofibres and GO. Reused with permission from Ref. [136]
Shape memory nanofibre combined with GO was synthesized with shape memory PU (SMPU) by Tan et al. [154]. They showed that comparing with SMPU nanofibrous mat, SMPU/GO exhibited superior shape memory effect and lesser thermal shrinkage. The nanofibre composite exhibited thermal shrinkage as low as 4.7 \(\pm\) 0.3% when GO loading reached to 4 wt %, while the recovery and average fixation ratio were 96.5 and 92.1% respectively. They reported GO as a efficient candidate with enhanced property as nanofiller for shape memory nanofibres.
A corrosion protection coating using composite of nylon-6, 6 with functionalised GO was reported by Campos et al. [155]. The electrospun nylon-6, 6 with 2% GO loading exhibited coating capacitance of 10–7 F cm−2, while the same for coating prepared by deposition was 10–4 F cm−2. These values suggest that the charge storage capacity of deposited coating is better than E-spin coating. However, main drawbacks of PU for its application are low mechanical property and low hydrophilicity. In such cases, GO-based polymer nanocomposites as nanofillers show effective improvement in this field. E-spin synthesis of in-situ PU/GO was coated on the surface of metallic stents by Pant et al. [106]. They showed that introduction of little amount of GO sheets into PU nanofibres could increase the stability of coating on the surface of the metallic stent. So, the optimum incorporation of GO sheets into PU can enhance the hydrophilicity without any toxic biological effect.
Graphene base electropun nanofibres have been emerged as efficient candidate for photocatalysis. Zinc oxide decorated graphene nanofibres (G-ZnO) were first time synthesied by E-spin An et al. [156]. The fabricated composite mat showed excellent photocatalytic activity with 0.5 wt % graphene loading through degradation of methylene blue in presence of UV light. The best result was obtained with 0.5 wt % G-ZnO annealed at 400 °C and 80% degradation of methylene blue was obtained after 4 h of UV irradiation. Zhang et al. reported the photocatalyst using 1D TiO2/GO electrospun nanocomposite and PVP polymer solution [157]. Continuous E-spin of TiO2 nanofibres segregated by 5 wt % dispersed GO solution while PVP was removed by annealing at 500 °C. From photoluminescent study, lower excitation intensity for TiO2/GO than only TiO2 showed that recombination of photoinduced holes and electrons in TiO2 could be efficiently limited in TiO2/GO. Under visible light, the nanofibre composite exhibited better photocatalytic activity and greater mobility of charge carriers than bare TiO2. With increasing GO concentration in nanofibres composite enhanced the photocatalytic activity of TiO2/GO.
4.3.3 Defence Application
Protective clothing is a family of textile structure which guards the wearer from nuclear, chemical, physical and pathogenic hazards. Some of the most foremost types of protective clothing are fire fighters’ protective clothing (used to protect against flame and heat), cold circumstances clothing, Ballistic protective clothing (used to protect against projectiles), sports clothing like scuba diving, swimming and NBC protection suits (used to protect against chemical, nuclear, biological warfare agents) [158]. Fan et al. synthesized aramid nanofibres by dissolving bulk aramid fibres in dimethylsulfoxide (DMSO) and potassium hydroxide (KOH) [159]. Aramid nanofibres-functionalized graphene sheets (ANFGS) was successfully fabricated as an efficient nanofiller for polymer reinforcement. The Young’s modulus and the tensile strength of ANFGS/PMMA composite film reached 3.42 GPa and 63.2 MPa which were increased by 70.6% and 84.5% respectively, with 0.7 wt % loading of PMMA. It was also reported that, with increasing ANFGS loading, thermal stability of ANFGS/PMMA nanofibre composite increases. Due to the ability of ultraviolet light absorption of aramid nanfibres, ANFGS/PMMA composite have a degree of ultraviolet light shielding.
Nanofibre-based pH sensor was fabricated by E-spin method using PU/poly-2-acrylamido-2-methylpropanesulphonic acid (PAMPS)/(GO) with indicator dye [160]. Response time of sensing reduced drastically with increasing the loading concentration of GO and PAMPS. The hybrid nanofibrous PU/PAMPS/GO membrane are able to response instantly with the pH change of the solution.
4.3.4 Environmental Application
Desalination of water through air gap membrane using graphene-loaded nanofibre membrane was reported by Woo et al. [161]. To obtain superhydrophobic membrane, the concentration of GO loading into polyvinylidene fluoride-co-hexafluoropropylene electrospun membrane was optimized. With 5 wt % GO loading, the nanocomposite membrane results a stable and high air gap membrane distillation flux of 22.9 L m−2 h−1 and impressive salt rejection of 100% for 60 h of function with NaCl solution (3.5 wt %) as feed.
Wang et al. fabricated a nanofiltration membrane for water purification by the incorporation of graphene oxide sheets onto the surface of PAN electrospun nanofibres through vacuum suction method [162]. The designed membrane showed water flux of 8.2 L m2h−1 bar−1 and had a contact angle of 61°. Due to the presence of both hydrophobic gates and hydrophilic nanochannels of GO, the diffusion of water through the composite membrane enhances. The membrane exhibited high rejection towards salts like NaCl and Na2SO4, and organic dye Congo red.
5 Future Scope
E-spin has emerged as an efficient technology enabling the scientists to know more about the characteristics of the nanofibre materials. Future advances in E-spin are mainly monitored by applications, which need special nanofibre morphology, chemistry and their scale up to industrial production. Different new innovations for E-spin are being developed to improve the applicability of these fibres. Some of these innovations include core shelled E-spin, mixing and multiple E-spin, blow assisted E-spin and coaxial E-spin. In coaxial, coaxial spinneret is used to synthesize nanofibres from two polymers and as a result shell of one polymer and core of another polymer is generated. This process achieves more attention because it generates combined polymers in radial and axial directions with novel characteristics. However, graphene-based electrospun nanofibres are one of the most dominant types of nanocomposites for their unique properties. Though variety of applications are already reported including biomedical, photocatalytic and sensing field, more attention is needed in catalysts in organic reactions and renewable energy storage devices, fine chemicals and pharmaceuticals. It is expected that graphene-based electrospun nanofibres could be used as catalyst in organic synthesis reactions and that would make the multistep synthesis process of pharmaceuticals easier.
The requirements for developing high-performance electrospun nanofibre composites are proper dispersion of GO and appropriate reduction of GO-based nanofibres. An appropriate dispersion of GO in the polymer matrix is a very complicated process. The dispersion of GO with a specific loading through mechanical mixing or sonication required to explore new solvent system with better contact. Another challenge is the reduction of GO-based nanofibres which is definitely a vital step to obtain a better quality nanofibre. Different methods have been reported and they have some advantages and disadvantages. Optimized result can be obtained through annealing treatment but proper reduction cannot achieve by chemical method which needs to be more explored by further efforts.
6 Conclusion
E-spin is a very simple, cost-effective and versatile technique that results in nonwoven nanofibres with high surface area, large pore volume and tuneable porosity. Solution and the influencing parameters like applied voltage, molecular weight, concentration of polymer and distance between tip to collector significantly affect the fibre characteristics and by optimizing these parameters, desired fibres can be fabricated. Graphene as a most promising material among all the allotropes of carbon has emerged as a efficient nanofiller for E-spin due to having excellent multidirectional properties like mechanical strength, electrical conductivity, high surface area and thermal stability. In this chapter, we describe a typical overview of advancement of E-spin technology for graphene-based materials and their application in different fields including biomedical, chemical, environmental and defence applications. Although having several advantages of E-spin, there are some limitations like lack of appropriate cellular infiltration in the fibres and small pore size. In general, considering the advantages of E-spin technology to fabricated graphene-based nanofibrous composite can be attributed as a new technique for next generation applications in laboratories and industries.
References
Hunley, M.T., Long, T.E.: Electrospinning functional nanoscale fibers: a perspective for the future. Polym. Int. 57, 385–389 (2008)
Reneker, D.H., Yarin, A.L.: Electrospinning jets and polymer nanofibers. Polymer 49, 2387–2425 (2008)
Persano, L., Camposeo, A., Pisignano, D.: Advancing the science and technology of electrospinning and functional nanofibers. Macromol. Mater. Eng. 302, 1700237 (2017)
He, J.-H., Wan, Y.-Q., Yu, J.-Y.: Scaling law in electrospinning: relationship between electric current and solution flow rate. Polymer 46, 2799–2801 (2005)
Zussman, E., Theron, A., Yarin, A.: Formation of nanofiber crossbars in electrospinning. Appl. Phys. Lett. 82, 973–975 (2003)
Theron, S., Yarin, A., Zussman, E., Kroll, E.: Multiple jets in electrospinning: experiment and modeling. Polymer 46, 2889–2899 (2005)
Teo, W.E., Ramakrishna, S.: A review on electrospinning design and nanofibre assemblies. Nanotechnology 17, R89 (2006)
Welle, A., Kröger, M., Döring, M., Niederer, K., Pindel, E., Chronakis, I.S.: Electrospun aliphatic polycarbonates as tailored tissue scaffold materials. Biomaterials 28, 2211–2219 (2007)
Wu, Y., He, J.-H., Xu, L., Yu, J.-Y.: Electrospinning drug-loaded poly (Butylenes Succinate-cobytylene Terephthalate)(PBST) with acetylsalicylic acid (aspirin). Int. J. Electrospun Nanofibers Appl. 1, 1–6 (2007)
Barnes, C., Sell, S., Knapp, D., Walpoth, B., Brand, D., Bowlin, G.: Preliminary investigation of electrospun collagen and polydioxanone for vascular tissue engineering applications. Int. J. Electrospun Nanofibers Appl. 1, 73–87 (2007)
Cui, W., Zhou, S., Li, X., Weng, J.: Drug-loaded biodegradable polymeric nanofibers prepared by electrospinning, p. 1070. Tissue Engineering, Mary Ann Liebert, Inc 140 Huguenot Street, 3RD Fl, New Rochelle, NY 10801 USA (2006)
Liang, D., Hsiao, B.S., Chu, B.: Functional electrospun nanofibrous scaffolds for biomedical applications. Adv. Drug Deliv. Rev. 59, 1392–1412 (2007)
Chong, E.J., Phan, T.T., Lim, I.J., Zhang, Y., Bay, B.H., Ramakrishna, S., et al.: Evaluation of electrospun PCL/gelatin nanofibrous scaffold for wound healing and layered dermal reconstitution. Acta Biomater. 3, 321–330 (2007)
Ma, Z., Kotaki, M., Ramakrishna, S.: Electrospun cellulose nanofiber as affinity membrane. J. Membr. Sci. 265, 115–123 (2005)
Matthews, J.A., Wnek, G.E., Simpson, D.G., Bowlin, G.L.: Electrospinning of collagen nanofibers. Biomacromol 3, 232–238 (2002)
Stankus, J.J., Guan, J., Wagner, W.R.: Fabrication of biodegradable elastomeric scaffolds with sub-micron morphologies. J. Biomed. Mater. Res. Part A Official J. Soc. Biomater. Jpn. Soc. Biomater. Aus. Soc. Biomater. Korean Soc. Biomater. 70, 603–614 (2004)
Chen, Z., Mo, X., Qing, F.: Electrospinning of collagen–chitosan complex. Mater. Lett. 61, 3490–3494 (2007)
Alessandrino, A., Marelli, B., Arosio, C., Fare, S., Tanzi, M.C., Freddi, G.: Electrospun silk fibroin mats for tissue engineering. Eng. Life Sci. 8, 219–225 (2008)
Yang, F., Murugan, R., Wang, S., Ramakrishna, S.: Electrospinning of nano/micro scale poly (L-lactic acid) aligned fibers and their potential in neural tissue engineering. Biomaterials 26, 2603–2610 (2005)
Liu, Y., He, J.-H.: Bubble electrospinning for mass production of nanofibers. J. Nano Res. 23, 125–128 (2007)
Tomaszewski, W., Szadkowski, M.: Investigation of electrospinning with the use of a multi-jet electrospinning head. Fibres Text. Eastern Europe 13, 22 (2005)
Varabhas, J., Chase, G.G., Reneker, D.: Electrospun nanofibers from a porous hollow tube. Polymer 49, 4226–4229 (2008)
Dosunmu, O., Chase, G.G., Kataphinan, W., Reneker, D.: Electrospinning of polymer nanofibres from multiple jets on a porous tubular surface. Nanotechnology 17, 1123 (2006)
Eichhorn, S.J., Sampson, W.W.: Statistical geometry of pores and statistics of porous nanofibrous assemblies. J. R. Soc. Interface 2, 309–318 (2005)
Ekaputra, A.K., Prestwich, G.D., Cool, S.M., Hutmacher, D.W.: Combining electrospun scaffolds with electrosprayed hydrogels leads to three-dimensional cellularization of hybrid constructs. Biomacromol 9, 2097–2103 (2008)
Barzegar, F., Bello, A., Fabiane, M., Khamlich, S., Momodu, D., Taghizadeh, F., et al.: Preparation and characterization of poly (vinyl alcohol)/graphene nanofibers synthesized by electrospinning. J. Phys. Chem. Solids 77, 139–145 (2015)
Wahab, I.F., Razak, S., Azmi, N.S., Dahli, F.N., Yusof, A.H.M., Nayan, N.H.M.: Electrospun graphene oxide-based nanofibres. Adv. Carbon Nanostruct. 10 (2016)
Zhang, H., Yu, X., Guo, D., Qu, B., Zhang, M., Li, Q., et al.: Synthesis of bacteria promoted reduced graphene oxide-nickel sulfide networks for advanced supercapacitors. ACS Appl. Mater. Interfaces 5, 7335–7340 (2013)
Navarro-Pardo, F., Martinez-Hernandez, A.L., Velasco-Santos, C.: Carbon nanotube and graphene based polyamide electrospun nanocomposites: a review. J. Nanomater. 2016 (2016)
Bhardwaj, N., Kundu, S.C.: Electrospinning: a fascinating fiber fabrication technique. Biotechnol. Adv. 28, 325–347 (2010)
Zeleny, J.: The electrical discharge from liquid points, and a hydrostatic method of measuring the electric intensity at their surfaces. Phys. Rev. 3, 69 (1914)
Anton, F.: Process and apparatus for preparing artificial threads. Google Patents (1934)
Taylor, G.I.: Electrically driven jets. Proc. Royal Soc. London Math. Phys. Sci. 313, 453–475 (1969)
Huang, Z.-M., Zhang, Y.-Z., Kotaki, M., Ramakrishna, S.: A review on polymer nanofibers by electrospinning and their applications in nanocomposites. Compos. Sci. Technol. 63, 2223–2253 (2003)
Pawlowski, K.J., Barnes, C.P., Boland, E.D., Wnek, G.E., Bowlin, G.L.: Biomedical Nanoscience: Electrospinning Basic Concepts, Applications, and Classroom Demonstration, p. 827. MRS Online Proceedings Library Archive (2004)
Subbiah, T., Bhat, G.S., Tock, R.W., Parameswaran, S., Ramkumar, S.S.: Electrospinning of nanofibers. J. Appl. Polym. Sci. 96, 557–569 (2005)
Li, D., Xia, Y.: Electrospinning of nanofibers: reinventing the wheel? Adv. Mater. 16, 1151–1170 (2004)
Simons, H.L.: Process and apparatus for producing patterned non-woven fabrics. Google Patents (1966)
Taylor, G.I.: The force exerted by an electric field on a long cylindrical conductor. Proc. R. Soc. Lond. A 291, 145–158 (1966)
Baumgarten, P.K.: Electrostatic spinning of acrylic microfibers. J. Colloid Interface Sci. 36, 71–79 (1971)
Reneker, D.H., Chun, I.: Nanometre diameter fibres of polymer, produced by electrospinning. Nanotechnology 7, 216 (1996)
Ramakrishna, S., Fujihara, K., Teo, W.-E., Yong, T., Ma, Z., Ramaseshan, R.: Electrospun nanofibers: solving global issues. Mater. Today 9, 40–50 (2006)
Cooley, J.F.: Apparatus for electrically dispersing fluids. Google Patents (1902)
Morton, W.J.: Method of dispersing fluids. Google Patents (1902)
Norton, C.L.: Method of and apparatus for producing fibrous or filamentary material. Google Patents (1936)
Anton, F.: Method and apparatus for the production of fibers. Google Patents (1938)
Anton, F.: Method and apparatus for spinning. Google Patents (1939)
Anton, F.: Artificial thread and method of producing same. Google Patents (1940)
Luo, C., Stoyanov, S.D., Stride, E., Pelan, E., Edirisinghe, M.: Electrospinning versus fibre production methods: from specifics to technological convergence. Chem. Soc. Rev. 41, 4708–4735 (2012)
Filatov, Y., Budyka, A., Kirichenko, V.: Electrospinning of micro-and nanofibers: fundamentals in separation and filtration processes. J. Eng. Fibers Fabrics. 3, 488 (2007)
Taylor, G.I.: Disintegration of water drops in an electric field. Proc. R. Soc. Lond. A 280, 383–397 (1964)
Doshi, J., Reneker, D.H.: Electrospinning process and applications of electrospun fibers. In: Conference Record of the 1993 IEEE Industry Applications Conference Twenty-Eighth IAS Annual Meeting. IEEE, pp. 1698–703 (1993)
Fong, H., Reneker, D.H.: Elastomeric nanofibers of styrene–butadiene–styrene triblock copolymer. J. Polym. Sci. Part B Polym. Phys. 37, 3488–3493 (1999)
Bognitzki, M., Czado, W., Frese, T., Schaper, A., Hellwig, M., Steinhart, M., et al.: Nanostructured fibers via electrospinning. Adv. Mater. 13, 70–72 (2001)
Thenmozhi, S., Dharmaraj, N., Kadirvelu, K., Kim, H.Y.: Electrospun nanofibers: new generation materials for advanced applications. Mater. Sci. Eng. B 217, 36–48 (2017)
Zong, X., Kim, K., Fang, D., Ran, S., Hsiao, B.S., Chu, B.: Structure and process relationship of electrospun bioabsorbable nanofiber membranes. Polymer 43, 4403–4412 (2002)
Kim, I.-D., Rothschild, A., Lee, B.H., Kim, D.Y., Jo, S.M., Tuller, H.L.: Ultrasensitive chemiresistors based on electrospun TiO2 nanofibers. Nano Lett. 6, 2009–2013 (2006)
Liao, S., Li, B., Ma, Z., Wei, H., Chan, C., Ramakrishna, S.: Biomimetic electrospun nanofibers for tissue regeneration. Biomed. Mater. 1, R45 (2006)
Sundarrajan, S., Ramakrishna, S.: Fabrication of nanocomposite membranes from nanofibers and nanoparticles for protection against chemical warfare stimulants. J. Mater. Sci. 42, 8400–8407 (2007)
Munir, M.M., Widiyandari, H., Iskandar, F., Okuyama, K.: Patterned indium tin oxide nanofiber films and their electrical and optical performance. Nanotechnology 19, 375601 (2008)
Sill, T.J., Von Recum, H.A.: Electrospinning: applications in drug delivery and tissue engineering. Biomaterials 29, 1989–2006 (2008)
Lin, D., Wu, H., Zhang, R., Pan, W.: Enhanced photocatalysis of electrospun Ag-ZnO heterostructured nanofibers. Chem. Mater. 21, 3479–3484 (2009)
Park, J.-S.: Electrospinning and its applications. Adv. Nat. Sci. Nanosci. Nanotechnol. 1, 043002 (2011)
Sahay, R., Kumar, P.S., Sridhar, R., Sundaramurthy, J., Venugopal, J., Mhaisalkar, S.G., et al.: Electrospun composite nanofibers and their multifaceted applications. J. Mater. Chem. 22, 12953–12971 (2012)
Nada, A.A., James, R., Shelke, N.B., Harmon, M.D., Awad, H.M., Nagarale, R.K., et al.: A smart methodology to fabricate electrospun chitosan nanofiber matrices for regenerative engineering applications. Polym. Adv. Technol. 25, 507–515 (2014)
Zhu, M., Xiong, R., Huang, C.: Bio-based and photocrosslinked electrospun antibacterial nanofibrous membranes for air filtration. Carbohyd. Polym. 205, 55–62 (2019)
Zhou, S., Zhou, G., Jiang, S., Fan, P., Hou, H.: Flexible and refractory tantalum carbide-carbon electrospun nanofibers with high modulus and electric conductivity. Mater. Lett. 200, 97–100 (2017)
Duan, G., Bagheri, A.R., Jiang, S., Golenser, J., Agarwal, S., Greiner, A.: Exploration of macroporous polymeric sponges as drug carriers. Biomacromol 18, 3215–3221 (2017)
Liu, L., Bakhshi, H., Jiang, S., Schmalz, H., Agarwal, S.: Composite polymeric membranes with directionally embedded fibers for controlled dual actuation. Macromol. Rapid Commun. 39, 1800082 (2018)
Ma, W., Zhao, J., Oderinde, O., Han, J., Liu, Z., Gao, B., et al.: Durable superhydrophobic and superoleophilic electrospun nanofibrous membrane for oil-water emulsion separation. J. Colloid Interface Sci. 532, 12–23 (2018)
Zhu, M., Hua, D., Pan, H., Wang, F., Manshian, B., Soenen, S.J., et al.: Green electrospun and crosslinked poly (vinyl alcohol)/poly (acrylic acid) composite membranes for antibacterial effective air filtration. J. Colloid Interface Sci. 511, 411–423 (2018)
Shi, X., Xu, Z., Huang, C., Wang, Y., Cui, Z.: Selective swelling of electrospun block copolymers: from perforated nanofibers to high flux and responsive ultrafiltration membranes. Macromolecules 51, 2283–2292 (2018)
Jiang, Z., Zhang, H., Zhu, M., Lv, D., Yao, J., Xiong, R., et al.: Electrospun soy-protein-based nanofibrous membranes for effective antimicrobial air filtration. J. Appl. Polym. Sci. 135, 45766 (2018)
Yang, H., Jiang, S., Fang, H., Hu, X., Duan, G., Hou, H.: Molecular orientation in aligned electrospun polyimide nanofibers by polarized FT-IR spectroscopy. Spectrochim. Acta Part A Mol. Biomol. Spectrosc. 200, 339–344 (2018)
Xu, H., Jiang, S., Ding, C., Zhu, Y., Li, J., Hou, H.: High strength and high breaking load of single electrospun polyimide microfiber from water soluble precursor. Mater. Lett. 201, 82–84 (2017)
Zhu, M., Han, J., Wang, F., Shao, W., Xiong, R., Zhang, Q., et al.: Electrospun nanofibers membranes for effective air filtration. Macromol. Mater. Eng. 302, 1600353 (2017)
Ma, W., Samal, S.K., Liu, Z., Xiong, R., De Smedt, S.C., Bhushan, B., et al.: Dual pH-and ammonia-vapor-responsive electrospun nanofibrous membranes for oil-water separations. J. Membr. Sci. 537, 128–139 (2017)
Yang, H., Kou, S.: Recent advances of flexible electrospun nanofibers-based electrodes for electrochemical supercapacitors: a minireview. Int. J. Electrochem. Sci. 14, 7811–7831 (2019)
Buchko, C.J., Chen, L.C., Shen, Y., Martin, D.C.: Processing and microstructural characterization of porous biocompatible protein polymer thin films. Polymer 40, 7397–7407 (1999)
Yuan, X., Zhang, Y., Dong, C., Sheng, J.: Morphology of ultrafine polysulfone fibers prepared by electrospinning. Polym. Int. 53, 1704–1710 (2004)
Zhang, C., Yuan, X., Wu, L., Han, Y., Sheng, J.: Study on morphology of electrospun poly (vinyl alcohol) mats. Eur. Polym. J. 41, 423–432 (2005)
Ki, C.S., Baek, D.H., Gang, K.D., Lee, K.H., Um, I.C., Park, Y.H.: Characterization of gelatin nanofiber prepared from gelatin–formic acid solution. Polymer 46, 5094–5102 (2005)
Li, D., Wang, Y., Xia, Y.: Electrospinning of polymeric and ceramic nanofibers as uniaxially aligned arrays. Nano Lett. 3, 1167–1171 (2003)
Sahoo, B., Panda, P.: Preparation and characterization of barium titanate nanofibers by electrospinning. Ceram. Int. 38, 5189–5193 (2012)
Palangetic, L., Reddy, N.K., Srinivasan, S., Cohen, R.E., McKinley, G.H., Clasen, C.: Dispersity and spinnability: why highly polydisperse polymer solutions are desirable for electrospinning. Polymer 55, 4920–4931 (2014)
Li, Z., Wang, C.: One-Dimensional Nanostructures: Electrospinning Technique and Unique Nanofibers. Springer (2013)
Ramakrishna, S.: An Introduction to Electrospinning and Nanofibers. World Scientific (2005)
Yang, Q., Li, Z., Hong, Y., Zhao, Y., Qiu, S., Wang, C., et al.: Influence of solvents on the formation of ultrathin uniform poly (vinyl pyrrolidone) nanofibers with electrospinning. J. Polym. Sci. Part B Polym. Phys. 42, 3721–3726 (2004)
Wang, Z., Li, Z., Liu, L., Xu, X., Zhang, H., Wang, W., et al.: A novel alcohol detector based on ZrO2-doped SnO2 electrospun nanofibers. J. Am. Ceram. Soc. 93, 634–637 (2010)
Kim, C.H., Jung, Y.H., Kim, H.Y., Lee, D.R., Dharmaraj, N., Choi, K.E.: Effect of collector temperature on the porous structure of electrospun fibers. Macromol. Res. 14, 59–65 (2006)
Casper, C.L., Stephens, J.S., Tassi, N.G., Chase, D.B., Rabolt, J.F.: Controlling surface morphology of electrospun polystyrene fibers: effect of humidity and molecular weight in the electrospinning process. Macromolecules 37, 573–578 (2004)
Novoselov, K.S., Fal, V., Colombo, L., Gellert, P., Schwab, M., Kim, K.: A roadmap for graphene. Nature 490, 192–200 (2012)
Soldano, C., Mahmood, A., Dujardin, E.: Production, properties and potential of graphene. Carbon 48, 2127–2150 (2010)
Ren, S., Rong, P., Yu, Q.: Preparations, properties and applications of graphene in functional devices: a concise review. Ceram. Int. 44, 11940–11955 (2018)
Novoselov, K.S., Geim, A.K., Morozov, S.V., Jiang, D., Zhang, Y., Dubonos, S.V., et al.: Electric field effect in atomically thin carbon films. Science 306, 666–9 (2004)
Amiri, A., Naraghi, M., Ahmadi, G., Soleymaniha, M., Shanbedi, M.: A review on liquid-phase exfoliation for scalable production of pure graphene, wrinkled, crumpled and functionalized graphene and challenges. FlatChem 8, 40–71 (2018)
He, T., Meng, X., Nie, J., Tong, Y., Cai, K.: Thermally reduced graphene oxide electrochemically activated by bis-spiro quaternary alkyl ammonium for capacitors. ACS Appl. Mater. Interfaces 8, 13865–13870 (2016)
Hantel, M.M., Nesper, R., Wokaun, A., Kötz, R.: In-situ XRD and dilatometry investigation of the formation of pillared graphene via electrochemical activation of partially reduced graphite oxide. Electrochim. Acta 134, 459–470 (2014)
Lee, C., Wei, X., Kysar, J.W., Hone, J.: Measurement of the elastic properties and intrinsic strength of monolayer graphene. Science 321, 385–8 (2008)
Nair, R.R., Blake, P., Grigorenko, A.N., Novoselov, K.S., Booth, T.J., Stauber, T., et al.: Fine structure constant defines visual transparency of graphene. Science 320, 1308 (2008)
Bunch, J.S., Verbridge, S.S., Alden, J.S., Van Der Zande, A.M., Parpia, J.M., Craighead, H.G., et al.: Impermeable atomic membranes from graphene sheets. Nano Lett. 8, 2458–2462 (2008)
Balandin, A.A., Ghosh, S., Bao, W., Calizo, I., Teweldebrhan, D., Miao, F., et al.: Superior thermal conductivity of single-layer graphene. Nano Lett. 8, 902–907 (2008)
Chen, J.-H., Jang, C., Xiao, S., Ishigami, M., Fuhrer, M.S.: Intrinsic and extrinsic performance limits of graphene devices on SiO2. Nat. Nanotechnol. 3, 206–209 (2008)
Dürkop, T., Getty, S., Cobas, E., Fuhrer, M.: Extraordinary mobility in semiconducting carbon nanotubes. Nano Lett. 4, 35–39 (2004)
An, X., Ma, H., Liu, B., Wang, J.: Graphene oxide reinforced polylactic acid/polyurethane antibacterial composites. J. Nanomater. 2013 (2013)
Pant, H.R., Pokharel, P., Joshi, M.K., Adhikari, S., Kim, H.J., Park, C.H., et al.: Processing and characterization of electrospun graphene oxide/polyurethane composite nanofibers for stent coating. Chem. Eng. J. 270, 336–342 (2015)
Dong, Q., Wang, G., Qian, B., Hu, C., Wang, Y., Qiu, J.: Electrospun composites made of reduced graphene oxide and activated carbon nanofibers for capacitive deionization. Electrochim. Acta 137, 388–394 (2014)
Lavanya, T., Satheesh, K., Dutta, M., Jaya, N.V., Fukata, N.: Superior photocatalytic performance of reduced graphene oxide wrapped electrospun anatase mesoporous TiO2 nanofibers. J. Alloy. Compd. 615, 643–650 (2014)
Javed, K., Oolo, M., Savest, N., Krumme, A.: A review on graphene-based electrospun conductive nanofibers, supercapacitors, anodes, and cathodes for lithium-ion batteries. Crit. Rev. Solid State Mater. Sci. 44, 427–443 (2019)
Matsumoto, H., Imaizumi, S., Konosu, Y., Ashizawa, M., Minagawa, M., Tanioka, A., et al.: Electrospun composite nanofiber yarns containing oriented graphene nanoribbons. ACS Appl. Mater. Interfaces 5, 6225–6231 (2013)
Wang, Y., Tang, J., Xie, S., Liu, J., Xin, Z., Liu, X., et al.: Leveling graphene sheets through electrospinning and their conductivity. RSC Adv. 5, 42174–42177 (2015)
Moayeri, A., Ajji, A.: Core-shell structured graphene filled polyaniline/poly (methyl methacrylate) nanofibers by coaxial electrospinning. Nanosci. Nanotechnol. Lett. 8, 129–134 (2016)
Wang, G., Dong, Q., Wu, T., Zhan, F., Zhou, M., Qiu, J.: Ultrasound-assisted preparation of electrospun carbon fiber/graphene electrodes for capacitive deionization: importance and unique role of electrical conductivity. Carbon 103, 311–317 (2016)
Liu, M., Du, Y., Miao, Y.-E., Ding, Q., He, S., Tjiu, W.W., et al.: Anisotropic conductive films based on highly aligned polyimide fibers containing hybrid materials of graphene nanoribbons and carbon nanotubes. Nanoscale 7, 1037–1046 (2015)
Jin, L., Wu, D., Kuddannaya, S., Zhang, Y., Wang, Z.: Fabrication, characterization, and biocompatibility of polymer cored reduced graphene oxide nanofibers. ACS Appl. Mater. Interfaces 8, 5170–5177 (2016)
Yang, K.S., Kim, B.-H.: Highly conductive, porous RuO2/activated carbon nanofiber composites containing graphene for electrochemical capacitor electrodes. Electrochim. Acta 186, 337–344 (2015)
Gu, H., Huang, Y., Zuo, L., Fan, W., Liu, T.: Graphene sheets wrapped carbon nanofibers as a highly conductive three-dimensional framework for perpendicularly anchoring of MoS2: advanced electrocatalysts for hydrogen evolution reaction. Electrochim. Acta 219, 604–613 (2016)
Zhang, B., Xu, Z.-L., Kim, J.-K.: In situ grown graphitic carbon/Fe2O3/carbon nanofiber composites for high performance freestanding anodes in Li-ion batteries. RSC Adv. 4, 12298–12301 (2014)
Tang, X., Yan, F., Wei, Y., Zhang, M., Wang, T., Zhang, T.: Encapsulating SnxSb nanoparticles in multichannel graphene-carbon fibers as flexible anodes to store lithium ions with high capacities. ACS Appl. Mater. Interfaces 7, 21890–21897 (2015)
Xu, Z.-L., Zhang, B., Zhou, Z.-Q., Abouali, S., Garakani, M.A., Huang, J., et al.: Carbon nanofibers containing Si nanoparticles and graphene-covered Ni for high performance anodes in Li ion batteries. RSC Adv. 4, 22359–22366 (2014)
Mahmoudifard, M., Soleimani, M., Hatamie, S., Zamanlui, S., Ranjbarvan, P., Vossoughi, M., et al.: The different fate of satellite cells on conductive composite electrospun nanofibers with graphene and graphene oxide nanosheets. Biomed. Mater. 11, 025006 (2016)
Huang, Y.-L., Baji, A., Tien, H.-W., Yang, Y.-K., Yang, S.-Y., Ma, C.-C.M., et al.: Self-assembly of graphene onto electrospun polyamide 66 nanofibers as transparent conductive thin films. Nanotechnology 22, 475603 (2011)
Huang, Y.-L., Baji, A., Tien, H.-W., Yang, Y.-K., Yang, S.-Y., Wu, S.-Y., et al.: Self-assembly of silver–graphene hybrid on electrospun polyurethane nanofibers as flexible transparent conductive thin films. Carbon 50, 3473–3481 (2012)
Moayeri, A., Ajji, A.: Fabrication of polyaniline/poly (ethylene oxide)/non-covalently functionalized graphene nanofibers via electrospinning. Synth. Met. 200, 7–15 (2015)
Bi, R.-R., Wu, X.-L., Cao, F.-F., Jiang, L.-Y., Guo, Y.-G., Wan, L.-J.: Highly dispersed RuO2 nanoparticles on carbon nanotubes: facile synthesis and enhanced supercapacitance performance. J. Phys. Chem. C 114, 2448–2451 (2010)
Shan, Y., Gao, L.: Formation and characterization of multi-walled carbon nanotubes/Co3O4 nanocomposites for supercapacitors. Mater. Chem. Phys. 103, 206–210 (2007)
Yuan, L., Lu, X.-H., Xiao, X., Zhai, T., Dai, J., Zhang, F., et al.: Flexible solid-state supercapacitors based on carbon nanoparticles/MnO2 nanorods hybrid structure. ACS Nano 6, 656–661 (2012)
Jin, L., Yue, D., Xu, Z.-W., Liang, G., Zhang, Y., Zhang, J.-F., et al.: Fabrication, mechanical properties, and biocompatibility of reduced graphene oxide-reinforced nanofiber mats. RSC Adv. 4, 35035–35041 (2014)
Qi, Y., Tai, Z., Sun, D., Chen, J., Ma, H., Yan, X., et al.: Fabrication and characterization of poly (vinyl alcohol)/graphene oxide nanofibrous biocomposite scaffolds. J. Appl. Polym. Sci. 127, 1885–1894 (2013)
Liu, Y., Park, M., Shin, H.K., Pant, B., Choi, J., Park, Y.W., et al.: Facile preparation and characterization of poly (vinyl alcohol)/chitosan/graphene oxide biocomposite nanofibers. J. Ind. Eng. Chem. 20, 4415–4420 (2014)
Jing, X., Mi, H.-Y., Salick, M.R., Cordie, T.M., Peng, X.-F., Turng, L.-S.: Electrospinning thermoplastic polyurethane/graphene oxide scaffolds for small diameter vascular graft applications. Mater. Sci. Eng. C 49, 40–50 (2015)
Ardeshirzadeh, B., Anaraki, N.A., Irani, M., Rad, L.R., Shamshiri, S.: Controlled release of doxorubicin from electrospun PEO/chitosan/graphene oxide nanocomposite nanofibrous scaffolds. Mater. Sci. Eng. C 48, 384–390 (2015)
Luo, Y., Shen, H., Fang, Y., Cao, Y., Huang, J., Zhang, M., et al.: Enhanced proliferation and osteogenic differentiation of mesenchymal stem cells on graphene oxide-incorporated electrospun poly (lactic-co-glycolic acid) nanofibrous mats. ACS Appl. Mater. Interfaces 7, 6331–6339 (2015)
Ding, R., Luo, Z., Ma, X., Fan, X., Xue, L., Lin, X., et al.: High sensitive sensor fabricated by reduced graphene oxide/polyvinyl butyral nanofibers for detecting Cu (II) in water. Int. J. Anal. Chem. 2015 (2015)
Zhang, P., Zhao, X., Ji, Y., Ouyang, Z., Wen, X., Li, J., et al.: Electrospinning graphene quantum dots into a nanofibrous membrane for dual-purpose fluorescent and electrochemical biosensors. J. Mater. Chem. B 3, 2487–2496 (2015)
Thangappan, R., Kalaiselvam, S., Elayaperumal, A., Jayavel, R.: Synthesis of graphene oxide/vanadium pentoxide composite nanofibers by electrospinning for supercapacitor applications. Solid State Ionics 268, 321–325 (2014)
Basavaraja, B.M., Majumder, S.B., Sharma, A.: Electrospun hollow glassy carbon–reduced graphene oxide nanofibers with encapsulated ZnO nanoparticles: a free standing anode for Li-ion batteries. J. Mater. Chem. A 3, 5344–5351 (2015)
Kim, Y.A., Kim, B.-H.: Capacitive properties of hierarchically structured carbon nanofiber/graphene/MnO2 hybrid electrode with nitrogen and oxygen heteroatoms. Carbon 107, 783–791 (2016)
Kim, B.-H., Yang, K.S.: Structure and electrochemical properties of electrospun carbon fiber composites containing graphene. J. Ind. Eng. Chem. 20, 3474–3479 (2014)
Gan, J.K., Lim, Y.S., Pandikumar, A., Huang, N.M., Lim, H.N.: Graphene/polypyrrole-coated carbon nanofiber core–shell architecture electrode for electrochemical capacitors. RSC Adv. 5, 12692–12699 (2015)
Moayeri, A., Ajji, A.: High capacitance carbon nanofibers from poly (acrylonitrile) and poly (vinylpyrrolidone)-functionalized graphene by electrospinning. J. Nanosci. Nanotechnol. 17, 1820–1829 (2017)
Liu, Y., Xu, X., Lu, T., Sun, Z., Chua, D.H., Pan, L.: Nitrogen-doped electrospun reduced graphene oxide–carbon nanofiber composite for capacitive deionization. RSC Adv. 5, 34117–34124 (2015)
Wang, Y.-S., Li, S.-M., Hsiao, S.-T., Liao, W.-H., Chen, P.-H., Yang, S.-Y., et al.: Integration of tailored reduced graphene oxide nanosheets and electrospun polyamide-66 nanofabrics for a flexible supercapacitor with high-volume-and high-area-specific capacitance. Carbon 73, 87–98 (2014)
Zhou, Z., Wu, X.-F.: Graphene-beaded carbon nanofibers for use in supercapacitor electrodes: synthesis and electrochemical characterization. J. Power Sour. 222, 410–416 (2013)
Abdah, M.A.A.M., Zubair, N.A., Azman, N.H.N., Sulaiman, Y.: Fabrication of PEDOT coated PVA-GO nanofiber for supercapacitor. Mater. Chem. Phys. 192, 161–169 (2017)
Rose, A., Raghavan, N., Thangavel, S., Maheswari, B.U., Nair, D.P., Venugopal, G.: Investigation of cyclic voltammetry of graphene oxide/polyaniline/polyvinylidene fluoride nanofibers prepared via electrospinning. Mater. Sci. Semicond. Process. 31, 281–286 (2015)
Xie, Q., Zhou, S., Wu, S., Zhang, Y., Zhao, P.: Supercapacitive behavior of laminar-structured carbon cloth with alternating graphene and hybrid nanofibers: a synergistic effect of graphene-coating and post-oxidization. Appl. Surf. Sci. 407, 36–43 (2017)
Kim, B.-H.: MnO2 decorated on electrospun carbon nanofiber/graphene composites as supercapacitor electrode materials. Synth. Met. 219, 115–123 (2016)
Kim, T.-W., Park, S.-J.: Synthesis of reduced graphene oxide/thorn-like titanium dioxide nanofiber aerogels with enhanced electrochemical performance for supercapacitor. J. Colloid Interface Sci. 486, 287–295 (2017)
Hsu, H.-C., Wang, C.-H., Chang, Y.-C., Hu, J.-H., Yao, B.-Y., Lin, C.-Y.: Graphene oxides and carbon nanotubes embedded in polyacrylonitrile-based carbon nanofibers used as electrodes for supercapacitor. J. Phys. Chem. Solids 85, 62–68 (2015)
Kim, S.Y., Yang, K., Kim, B.-H.: Enhanced electrical capacitance of heteroatom-decorated nanoporous carbon nanofiber composites containing graphene. Electrochim. Acta 137, 781–788 (2014)
Hsu, H.-C., Wang, C.-H., Nataraj, S., Huang, H.-C., Du, H.-Y., Chang, S.-T., et al.: Stand-up structure of graphene-like carbon nanowalls on CNT directly grown on polyacrylonitrile-based carbon fiber paper as supercapacitor. Diam. Relat. Mater. 25, 176–179 (2012)
Kim, B.-H., Yang, K.S., Ferraris, J.P.: Highly conductive, mesoporous carbon nanofiber web as electrode material for high-performance supercapacitors. Electrochim. Acta 75, 325–331 (2012)
Tan, L., Gan, L., Hu, J., Zhu, Y., Han, J.: Functional shape memory composite nanofibers with graphene oxide filler. Compos. A Appl. Sci. Manuf. 76, 115–123 (2015)
Menchaca-Campos, C., García-Pérez, C., Castañeda, I., García-Sánchez, M.A., Guardián, R., Uruchurtu, J.: Nylon/graphene oxide electrospun composite coating. Int. J. Polym. Sci. 2013 (2013)
An, S., Joshi, B.N., Lee, M.W., Kim, N.Y., Yoon, S.S.: Electrospun graphene-ZnO nanofiber mats for photocatalysis applications. Appl. Surf. Sci. 294, 24–28 (2014)
Zhang, L., Zhang, Q., Xie, H., Guo, J., Lyu, H., Li, Y., et al.: Electrospun titania nanofibers segregated by graphene oxide for improved visible light photocatalysis. Appl. Catal. B 201, 470–478 (2017)
Gorji, M., Bagherzadeh, R., Fashandi, H.: Electrospun nanofibers in protective clothing. In: Electrospun Nanofibers, pp. 571–98. Elsevier
Fan, J., Shi, Z., Zhang, L., Wang, J., Yin, J.: Aramid nanofiber-functionalized graphene nanosheets for polymer reinforcement. Nanoscale 4, 7046–7055 (2012)
Gorji, M., Sadeghianmaryan, A., Rajabinejad, H., Nasherolahkam, S., Chen, X.: Development of highly pH-sensitive hybrid membranes by simultaneous electrospinning of amphiphilic nanofibers reinforced with graphene oxide. J. Func. Biomater. 10, 23 (2019)
Woo, Y.C., Tijing, L.D., Shim, W.-G., Choi, J.-S., Kim, S.-H., He, T., et al.: Water desalination using graphene-enhanced electrospun nanofiber membrane via air gap membrane distillation. J. Membr. Sci. 520, 99–110 (2016)
Wang, J., Zhang, P., Liang, B., Liu, Y., Xu, T., Wang, L., et al.: Graphene oxide as an effective barrier on a porous nanofibrous membrane for water treatment. ACS Appl. Mater. Interfaces 8, 6211–6218 (2016)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this chapter

Cite this chapter
De, S., Sahoo, S., Das, A.K., Nayak, G.C. (2021). Recent Progress in Electrospinning Technologies for Graphene-Based Materials. In: Tiwari, S.K., Sahoo, S., Wang, N. (eds) Electrospinning of Graphene. Carbon Nanostructures. Springer, Cham. https://doi.org/10.1007/978-3-030-75456-3_1
Download citation
DOI: https://doi.org/10.1007/978-3-030-75456-3_1
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-75455-6
Online ISBN: 978-3-030-75456-3
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)